S-ar putea să vă placă și
- Cap8 DanturareaDocument28 paginiCap8 DanturareaVlad Timanoti100% (1)
- MeraDocument7 paginiMeramarcelÎncă nu există evaluări
- Cap 7 Prel R D CilDocument44 paginiCap 7 Prel R D CilBenk79Încă nu există evaluări
- Executia Rotilor DintateDocument7 paginiExecutia Rotilor Dintatematei mirunaÎncă nu există evaluări
- Prelucrarea Rotilor Dintate CilindriceDocument11 paginiPrelucrarea Rotilor Dintate CilindriceIoan ButnariuÎncă nu există evaluări
- Curs 9Document12 paginiCurs 9Iovan Cătălin-DanielÎncă nu există evaluări
- DanturareaDocument40 paginiDanturareaTica BogdanÎncă nu există evaluări
- Tema 3-2 TCM 3Document6 paginiTema 3-2 TCM 3Stefan PantaiaÎncă nu există evaluări
- DanturareaDocument13 paginiDanturareaMaxim Ionela100% (1)
- Sa Se Proiecteze Un Cutit Roata DiscDocument34 paginiSa Se Proiecteze Un Cutit Roata DiscBasalic George100% (1)
- Sub ExamenDocument39 paginiSub ExamenGeorgiana AlecuÎncă nu există evaluări
- SA Curs12 Scule Pentru Danturarea Rotilor ConiceDocument22 paginiSA Curs12 Scule Pentru Danturarea Rotilor ConiceAndrei UngureanÎncă nu există evaluări
- Capitolul 12Document18 paginiCapitolul 12Adelina TomaÎncă nu există evaluări
- Licență Constructii de Masini Si Management IndustrialDocument78 paginiLicență Constructii de Masini Si Management IndustrialBucur VladÎncă nu există evaluări
- Modelarea Geometrică A Arborilor-Pinion Şi A Roţilor Dinţate Cu Dinţi Înclinaţi de La Un Reductor Cilindric În Două TrepteDocument6 paginiModelarea Geometrică A Arborilor-Pinion Şi A Roţilor Dinţate Cu Dinţi Înclinaţi de La Un Reductor Cilindric În Două TrepteElena Coceban100% (1)
- Cap 7 - Generarea Suprafeţelor Prin AlezareDocument13 paginiCap 7 - Generarea Suprafeţelor Prin AlezareGabriel GherasimÎncă nu există evaluări
- Procedeele de FiletareDocument4 paginiProcedeele de FiletareDima Popescu0% (1)
- Tema 1-6 TCM 3Document10 paginiTema 1-6 TCM 3Stefan PantaiaÎncă nu există evaluări
- FrezareaDocument17 paginiFrezareachcristiÎncă nu există evaluări
- Fabricarea Rotilor DintateDocument32 paginiFabricarea Rotilor DintateLazar Lila100% (1)
- Metodologia de Calcul-Proiectare A Angrenajelor Melcate - aplicatii.exempleEErrrDocument61 paginiMetodologia de Calcul-Proiectare A Angrenajelor Melcate - aplicatii.exempleEErrrOanca Alin100% (1)
- Proiect - Angrenaje Cilindrice PDFDocument25 paginiProiect - Angrenaje Cilindrice PDFAdrian-Ciprian SandaÎncă nu există evaluări
- Operatia de BrosareDocument10 paginiOperatia de BrosareStefan Stoica100% (1)
- L1 - Procesul de Danturare La Rece Cu Scule CremalierăDocument3 paginiL1 - Procesul de Danturare La Rece Cu Scule Cremalierăstefy1291100% (1)
- Scheme Masini Unelte LaboratorDocument15 paginiScheme Masini Unelte LaboratorSergiu AvramÎncă nu există evaluări
- Freze Disc ModulDocument2 paginiFreze Disc ModulLazar Cristi100% (1)
- T5. Organe PTR Transmiterea Misc de Rotatie - TR Cu Roti DintateDocument23 paginiT5. Organe PTR Transmiterea Misc de Rotatie - TR Cu Roti DintateAlina ArmasescuÎncă nu există evaluări
- Pentru Ceas - Organe de MasiniDocument24 paginiPentru Ceas - Organe de MasiniLiviu AlexandruÎncă nu există evaluări
- Teoria Prelucrarii Prin AschiereDocument18 paginiTeoria Prelucrarii Prin Aschiereaxinte_iulianÎncă nu există evaluări
- Mecanismul Pinion-Cremaliera ProiectDocument21 paginiMecanismul Pinion-Cremaliera ProiectSimona-Eugenia Avram50% (2)
- Prelucrarea Prin GaurireDocument9 paginiPrelucrarea Prin GaurireRZW RÎncă nu există evaluări
- Referat Scule AschietoareDocument12 paginiReferat Scule AschietoareDan BarryÎncă nu există evaluări
- Evolventa PDFDocument5 paginiEvolventa PDFBogdan RaducanuÎncă nu există evaluări
- Curs 4 TSIFDocument15 paginiCurs 4 TSIFDan GhimpuÎncă nu există evaluări
- Lucrarea N3 - Prelucrarea Pe Masini-Unelte de GauritDocument26 paginiLucrarea N3 - Prelucrarea Pe Masini-Unelte de Gauritaceraspire7535Încă nu există evaluări
- Angrenaje An IIDocument42 paginiAngrenaje An IIraducutanase86Încă nu există evaluări
- Angrenaje Arbori Conice MelcateDocument161 paginiAngrenaje Arbori Conice MelcateFlorin Dorin PrundusÎncă nu există evaluări
- Freza Melc - FinalDocument11 paginiFreza Melc - FinalCălin Florian100% (1)
- Danturarea Rotilor DintateDocument50 paginiDanturarea Rotilor DintateEmoke JozsaÎncă nu există evaluări
- Prezentare Cap 3Document28 paginiPrezentare Cap 3Daniel ŢepeșÎncă nu există evaluări
- Roti Dintate + AngrenajeDocument16 paginiRoti Dintate + AngrenajeLaurentiu MarinescuÎncă nu există evaluări
- Curs - Prelucrarea Filetelor Prin StrunjireDocument6 paginiCurs - Prelucrarea Filetelor Prin StrunjireBianka Si Vlad100% (1)
- L5 FDMDocument5 paginiL5 FDMNicolae95Încă nu există evaluări
- Transmisia Prin Roti DintateDocument11 paginiTransmisia Prin Roti DintateAndrei Alexandru100% (1)
- Caiet Practica - FrezareaDocument19 paginiCaiet Practica - Frezareaarthurandras78% (9)
- SA Curs09-10 Scule de FiletatDocument59 paginiSA Curs09-10 Scule de FiletatDelia CerlincaÎncă nu există evaluări
- CURS3-4 Geometrie Angrenaje CilindriceDocument20 paginiCURS3-4 Geometrie Angrenaje CilindriceAlexandru ComanÎncă nu există evaluări
- Lectia 16 FrezareaDocument12 paginiLectia 16 FrezareaMircea Cel CelbatrinÎncă nu există evaluări
- Subiecte PracticaDocument8 paginiSubiecte PracticaMadalinaBriscoiuÎncă nu există evaluări
- Aschiere - FREZAREDocument20 paginiAschiere - FREZARETuicu MarianaÎncă nu există evaluări
- BILET (2) Sub4Document12 paginiBILET (2) Sub4pescarulizzyÎncă nu există evaluări
- Prelucrarea Suprafetelor ConiceDocument22 paginiPrelucrarea Suprafetelor ConiceGhiţîsor BologanÎncă nu există evaluări
- Masini de Dantura 2Document19 paginiMasini de Dantura 2Karmen Vlad100% (1)
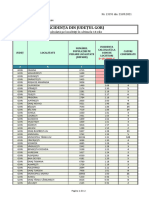
- Incidenta Gorj Pe 14 Zile 23.09.2021Document2 paginiIncidenta Gorj Pe 14 Zile 23.09.2021Stefan PantaiaÎncă nu există evaluări
- Ecoprodus Obţinut Dintr-Unul Sau Mai Multe Ecomateriale În Urma Unui Ecoproces de ProducţieDocument14 paginiEcoprodus Obţinut Dintr-Unul Sau Mai Multe Ecomateriale În Urma Unui Ecoproces de ProducţieStefan PantaiaÎncă nu există evaluări
- TEME - PORTOFOLIU - Managementul Clasei de Elevi - NIVELUL - I - Todorut AmaliaDocument1 paginăTEME - PORTOFOLIU - Managementul Clasei de Elevi - NIVELUL - I - Todorut AmaliaStefan Pantaia100% (1)
- TPR - Pantaia 2022Document41 paginiTPR - Pantaia 2022Stefan PantaiaÎncă nu există evaluări
- Tema 1-5 TCM 3Document7 paginiTema 1-5 TCM 3Stefan PantaiaÎncă nu există evaluări
- TCM 3Document5 paginiTCM 3Stefan PantaiaÎncă nu există evaluări
- Tema 1-6 TCM 3Document10 paginiTema 1-6 TCM 3Stefan PantaiaÎncă nu există evaluări
- Politici Educationale EuropeneDocument8 paginiPolitici Educationale EuropeneStefan PantaiaÎncă nu există evaluări
- 1.1. Tehnologii Tip Pentru Piese Tip Arbore: A. Proces Tehnologic-Tip Pentru Arbori Drepţi (Arbori Fără Trepte)Document5 pagini1.1. Tehnologii Tip Pentru Piese Tip Arbore: A. Proces Tehnologic-Tip Pentru Arbori Drepţi (Arbori Fără Trepte)Stefan PantaiaÎncă nu există evaluări