S-ar putea să vă placă și
- Ene Roxana 8B - Aluminotermia - Aplicații PracticeDocument28 paginiEne Roxana 8B - Aluminotermia - Aplicații PracticeAna Daniela Ene79% (14)
- AluminiulDocument11 paginiAluminiulMihai-Cristian MoţocÎncă nu există evaluări
- Suport Chim. MetalelorDocument90 paginiSuport Chim. MetalelorAnastasia FedorisinÎncă nu există evaluări
- ZincDocument8 paginiZincMarius Alin LupașcuÎncă nu există evaluări
- AluminiulDocument6 paginiAluminiulAndrei StefanÎncă nu există evaluări
- Aluminiul - Metalul ViitoruluiDocument4 paginiAluminiul - Metalul ViitoruluiTrNadiaÎncă nu există evaluări
- Oxidarea AluminiuluiDocument5 paginiOxidarea AluminiuluiAshanna MariaÎncă nu există evaluări
- AluminiuDocument89 paginiAluminiuElena Medeleanu100% (3)
- Aluminiul - Metalul Secolului XXIDocument19 paginiAluminiul - Metalul Secolului XXIMandrake1990Încă nu există evaluări
- Aliaje Feroase Si NeferoaseDocument3 paginiAliaje Feroase Si NeferoaseSorin-Vasile GreşanuÎncă nu există evaluări
- Otelurilor RefractareDocument23 paginiOtelurilor RefractareCristina Cris100% (1)
- ALUMINIUL ReferatDocument26 paginiALUMINIUL ReferatRoxana StanÎncă nu există evaluări
- Metale Si Aliaje Folosite in Constructia de Echipamente ElectriceDocument12 paginiMetale Si Aliaje Folosite in Constructia de Echipamente ElectriceDan PetreÎncă nu există evaluări
- Aliaje Aluminiu Si CupruDocument4 paginiAliaje Aluminiu Si CupruChivu AdrianÎncă nu există evaluări
- Oteluri - Clasificare Si SudareDocument7 paginiOteluri - Clasificare Si Sudarebunaciune0% (1)
- Conductoare Cupru Vs Conductoare AluminiuDocument6 paginiConductoare Cupru Vs Conductoare AluminiuAndrei Adelin Maciuca100% (1)
- Cercetari Privind Sudabilitatea Aliajelor de Aluminiu 3Document29 paginiCercetari Privind Sudabilitatea Aliajelor de Aluminiu 3tavipodeaÎncă nu există evaluări
- Aluminiul Si Compusii Aluminiului d11b0Document9 paginiAluminiul Si Compusii Aluminiului d11b0Alynush2peu100% (1)
- Cuprul, Aluminiul Şi Aliajele LorDocument11 paginiCuprul, Aluminiul Şi Aliajele LorLiliana-Mariana NeacsuÎncă nu există evaluări
- ALUMINIULDocument18 paginiALUMINIULedinanoraÎncă nu există evaluări
- AluminiuDocument20 paginiAluminiuIrina GăgeanuÎncă nu există evaluări
- OtelulDocument7 paginiOtelulDiana ChiscaÎncă nu există evaluări
- Aluminiu Si Proprietatile AluminiuluiDocument3 paginiAluminiu Si Proprietatile AluminiuluiDaniil GhilescuÎncă nu există evaluări
- AluminaDocument24 paginiAluminaMihai Mihaela-Denisa100% (2)
- Proiect AluminiuDocument26 paginiProiect AluminiuSima AndreiÎncă nu există evaluări
- Metalurgia Metalelor NeferoaseDocument7 paginiMetalurgia Metalelor NeferoaseVi7eRÎncă nu există evaluări
- Aluminiulproiect 160519135527Document41 paginiAluminiulproiect 160519135527Tabby PisicaÎncă nu există evaluări
- Aluminiu CERNAT CRISTIANADocument15 paginiAluminiu CERNAT CRISTIANAIonela IoniÎncă nu există evaluări
- Documents - Tips Aluminiul Si Compusii Aluminiului d11b0Document9 paginiDocuments - Tips Aluminiul Si Compusii Aluminiului d11b0Costea ZabicaÎncă nu există evaluări
- AluminiulDocument4 paginiAluminiulCristyan DragomirÎncă nu există evaluări
- Metode de ObtinereDocument28 paginiMetode de ObtinereVizitiu GeorgeÎncă nu există evaluări
- Tehnologii Folosite La Sudarea Metalelor Si Aliajelor NeferoaseDocument9 paginiTehnologii Folosite La Sudarea Metalelor Si Aliajelor NeferoaseAndrei StanÎncă nu există evaluări
- AluminiuDocument3 paginiAluminiuFilip TepesÎncă nu există evaluări
- Aluminiul ProiectDocument27 paginiAluminiul ProiectOnline 51Încă nu există evaluări
- Aliajele - Solutii SolideDocument10 paginiAliajele - Solutii SolideAnda120198Încă nu există evaluări
- Material AluminiuDocument11 paginiMaterial AluminiuPosea ConstantinÎncă nu există evaluări
- AluminiuDocument3 paginiAluminiucrisangabriel90Încă nu există evaluări
- Clasificarea Electrozilor Dupa Natura InvelisuluiDocument6 paginiClasificarea Electrozilor Dupa Natura InvelisuluiAkator31Încă nu există evaluări
- WWW - Educativ.ro Aluminiu Si Aliaje Din AluminiuDocument14 paginiWWW - Educativ.ro Aluminiu Si Aliaje Din AluminiuLucian-Mihai CosovanuÎncă nu există evaluări
- Metale Şi Aliaje Metalice ObtinereDocument11 paginiMetale Şi Aliaje Metalice ObtinereAndrei DianaÎncă nu există evaluări
- Metale ObtinereDocument11 paginiMetale ObtinereAndrei DianaÎncă nu există evaluări
- Aluminiu Si Aliajele LuiDocument16 paginiAluminiu Si Aliajele LuiLivia NeguraÎncă nu există evaluări
- Despre Aliajul AlpacaDocument2 paginiDespre Aliajul AlpacaAndrei Giurginca100% (1)
- Aluminiu Si Aliajele Din AluminiuDocument14 paginiAluminiu Si Aliajele Din AluminiuEugenia ChiritaÎncă nu există evaluări
- EloxareaDocument4 paginiEloxareaCalin FodocaÎncă nu există evaluări
- Aliajele: WWW - ReferateokDocument5 paginiAliajele: WWW - ReferateokdumitrachepetrutÎncă nu există evaluări
- Rafinarea AluminiuluiDocument6 paginiRafinarea AluminiuluiAlexandrina IugaÎncă nu există evaluări
- Aluminiul, Metalul ViitoruluiDocument23 paginiAluminiul, Metalul ViitoruluiAlexis AlexisÎncă nu există evaluări
- AluminiuDocument13 paginiAluminiuAlina JumoleaÎncă nu există evaluări
- Aluminiu Descriere. Obtinere. Rolul in OrganismDocument34 paginiAluminiu Descriere. Obtinere. Rolul in OrganismIrinucaPetÎncă nu există evaluări
- CV AluminiulDocument6 paginiCV AluminiulElena PavlicÎncă nu există evaluări
- 3.1 Rezistenta Mare Tema 1Document4 pagini3.1 Rezistenta Mare Tema 1mihaiÎncă nu există evaluări
- AliajeleDocument5 paginiAliajeledring100Încă nu există evaluări
- Obtinerea Oxidului de Aluminiu (Al2O3), Alumina.Document6 paginiObtinerea Oxidului de Aluminiu (Al2O3), Alumina.Adrian BalanÎncă nu există evaluări
- V FAIMA - L3 - P2 - Oxidarea AluminiuluiDocument6 paginiV FAIMA - L3 - P2 - Oxidarea AluminiuluiGeorgiana DedeuÎncă nu există evaluări
- Metale Si Aliaje NeferoaseDocument20 paginiMetale Si Aliaje NeferoaseDani CrișanÎncă nu există evaluări
- Managemantu ProiectelorDocument21 paginiManagemantu ProiectelorLaura IoanaÎncă nu există evaluări
- Pehd Book 2021 RGDocument16 paginiPehd Book 2021 RGanatolie prodanÎncă nu există evaluări
- 16.sudarea RotativăDocument7 pagini16.sudarea Rotativăanatolie prodanÎncă nu există evaluări
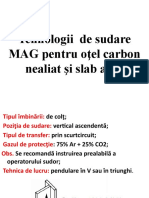
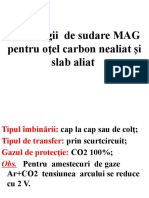
- 20tehnologii de Sudare MAG Pentru Oţel Carbon NealiatDocument5 pagini20tehnologii de Sudare MAG Pentru Oţel Carbon Nealiatanatolie prodanÎncă nu există evaluări
- 19.tehnologii de Sudare MAG Pentru Oţel Carbon NealiatDocument5 pagini19.tehnologii de Sudare MAG Pentru Oţel Carbon Nealiatanatolie prodanÎncă nu există evaluări
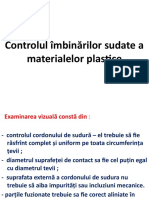
- 18.controlul Îmbinărilor Sudate A Materialelor PlasticeDocument3 pagini18.controlul Îmbinărilor Sudate A Materialelor Plasticeanatolie prodanÎncă nu există evaluări
- 5.rosturile de SudareDocument4 pagini5.rosturile de Sudareanatolie prodanÎncă nu există evaluări
- 22regimuri Tehnologice La Sudarea MAG A Oţelurilor CarbonDocument2 pagini22regimuri Tehnologice La Sudarea MAG A Oţelurilor Carbonanatolie prodanÎncă nu există evaluări
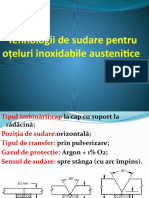
- 21tehnologii de Sudare Pentru Oţeluri Inoxidabile AusteniticeDocument4 pagini21tehnologii de Sudare Pentru Oţeluri Inoxidabile Austeniticeanatolie prodanÎncă nu există evaluări
- 23parametrii de Sudare MAG La Sudarea Oţelurilor deDocument2 pagini23parametrii de Sudare MAG La Sudarea Oţelurilor deanatolie prodanÎncă nu există evaluări
- 12diametrul Sîrmei ElectrodDocument6 pagini12diametrul Sîrmei Electrodanatolie prodanÎncă nu există evaluări
- 13debetul de GazDocument7 pagini13debetul de Gazanatolie prodanÎncă nu există evaluări
- 7.tehnologii de PolizareDocument6 pagini7.tehnologii de Polizareanatolie prodanÎncă nu există evaluări
- 11distanţa Duză de Gaz-PiesăDocument6 pagini11distanţa Duză de Gaz-Piesăanatolie prodanÎncă nu există evaluări
- 10lungimea Capătului Liber A Sîrmei ElectrodDocument7 pagini10lungimea Capătului Liber A Sîrmei Electrodanatolie prodanÎncă nu există evaluări
- 9regimul de Sudare MAG - Viteza de SudareDocument4 pagini9regimul de Sudare MAG - Viteza de Sudareanatolie prodanÎncă nu există evaluări
- 4.pilirea Manuală Şi MecanicăDocument10 pagini4.pilirea Manuală Şi Mecanicăanatolie prodanÎncă nu există evaluări
- 18preîncălzirea MetalelorDocument8 pagini18preîncălzirea Metaleloranatolie prodanÎncă nu există evaluări
- 12sudarea Oțelului Carbon Și AliatDocument11 pagini12sudarea Oțelului Carbon Și Aliatanatolie prodanÎncă nu există evaluări