Documente Academic
Documente Profesional
Documente Cultură
Cap 7 Prel R D Cil
Încărcat de
Benk79Titlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Cap 7 Prel R D Cil
Încărcat de
Benk79Drepturi de autor:
Formate disponibile
1
7. Prelucrarea roilor dinate cilindrice
7.1. Degroarea i semifinisarea danturii
Precum am mai menionat n capitolul 5 , dantura roilor dinate se poate realiza prin
profilare sau rostogolire. n cazul profilrii, nfurtoarea muchiilor de achiere a sculei
materializeaz profilul golului de dinte, pe cnd la prelucrrile de rostogolire, scula se
rostogolete peste roata dinat iar muchiile sale de achiere infoar flancurile
cremalierei generatoare.
7.1.1. Metode de profilare
a) profilare cu frez-disc modul
Rota semifabricat st pe loc, pn cnd freza-
disc parcurge lungimea golului de dinte. Dup
prelucrarea unui gol, semifabricatul este rotit cu
valoarea unghiului dintre doi dini, cu ajutorul unui
mecanism de divizare, dup care urmeaz prelucrarea
urmtorului gol de dinte ( fig.7.1).Aceast metod se
utilizeaz n special n producia de serie mic i unicate pe
maini de frezat universale dotate cu cap divizor.
Aceasta este metoda cea mai simpl, dar i cea mai puin
precis pentru frezarea danturilor cilindrice. Scula
caracteristic este freza-disc modul (fig.7.2). Aceast scul
profileaz imprecis dantura, ntruct ntre profilele roilor cu
acelai modul, dar numr de dini diferii sunt abateri
considerabile. Frezele se execut pe grupe de dini. Astfel n
figura 7.2, freza nr.I este pentru roi cu numr mare de dini,
iar freza IV pentru roi cu numr mic de dini.
Fig.7.1. Profilare cu frez-disc
Fig.7.2. Set de freze-disc modul
Avans
2
n cazul cnd se prelucreaz roi cu dini nclinai numrul frezei se stabilete pe baza
numrului de dini virtual, care se calculeaz cu relaia :
z
z
v
=
cos
3
|
( 7.1),
unde : | este unghiul de nclinare al dintelui
Danturarea prin profilare cu frez-disc modul se utilizeaz pentru roi cu dini drepi
sau nclinai, cu modul ntre 0,4...50 mm. Diametrul exterior al roilor poate varia ntre
1mm i 12 m.
Metoda se recomand n urmtoarele cazuri :
- prelucrarea roilor foarte mici cu dini drepi, pe maini speciale;
- prelucrarea roilor cu precizie medie sau grosolan, n cazul cnd nu exist alt
posibilitate;
- degroarea roilor cu modul mare pentru redducerea cantitii de material care va
trebui ndeprtat la prelucrrile urmtoare. n aceste situaii se utlizeaz set de freze
(fig.7.3).
n funcie de condiiile existente, se utilizeaz urmtoarele variante tehnologice
(fig.7.4):
- frezare n direcie axial n sensul avansului;
- frezare n direcie axial n sens invers avansului;
- frezare pendular ( golurile nvecinate se prelucreaz alternativ n sensul , respeciv
n sens invers avansului;
n toate cazurile se poate utiliza i avans radial.
Semnificaiile notaiilor folosite n figura7.4 sunt urmtoarele:
-e
max
avans rapid;
- e
a
x
- avans axial;
l
1
- lungime de intrare axial;
l
r
- lungime de intrare radial;
l
2
- lungime de ieire;
l
a
x-
curs axial de lucru;
T- divizare.
F
Fig.7.3. Diferite
construcii de freze-disc:
a(cu profil trapezoidal; b) cu profil n trepte;
c)de canelat
3.3 bra.
Klnleges alak
trcsmark.
a) trapz alak;
b) lpcss;
c) beszr-
nagyol
3
b) Frezare de profilare cu
frez-deget
Prelucrarea prin copiere a
danturilor cilindrice se poate
efectua i cu frez-deget
(fig.7.5). Metoda se utilizeaz
n special , la prelucrarea
danturilor n V fr degajare
(fig.7.6). Freza-deget urmrete
fidel conturul canalului n V,
dar nu poate prelucra vrful
exterior al canalului (fig.7.7).
Pentru a asigura o angrenare
corect, dup frezarea
canalului, prelucrarea vrfului
se realizeaz ntr-o operaie
ulterioar.
Fig. 7.4. Metodele de lucru la frezarea de profilare
a roilor dinate cilindrice :
a) frezare axial n sensul avansului; b) frezare axial
n sens invers avansului ; c) frezare alternativ
F
Fig.7.5.
Frezarea de
copiere cu
frez-deget
Scul
4
Fig.7.6. Prelucrarea danturilor n V cu frez-deget Fig.7.7. Corecia
vrfului canalului la
prelucrarea danturii n V cu
frez-deget
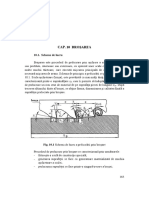
c) Broarea danturilor exterioare i interioare
Mainile de broat roi dinate lucreaz dup metoda profilrii i se utilizeaz n
fabricaia de serie mare i n mas. Sculele
sunt formate din portscul cilindric n care
sunt fixate dinii profilai.
Numrul de dini a sculei de regul este
numai din numrul de dini ai roii care se
prelucreaz. n aceste cazuri dantura se
prelucreaz n dou faze.
Fig.7.8. Capul de lucru al mainii Shear-Speed i vederea unui cuit .
n cazul danturilor exterioare se utilizeaz metoda Shear-Speed de broare tubular
(fig.7.8)
Vrf exterior
rotunjit
Vrf iinterior
ascuit
5
7.1.2. Prelucrri prin rostogolire
De obicei se pot deosebesc trei metode de prelucrare prin rostogolire ( fig.7.9)
Fig.7.9. Metode de prelucrare prin rostogolire a danturilor cilindrice:
a) rabotare de rostogolire cu cuit-pieptene;
b) frezare de rostogolire cu frez-melc;
c) mortezare de rostogolire cu cuit-roat.
n toate cazurile muchiile de achiere ale sculelor, n micarea lor relativ
infoar flancurile cremalierei generatoare.
Notaiile utilizate pe figur :
e
r
avansul radial;
e
t
avansul tangenial ;
e
1
avansul de rostogolire al semifabricatului;
e
0
avansul de rostogolire al sculei;
v - micarea de achiere.
7.1.2.1.Rabotarea de rostogolire cu cuit-pieptene
Metoda a fost brevetat n anul 1906 de inginerul englez Sunderland, apoi din 1908 i
firma elveian MAAG a nceput s fabrice mainile sale de rabotat , care ns s-au
deosebit de cele ale englezilor prin faptul c ambele micri necesare rostogolirii sunt
efectuate de ctre semifabricat (fig.7.10).
6
Fig.7.10. Cinematica celor dou metode de rabotare prin rostogolire
Mainile Sunderland au o construcie orizontal , la care semifabricatul cu ax
orizontal execut numai micare de rotaie, cu viteza unghiular e
p
, iar micarea
ncesar rabotrii cu viteza v ct i micarea tangenial de rostogolire cu viteza w
t
o
execut scula. Punctele notate cu 1,2,3 reprezint mijloacele golurilor dintre dini i vor fi
folosite la explicarea principiului de funcionare a mainilor MAAG (fig.7.11).
n punctul de nceput al ciclului, golurile de dini 1 i 2 sunt deja prelucrate i prin
combinarea micrilor e
p
i w
t
semifabricatul se rostogolete peste cremaliera de
generatoare a cuitului-pieptene i are loc ndeprtarea de material din golul dintelui 3.
n ciclul II , scula rmne sus iar semifabricatul execut o micare de translaie spre
stnga cu valoarea a 1 3 pai ( la degroare cu 23 pai, iar la finisare cu 1 pas).
n ciclurile III i IV are loc scoaterea jocului din mecanismul de divizare.
n vederea prelucrrii roilor cu dini nclinai, se rabate capul portscul cu unghiul
|.(fig.7.12). Cu cuit-pieptene cu dini drepi se pot prelucra numai danturi cu unghiul de
nclinaie
0
30 s | . Danturarea grupurilor de roi dinate se poate realiza numai cu cuit-
pieptene cu dini nclinai ( fig.7.13).
Divizare
7
Fig.7.11. Ciclul de lucru al
mainilor MAAG:
I -prelucrarea prin rabotare a
a golului 3;
II-divizare;
III scoaterea jocului prin translaie la
stnga
IV- scoaterea jocului prin translaie la
dreapta
8
Fig.7.12. Rotirea saniei capului portscul a mainilor MAAG
pentru rabotarea roilor cu dini nclinai
9
Fig./.13. Portscul cu cuit pieptene
cu dini nclinai.
Parametrii obinuii de lucru:
- vitez de achiere : v = 8...15 m/min;
- avans circular msurat pe cercul de divizare: 1/10...1/20 pasi pe curs
dubl.
Timpul de baz al danturrii cu cuit-pieptene se compune din trei pri :
-
ia
t - timpul de intrare n agrenare;
- t
ef
timpul efectiv de rabotare a unui dinte;
- t
d
timpul de divizare.
Timpul de intrare n agrenare se determin pe baza numrului de dini
ia
z pe
parcursul cruia are loc intrarea n angrenare timp care depinde de numrul de dini ai
roii. La mainile MAAG, numrul de dini de intrare n angrenare este ntre 2...9.
Timpul de prelucrare a unui gol de dinte se calculeaz cu relaia :
circ cd
ef
s n
m
t
t
= , ( 7.2)
unde: m t - este pasul danturii;
- n
cd
numrul de curse duble pe minut ( cd/min);
-
circ
s avansul circular n mm/cd.
Timpul necesar divizrii este de obicei 0,12 min.
Astfel, timpul de baz total se poate calcula cu expresia :
( )
( )
d ia
circ cd
ia
b
t z z
s n
m z z
t + +
+
= . (7.3)
Roile de dimensiuni mari, se recomand s se prelucreze n dou sau trei faze
(fig.7.14).
10
Fig.7.14. Prelucrarea danturilor cu modul mare :
a) predegroare cu cuit de retezat; b) degroare cu cuit n trepte
sau trapezoidal; c) finisare prin rostogolire.
Precizia care se poate obine este corespunztoare claselor 6 , 7 , iar rugozitatea de
( ) . 3 , 6 ... 6 , 1 m R
a
=
7.1.2.2. Frezarea de rostogolire
Cea mai rspndit metod de prelucrare a roilor dinate cilindrice este frezarea de
rostogolire cu frez-melc.
n acest caz flancurile cremalierei generatoare sunt materializate de suprafaa
elicoidal evolventic nfurtoare a muchiilor de achiere a frezei, n timpul micrii
relative dintre cele dou elemente ale angrenajului tehnologic ( fig.7.9,b i 7.15).
Achierea, n acest caz poate fi considerat ca o achiere continu a unei cremaliere
infinit de lungi, n timp ce roata semifabricat se rotete cu valoarea necesar (fig.7.15,a).
n cazul roilor cu dini drepi , axa frezei-melc se nclin cu unghiul e. Acest unghi
este egal cu unghiul de pant al elicei medii a frezei (fig.7.15,b).
Fig.7.15. Danturarea roilor cilindrice cu frez-melc:
Freza melc pe lng micarea de rotaie necesar achierii execut o micare de
avans n lungul generatoarei roii pies. Aceast a doua micare asigur prelucrarea
ntregii limi a roii. Danturarea este continu i ndeprtarea achiilor este realizat de
Avans
n
s
11
mai muli dini simultan, motiv pentru care se pot utiliza avansuri axiale relativ mari i ca
urmare metoda are productivitate mare.
Prin aceast metod se pot prelucra i roi cu dini nclinai. n acest caz unghiul de
nclinare e al axei frezei trebuie s fie egal cu suma algebric a unghiului de nclinare a
dinilor roii i unghiul de pant
s
al elicei de divizare a frezei-melc. Dac sensurile de
nclinare ale elicelor sunt opuse atunci
s
| = + = , iar dac coincid atunci e | =
s
(
fig.7.16).
Fig.7.16. Prelucrarea roilor cu dini nclinai cu frez-melc.
Poziia relativ corect, se poate stabili cu ajutorul metodei prezentate n figura
7.17. Se reprezint linia elicoidal medie a frezei ( fig.7.17,b) i se determin sensul de
nclinaie al elicei frezei ( pe partea din spate) fa de normala N la ax.
Fig.7.17. Metod general pentru stabilirea poziiei relative a frezei-melc
Roat pe dreapta
Frez pe dreapta
Roat pe dreapta
Frez pe stnga
Roat pe stnga
Frez pe dreapta
Roat pe stnga
Frez pe stnga
12
Alegerea sensului de frezare. Pe mainile de danturat moderne se poate efectua att
frezare contra avansului (fig.7.18, a) ct i frezare n sensul avansului( fig.7.18,b).
Fig.7.18. Cele dou sensuri de frezare
Din descompunerea forelor de frezare se poate constata c n cazul frezrii n
contra avansului componenta tangenial F
t
a forei este mare i ca urmare produce o
frecare mare i ca urmae o uzur pronunat a muchiilor de achiere. La frezarea n
sensul avansului, uzura este considerabil mai mic , ns datorit forei radiale F
R
mari,
pot apare vibraii. Din acest motiv la frezarea n sensul avansului, rigiditatea mainii
trebuie s fie ridicat i s fie dotat cu mecanism de scoatere a jocului din mecanismul
de divizare.
Traiectorie deplasrii relative a frezei fa de roata pies, totdeauna este de forma
unui dreptunghi ( fig.7.19). La metoda clasic de frezare cu avans axial, cursa
longitudinal L este mai mare ca n cazul n care intrarea n achiere se face cu cu avans
radial (fig.3.19,b). n cazul metodei cu intrare cu avans axial (fig.7.19,a) n scopul
ridicrii productivitii se asigur un avans progresiv descresctor ( fig.7.20) . Aceasta se
poate realiza, printre altele, cu comand adaptiv-n funcie de puterea consumat la
achiere.
Fig.7.19. Metode de frezare : a) cu avans de intrare axial; b) cu avans de
intrare radial
13
Fig.7.20.Variaia avansului axial prin Fig.7.21. Rugozitatea flancurilor
comand adaptiv
Rugozitatea flancurilor : n cazul roilor dinate rugozitatea se msoar n dou
direcii (fig.7.21). Rugozitatea de profil R
maxp
se msoar n lungul profilului i este
determinat de numrul de dini ( canale de achii ) a frezei, pe cnd rugozitatea maxim
longitudinal R
maxL
este determinat de mrimea avansului axial.
Fenomenul solicitrii i uzurii neuniforme a dinilor frezei. n cazul prelucrrii roilor
dinate cilindrice cu frez-melc , solicitarea muchiilor de achiere, i de aici uzura
muchiilor variaz considerabil n lungul axei frezei. Aceast solicitare neuniform este
determinat de diametrul roii care se dantureaz i de cinematica danturrii(fig.7.22).
Dac dantura ar fi prelucrat, cremaliera generatoare a muchiilor de achiere a
frezei-melc ar fi n contact cu flancul dintelui roii pe lungimea L
A
.
14
Fig.7.22.Lungimea liniei de angrenare a angrenajului tehnologic i variaia
seciunii achiei
n cazul cnd danturarea se face din plin, contactul dintre flancul cremalierei i
al dintelui roii este mai lung l
a
.
Cele dou lungimi se pot determina cu expresiile urmtoare:
l a b z
h
R R R R h h R
l h R R
A
f
a b b f a a
a f a f
= + = + + +
= +
2 2 2 2 2
2 2
1 cos
sin
cos [ ( cos )] tg
ctg
( ) o
o
o u o
o
(7.4)
u o = arccos
R
R
b
a
(7.5)
Pentru a asigura o exploatare uniform a frezelor-melc, se utilizeaz dou metode
diferite : danturarea diagonal i procedeul SCHIFTING.
n cazul danturrii diagonale ( fig.7.23) scula se deplaseaz simultan n dou direcii
- n lungul axei piesei cu avansul e
axp
;
15
- n lungul axei sculei cu avansul
e
axS
.
Din compunerea celor dou micri
rezult avansul diagonal e
d
.
Fig. 7.23. Frezarea diagonal
Lungimile de intrare- iesire a sculei :
l l p
1 2
1 2 1 3 = ~ ( , ... , )
Cele dou avansuri trebuie astfel alese, ca n timp ce scula parcurge cursa B, s se
deplaseze i n direcia axei sale cu valoarea l
s
.
Matematic aceast condiie se poate exprima cu ajutorul timpului de baz :
S axS
S
p axp
b
n e
l
n e
B
t
. .
= =
(7.6)
Pe baza acestuia interdependena dintre turaii este :
n
n
k
z
p
s
s
p
= , (7.7)
unde : k
S
este numrul de nceputuri a frezei-melc;
z
P
- numrul de dini ai roii care se prelucreaz.
nlocuind relaia (3.7) n (3.6) se obine :
e e
l k
Bz
ax ax
s s
p
s p
= (7.8)
Precum se poate observa in figura (7.23) n cazul frezrii diagonale cresc lungimile l
1
i l
2
, din acest motiv metoda este rentabil numai la prelucrarea roilor cu lime mare,
sau a pachetelor de roi dinate.
n cazul procedeului Schifting ( pire de scul ) avansul n lungul axei sculei este n
trepte ( fig.7.14).
16
Timpul
t
A ntre micrile n lungul axei
sculei astfel se regleaz ca lungimea activ totall l
S
a sculei
s fie parcurs n timpul dintre dou reascuiri a sculei.
Astfel, timpul ntre dou reascuiri a sculei este :
N
l
e
s
s
s
=
A
, (7.9)
unde l
S
este lungimea activ a sculei.
Timpul ntre dou impulsuri :
A
A
t
T
N
T e
l
i
s
s
= = [min] (7.10)
Din aceast relaie se poate determina lungimea
impulsului n lungul axei sculei:
A
A
e l
t
T
s s
= [mm] (7.11)
Fig. 7.24. Cinematica procedeului Schifting
unde : k
S
este numrul de nceputuri a frezei-melc;
z
P
- numrul de dini ai roii care se prelucreaz.
Un alt procedeu nou de danturare este danturarea cu unghi de angrenare majorat.
Acest procedeu se utilizeaz n producia de serie i mas, cnd se aplic i danturarea cu
protuberan. Este cunoscut c n cazul sculelor profilate detalonate radial, ntre unghiul
de aezare lateral
sl
o i unghiul de aezare frontal
0
o este relaia :
o o o sin
0
tg tg
sl
= , (7.12)
unde o este unghiul de profil (unghiul de angrenarela roi dinate). n partea de cap a
frezelor-melc cu protuberan, ( )
0 0
8 ... 6 = o o
p
(v.fig.5.4). La aceste valori mici ale
unghiului de profil, chiar la valori relativ mari ale nlimii de detalonare, unghiul de
aezare lateral este cu mult sub valorile admise i ca o consecin nedorit a acestuia ,
apare uzura pronunat n zona de cap a dintelui frezei. Acest fenomen nedorit, se poate
reduce considerbil dac se mrete unghiul profilului de baz
s
o al sculei cu 5...10
0
,
fa de unghiul de angrenare o a roii dinate care se prelucreaz (fig.7.25).
Raza cercului de rostogolire tehnologic se poate calcula cu relaia :
s
w
R R
o
o
cos
cos
= (7.13)
Din figur se poate observa, c n aceast situaie scade limea la vrf a dintelui
frezei, dar aceasta poate fi compensat n suficient msur prin protuberan.
17
Fig.7.25. Dintele frezei-melc cu unghi de profil majorat
Timpul de baz la danturarea cu frez-melc se poate calcula n funcie de cursa
longitudinal L a frezei i avansul pe o rotaie e
t
a piesei, dac turaia piesei se calculeaz
cu relaia :
p
s s
z
k n
n = (7.14)
Cu ajutorul acestuia timpul de baz se poate calcula cu relaia :
i
k n e
Lz
t
s s t
p
b
= [min] (7.15)
n relaiile- de mai sus s-au utilizat urmtoarele notaii:
n
s
turaia sculei, n rot/min;
k
s
numrul de nceputuri a frezei-melc;
z
p
- numrul de dini ai roii;
e
t
- avansul axial n mm/rot.pies.
7.1.2.3. Mortezarea cu cuit-roat
n literatura de specialitate metoda este denumit i metoda Felow. Scula cu form
de roat dinat cu muchii de achiere, se rostogolete peste roata pies i ntretimp prin
micarea de mortezare rectilinie-alternativ ndeprteaz materialul din golurile dintre
dini (fig.7.26). Precizia roilor danturate depinde n mare msur de precizia cuitului-
roat. n figura 7.26 este reprezentat mortezarea de rostogolire a roilor cu dantur
exterioara.
18
Fig.7.26.. Micrile relative la mortezarea Fig.7.27. Mortezarea roilor
danturilor cu dini nclinai:
1- cama cu canal elicoidal;
2- roata conductoare a
camei;
3- bol de conducere.
. nainte de nceputul rostogolirii, masa port-pies se apropie de scul, pn cnd
are loc contactul. Din acest moment ncepe rotaia comun, care este reglat prin lanul
cinematic al micrii de avans circular. ntretimp cuitul-roat execut i o micare
simultan de avans radial spre axa roii-pies, pn la obinerea adncimii de dinte
necesar. Pentru ca la cursa n gol de revenire a sculei, s nu apar frecare nedorit,
mecanismele mainii asigur o retragere radial pe durata acestei micri.
Pentru danturarea roilor cu dini nclinai prin mortezare, este necesar cuit-roat cu
dini nclinai i cam corespunztoare nclinaiei danturii (fig.7.27).
n ceea ce privete regimurile de lucru : mainile tip Fellow, dantureaz n 1...3
treceri. Dac nu se pun condiii speciale pentru rugozitatea flancurilor i rezistena
materialului
2
/ 60 mm kgf
r
< o , atunci la module sub 3 , danturarea se realizeaz dintr-o
trecere. n cazul oelurilor aliate cu
2
/ 80 mm kgf
r
> o danturarea se efectueaz n dou
sau trei treceri.
Numrul de curse duble a capului portscul este ntre 800...1000 cd/min ( la
mainile moderne poate atinge 2000 cd/min). Acesta este motivul pentru care este
metoda preferat n industria de autovehicule. La danturarea roilor baladoare, se
utilizeaz metoda KOMBI (fig.7.28). Din figur se poate observa c poriunea cu
numrul maxim de dini z
1
se prelucreaz cu frez-melc, iar celelate cu numerele de
dini z
2
, z
3
, z
4
se prelucreaz cu un cuit-roat special. Fiecare parte a cuitului-roat se
rotete cu turaie corespunztoare angrenrii cu poriunea danturii pe care o execut. n
schimb micarea de achiere cu n
cd
este executat simultan de toate elementele
cuitului.
n
cd
19
Fig.7.28. Prelucrarea grupurilor de roi dinate pe maini tip KOMBI.
n ceeace privete domeniul de utilizare a acestei metode, practica a demonstrat c
sunt situaii n care mortezarea cu cuit-roat este mult mai avantajoas , sau chiar
inevitabil , dect alte metode. Printre aceste situaii enumerm : prelucrarea danturilor
interioare, prelucrarea prin rostogolire a cremalierelor, prelucrarea danturilor n V
(fig.7.29) sau prelucrarea segmentelor de roi dinate (fig.7.30).
Desavantajul metodei const n forma complex a sculei i preul de cost ridicat al
acestuia , ct i faptul c n cazul roilor cu dini nclinai, scula este special-monoscop.
Intrarea progresiv n achiere i formarea seciunilor varianile ale achiilor este
reprezentat n figura 7.31. S-a notat cu O
1
i O
2
centrele celor dou elemente , scul ,
respectiv roata-pies. D
s
este diametrul sculei, iar D
k
diametrul de cap a roii dinate.
S-au reprezentat cele dou segmente de angrenare A
2
E
1
i A
1
C , nclinate cu unghiul
o fa de perpendiculara pe linia centrelor.
n cazul n care dantura roii ar fi deja prelucrat, angrenarea ar avea loc pe durata
parcurgerii segmentului de angrenare A
1
E
2
, timp n care cremaiera imaginar execut o
curs tangenial notat cu finisare.
Danturarea din plin ncepe n
punctul P
1
i se termin n punctul
'
1
P .
Flancul stng al dintelui sculei va
ndeprta ultima achie n punctul E
1
.
20
Fig.7.29. Mortezarea danturilor Fig.7.30. Mortezarea sectoarelor circulare
n V fr degajare de diametru mare
Fig.7.31. Schema angrenajului tehnologic la mortezarea cu cuit-roat
Ca urmare , achiere are loc pe durata rotirii cuitului-roat cu unghiul c . Dac
mprim acaeast poriune n segmente mici egale f
1
, f
2
, f
3
, i msurm seciunea achiei
Roat
Scul
Degroare
Finisare
21
ndeprtate , atunci n partea de sus a figurii putem reprezenta diagrama variaiei
seciunii achiei pe poriunea ac. Pe aceast diagram se poate observa c seciunea
maxim a achiei are loc n dreptul punctului Q
1
de pe muchia sculei. Datorit acestei
variaii a seciunii achiei, i uzura muchiilor sculei va fi destul de neuniform, fenomen
dezavantajos pentru durabilitatea sculei.
Timpul de baz la danturarea cu cuit-roat , se calculeaz pe baza cinematicii
prelucrrii, ca i suma dintre timpul
ia
t necesar intrrii n angrenare i timpul
ef
t necesar
prelucrrii tuturor dinilor piesei.
Cei doi timpi se calculeaz astfel:
| | min
cd r
ia
n s
h
t =
(7.16)
| | min .i
n s
mz
t
cd circ
ef
t
=
(7.17)
Prin nsumare rezult :
| | min .i
n s
mz
n s
h
t t t
cd circ cd r
ef ia b
t
+ = + = (7.18)
n relaiile de mai sus s-au utilizat notaiile :
h- adncimea danturii, mm;
s
r
avansul radial, mm/cd;
n
cd
- numrul de curse duble pe minut , cd/min;
s
circ
-avansul circular, mm/cd.
La prelucrarea danturilor interioare, dac diferena
p s
z z este mic, poate apare
interferena, care se manifest prin teirea vrfurilor dinilor piesei, de ctre scul, n
timpul ptrunderii radiale ( fig.7.32).
Pentru calculul posibilitii interferenei, pornim de la unghiurile
S
i
P
de rotaie
a piesei. Confom figurii, condiia de evitare a interferenei este :
, 0 > = A
i i i
x y w
Aceast condiie trebuie s fie ndeplinit pentru dinii j = 1...5.
Cele dou distane se calculeaz cu expresiile :
Pj ap j
Sj ap j
R y
R x
sin
; sin
=
=
(7.19)
Cele dou unghiuri se calculeaz cu relaiile :
,
2
s
z
j
S
Sj
A + =
t
,
2
p
z
j
P
Pj
A + =
t
j= 1...5 (7.20)
unde s A i p A sunt lmle capului de dinte a sculei,respectiv piesei.
22
Interferena este evitat, dac pe baza calculelor, toate valorile lui
i
w A sunt
pozitive.
Fig.7.32. Criteriul de interferen la mortezarea cu
cuit-roat
7.1.2.4. Decojirea de rostogolire
Este un procedeu derivat din mortezarea de rostogolire, prin nclinarea axei sculei.
Astfel, micarea de rostogolire devine una elicoidal (fig.7.33).
Notaiile utilizate pe figur :
a
e - avansul axial , mm/rot.pieas;
st
v - viteza tangenial a sculei;
pt
v - viteza tangenial a piesei;
v- viteza de achiere , n lungul dinilor piesei
23
Fig.3.33. Cinematica decojirii danturilor interioare
S
| - unghiul de nclinaie a dinilor sculei;
1
| - unghiul de nclinaie a dinilor piesei;
E - unghiul dintre axe.
Pe baza figurii, se poate scrie valoarea vitezei relative n lungul dintelui (viteza de
achiere) :
S St Pt
v v v | | sin sin
1
+ = (7.21)
Din condiia angrenrii rezult :
S St Pt
v v | | cos cos
1
= (7.22)
nlocuind n relaia (7.21) rezult :
( )
S S St
tg v v | | | sin cos
1
+ = (7.23)
n cazul roilor cu dini drepi :
S St
v v | sin = (7.24)
De regul se utilizeaz unghi ntre axe de 30
0
.
Turaia necesar a sculei pentru realizarea vitezei de achiere conform relaiei
(7.23) :
E
=
sin
S
S
d
v
n
t
, (7.25)
unde :
S
d este diametrul de cap al sculei.
Sculele pot fi cu dini drepi sau nclinai i cu muchii de achiere n trepte .
7.1.3. Danturarea CNC
Utilizarea comenzilor numeice a revoluionat i tehnica danturrii att pentru
fabricaia de serie mic, ct i pentru cea de mas. n comparaie cu mainile de danturat
24
clasice, cele CNC sunt mult mai flexibile, permind prelucrri mult mai complexe, cu
mai multe scule simultan i cu productivitate mai mare. Orientarea axelor de coordonate
ale unei maini de frezat dantur cu CNC este reprezentat n figura.7.35.
Fig.7.35. Lanul cinematic al unei maini de danturat CNC i orientarea axelor de
coordonate :
X axa radial; Y- axa tangenial; Z- axa piesei; A micarea de poziionare a capului
portscul; B- micarea de rotaie a sculei, necesar achierii; C- micarea de rotaie a roii-pies.
Micrile liniare i de rotaie, a mainilor de danturat CNC sunt asigurate cu
servomotoare cu senzori de msur digitali. Att axa sculei, ct i a piesei, poate executa
i micri pas cu pas, iar turaiile pot fi modificate n mers.
Softul de programare a mainii, permite prelucrarea dintr-o singur prindere a mai
multor poriuni danturate ale piesei (fig.3.36).
Fig.7.37. Prelucrarea unui segment dinat Fig.7.36. Prelucrarea a patru
prin profilare poriuni danturate.
25
Un alt exemplu caracteristic, este prelucararea unui disc de presiune pentru
automobile (fig.7.38)
Fig.7.38. Prelucrarea ntr-o singur operaie a discului de presiune :
1- prelucrarea danturii exterioare prin rostogolire cu frez-melc;
2- Prelucrare cresttur lat cu frez-disc , cu divizare intermitent;
3- Prelucrare cresttur ngust cu frez-disc , cu divizare intermitent;
26
Cap. 7.2. Finisarea danturilor cilindrice
Realizarea unor angrenaje silenioase i cu siguran de funcionare ridicat, impune
necesitatea finisrii flancurilor.Metoda de finisare se alege n funcie de treapta de
precizie i viteza periferic (tab.7.1)
Tabelul 7.1
Metode de finisare recomandate
Treaptade
precizie
Denumirea Viteza periferic
m/s
Metode de finisare
recomandate
1-2 Foarte precis - Lepuire
Rodare
3-5 Precis 10-20 Rectificare
6-8 Normal 6-15 everuire
Rectificare
9-10 Simplu 4-10 Frezare de rostogolire
Mortezare de rostogolire
11-12 Grosolan <6 Frezare sau rabotare de
copiere
7.2.1. everuirea
La everuire, roata dinat anterior degroat este angrenat fr joc cu roata-scul
(everul) (fig.7.39).
Fig. 7.39. Angrenarea dintre Fig.7.40. Raportul dintre micri la everuire
ever i roata-pies
ever
Pies
27
n timpul acestei angrenri forate, muchiile de achiere fine ale sculei, ndeprteaz
achii mrunte de pe flancurile roii, asigurnd o rugozitate bun. Pentru asigurarea
micrii relative necesare everuirii, unghiul dintre cele dou elemente ale angrenajului
tehnologic se regleaz la
0 0
15 ... 10 = E (fig.7.40).
n figur s-au utilizat urmtoarele notaii :
Sl
v - viteza n lungul dintelui a roii;
n
v -viteza normal pe dinte;
v - viteza de achiere;
P
n - turaia piesei;
S
n - turaia sculei.
Pe baza condiiei de angrenare, se poate scrie:
P PT S ST n
v v v | | cos cos = = (7.26)
De aici rezult :
P
S
ST PT
v v
|
|
cos
cos
= (7.27)
Viteza de achiere, rezult din diferena vitezelor n lungul dintelui :
( )
P S S ST Pl SL
tg v v v v | | | cos sin = = (7.28)
ntruct n cazul angrenajelor cu axe neparalele, contactul dintre flancurile celor
dou elemente este punctiform, pentru finisarea complect a flancurilor, pe lng
micrile analizate anterior, mai este necesar i o micare de avans, care poate fi:
- paralel ( n lungul axei piesei);
- tangenial;
- diagonal.
Aceste trei tipuri de avans, determin cele trei metode de everuire (fig.7.41).
Fig.7.41. Metode de everuire: a) axial; b) tangenial; c) diagonal
28
n cazul metodei axiale, roata de finisat se deplaseaz alternativ, n cele dou
sensuri, n direcia axei piesei. Desvantajul metodei const n lungimea relativ mare a
cursei de lucru i n faptul c scula lucreaz tot timpul cu partea median a sa, astfel
uzura dinilor este foarte neuniform. Trecerile succesive se regleaz prin micsorarea
succesiv a distanei axiale.
n cazul metodei tangeniale, roata pies se deplaseaz ntr-o direcie perpendicular
pe axa sa. Astfel segmentul iniial
0 0
B A , la sfaritul prelucrrii ajunge n poziia
1 1
B A . La
aceast metod cursa sculei este mai mic , scula lucreaz pe toat lungimea , astfel
exploatarea sa este avantajoas. n schimb nu se poate utiliza numai n fabricaia de serie
mare i mas, nruct ntre limea sculei i a piesei trebuie s existe interdependena:
E
>
cos
B
B
S
(7.29)
Astfel, pentru fiecare roat trebuie comandat o scul special.
n cazul metodei diagonale , direcia micrii de avans este nclinat cu unghiul
fa de axa piesei.i n acest caz zona de lucru cuprinde ntreaga lime a sculei i paralel
se reduce lungimea cursei de lucru. Seciunea axial
0 0
B A , la sfritul lucrului ajunge n
poziia
1 1
B A .
Din triunghiul
1 0 0
B B A , s poate scrie:
( ) E +
=
sin
sin B
B
S
(7.30)
Cu ajutorul acestei relaii se poate calcula unghiul de nclinare necesar pentru un
anumit angrenaj tehnologic. Astfel se poate spune c aceast metod asigur i
universalitate.
Adaosul de prelucrare pentru veruire se poate deterina din tabelul 7.2.
Tabelul 7.2.
Adaosul pe flanc la everuire
ADAOS DE SEVERUIRE PE FLANC
MODUL Cel mai mic (pentru
precizie ridicat)
Cel mai mare (precizie
comercial)
~ 1.5 0.025 0.050
~ 2.5 0.038 0.075
~ 4.25 0.050 0.100
~ 12.5 0.075 0.150
Viteza periferic a everului
ST
v variaz ntre 75...180 m/min. Roile din material
mai moale (250 HB ), se everuiesc cu viteze de 120...150 m/min, iar cele mai dure (HB
350) cu viteze de 75...90 m/min.
Pe baza relaiei (7.28), turaia everului se poate calcula cu expresia :
29
n
v
d tg
S
S S S P
=
1000
t | | | (sin cos )
(7.31)
Timpul de baz al everuirii, se calculeaz cu relaia
o sin
) (
r t S S
b
e e z n
zq y B
t
+
= [min] (7.32)
unde: z este numrul de dini al roii care se prelucreaz;
y - lungimea de intrare i ieire ,n mm;
q adaosul de prelucrare , n mm;
S
z
numrul de dini a everului;
t
e avansul axial n mm/rot.pies;
R
e avansul radial , n mm/ curs dubl mas;
o - unghiul de angrenare al piesei.
Folosind came speciale , se pot realiza danturi
bombate (fig. 7.42)
Fig.7.42. Dinte cu bombare
7.2.2. Rectificarea flancurilor roilor dinate clindrice
Danturile roilor dinate clite, se pot finisa, numai prin rectificare.n condiii
practice, independent de precizia prelucrrii precedente, datorit modificrilor la
tratamentul termic, i n funcie de adaosul de prelucrare, prin rectificare se pot obine roi
dinate n treptele de precizie 3...6.
Rectificarea danturilor este o operaie scump i cu productivitate relativ mic.
Timpul de rectificare a unui dinte , n medie variaz ntre 0,5...4 min ( la procedeel
NILES i MAAG este mai mare, iar la rectificarea cu melc abraziv mai mic).
Rectificarea profilelor dinilor este una din operaiile cele mai scumpe din domeniul
construciilor de maini, de aceea se utilizeaz numai n cazurile n care este absolut
necesar.
n mod asemntor cu prelucrrle de degroare, i la rectifiicarea danturilor
deosebim dou grupe de metode : prin copiere i prin rostogolire.
7.2.2.1. Rectificarea profilat a roilor dinate
La rectificarea de copiere, discul abraziv prelucreaz deodat ntreaga nlime a
profilului dintelui. Divizarea este dinte cu dinte, iar diferitele metode se deosebesc numai
prin aezarea i profilarea discului abraziv.
a) Procedeul Orcutt. Discul abraziv lucreaz radial simetric (fig.7.43). Are
avantajul unei reglri simple a poziiei relative, dar diferena AR R R =
2 1
relativ mare
dintre razele extreme de lucru, conduce la variaii relativ mari ale vitezei de achiere i
datorit acestuia la variaia rugozitii.
30
Fig.7.43. Procedeul ORCUTT
b) Procedeul Sfedr (Winkler) .Discul abraziv este deplasat fa de planul de
simetrie i deodat rectific numai un flanc al dintelui (fig.7.44).
Fig.7.44. Procedeul de rectificare profilat SFEDR:
a) poziia relativ a discului; b) stabilirea parametrului de reglaj
Valoarea maxim a dezaxrii E este determinat de evitarea interferenei cu
dintele nvecinat. n cazul n care se cere i rectificarea piciorului dintelui, conform
figurii 7.44,b se poate scrie :
E R
m f f
= sino (7.33)
o
t
o o
m f f
z
= + +
2
inv inv , (7.34)
unde :
f
R - este raza cercului de picior a roii ;
f
o - unghiul de profil de picior ; z
numrul de dini; a unghiul de angrenare .
31
Dac nu este necesar rectificarea i a piciorului dintelui, discul abraziv se
poziioneaz la distana :
n m
W E
2
1
s ' , (7.35)
Unde
n
W este cota peste n dini .
c)Procedeul Schaudt. Fa de metoda anterioar, folosete dou corpuri abrazive
(fig.7.45)i prin aceasta asigur o
productivitate mai mare. Dup cum s-a
putut observa i la metodele anterioare,
cinematica rectificrii profilate este
asemntoare cu a frezrii
profilate.Profilul activ al discului este n
funcie de profilul golului dintelui roii.
Profilarea discurilor se face cu
dispozitive de copiere dup ablon, sau
mai nou prin comenzi CNC.
Fig.7.45. Procedeul SCHAUDT
Productivitatea i precizia mainilor de rectifcat moderne prin copiere se apropie de
cele ale mainilor de rectificat prin rostogolire.
Timpul de baz la rectificarea de copiere a roilor dnate se calculeaz cu relaia :
| | min
|
|
.
|
\
|
+ =
cdf
f
cdd
d
b
n
i
n
i
z t , (7.36)
unde : z este numrul de dini ai roii;
d
i ,
f
i - numerele de treceri de degroare,
respectiv finisare,
cdd
n , respectiv
cdf
n -numerele curselor duble la degroare, respectiv
finisare, n cd/min.
Adncimea de rectificare x totdeauna este mai mare dect adaosul q. Conform
figurii 7.46 se poate scrie:
o sin
q
x = (7.37)
Fig.7.46. Interdependena dintre
adncimea de rectificare i adaos
flancul
dintelui
x- avans radial
q- adaos
32
7.2.2.2. Rectificarea de rostogolire
n cazul metodelor de rectificare prin rostogolire, suprafeele active ale corpurilor
abrazive, materializeaz flancurile cremalierei generatoare, care angreneaz cu roata-
pies.
Discul abraziv execut urmtoarele trei micri principale, n raport cu roata-pies :
1) Micarea de rotaie n jurul axei proprii;
2) Micare de rostogolire, care de obicei este executat de pies;
3) Micarea de avans n direcia limii dintelui.
Se cunosc trei grupe caracteristice de metode ( fig.7.47) :
- metoda NILES cu un singur disc ;
- metoda MAAG cu dou discuri;
- metoda REISHAUER cu melc abraziv.
Fig.7.47. Procedee de rectificare prin rostogolire
33
a) Pocedeul NILES cu un singur disc abraziv
n cazul mainilor NILES, discul abraziv, cu profil trapezoidal, lucreaz pe ambele
fee. n cazul general, unghiul de profil al discului este identic cu unghiul de angrenare al
roii, dar la mainile cu comand numeric, cu un anumit disc se pot rectifica roi cu
diferite unghiuri de angrenare.
Procedeul are trei variante : Standard, Pratt i Kolb.
- n cazul variantei Standard, discul abraziv materializeaz succesiv flancurile
cremalierei generatoare i astfel deodat se rectific numai un flanc al
dintelui (fig.7.48).
Fig.7.48. Principiul metodei NILES
Standard
Notaiile utilizate pe figur:
-
PII PI
n n - turaiile de dou sensuri ale roii care se rectific;
-
TII TI
v v avansurile tangeniale necesare rostogolirii;
- j diferena dintre limea cremalierei i a profilului discului.
n partea de sus a figurii este reprezentat poziia instantanee n care se rectific
flancul 1-2 al dintelui I.
n partea inferioar a figurii, este reprezenatat poziia n care se rectific flancul 3-4
al dintelui II.
Sania port-scul execut o micare verical de dute-vino.
Dup terminarea rectificrii unui flanc de dinte, mecanismul de inversare, shimb
sensul de rotaie al piesei i al micrii tangeniale.
Dup terminarea rectificrii i a celui de-al doilea flanc, se accelereaz cele dou
micri (
PR
n i
TR
v ) i n aceast micare accelerat, piesa se rostoglete pn la ieirea
din zona de lucru a discului abraziv (fig.7.49). n aceast poziie, mecanismul de divizare
, rotete piesa cu unghiul la centru dintre doi dini, dup care prin schimbarea sensurilor
micrilor rapide, piesa se rostogolete pn n poziia de nceput a rectificrii
urmtorului gol de dinte.
34
Avantajele metodei NILES, constau n
universalitate i posibilitatea de rectificare i
a cuitelor roat.
Fig.7.49. Cursa de lucru w i de ieire u la mainile NILES
Timpul de baz, la rectificarea pe mainile NILES, n conformitate cu notaiile din
figura 7.49 se calculeaz cu relaia :
| | min . 2 .
.
i z
v
u
s n
w
t
TR circ cd
b
|
|
.
|
\
|
+ = (7.38)
unde : z-este numrul de dini ai roii;
circ
s - avansul circular n mm/cd;
cd
n numrul de curse duble pe minut a capului de rectificat , mm/cd;
TR
v - viteza de rostogolire rapid, mm/min;
i- numrulde treceri.
Cursele w i u, se determin pe baza schemei din figura 7.50., n care angrenajul
tehnologic este reprezentat n poziia n care rectificarea ncepe n punctul a cu partea
dreapt a discului i se termin n
punctul
'
2
A .
Fig.7.50.Determinarea
curselor de lucru la procedeul
NILES Standard.
Conform figurii :
w
aA
t
=
'
2
coso
(7.39)
cerc de cap
cerc de picior
Curs activ (w) Curs pasiv (u)
Poziia
final
Poziia
iniial
35
n continuare :
aA aP PA R R R R R R
f
t
a b b
' = + ' = +
2 2
2 2 2 2
1
( )
sino
(7.40)
i :
u R R R R s
a f f
t
f
= +
2 2
1
( )
tgo
(7.41)
Diferitele modificri de profil se pot realiza prin
modificarea poriunii active a discului abraziv
(fig.7.51)
Fig.7.51. Flancarea de cap i de picior cu diferite
profile ale discului abraziv:
a) flancare de cap;
b) flancare de picior;
c) flancare de cap i de picior.
- Procedeul Pratt.
Procedeul difer de cel precedent, prin faptul
c scula abraziv materializeaz simultan ambele laturi
ale remalierei generatoare(fig.7.52). prin acesta, ciclul
de lucru se simplific, ntruct pe durata cursei de
lucru se rectific ambele flancuri ale golului de dinte.
n scopul determinrii lungimilor curselor, n
figura 7.53, s-a reprezentat angrenajul tehnologic n
poziie ceentral, cnd flancurile omoloage se ating n
punctele M
1
i M
2
. n scopul rectificrii ntregii nlimi
A
0
A a dintelui, roata dinat trebuie s se rostogoleasc
spre dreapta cu valoarea
' '
0
w i spre stnga, cu valoarea
'
w
Fig.7.52. Procedeul Pratt
reglarea adncimii
de achiere
Divizare
36
Totodat n scopul rectificrii poriunii B B
0
a dintelui, este necesar o rostogolire
spre stnga cu valoarea w
i spre dreapta cu valoarea
' '
w .
Ca urmare pentru rectificarea
ntregului contur A
0
AB
0
B al golului
de dinte, este necesar o curs de
lucru de mrimea :
' = ' '' w w w 2
0 0
max{ , } (7.42)
Totodat ntre curse exist relaiile :
w'
0
>w"
0
, w' = 2w'
0
, unde :
Fig.7.53. Determinarea curselor de lucru la
procedeul Pratt.
' = + = + w
Pb
PP R R R R
R
z
t t
a b b 0 0
2 2 2 2
1
2 cos cos
( )
o o
t
. (7.43)
n cazul roilor dinate cu dini nclinai
' = ' + w w B
F
2
0
tg|, (7.44)
Unde: B este limea roii, iar |, unghiul de nclinare al danturii.
- Procedeul KOLB
Se caracterizeaz prin faptul c pe axa portscul, sunt fixate dou discuri abrazive
(fig.7.54)
Discul mai ngust este destinat pentru
degroare, iar cel mai gros pentru finisare.
Astfel, n timp ce discul din dreapta degroeaz
un gol de dinte, discul din stnga finiseaz
dintele din stnga.
Fig.7.54. Procedeul KOLB
37
b) Procedeul MAAG cu dou discuri tip taler
Procedeul MAAG utilizeaz dou discuri de tip taler, care sunt astfel fasonate, nct
numai suprafaa frontal este n contact cu profilul dinilor i a cremalierei
generatoare(fig.7.55).
Fig.7.55. Principiul rectificrii prin procedeul MAAG 20
0
:
a) aezarea discurilor taler pentru roi cu m < 9 ; b) aezarea discurilor taler pentru
roi cu m > 10.
Micrile de rotaie = i tangenial
T
v necesare angrenrii cu cremaliera sunt
executate de ctre roata dinat. Tot roata dinat execut i micarea longitudinal
L
v i
micarea intermitent de divizare. Procedeeul are dou variante :
- MAAG 20
0
( la mainile mai vechi 15
0
);
- MAAG 0
0
.
La mainile MAAG 20
0
, pentru rectificarea ntregii nlimi a dintelui necesit o
micare tangenial
T
w de lungime destul de mare (fig.7.56).
Polul P al angrenrii, mparte cursa transversal
t
w n segmentele
1
w i
2
w . Pe baza
lor, cursa transversal total se calculeaz cu expresia:
{ }
2 1
, max w w w
T
= (7.45)
Lungima cursei longitudinale trebuie s asigure ieirea complect, n ambele pri a
discului din golul dintelui (fig.7.57), ntruct precum s-a vzut n figura 7.56 , punctele de
contact se schimb pe durata rostogolirii.
La varianta MAAG-0
0
, rostoglirea are loc pe cercul de baz (fig.7.58) i astfel,
lungimea cursei transversale
0
w este mult mai mic, fa de metoda precedent. n
punctul de mijloc al rostogolirii
2
M , discurile abrazive mpart distana
0
w , n
01
w i
02
w .
38
Fig.7.56. Variaia punctelor de contact n cazul rectificrii prin metoda MAAG 20
0
( 15
0
)
Fig.7.57. Lungimile curselor longitudinale la rectificrile prin procedeul MAAG :
a) la variantele 20
0
i 15
0
; b) la varianta 0
0
.
avans de lucru lent
rapid
cursa de lucru
ncet
39
Fig.7.58. Schema rectificrii MAAG-0 :
a) poziia reciproc a discurilor; b) punctul de contact nu-i schimb poziia
fa de exteriorul discurilor.
La roile cu z > 40, la care
b f
R R > ,mrimea micrii transversale trebuie reglat
foarte precis, fiindc n caz contrar discurile taler s-ar ciocni de picioarele dinilor.
ntruct, n mod obinuit
02 01
w w > , lungimea cursei de rostogolire se poate calcula
cu relaia :
( )
2 2 2 2
01
2 2
b f b T
R R R R w w = = (7.46)
La toate variantele ndreptarea(diamantarea) discurilor este automat. De regul la
fiecare 2,sau 3 secunde, suprafaa frontal a discurilor este palpat de ctre vrfurile de
diamant i dac suprafaa activ a acestora s-a uzat cu mai mult de 0,01 mm, se
conecteaz dispozitivul de corecie.
ntruct discurile taler lucreaz numai pe o poriune ngust, suprafaa flancurilor va
fi format dintr-o familie de urme ( traiectorii ) , (fig.7.59).
Timpul de baz la rectificarea
prin procedeele MAAG, se calculeaz
cu relaia :
|
|
.
|
\
|
+ =
lf
f
ld
d
cd
b
s
i
s
i
n
L z
t
.
, (7.47)
unde : L- este lungimea cursei de
rectificare (v.fig.7.57);
Fig.7.59. Aspectul suprafeei flancurilor
rectificate prinprocedeele MAAG
poziia discului la
mijlocul cursei
de rostogolire
W
0
W
01
W
02
40
cd
n - numrul de curse duble a saniei de rostogolire (cd/min);
f d
i i , - numrul trecerilor de degroare, respectiv-finisare;
ld
s - avansul de rostogolire la degroare n mm/cd de rostogolire;
lf
s avansul de rostogolire la finisare n mm/cd de rostogolire;
b) Rectificarea cu melc abraziv
Suprafaa activ a corpului abraziv
utilizat este o suprafa elicoidal, care este
tangent virtual la suprafaa cremalierei de
referin.
Principiul de lucru al mainii este
asemntor cu a mainilor de frezat prin
rostogolire (fig.7.60).
Profilarea melcului abraziv se
realizeaz n mai multe faze ( fig.7.61),
direct pe maina de baz, sau pe un
dispozitiv suplimentar.
Fig.7.60. Angrenajul tehnologic, melc
abraziv-roat dinat
Fig.7.61. Profilarea melcului abraziv :
a ) degrosarea canalelor cu molet;
b) executarea degajrilor de la baza golului, tot cu molet;
c) finisarea suprafeei exterioare cu diamant;
d) finisarea suprafeelor elicoidale cu dispozitiv care are dou diamante.
Productivitatea ridicat se datorete faptului c melcul abraziv este n contact cu
suprafaa danturii n 4...6 puncte ( de regul n
a
c 2 unde
a
c este gradul de acoperire al
41
angenajului tehnologic). ntruct rostogolirea este continu , nu sunt curse n gol , iar
cursa longitudinal depete numai cu puin limea B a piesei(fig.7.62).
Fig. 7.62.Determinarea cursei longitudinale L la procedeul REISHAUER:
1- melcul abraziv; 2- roata-pies n poziia de nceput a micrii axiale; 3)
roata-pies n poziia final a micrii axiale.
Din figur se poate vedea c scula abraziv materializeaz cremalieraa
generatoare numai n seciunea axial A-A , astfel pentru rectificarea ntregii limi a
dinilor piesei, trebuie s treac prin acest plan fiecare punct activ al planelor de
angrenare . Suprafeele active ale planelor de angrenare le putem obine, prin deplasarea
n direcie axial a segmentelor de angrenare
1 1
b a , sau
2 2
b a .
Pe baza acestora, rezult c primul punct prelucrat va fi punctul a
1
de pe suprafaa
frontal de sus, iar ultimul, punctul a
2
de pe suprafaa frontal de jos. Astfel cursa de
intrare se calculeaz astfel :
l a a
PQ
m
1 1 2
2 2 5 = = = tg
tg
tg .
tg
tg
O O
O
o o
, (7.47)
unde : | u = ;
|- este unghiul de nclinaie al danturii;
- unghiul de pant al elicei medii de divizare a melcului abraziv.
42
Timpul de baz :
| | min .
.
i
n s
L
t
p ax
b
= , (7.48)
unde :
1
l B L + = - este mrimea cursei longitudinale;
ax
s - avansul axial n mm/rot.pies;
i numrul de treceri.
Precizia de prelucrare este ridicat, ntruct divizarea i rostogolirea sunt continue.
d) Procedeul LEES- BRADNER de rectificare prin rostogolire cu disc de
diametru mare
n cadrul procedeului, flancul cremalierei generatoare este materializat de suprafaa
frontal plan a unui disc
abraziv de diametru mare (
( )mm D
S
800 ... 600 = )(fig.7.63).
Roata pieas execut ambele
micri necesare rostogolirii :
rotaia cu viteza unghiular =
i deplasarea transversal
T
v .
Dup rectificarea unui flanc,
roata se rotete cu unghiul la
centru corespunztor unui dinte
i n continuare are loc
rectificarea aceluiai flanc al
dintelui urmtor. Datorit
diametrului mare al discului, nu
este necesar micare
longitudinal.
Fig.7.63. Principiul rectificrii prin procedeul
LEES-BRADNER
Poriunea nerectificat a flancului are nlimea :
( )m
D
B
h
S
20 , 0 ... 15 , 0
4
2
< = , (7.49)
care este mult mai mic dect jocul la fund.
Dup rectificarea tuturor dinilor pe un flanc, se ntoarce roata pe dorn i ncepe
rectificarea flancurilor opuse.
e) Honuirea danturilor
Principiul metodei, const n angrenarea sculei, care este o roat dinat cu dini
nclinai, din material plastic cu inserie de gruni abrazivi (mai nou gruni de diamant),
cu roata dinat, astfel ca s formeze un angrenaj elicoidal (fig.7.64).
Divizare
R
s
43
n timpul operaiei, roata-scul
execut o micare continu de avans
radial. Ca urmare a poziiei nclinate a
axelor, apare o micare relativ
pronunat n lungul dinilor, prin care
grunii abrazivi ndeprteaz un
anumit strat de pe flancuri.
Fig.7.64. Poziia relativ dintre scul i pies la honuirea danturilor
c) Frezarea de decojire
Este un procedeu productiv de finisare chiar a flancurilor roilor dinate clite.
Cinematica procedeului este identic cu prelucrarea cu frez-melc.Domeniul de utilizare
este pentru module ntre 2...20 mm. Muchiile de achiere ale sculei sunt din carburi
metalice i datorit unghiului negativ de degajare ndeprtez achii subiri de pe
suprafaa dinilor. Productivitatea metodei este mult superioar metodelor Niles, Maag
sau Reishauer. Din punctul de vedere al preciziei , roile astfel finisate se ncadreaz n
treptele 6...8.
n figura 7.65 se poate vedea geometria sculei utilizate.Pentru o bun reuit a
metodei, se recomand ca degroarea anterioar s se execute cu protuberan i s se
execute o degajare pentru ieirea dinilor sculei ( fig.7.66).
Fig.7.65. Geometria frezei de decojire Fig.7.66. Gol de dini corect pentru
decojire
ntr-o publicaie recent , se dau urmtoarele valori comparative :
Semifinisare
Starea final
Adaos
44
Parametrii roii: m = 3; z = 60,
Abaterea de pas : m f
ur
8 = ;
Abaterea profilului : m f
fr
20 ... 10 =
Rugozitatea flancurilor: ; 32 , 0 ... 25 , 0 m R
a
=
Tabel comparativ
Procedeul de finisare Timp de finisare al unui dinte
NILES 3,12 min
REISHAUER 0,79min
Frezare de decojire 0,25 min
S-ar putea să vă placă și
- Cap8 DanturareaDocument28 paginiCap8 DanturareaVlad Timanoti100% (1)
- Tema 3-1 TCM 3Document13 paginiTema 3-1 TCM 3Stefan PantaiaÎncă nu există evaluări
- DanturareaDocument13 paginiDanturareaMaxim Ionela100% (1)
- Curs 9Document12 paginiCurs 9Iovan Cătălin-DanielÎncă nu există evaluări
- Masini de Dantura 2Document19 paginiMasini de Dantura 2Karmen Vlad100% (1)
- MeraDocument7 paginiMeramarcelÎncă nu există evaluări
- Curs 4 TSIFDocument15 paginiCurs 4 TSIFDan GhimpuÎncă nu există evaluări
- Lucrarea Nr. 10Document51 paginiLucrarea Nr. 10Bateria 77Încă nu există evaluări
- DanturareaDocument40 paginiDanturareaTica BogdanÎncă nu există evaluări
- Executia Rotilor DintateDocument7 paginiExecutia Rotilor Dintatematei mirunaÎncă nu există evaluări
- Lucrarea N3 - Prelucrarea Pe Masini-Unelte de GauritDocument26 paginiLucrarea N3 - Prelucrarea Pe Masini-Unelte de Gauritaceraspire7535Încă nu există evaluări
- Lucrarea N4 - Prelucrarea Pe Masini-Unelte de Frezat PDFDocument20 paginiLucrarea N4 - Prelucrarea Pe Masini-Unelte de Frezat PDFGicu ZgureanuÎncă nu există evaluări
- Cap 7 - Generarea Suprafeţelor Prin AlezareDocument13 paginiCap 7 - Generarea Suprafeţelor Prin AlezareGabriel GherasimÎncă nu există evaluări
- Cursul - 5 - Utilaje Pentru Macinare Boabe de Cereale (I) PDFDocument7 paginiCursul - 5 - Utilaje Pentru Macinare Boabe de Cereale (I) PDFnarcis negaraÎncă nu există evaluări
- Sa Se Proiecteze Un Cutit Roata DiscDocument34 paginiSa Se Proiecteze Un Cutit Roata DiscBasalic George100% (1)
- SA Curs12 Scule Pentru Danturarea Rotilor ConiceDocument22 paginiSA Curs12 Scule Pentru Danturarea Rotilor ConiceAndrei UngureanÎncă nu există evaluări
- Prelucrarea Rotilor Dintate CilindriceDocument11 paginiPrelucrarea Rotilor Dintate CilindriceIoan ButnariuÎncă nu există evaluări
- Cap 09.4 Metode Filetare 22 PagDocument22 paginiCap 09.4 Metode Filetare 22 PagIonuţ Răzvan AirineiÎncă nu există evaluări
- L5 FDMDocument5 paginiL5 FDMNicolae95Încă nu există evaluări
- L 5 Masina de Rabotat (Shaping), Masina de Mortezat Si Masina de Rectificat, PrelucrariDocument17 paginiL 5 Masina de Rabotat (Shaping), Masina de Mortezat Si Masina de Rectificat, PrelucrariDragoMuseveniÎncă nu există evaluări
- Masini de FrezatDocument29 paginiMasini de FrezatDragos Nicu71% (7)
- Mu de FrezatDocument21 paginiMu de FrezatMark StevenÎncă nu există evaluări
- Prezentare Cap 3Document28 paginiPrezentare Cap 3Daniel ŢepeșÎncă nu există evaluări
- Curs IFDocument55 paginiCurs IFRoxana TodericiÎncă nu există evaluări
- FrezareaDocument17 paginiFrezareachcristiÎncă nu există evaluări
- Cap 10 - BROSAREA PDFDocument15 paginiCap 10 - BROSAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- L1 - Procesul de Danturare La Rece Cu Scule CremalierăDocument3 paginiL1 - Procesul de Danturare La Rece Cu Scule Cremalierăstefy1291100% (1)
- FileteleDocument7 paginiFileteleCorbu AndreiÎncă nu există evaluări
- Proiect Mupa Masini de FrezatDocument12 paginiProiect Mupa Masini de FrezatMarius CojocaruÎncă nu există evaluări
- Brosarea Clasa A Xii ADocument4 paginiBrosarea Clasa A Xii AcameliaÎncă nu există evaluări
- FiletareaDocument7 paginiFiletareabordeadoru100% (2)
- L 7 Masina de Rabotat (Shaping) Si Masina de Mortezat, PrelucrariDocument9 paginiL 7 Masina de Rabotat (Shaping) Si Masina de Mortezat, PrelucrarivladalucarDÎncă nu există evaluări
- Prelucrarea Prin FrezareDocument8 paginiPrelucrarea Prin Frezaregramalavinia0% (1)
- Capitolul 12Document18 paginiCapitolul 12Adelina TomaÎncă nu există evaluări
- Cap 5 - STRUNJIREA PDFDocument29 paginiCap 5 - STRUNJIREA PDFAlexandra GrigoriuÎncă nu există evaluări
- DeseneDocument8 paginiDeseneMariaÎncă nu există evaluări
- Teoria Prelucrarii Prin AschiereDocument18 paginiTeoria Prelucrarii Prin Aschiereaxinte_iulianÎncă nu există evaluări
- Aschiere - FREZAREDocument20 paginiAschiere - FREZARETuicu MarianaÎncă nu există evaluări
- BAGS3 StrunjireDocument17 paginiBAGS3 StrunjireGigicaÎncă nu există evaluări
- Operatia de BrosareDocument10 paginiOperatia de BrosareStefan Stoica100% (1)
- Tehnologia Prelucrarilor Prin AschiereDocument11 paginiTehnologia Prelucrarilor Prin AschiereBetty ErossÎncă nu există evaluări
- Curs 2 TSIFDocument21 paginiCurs 2 TSIFDan GhimpuÎncă nu există evaluări
- Caiet Practica - FrezareaDocument19 paginiCaiet Practica - Frezareaarthurandras78% (9)
- Tehnologia Rotilor Dintate - SliduriDocument48 paginiTehnologia Rotilor Dintate - SliduriAdrian Herskovics100% (1)
- Tehnologii de Prelucrare A Danturilor CilindriceDocument31 paginiTehnologii de Prelucrare A Danturilor CilindriceDaniel-Liviu UrsÎncă nu există evaluări
- Tema 3-2 TCM 3Document6 paginiTema 3-2 TCM 3Stefan PantaiaÎncă nu există evaluări
- Capul Divizor Si Frezarea Canalelor ElicoidaleDocument3 paginiCapul Divizor Si Frezarea Canalelor ElicoidaleStanMariusÎncă nu există evaluări
- Prelucrarea Prin RabotareDocument9 paginiPrelucrarea Prin RabotareOvidiu MarianÎncă nu există evaluări
- Prelucrarea Prin MortezareDocument5 paginiPrelucrarea Prin MortezareIonică Alexandru100% (1)
- Masina de GauritDocument19 paginiMasina de GauritMirel V. Lascan50% (4)
- Cap 8 - FREZAREA PDFDocument27 paginiCap 8 - FREZAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- PSS Cap 7-10Document164 paginiPSS Cap 7-10andaandyÎncă nu există evaluări
- Fabricarea Rotilor DintateDocument32 paginiFabricarea Rotilor DintateLazar Lila100% (1)
- Scheme Masini Unelte LaboratorDocument15 paginiScheme Masini Unelte LaboratorSergiu AvramÎncă nu există evaluări