Documente Academic
Documente Profesional
Documente Cultură
TEHNOLOGIA
Încărcat de
Mariana CapatinaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
TEHNOLOGIA
Încărcat de
Mariana CapatinaDrepturi de autor:
Formate disponibile
Tehnologii de fabricare a materialelor ceramice tehnice
2. TEHNOLOGII DE FABRICARE A MATERIALELOR CERAMICE TEHNICE
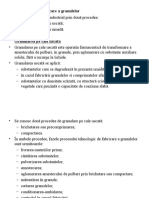
2.1. Noiuni generale 2.2. Prepararea maselor ceramice 2.3. Fasonarea maselor ceramice 2.4. Uscarea 2.5. Arderea 2.1. Noiuni generale Procesul tehnologic de fabricare a produselor ceramice cuprinde succesiunea operaiilor i proceselor, tabelul 2.1, prin care una sau mai multe materii prime convenabil alese, sunt preparate, fasonate, supuse tratamentului termic i finisate corespunztor caracteristicilor i cerinelor de utilizare ale produselor respective, [89]. Materialul preparat poart numele de mas ceramic. Pn la efectuarea tratamentului termic masa ceramic se numete crud iar apoi poart denumirea de mas ars. Schematizarea traseului tehnologic folosit n general pentru obinerea produsului ceramic finit se poate vedea i n figura 2.1. 2.2. Prepararea maselor ceramice Masele ceramice sunt materii prime naturale sau obinute prin sintez. Prin operaii specifice se realizeaz o mas numit compoziie, avnd granulaia i omogenizarea potrivite cu procedeul de fasonare adoptat i cu textura pe care trebuie s o capete masa ceramic n urma tratamentului termic.
Tab. 2.1. Faze i operaii tehnologice Faze Operaii Scop principale Prelucrarea materiilor Distribuia prime: mrunire, granulometric a clasare, sortare, solidului dispers omogenizare Sistem dispers Formare mase fluide, omogen cu Preparare plastice sau granulare granulometrie controlat Sistem dispers cu proprieti reologice adaptate procedeului de fasonare Turnare Aducerea masei Fasonare preparate la forma Extrudare dorit Laminare etc. Tratament termic la Eliminarea apei sau a
Caracteristici Curba granulometric Distribuia granulometric a fazelor amestecate Concentraie Stabilitate Fluiditate Plasticitate
Dimensiuni Aspect Porozitate Textur Contracie
10
Tehnologii de fabricare a materialelor ceramice tehnice
Uscare
Ardere
temperaturi medii (1002000C) Tratament termic la temperaturi ridicate Descompuneri termice Reacii n faz solid, sinterizare, vitrificare Prelucrare mecanic Glazurare Decorare
altor elemente volatile Realizarea fazelor cu compoziia i structura necesare Obinerea texturii dorite Protecie Stabilitate chimic Aspect, estetic
MASA CERAMICA
Rezisten mecanic Densitate Form Aspect Structur Textur Proprieti Caracteristici de produs
Finisare
Fig. 2.1. Etapele procesului de fabricare a materialelor ceramice
11
Tehnologii de fabricare a materialelor ceramice tehnice
Masa preparat se consider omogen atunci cnd, fiind constituit dintr-un sistem dispers, fazele devin uniform dispersate (amestecate omogen) sau exist o granulaie omogen. In faza de preparare pot s intervin operaii de prelucrare a materiilor prime (mrunire, clasare, sortare, etc.) de omogenizare a componenilor precum i de formare a unor mase fluide (barbotine), plastice (paste) sau granulare. Scopul final al tuturor acestor operaii este obinerea sistemului dispers omogen, cu granulaie controlat, care s corespund att condiiilor reologice impuse de procedeul de fasonare ct i desfurrii proceselor fizico-chimice care, n urma tratamentului, determin compoziia fazal i formarea texturii corpului ceramic. Materiile prime, naturale sau de sintez, se aduc la gradul de dispersie necesar prin operaii de mrunire. Pentru produsele cu textur fin granulele trebuie s fie de ordinul 10-2 mm sau mai mici. Mrunirea se poate realiza uscat sau umed. Utilajele pentru mrunire se aleg n funcie de dimensiunea i de duritatea granulelor ce trebuiesc obinute. Operaiei de mrunire i se subordoneaz clasarea i sortarea. Prin clasare se nelege separarea solidelor polidisperse n fraciuni (clase) granulometrice. Sortarea const n exculderea fazelor nedorite. In urma procesului de mrunire rezult, de obicei, granule care difer ca form i dimensiune. Pentru a caracteriza particulele unui sistem dispers sunt acceptate ca mrimi reprezentative greutatea i diametrul echivalent al acestora. Cnd forma granulelor este foarte deprtat de cea sferic, diametrul echivalent nu mai este reprezentativ. O caracteristic important a solidului polidispers este distribuia sa granulometric, adic proporia de particule cu anumite dimensiuni (fraciuni granulometrice). In solidul polidispers exist un anumit volum de goluri ce depinde de distribuia granulometric, de proporia particulelor monodisperse sau de raportul dintre cele mai mari i cele mai mici particule. Prezena celui de-al doilea component cu dimensiuni mai mici determin scderea numrului de goluri corespunztor raportului dintre dimensiunea particulelor mici i mari. Dou sau mai multe materii prime disperse se pot amesteca i omogeniza ca sisteme fluide, plastice sau granulare. Amestecarea umed necesit un mediu de dispersie lichid, de obicei apa. Amestecarea n stare plastic se aplic materiilor pime care sunt prea uscate pentru a curge i a se amesteca asemntor lichidelor i totodat prea umede pentru a se amesteca precum pulberile uscate. Amestecarea n stare uscat se aplic pulberilor formate din particule care nu se aglomereaz. Dup proporia de faz solid sistemele disperse se pot clasifica astfel: - sisteme cu comportare fluid (barbotine); - sisteme cu comportare plastic (paste); - mase granulare. Dac n procesul de amestecare gradul de dispersie este mare, fora gravitaional sau cea provenit din procesul nsui este anihilat de forele de coeziune i masa aglomereaz singur. Prepararea se poate executa prin procedeul umed sau uscat. Prepararea prin procedeul umed cuprinde urmtoarele operaii: mrunirea umed a componenilor neplastici i delaierea (mrunire umed) componenilor plastici, dozarea, omogenizarea umed, separarea fazei lichide prin filtrare sau atomizare, macerare, dezaerare. Procedeul umed asigur controlul riguros al dozrii componenilor, o finee mai bun i o mai bun omogenizare a materiilor prime. Prepararea prin procedeul uscat cuprinde operaiile de mrunire a componenilor degresani i plastici, dozare, umezire i omogenizare n malaxoare, macerare. In comparaie cu procedeul umed, procedeul uscat necesit mai puine operaii, utilaj mai puin complex i spaiu mai mic. Controlul dozrii materialelor este n schimb mai deficitar deoarece umiditatea natural a acestora (3-13%) este un parametru mai greu de controlat. Mrunirea fin a materialelor se realizeaz n mori cu tambur rotitor i corpuri de mcinare. Materialele sunt sfrmate cu ajutorul valurilor apoi executndu-se delaierea (dezagregarea n ap), n vase prevzute cu agitatoare. Amestecul este trecut prin site avnd dimensiunea ochiurilor de 0,06 mm i deferizate, apoi dozate n vederea omogenizrii. Dozarea se poate face volumetric sau gravimetric n funcie de greutatea litric. 12
Tehnologii de fabricare a materialelor ceramice tehnice
Omogenizarea se execut n vase de amestecare prevzute cu agitatoare palet sau elicoidale. Dup omogenizare amestecul este trecut prin sit dup care urmeaz deferizarea magnetic. Impuritile mecanice sunt reinute la trecerea prin site vibratoare. Deshidratarea este operaia prin care se ndeprteaz o parte din apa care se afl n amestec. Separarea apei se poate face fie mecanic - prin filtrare, fie termic - prin evaporare, fie electric - prin electroforez. Macerarea este operaia prin care masa ceramic, deshidratat, se pstreaz un timp (zeci de zile) n atmosfer umed. In cursul depozitrii au loc procese fizico-chimice i bio-chimice ale cror rezultate se manifest prin creterea plasticitii masei. Masa crud astfel obinut, conine, dup deshidratare i macerare, o cantitate de faz gazoas sub forma unor incluziuni de aer i un anumit gradient de umiditate. In aceste condiii devine necesar operaia de omogenizare i dezaerare executat pe malaxoare sau prese cu vid. 2.3. Fasonarea maselor ceramice Prin fasonare se nelege operaia prin care materialul ceramic capt forma final sau semifinal. Procedeul de fasonare se alege n funcie de starea sau consistena maselor fluide, plastice sau solide granulare i de forma pe care trebuie s o capete piesa n final. Stabilirea formei constructive a piesei din ceramic trebuie fcut n strns corelaie cu rolul su funcional, cu modul de solicitare n exploatare i condiiile generale de lucru. Procedeele de fasonare ce utilizeaz sisteme fluide (barbotine) implic forme n care masa fluid curge sub propria greutate sau este injectat sub presiune. Procedeele care au n vedere comportarea plastic a materialului folosesc fenomenul de curgere a materialului care intervine atunci cnd fora aplicat depete valoarea de prag a sistemului. Procedeele care utilizeaz solidele granulare au n vedere procesele ce se desfoar la nivelul fiecrei granule n interior i la suprafa. Fa de procedeele convenionale de fasonare la rece, exist tehnici i utilaje pentru fasonarea la cald. Astfel, temperaturile de fasonare ajung la limita de comportare plastic a solidului nsui, neprelucrat cu liant. Exist n prezent procedee i tehnici care fac posibil obinerea oricrei forme din aproape orice material. Fasonarea se poate rezuma la un material bine pregtit i un utilaj ales n mod convenabil. 2.2.1. Formarea prin presarea maselor granulare Presarea maselor granulare este procedeul de fasonare prin care se obin mase ceramice compacte ca urmare a deformrii granulelor sub aciunea forelor de presare, [99]. Compactarea prin presare se aplic n cazul unor produse variate din ceramic. Mrimea granulelor din care se fasoneaz aceste produse poate varia de la 0,05 m la 1 mm. Masele formate din pulberi fine sau ultrafine se granuleaz cu ajutorul lianilor. 2.2.1.1. Formarea prin presare direct Formarea prin presare umed (crud sau verde), figura 2.2.a, se caracterizeaz prin faptul c, amestecul ceramic de formare conine pn la 8-12% ap iar presiunea de formare variaz ntre 1 i 20 MPa. Dac amestecul respectiv nu depete 8% n coninutul de ap presarea este direct-uscat. In acest caz, presiunea de formare n matri trebuie s depeasc 30 MPa. Prin presarea directumed sau uscat pot fi obinute produse cu configuraii complicate i precise dimensional i ca form geometric. Indiferent de gradul de umiditate a amestecului ceramic, datorit frecrii acestuia cu pereii cavitii matriei i de-a lungul nlimii produsului, variaz i gradul de compactare a produsului format, figura 2.2, [90]. Astfel, dac L/D=0,45, presiunea variaz de la 60 la 100 MPa dea lungul nlimii L n timp ce pentru 0,45<L/D<0,75 variaia de presiune este cuprins ntre 10 i 100 MPa. 13
Tehnologii de fabricare a materialelor ceramice tehnice
Fig. 2.2. Cmp izobaric n produsele ceramice formate prin presare n funcie de raportul L/D - a) L/D=0,45; b) L/D=1,75
Fig. 2.3. Procese de formare din pulberi ceramice
14
Tehnologii de fabricare a materialelor ceramice tehnice
2.2.1.2. Formarea prin presare izostatic In cazul presrii izostatice, figura 2.3b, presiunea este exercitat uniform pe toate direciile i poate ajunge pn la 400 MPa. In aceste condiii produsul rezult cu o compactare. Dup umplerea camerei hidrostatice cu fluidul de lucru, pistonul ncepe s coboare determinnd ca forma flexibil s acioneze cu o presiune uniform asupra pulberii ceramice. In aceste condiii amestecul ceramic va rezulta cu o compactare uniform dup toate direciile. Sub aciunea presiunii compactarea granulelor de material ceramic este nsoit i de o autodifuzie intergranular (semi-sinterizare). 2.2.2. Formarea prin extrudare Extrudarea este procedeul de fasonare prin care masa ceramic preparat este forat s treac printr-o filier avnd dimensiunile i forma seciunii transversale a piesei, figura 2.3c. Se pot fasona prin extrudare mase ceramice cu comportare plastic. Curgerea materialului n timpul extrudrii se realizeaz sub aciunea forei aplicate n corelaie cu tensiunea superficial a masei preparate. Conicitatea filierei se alege n funcie de plasticitatea masei ceramice. Extrudarea cu piston imprim deformri ca urmare a vitezei de naintare mai mari a materialului n zona central i apropiat pistonului fa de zona periferic. Acest lucru se datorete frecrilor dintre material i filier i a transmiterii deformaiei prin material din aproape n aproape. Se constat apariia unei destinderi a materialului n zona de ieire din filier, destindere care trebuie luat n calcul la stabilirea dimensiunii seciunii transversale a piesei ceramice obinute, figura 2.4.
a)
b)
Fig. 2.4. Extrudarea maselor ceramice plastice a) plasticitate redus b) plasticitate bun
2.2.3. Formarea prin matriare Acest tip de formare, figura 2.3d, implic formarea corpului ceramic cu ajutorul unui ablon. Amestecul ceramic este aezat pe o mas rotitoare confecionat dintr-un material absorbant (gips). Acest procedeu este utilizat ca tehnic de formare n fabricile mai mici obinndu-se produse axialsimetrice. 2.2.4. Formarea prin injecie n matri, figura 2.3e Acest tip de formare este folosit pe scar industrial n cazul fabricrii produselor din materiale ceramice fine, cu dimensiuni reduse i configuraii complexe. Amestecul este constituit din pulbere cermic cu un coninut de pn la 20% liant organic termo- sau duroplastic. In scopul evitrii obinerii unor produse cu defecte, liantul de legtur, dup injectare n cavitatea matriei, va fi supus unei nclziri la temperaturi mari i cu vitez extrem de redus. Formarea const n dozarea prealabil a amestecului ceramic i injecia acestuia n matri. In aceste condiii se produce o super-comprimare a amestecului ceramic n cavitatea de formare pentru asigurarea unei bune compactri i completri cu topitur ceramic a golului de fomare rezultat n urma solidificrii amestecului. In acest fel se obine un produs super-compactat cu foarte bune proprieti mecanice. 15
Tehnologii de fabricare a materialelor ceramice tehnice
2.2.5. Turnarea din barbotin Barbotinele de turnare reprezint suspensii de solide polidisperse n medii lichide. Turnarea din barbotin este procedeul prin care faza solid din barbotin se consolideaz ntr-o mas unitar n timp ce faza lichid se ndeprteaz parial prin intermediul formei poroase absorbante. Indeprtarea lichidului este un proces dinamic, provocat de forele motrice capilare i controlat de masa de material depus. Fasonarea prin turnare din barbotin, figura 2.3f, const n: pregtirea barbotinei i a formei, turnarea barbotinei n form, formarea peretelui, ndeprtarea excesului de barbotin, uscarea i desprinderea piesei fasonate. 2.2.6. Turnarea n forme, figura 2.3g Acest tip de formare const n topirea amestecului ceramic la temperaturi t>2000 0C urmat de turnarea n forme refractare. Acest procedeu este folosit de obicei la ceramicele oxidice care, la temperaturi ridicate nu intr n contact cu oxigenul din atmosfer. In cazul celorlalte categorii de materiale ceramice, fabricarea produselor se realizeaz prin turnarea topiturii din material termoplastic combinat cu pulbere ceramic n suspensie avnd concentraia volumic de pn la 90%. In aceast stare topitura devine vscoas ceea ce face ca umplerea cavitii de formare s devin dificil. Pentru a evita acest incovenient cavitatea formei trebuie prevzut cu raze de racordare n zona trecerii de la o seciune la alta. In cazul presrii la cald i fixrii grunilor cu ajutorul unui liant de legtur, se reduce considerabil volumul iniial al amestecului de formare. Astfel, n cazul formrii pieselor din ceramic oxidic comprimarea poate varia ntre 20 i 30%. 2.2.7. Turnarea barbotinei n foi Turnarea barbotinei n foi este un proces prin care se obin plci ceramice subiri, figura 2.3h. O foaie subire se obine prin ntinderea continu a barbotinei cu ajutorul unei lame pe o foaie suport. Dup uscarea barbotinei se obine o foaie crud din care se decupeaz piese de forma dorit. Avantajul procedeului const n realizarea de plci cu dou dimensiuni mari i cea de-a treia foarte mic, grosimea fiind controlat i avnd valorile ntre 0,05 i 1,2 mm. 2.2.8. Sinterizarea Formarea prin sinterizare are loc atunci cnd pulberea compactat este nclzit la temperatur ridicat, care este sub punctul de topire, particulele pulberii fuzioneaz, golurile dintre particule descresc, obinndu-se un solid mai dens vezi 3.3.1. 2.2.9. Formarea prin presare la cald Acest tip de formare se bazeaz pe fenomenele combinate ale procesului de formare prin sinterizare i temperatur, sub aciunea crora granulele reelei cristaline sunt aduse n stare de difuzie inter- i intracristalin nsoit de depuneri la limita de difuzie. Prin presare la cald folosind temperaturi cuprinse ntre 500 i 1800 0C (n funcie de felul i caracteristicile materialului ceramic) i de presiuni de pn la 170 MPa, granulele se unesc ntre ele prin difuzie inter- i intragranular nsoite de depuneri la limita de separaie dintre granulele reelei structurale. Structura nou format se caracterizeaz printr-o legtur foarte puternic intermolecular determinat de fora de coeziune. Prin aciunea simultan a temperaturii i presiunii timpul de sinterizare poate fi redus considerabil. 2.4. Uscarea 16
Tehnologii de fabricare a materialelor ceramice tehnice
Uscarea este un proces fizic condiionat esenial de fenomene termice i de difuzie. Procesul de uscare se bazeaz pe trecerea n faz gazoas a umiditii, aflat n materiale ca faz lichid. Procesul este posibil atunci cnd presiunea vaporilor la suprafaa corpului este mai mare dect presiunea parial a acestora n mediul gazos nconjurtor. Uscarea produselor ceramice se realizeaz dup fasonarea acestora, pentru ndeprtarea apei introdus iniial n masa ceramic, proces care i va conferi caracteristicile necesare unei bune fasonri. Eliminarea apei se poate face fie prin aplicarea unui cmp termic fie a unuia electric sau mecanic. Ca rezultat are loc schimbul de energie termic i de substan ntre corpul ceramic i agentul de uscare. Uscarea cu aer cald (gaze calde) se realizeaz n usctoare avnd curent de aer uscat, fr nclzire i usctoare cu aer cald staionar. Pentru produsele fasonate sistemele de uscare utilizate frecvent sunt: usctoare cu camer, usctoare tunel, etuve. Pentru materialele nefasonate (suspensii, pulverulente, granulare) se folosesc usctoare tambur, usctoare n strat fluidizat, usctoare pneumatice, usctoare prin pulverizare. Uscarea se poate realiza ntr-o singur treapt (pentru produse mai puin sensibile la uscare) sau n dou trepte. Uscarea cu vapori supranclzii are avantajul c micoreaz tensiunile interne care apar n timpul uscrii. Se realizeaz n camere de uscare n care se introduce iniial aer cald ce se recircul renclzit. Datorit evaporrii apei din materialul ceramic, aerul se mbogete cu vapori de ap care ajung pn la temperatura de 110-160 0C. Uscarea cu radiaii infraroii folosete energia radiant care poate fi emis de lmpi cu filament de tungsten, elemente de combustie de suprafa, etc. Se recomand mai ales pentru piesele subiri dat fiind nclzirea foarte rapid pe adncime. Uscarea prin nclzire electric se folosete n special la corpurile cu dimensiuni mari la care este necesar o nclzire corespunztoare i dinspre interiorul acestora. De exemplu, la izolatorii de dimensiuni mari se introduc rezistene electrice n golurile special practicate. In timpul uscrii, ca urmare a modificrii umiditii, materialele ceramice sufer contracii i deformaii care pot afecta calitatea produsului prin introducerea de tensiuni remanente. Anumii factori influeneaz contracia care are loc n timpul uscrii. Acetia se descriu n continuare. Umiditatea iniial a masei este un factor esenial care influeneaz comportarea masei ceramice n timpul uscrii. Astfel, contracia crete odat cu creterea coninutului de ap. Temperatura la care are loc procesul de uscare conduce la valori diferite ale contraciei masei ceramice. Astfel, exist o temperatur critic, specific fiecrui material, pentru care valoarea contraciei atinge un maxim. Modul de fasonare a maselor ceramice presupune solicitri diferite la care este supus masa crud. La produsele fasonate prin extrudare sau presare are loc orientarea particulelor pe direcia de curgere, respectiv de presare. In acest caz, contracia la uscare este mai mare pe direcia perpendicular dect pe cea de curgere sau de presare. In cadrul procesului de uscare, n produsele ceramice iau natere gradieni de temperatur i umiditate. Aceti gradieni determin i o anumit difereniere n contracia componentei ceramice supuse uscrii. Astfel, se produc contracii mai mici n straturile interioare care sunt mai umede. Straturile interioare funcioneaz ca obstacole n calea contraciei straturilor exterioare adiacente provocnd deformarea acestora ca urmare a tensiunilor de ntindere. Cnd tensiunile introduse sunt mai mici dect limita de elasticitate a materialului aflat n starea de uscare, deformaiile sunt elastice (reversibile). Dac tensiunile depesc limita de elasticitate atunci deformaiile devin plastice (ireversibile) i se poate ajunge chiar la fisurare nc din timpul uscrii. Ca urmare, uscarea este unul din fenomenele prin care se poate explica apariia tensiunilor remanente n materialele ceramice (vezi cap. VII). 2.5. Arderea
17
Tehnologii de fabricare a materialelor ceramice tehnice
Arderea reprezint tratamentul termic aplicat produselor ceramice prin care se realizeaz transformrile fizico-chimice ce conduc la consolidarea produselor n forma n care au fost fasonate. Totodat, produselor obinute li se confer caracteristicile fizico-mecanice corespunztoare scopului pentru care au fost fabricate. Procesul de ardere cuprinde att faza de nclzire ct i faza de rcire a produselor ceramice. Transfomrile fizico-chimice care au loc n masa ceramic n timpul celor dou faze se pot grupa astfel: - nclzire: procese fizice: transformri polimorfe, sublimarea unor faze solide, topirea unor componeni solizi i a eutecticilor, sinterizare, vitrificare; procese chimice: reacii n faz solid, inclusiv cu participarea fazei lichide sau gazoase; - rcire: procese fizice: transformri polimorfe, cristalizare din faz lichid i solid, formarea fazei sticloase; procese chimice: reacii n faz solid, eventual reacii cu participarea fazei lichide sau gazoase. In timpul tratamentului termic, sistemul ceramic supus arderii evolueaz prin transformrile fizico-chimice pe care le suport n sensul realizrii echilibrului termic la temperatura respectiv. S-a constatat c, pentru obinerea unui produs ceramic de calitate superioar, viteza de ardere trebuie s fie ct mai mare. Aceasta este limitat de tipul de produs folosit, de caracteristicile termofizice ale sistemului, de dimensiunea produsului i de gradul de uniformitate a repartiiei temperaturii n interiorul cuptorului. Trebuie s se in seama i de gradienii termici ce se stabilesc n produsele ceramice n timpul arderii. Gradienii termici nu trebuie s duc la tensiuni interne care s deformeze sau s fisureze produsele ceramice. Ca urmare, cuptoarele folosite trebuie s asigure gradieni termici ct mai mici n interiorul lor. 2.5.1. Procesul de topire. Formarea fazei lichide Procesul de topire se afl n strns corelaie cu structura celor dou faze implicate n proces: solid i lichid. Punctul de topire se stabilete n funcie de natura elementelor componente i de structura lor cristalin. In apropierea punctului de solidificare topiturile sunt mai apropiate, din punct de vedere al comportrii lor, de solide dect de gaze. La temperaturi mai mari lichidele pot fi examinate atribuindu-le proprietile unei stri cvasi-gazoase. Topirea unei substane trebuie considerat ca fiind trecerea acesteia ntr-o stare de parial dezordine poziional. 2.5.2. Sublimarea. Cristalizarea Procesul de vaporizare a corpurilor solide, respectiv cel de cristalizare din vapori poart denumirea de sublimare. Mecanismul procesului de vaporizare a amestecurilor solide presupune ruperea legturilor dintre elementele structurale (atomi, ioni) i trecerea lor n mediul nconjurtor. Acest fenomen se produce atunci cnd fora obinut ca urmare a vibraiei termice a respectivei particule este mai mare dect fora de atracie pe care o exercit structura asupra sa. Cristalizarea reprezint o transformare de faz pentru care este caracteristic discontinuitatea entropiei i volumului la temperatura de transformare. Procesul ncepe cu nucleaia noii faze care este urmat apoi de creterea cristalelor acesteia. Exist un interval de temperatur, n jurul temperaturii de echilibru a transformrii de faz, n limitele creia se formeaz un sistem de faze metastabile. Apariia spontan a germenilor noii faze, prin fluctuaii care apar n faza iniial omogen, se numete nucleaie omogen. Formarea germenilor de cristalizare a noii faze pe suprafaa altor faze sau n discontinuiti (defecte) structurale proprii fazei mam poart denumirea de nucleaie eterogen. In cazul cristalizrii din faz solid exist trei etape care vor configura n final structura produsului. 18
Tehnologii de fabricare a materialelor ceramice tehnice
Maturarea n faz solid presupune modificri n starea cristalin a corpului i n forma i dimensiunile cristalului. Recristalizarea primar este un proces de nucleere i cretere a unei generaii noi de cristale, netensionate, care are loc ntr-o matrice deformat plastic. Recristalizarea secundar implic nucleerea i creterea neuniform a cristalelor pe seama granulelor cristaline fine dintr-o matrice nedeformat. In acest caz, un numr mic de cristale se dezvolt mult mai repede dect cristalele din masa de baz. Recristalizarea secundar este puternic influenat de prezena unor microimpuriti sau a porilor, n masa care recristalizeaz. 2.5.2. Vitrificarea Sinterizarea i vitrificarea reprezint procesul prin care un sistem solid polidispers aglutineaz, se consolideaz i se densific sub aciunea temperaturii. Sinterizarea are loc la temperaturi mai mici dect temperatura de topire n timp ce vitrificarea se produce la temperaturi superioare apariiei fazei lichide i ntodeauna este nsoit de contracie. Sinterizarea fr variaie de volum presupune transferul de substan efectuat pe calea difuziunii superficiale i (sau) a sublimrii (evaporare, condensare). In cazul sinterizrii cu variaie de volum, transferul de substan are loc prin fluaj vscos sau plastic prin difuzie n volum. Transferul de substan, conducnd la vitrificarea corpurilor polidisperse, are loc pe calea deplasrii plastice i vscoase a particulelor precum i a proceselor de solubilizare-cristalizare. In procesul de sinterizare i vitrificare are loc micorarea suprafeei totale a sistemului polidispers. Ca urmare, cu ct energia superficial a sistemului supus sinterizrii sau vitrificrii este mai mare cu att i capacitatea sa de a sinteriza sau vitrifica va fi mai mare. O anumit influen asupra proceselor de sinterizare i vitrificare o are prezena porilor. Datorit neuniformitii dimensionale a porilor se creeaz un flux al porilor mici ctre porii cu dimensiuni mai mari. Dei masa se densific, volumul porilor mari crete. Vitrificarea depinde n mod esenial de proprietile fazei lichide i cantitatea sa relativ. Structura favorizant a topiturii poate ajuta vitrificarea chiar i n cazul unor modificri dezavantajoase n proprieti ca vscozitatea, energia superficial, nmuierea.
19
Tehnologii de fabricare a materialelor ceramice tehnice
Materiile prime folosite pentru obinerea produselor ceramice
Produsele ceramice sunt produse cu structur policristalin, formate din particula aglomerate unite ntre ele, ca urmare a fenomenelor fizico-chimice de sinterizare i vitrifiere. Sinterizarea este procesul de aderare a particulelor prin nclzire la temperaturi inferioare temperaturii de topire, avnd ca urmare nmuierea lor superficial i apariia unor noi cristale la limita dintre particulele nmuiate. Vitrifierea este procesul de unire a particulelor solide datorit apariiei unei faze lichide (sticloase) i a separrii unei faze cristaline noi cu micorarea porozitii produsului ceramic. Pentru obinerea produselor ceramice se folosesc materii prime principale, auxiliare i pentru glazur i decor. Materii prime principale Aceste materii prime au rolul cel mai important n formarea proprietilor masei ceramice. Pentru obinerea produsului ceramic brut se folosesc materiale plastice i neplastice. Materialele plastice constituie partea principal a masei ceramice care realizeaz legtura ntre toi constituenii acesteia. Din aceast grup fac parte: argila i caolinurile. Plasticitatea, puterea liant, higroscopicitatea, contracia la uscare a materiilor plastice determin n mod hotrtor calitatea produselor finite.
Argilele sunt materiale plastice care cu apa formeaz o mas ce se poate fasona, prin uscare i pstreaz forma, iar prin ardere se durifica. Se folosesc 6 sorturi de argila difereniate dup puritate, dup mrimea particulelor i resturi organice. Caolinurile sunt materiale plastice mai pure, cu o structur cristalin mai pronunat, dar cu o plasticitate mai redusa. De regula au culoarea alba. Se ntlnesc 6 sorturi n funcie de aceleai criterii. Materiile prime neplastice au rolul de a diminua unele efecte negative ale materialelor argiloase, de a mbunti proprietile produselor finite. Dintre acestea fac parte: fondanii, materialele degresante i refractare.
Fondantii au rolul de a micora temperatura de formare a fazei topite, formnd totodat prin topire o compactizare i conferind transluciditate produselor finite. Ei sunt foarte importani i n funcie de natura prim folosit, produsul ceramic i poart denumirea (ex: porelan fosfatic, faiana feldspatic). Se utilizeaz feldspai (folosii in general la ceramica fin), fosfai, dolomita, calcarul. Materiale degresante i refractare confer o rezisten nalt (peste 1500 oC) i particip la formarea ciobului ceramic. Ele au rolul de a mri plasticitatea masei ceramice i contracia la uscare. In afar de aceste proprieti mresc rezistena mecanic, rezistena la uzur, rezistena fa de agenii corozivi a produselor ceramice tehnice si de menaj. Se utilizeaz cuarul, alumina, nisipurile cuaroase.
Materiile secundare
Materiile secundare au rolul de a mbunti unele proprieti ale maselor ceramice.
Plastifianii (parafina, dextrina etc.) mbuntesc prelucrabilitatea i mresc rezistena mecanic a produselor nearse.
Lubrifianii (motorina, stearaii de bariu, magneziu, zinc, petrolul lampant) faciliteaz fasonarea prin presarea masei ceramice datorit aciunilor de lubrifiere. Fluidizanii (carbonatul de sodiu, silicatul de sodiu etc.) contribuie la stabilizarea barbotinelor ceramice cu un coninut redus de ap.
Materiile prime pentru glazur i decor
Glazurile sunt sticle uor fuzibile, depuse n straturi subiri pe suprafaa produselor ceramice. Rolul lor este de a asigura o impermeabilizare a produselor fa de lichide i gaze, de a contribui n acelai timp la mbuntirea aspectului, conferind unele caracteristici de ordin estetic, in special prin luciu, netezime, culoare. Glazurile pot fi transparente, opace sau colorate si compozitia lor chimica este cea a unei sticle. Glazurile sunt obinute din silice combinat cu oxizi alcalini, alcalino-pmntoi, oxizi de plumb, alumin etc. Materiile prime pentru decorare sunt n special oxizi sau combinaii ale metalelor grele numii pigmeni ceramici. Aplicarea acestora se poate face pe glazur i sub glazur. Pigmenii aplicai pe glazur trebuie s aib proprietatea de a ptrunde n glazur fr a se descompune la ardere i s-i pstreze nuana. Pigmenii folosii sub glazur (sunt puini) trebuie s reziste la temperatura de ardere a produsului ceramic de pn la 1400 oC. Se utilizeaz diferii compui n acest scop, pentru colorarea n: albastru - compui de cobalt; verde - compui ai cromului; rou nchis i brun compui ai fierului; brun-violet, violet - compui de mangan; galben, negru, portocaliu: compui de uraniu. Se mai utilizeaz aurul si platina in stare coloidal. Opacizanii sunt substane care rmn sub form de particule fine, uniform dispersate n masa glazurii, pe care o opacizeaz sau pot produse bule de gaz nedizolvate n glazur, conferindu-i acesteia un aspect lptos. Se utilizeaz n acest scop: oxizi de staniu, oxid de titan, oxid de zirconiu, oxid de stibiu.
Obinerea produselor ceramice si influena acesteia asupra calitii
Prepararea masei ceramice. Se dozeaz materialele prime conform reetei de fabricaie, se supun sitrii (cernerii), deferizrii si omogenizrii (deoarece prezint importan proporia, granulaia i puritatea) dup care se amestec cu apa. Granulaia componenilor determin calitatea produsului ceramic, de aceea sitarea se va executa cu deosebit atenie. In urma amestecrii cu ap, masa ceramic poate fi:
sub forma de past ceramic ce are pana la 20% apa; barbotin ceramica 24-35% apa. Daca nu are ap, masa se numete pulbere ceramic.
Fasonarea masei ceramice este operaia care d form obiectului i poate fi: Plastic (pentru pasta ceramica); Prin turnare (pentru barbotin); Prin presare (pentru pulberi).
Fasonarea plastic se realizeaz prin: Strunjire pentru obiectele cu forma unui corp de rotaie. Se poate face manual (roata olarului) sau automat. Extrudere (tragere); masa ceramica este mpins in faa unui profil (orificiu). Se aplica la produse ce au profil simplu.
20
Tehnologii de fabricare a materialelor ceramice tehnice
Presarea in forme de ipsos; se aplica pentru articole de manufactur comun (cni, oale) i pentru obiectele artizanale.
Fasonarea prin turnare: Barbotina este turnat n forme de ipsos, care absorb apa din barbotin, permind obinerea formei dorite. Se realizeaz prin:
turnare vrsare pentru produse cu forme complicate si perei subiri; turnare prin umplere pentru produsele cu forme simple i perei groi; turnare la cald sub presiune pentru obiecte de precizie foarte mare si cu forme foarte complicate.
Presarea se aplica pulberilor pentru produsele ceramice tehnice. Uscarea produselor fasonate se realizeaz n scopul creterii rezistenei lor, a nlturrii fenomenului de deformare ca urmare a evaporrii brute a apei si a eliminrii contraciei dimensionale. Uscarea se realizeaz natural in oproane sau artificial in tuneluri de uscare. In cazul in care este condus necorespunztor, apar defecte ca crpturi, deformri.
Arderea I-a (arderea produsului uscat). Se realizeaz n cuptoare speciale cnd au loc modificri ale proprietarilor: crete compactitatea, se modific culoarea, se mbuntete rezistena mecanic. Pe la 500 oC produsul i pierde apa de cristalizare, devine poros si sfrmicios, dar prin amestecare cu apa nu mai da un material fasonabil. La 750 oC produsul este tot poros, dar rezistent. La 1000 oC porozitatea ncepe s scad din cauza unui fenomen de clincherizare, adic topire pariala ce acoper porii reducnd porozitatea. Clincherizarea poate avansa pana la vitrifiere, cnd produsul este aproape compact. Produsul rezultat se numete biscuit ceramic. Glazurarea consta in depunerea unui strat subire de glazura. Rezult un produs ceramic cu proprieti mbuntite, privind: luciul, impermeabilitatea la ap i gaze, proprietile mecanice i chimice. In condiiile n care glazurarea nu este corespunztor executata, apar multe defecte care afecteaz calitatea, unele neadmise in comercializarea produselor. Arderea a doua (arderea produselor glazurate). Se realizeaz la temperaturi mai sczute dect prima ardere. In urma acestei arderi se realizeaz aderena stratului de glazur la suprafaa produsului ceramic. Decorarea este operaia de mbuntire a aspectului exterior si se poate realiza pe glazura si sub glazura. Metode de decorare sunt:
pictarea manual este o decorare ce confer valoare artistica deosebit; benzi i linii; pulverizare, pentru suprafee colorate i pentru fonduri cu degradeuri;
decalcomanii sunt decoruri n culori ceramice depuse prin imprimare pe o hrtie special i acoperit cu o pelicul suport, care face posibil transferarea i depunerea decorului pe produs; tampilare, pentru decoruri simple; serigrafie (sitografie) pentru desene simple, desene geometrice i pentru produse de serie mare, folosindu-se site-ablon; imprimare cu plci de oel, cu cilindri pe care este gravat desenul; gravur pentru inscripii de aur; procedeul fotoceramic reproducerea unei fotografii cu culori vitrificabile.
Arderea a III-a (arderea decorului) Se realizeaz la temperaturi i mai mici dect arderea a II-a i anume la 400-500 oC. n urma acesteia se confer rezisten decorului la aciuni mecanice i chimice.
Tipuri de produse ceramice
Mrfurile ceramice pentru articole de menaj pot fi obinute din trei tipuri de mas ceramic i anume: porelan, semiporelan,faian i ceramic comun. a) Porelanul Dup fondantul principal care intr n compoziie deosebim porelanuri moi i porelanuri tari. Porelanurile moi necesit o temperatur de ardere relativ joas, sub 1300 oC; glazura este puin dur, putnd fi zgriat cu un vrf de oel; au o transparen deosebit i sunt utilizate n principal pentru articolele decorative i articolele de lux. Dup fondantul principal pot fi: porelanuri fosfatice, cunoscute sub denumirea de porelanuri englezeti sau de oase (fosfat tricalcic obinut prin calcinarea oaselor); porelanuri de frit sau porelanuri artificiale, n compoziia crora intr frita (un silicat alcalin greu fuzibil), dup ardere prezint transparena unei sticle opale; porelanuri moi feldspatice (Seger), care conin 30-60 % feldspat, ceea ce permite vitrificarea la temperaturi joase. Porelanurile tari se caracterizeaz prin temperaturi nalte de ardere 1300-1450 oC; glazura este dur; gradul de alb este de 65-75 %; transluciditate bun i foarte bun; capacitatea de absorbie a apei este de maximum 0,5 %; au bun stabilitate termic. Dup fondantul utilizat, deosebim: porelan fedspatic, care are drept agent de vitrificare feldspatul; porelan felspato-calcic, care conine minerale calciu, asociate cu feldspatul; porelan magnezic, ce conine ca fondant steatitul i o glazur feldspatic. Semiporelanul Este o mas ceramic fin, cu caracteristici intermediare ntre faiana i porelan, aspectul lui apropiindu-l mai mult de faian. Se caracterizeaz prin: ciob alb sau gri; semivitrificat, absorbia apei maximum 5 %; rezistena mecanic mai ridicat dect la faian; arderea se face la 1230-1300 oC; glazurarea cu glazuri transparente sau opacizate, ce se ard la temperaturi mai sczute dect biscuitul. Faiana Este o mas ceramic obinut din caolin, cuar, calcar, argil, dolomit, feldspat. Se caracterizeaz prin: ciob alb-glbui, porozitate mare (absorbia apei 8-16 %); este permeabil pentru lichide i ap; temperatura de ardere 850.1250 oC.
21
Tehnologii de fabricare a materialelor ceramice tehnice
Dup compoziia masei ceramice, deosebim: faian silicoas, care conine 85-90 % siliciu, arderea se face la 900-1000 oC; faian argiloas poate fi calcaroas, feldspatic sau mixt (feldspat-calcaroas) , se caracterizeaz printr-un coninut ridicat de materiale argiloase, aspect neted, glazur rezistent. Ceramica comun Este o mas ceramic obinut din argile comune, cu un coninut ridicat de oxizi de fier n amestec cu nisip i calcar. Prezint o culoare roie sau neagr, iar structura este granuloas. Cuprinde trei tipuri: ceramica comun sau popular; ceramica comun termorezistent; majolica. Ceramica comun se prezint n dou tipuri: ceramic roie, de tradiie roman, obinut printr-o ardere complet; ceramic neagr, de tradiie dacic, obinut printr-o ardere incomplet. Ceramica comun termorezistent conine n plus compui ce-i confer rezisten la foc, se folosete pentru vase de menaj. Majolica dup ardere se acoper cu glazur opac pe baz de plumb i staniu, se decoreaz dup care se glazureaz a doua oar, astfel desenul apare cu un contur imprecis i aspect specific, deoarece glazura a doua de obicei este fisurat. Se utilizeaz pentru articole decorative, teracote.
Sortimentul mrfurilor ceramice pentru menaj
Sortimentul cuprinde o gam variat de produse difereniate ntre ele dup mai multe criterii, astfel deosebim: Dup tipul de produs ceramic:
porelan; semiporelan; faian.
Dup modul de fasonare: strunjite; presate; turnate.
Dup modul de decorare: pictate manual; prin pulverizare; imprimare; sitografie; tampilare; cu benzi i linii.
Dup destinaie i mod de comercializare: n piese separate: ceti, cni, farfurii, platouri; sub form de servicii: de mas, de ceai, cafea etc.; articole decorative: vaze, bibelouri, platouri decorative etc.
n funcie de caracteristicile fizice i condiiile de aspect (numrul, mrimea i poziia defectelor), articolele de menaj din porelan i faian se comercializeaz n trei caliti: I-a, II-a i III-a, marcate n culorile respectiv rou, verde i albastru. Lund n consideraie criterii bine stabilite de ncadrare n nivele de calitate distingem calitatea: Mas, Superioar, Extra i Lux. Criteriile de ncadrare pe nivele de calitate sunt: materia prim utilizat i calitatea acesteia, gradul de complexitate al produsului, modul de prelucrare i decorare, gradul de noutate, mrimea seriei i condiiile de tehnoprezentare.
Calitatea mrfurilor ceramice pentru menaj
Calitatea articolelor ceramice pentru uz casnic este definit prin intermediul urmtoarelor caracteristici: Aspectul. Este apreciat, n principal, n funcie de defectele de aspect. Acestea sunt:
defecte de form, de dimensiuni i de mas: asimetrie, curbur, dimensiuni necorespunztoare, margini deformate, lipsa planeitii etc.; defecte de suprafa: bavuri, scurgeri de glazuri, valuri, nepturi; discontinuiti: lips de glazur, rugozitate, zgrieturi, fisuri, crpturi, exfolieri; incluziuni: bici, granule, grune, proeminene, puncte colorate; defecte de decorare: decor deplasat, decor neaderent, lips decor, pete de colorant, scurgeri de colorant etc.
Transluciditatea. Porelanul este translucid pn la o grosime de 3 mm, iar faiana este opac. Absorbia de ap. Ea este determinat de structura sprturii, deci de porozitate, astfel obiectele de porelan sunt impermeabile, iar cele din faian sunt permeabile datorit porozitii. Rezistena la oc termic. Se exprim prin absena sau prezena crpturilor i fisurilor obiectelor supuse la nclziri i rciri brute n ap, n anumite condiii. Rezistena la acizi a glazurii. Se prezint convenional prin pierderea n mas exprimat la 1 dm3 a unei probe introduse ntr-o soluie de HCl de 10 %, n anumite condiii.
22
Tehnologii de fabricare a materialelor ceramice tehnice
Rezistena la ciobire. Reprezint rezistena obiectului la cderea de la nlimea de 2 m de-a lungul unei suprafee de oel nclinat la un unghi de 80o. Nu se admit ciobiri. Rezistena la spargere. Reprezint rezistena obiectului ceramic la cderea unei greuti cu masa de 35 g de la nlimea de 120 cm. Nu se admit spargeri.
Marcarea, ambalarea, depozitarea i transportul articolelor ceramice
Marcarea se face pe exterior, pe suprafaa de sprijin a obiectelor cu trei meniuni:
marca de fabric a productorului; calitatea; inscripia lucru manual numai pentru produsele decorate manual.
Marcarea calitii se face numai prin tampilare cu rou pentru calitatea I-a, verde pentru calitatea a II-a i albastru pentru calitatea a III-a. Fiecare ambalaj trebuie s aib o etichet cu urmtoarele meniuni:
denumirea produselor; marca de fabric; calitatea; modelul; felul decorrii; numrul bucilor ambalate; numrul lotului; semnul avertizor pentru calitate.
Ambalarea se face cu grij, folosind cutiile de carton duplex sau triplex, protejnd ntre articole cu hrtie de mtase, creponat sau manon din carton ondulat. Depozitarea se face n spaii nchise, curate i ferite de umiditate; Transportul trebuie fcut cu mijloace acoperite i prevzute cu semne avertizoare de fragilitate.
Cunoasterea proprietatilor fizice si a comportamentului masei ceramice de-a lungul modelarii, sculptarii, uscarii, arderii si glazurarii este esentiala pentru obtinerea unor obiecte de ceramica intocmai cu cele intentionate
Masa ceramica
A dobandi cunostinte elementare despre masa ceramica este la fel de important precum a invata despre tehnicile de ceramica, glazuri sau coacere. In multe cazuri obiectele de ceramica nu necesita glazura, iar aspectul masei ceramice este esential a fi de dinainte cunoscut. Caracteristicile masei ceramice: plasticitate, contractare, absorbtia apei ajuta la manipularea cu usurinta in diferse tehnici: modelaj, sculptura
Multe probleme pot aparea in timpul uscarii sau coacerii obiectelor din ceramica astfel ca este recomandat a se cunoaste care sunt implicatiile compozitiei lutului.
Culoarea si comportamentul glazurilor depind de multe ori de compatibilitatea acestora cu masa ceramica (compatibilitate intre metalele continute: fier, mangan etc. sau contractarea versus expandarea masei ceramice si a glazurii in urma arderii).
Astfel, o intelegere a naturii lutului este esentiala in intregul proces de modelare, uscare, ardere sau glazurare.
23
Tehnologii de fabricare a materialelor ceramice tehnice
Sursa lutului in natura
Oamenii de stiinta explica faptul ca lumea a fost la inceput un corp format din lava lichida. Prin racire, exteriorul lavei s-a amestecat cu diverse elemente chimice si s-a stratificat intr-o crusta sub forma de roci vulcanice. Suprafata acestor roci ale Pamantului au inceput sa se erodeze odata ce in atmosfera au afarul fenomenele meteorologice cunoscute astazi.
Cu timpul, rocile au inceput sa se dezintegreze in lut. Gazele si presiunea de sub straturile interioare ale Pamantului au condus la erodarea crustei amintite anterior prin efectul de expansiune, contractare si sfaramitare. Aceste procese inca continua in prezent.
Lutul la microscop structura particulei de lut
Cand se observa lutul la microscop, particula de lut este vazuta precum o placa subtire hexagonala, cu o lungime de 100 de ori mai mare decat grosimea. Cand se adauga apa pentru inmuiarea si obtinerea plasticitatii prafului de lut, umezeala dintre placile plate creaza o atractie de tensiune la suprafata, astfel incat particulele nu se indeparteaza usor, ci aluneca facil unele peste altele. Cunoasterea proprietatilor masei ceramice ajuta la evitarea Forma plata a particulelor de lut si tensiunea de suprafata, ce apare la adaugarea apei, confera rezistenta si plasticitate caracteristici asociate lutului in stare umeda, cand poate fi lucrat. problemelor de modelare, crapare, uscare sau contractare
Cand se formeaza obiectul ceramic si lutul este uscat, particulele mici si plate par a fi stranse intre ele foarte aproape. Spre exemplu, argila modelata dar nearsa rezulta la lovire un sunet plin, compact. Din aceste considerente, aceleasi obiecte create din materiale anorganice, ce au in compozitie o cantitate mica de lut, s-ar crapa inainte ca procesul de uscare sa fie complet.
Lutul versus masa ceramica
In acest punct al discutiei ar trebui sa facem distinctia intre lut si masa ceramica. Vom folosi termenul lut pentru a ne referi la acele materiale cu proprietati plastice, ce sunt gasite in natura si sunt formate de fortele naturii. Termenul masa ceramica va fi folosit pentru a indica un amestec de materiale asemanatoare lutului cu alte materiale specifice tehnicii ceramice.
Cu alte cuvinte, masa ceramica va avea diferite tipuri de luturi, particule metalice, silica, grog si alte ingrediente ce confera culoare, plasticitate, un indice de deformare, crapare, strangere, porozitate, temperatura specifica de ardere, textura si altele. Un lut obtinut direct din natura cu greu va avea toate proprietatile necesare unui ceramist. Principiile formarii masei ceramice sunt identice fie ca este vorba de argila, gresie sau portelan.
Plasticitatea (proprietate de a fi lucrat sau elasticitatea) masei ceramice
24
Tehnologii de fabricare a materialelor ceramice tehnice
Un lut oarecare poate fi prea plastic sau nu poate fi indeajuns de plastic pentru o intrebuintare specifica in ceramica. Luturile ce sunt prea plastice (formate din particule de lut de mici dimensiuni) nu isi pot mentine forma odata modelate. Amestecul va fi foarte lipicios in stare umeda si nu va avea puterea de a sta odata lucrat la roata olarului. In timp ce se doreste obtinerea la roata olarului a unui cilindru cu acest tip de lut, caruia ii lipseste plasticitatea forma capatata de masa ceramica va fi groasa la baza. Lipsa plasticitatii masei ceramice poate conduce la aparitia de crapaturi Lutul ce nu este destul de plastic nu se va putea modela cu usurinta atunci cand i se aplica presiune. Se poate rupe atunci cand este modelat la roata olarului sau se poate rupe atunci cand este intins chiar si in stare umeda. Sculpturile realizate din masa ceramica nu necesita neaparat elasticitate. Un lut ce este foarte plastic isi va diminia dimensiunile mereu in timpul procesului de uscare, intr-o proportie mai accentuata decat in cazul lutului mai putin plastic conducand adeseori la probleme precum formarea crapaturilor. Crapatura S - datorata uscarii neuniforme
Un test standard si vechi pentru testarea plasticitatii unui lut ce va fi modelat la roata olarului consta in impachetarea cu o bucata de lut groasa de 1.25cm a degetului. Daca lutul se crapa cu usurinta, atunci se poate trage concluzia ca nu este destul de plastic pentru aceasta tehnica.
Ceramistii chinezi din Antichitate au descoperit faptul ca pot mari elasticitatea lutului prin imbatranirea sa, dezvoltand compatibilitatea dintre particule, apa si agentii de umplere. Traditia povesteste cum in masa lutului se adauga lapte si noul amestec se conserva timp de generatii pana ce urma sa fie folosit. Aceste tehnici antice nu isi gasesc locul in atelierele de ceramica ale zilelor noastre.
Ceramistul poate reduce plasticitatea adaugand agenti de umplere precum grog, nisip sau silex, in cazul in care masa ceramica nu se poate amesteca cu o alta cu proprietati de plasticitate mai reduse. Adaugarea a cel putin a unei mici cantitati de lut cu particule fine si plastic va imbunatati rezistenta la uscare a masei ceramice.
Culoarea masei ceramice
Spre deosebire de culoarea naturala a masei ceramice, aceasta se modifica devenind mai inchisa sau mai deschisa in urma arderii. Adaosurile de metal precum fier sau mangan de regula ies la suprafata din masa ceramica, eventual penetrand glazura.
Pentru obtinerea unei mase ceramice deschise la culoare, apropiate de alb, este necesar sa se inceapa cu o mixtura ce cuprinde o masa ceramica pura dupa care se poate incepe adaugarea unor mici cantitati de pigment pana la obtinerea culorii pielii. Nu se poate lucra retroactiv, adica deschiderea culorii unei mase ceramice deja inchise la culoare.
Daca ceramistul doreste inchiderea culorii masei ceramice, cel mai frecvent adaos folosit este fierul. Se poat adauga de asemenea si alti coloranti aditionali precum cobalt (albastru), cupru (verde), crom (verde) si mangan (brun). Trebuie avut grija pentru ca oxizii metalici si componentele acestor amestecuri sunt considerate a fi periculoase. O solutie mai indicata ar fi adaugarea in amestec a unor mase ceramice de culoare inchisa. Oxidul de fier este de regula sigur. Totodata, oxizii de cupru, mangan sau cobalt pot cauza formarea de fondant in urma coacerii.
25
Tehnologii de fabricare a materialelor ceramice tehnice
Textura masei ceramice
De regula, lutul gasit in natura prezinta impuritati pe suprafata obiectelor confectionate din acesta si arse. Masa ceramica poate fi de la fina pana la grunjoasa. Materialele aditionale ce se adauga pentru schimbarea plasticitatii masei ceramica (celuloza, fibre nylon, fibra de sticla, grog, nisip etc.) modifica in acelasi timp si textura acesteia.
Trebuie avuta grija in privinta materiilor organice de umplutura ce se pot arde in timpul coacerii.
Materiile traditionale precum grog-ul sau nisipul sunt perfect sigure. Pentru efecte vizuale de textura se pot incorpora in masa ceramica o varietate de materiale de la grog rosu caramida, grog portelan, marna sau particule de fier si oxid titan-fier.
Contractia masei ceramice (deformarea si craparea)
Contractia masei ceramice se refera la pierderea din marimea obiectului ceramic, odata ce are loc procesul de uscare si cel de ardere. In contractia masei ceramice se pot distinge 3 faze. Contractia masei ceramice variaza in functie de tipul lutului dar poate fi imbunatatita prin adaugarea de aditivi Prima etapa apare la uscarea piesei ceramice in contact cu aerul, cea de-a doua are loc in timpul arderii biscuit iar cea de-a treia se desfasoara in timpul arderii glazurii.
Ca regula generala se poate deduce faptul ca o masa ceramica cu cat este mai plastica cu atat mai amplu va fi procesul de contractie. Lutul cu particule mai fine absoarbe mai multa apa, se extinde mai mult iar cand apa este fortata sa iasa prin procesul de ardere sau uscare, contractia va fi mai evidenta.
Masele ceramice mai putin plastice precum si agentii de umplere precum grog-ul sau nisipul pot fi adaugati pentru a deschide masa ceramica si pentru a ajuta la rezolvarea probelemei contractiei. Asemenea adaosuri in cantitati mari pot reduce deopotriva si plasticitatea. In locul silexului se pot adauga spodumen sau wollastonit pentru a se preveni contractia masei ceramice.
Odata cu rezolvarea problemei contractiei masei ceramice din timpul uscarii si arderii se solutioneaza si problema deformarii si a aparitiei de crapaturi. Deformarea rezulta din contractia lutului ce este foarte absorbant sau poate rezulta in urma unei tehnici slab executate ce creaza pereti neuniformi, cu centre de greutate ce nu sustin forma, uscati pe alocuri si ce nu pasteaza forma initiala in urma arderii.
Arderea unei mase ceramice la o temperatura prea inalta poate duce la deformare intrucat corpul ceramic este incalzit inainte de a ajunge la temperatura de maturatie si incepe sa isi piarda structura prin topire.
Craparea poate de asemenea sa rezulte in urma abordarii unei tehnici defectuoase. Fie lutul este prea umed, fie se contracta excesiv sau se usuca neuniform. Crapaturile pot aparea cand umiditatea nu este consistenta intre diferite parti ale obiectului, cand grosimea peretilor nu este aceeasi iar fortele ce apar in
26
Tehnologii de fabricare a materialelor ceramice tehnice
timpul uscarii neuniforme actioneaza antagonist si cand se aplica glazuri in strat prea gros.
Trebuie tinut cont de faptul ca expandarea si contractarea masei ceramice, odata ce acestea sunt incalzite si racite, precum si schimbarile chimice in cazul inversiunii cuartului spre exemplu, au efecte asupra deformarii si craparii din timpul si dupa ardere. (Inversiunea cuartului este o tranformare a silicai cristaline ce are loc la 571 grade Celsius si care cauzeaza contractia masei ceramice odata ce se raceste).
Masele ceramice se pot contracta usor, de la 4% pana la 25% in cazurile severe. O masa ceramica ce intruneste necesitatile ceramistului nu se contracta mai mult de 12% - aceasta rata fiind acceptata in majoritatea tehnicilor.
Temperatura de maturare (porozitatea)
Dupa ardere, unele mase ceramice raman prea poroase sau devin prea dense la o anumita temperatura de ardere. Cu cat ardere se realizeaza la o temperatura mai inalta, cu atat suprafata sa va deveni mai vitroasa. Totusi, alti factori ce au la baza obtinerea masei ceramice pot afecta maturarea acesteia. Colorarea masei ceramice se poate realiza prin adaosul de oxizi de fier, cobalt, mangan etc
Culoarea, plasticitatea, textura sau contrcatarea dorita a masei ceramice necesita adaugarea de materiale aditionale ce imbunatatesc aceste proprietati. Masele ceramice vitroase pot fi obtinute la orice temperatura, dar se gasesc cu precadere printre cele cu temperatura inalta de ardere, precum gresia sau portelanul.
Adaugarea de aditivi ce scad temperatura de ardere diminueaza maturarea masei ceramice si totodata absorbtia de apa a obiectului de ceramica ars. In mod normal, portelanul ars absoarbe lichid intre 0-3%, gresia intre 1-5% si argila intre 4-10%.
De regula se adauga aditivi de scadere a temperaturii de maturare a masei ceramice pentru a deveni mai putin poroasa, mai vitroasa si cu o mai buna sonoritate la atingere. Totusi, alti factori precum socul termic sau rezistenta la inghet pot afecta modalitatea de ardere.
Aditivi ai maselor ceramice
Grog reprezinta un lut ars, biscuit, folosit pentru deschiderea masei ceramice, reducerea plasticitatii si a contractiei, ajutand totodata in procesul de uscare. Grogul este disponibil intr-o varietate de marimi ale particulei, de la foarte fin la aspru si de regula culoarea sa variaza de la beige la brun. Grogul cu dimensiuni mari ale particulei poate fi folosit pentru crearea de textura in masa ceramica. Grogul este un aditiv ce confera plasticitate masei ceramice si totodata texturi specifice
27
Tehnologii de fabricare a materialelor ceramice tehnice
Fibra nylon poate fi adaugata pentru a obtine o rezistenta superioara, necesara pentru construirea si imbunatatirea structurii obiectelor ceramice neuscate. Fibra de nylon se poate procura de la magazinele de specialitate, dar se poate obtine in casa prin taierea unei sfori confectionate din 100% nylon in segmente foarte mici si separate. Este necesara doar o mica cantitate pentru a fi eficiente.
Atentie! Masa ceramica ce are in compozitie fibra de nylon nu trebuie trecuta prin malaxor, intrucat l-ar putea obtura.
Celuloza este folosita ca aditiv in masa ceramica folosita pentru sculptura. Sporeste rezistenta ceramicii arse, dar in acelasi timp micsoreaza plasticitatea si greutatea obiectului de ceramica. Hartia trebuie sa fie maruntita in fibre de mici dimensiuni inainte de a fi adaugata. Aceasta se va decompune, pierzandu-si proprietatile fizice ale fibrei si capatand un miros de acru. Adaugarea a foarte putin inalbitor va ajuta la intarzierea acestui efect.
Atentie! Masa ceramica ce are in compozitie fibra de celuloza nu trebuie trecuta prin malaxor, intrucat l-ar putea obtura.
Coloranti se adauga maselor ceramice de culoare deschisa. Fierul este sursa de culoare in majoritatea luturilor. Exista cateva neajunsuri in a adauga argile in masa ceramica in locul adaosului de oxid de fier. Colorantii se adauga in proportii variate intre 15-20%. Unii nu sunt rezistenti la temperaturi inalte si/sau la procesele de reducere. Atentie deosebita se acorda adaugarii de oxizi periculosi, precum oxidul de mangan. O cantitate mare de oxizi cu temperaturi mici de topire (cupru, fier sau cobalt) pot creste fondantul si degaja fum. Oxizii cu forma granulara pot forma pete in masa ceramica si eventual si pe glazura.
Mase ceramice frecvent folosite
Masa ceramica cu temperaturi scazute de ardere (earthenware) culoarea acesteia poate varia de la alb, beige, orange, rosu sau caramiziu. De regula nu este la fel de vitroasa precum masa ceramica cu temperaturi inalte de ardere. Tinde sa se deformeze si sa se topeasca inainte de a se vetrifica.
Se foloseste cu precadere pentru sculptura si prezinta un indice scazut de contractare. Gradul general de absorbtie este intre 5-10%. Adaugarea a 0.5% de carbonat de bariu va reactiona cu
Portelanul are la baza caolinul - o pulbere foarte fina, ce provine din China
sarurile solubile prezente in acest tip de masa ceramica (ex. teracota) si va preveni separarea obiectelor de ceramica uscare sau arse biscuit.
Masa ceramica cu temperaturi inalte de ardere (stoneware) culoarea variaza de la alb pana la nuante foarte inchise, iar textura poate fi medie sau aspra. Gradul general de absorbtie este intre 1-5%.
Portelanul (caolin) masa ceramica cu temperatura inalta de ardere, foarte densa si fina, vetrificanta si chiar translucid in straturi fine. Culoarea va variaza de la alb la albastru-gri prin reducere sau alb-cred prin oxidare. Gradul general de absorbtie 0-2%. Daca se doreste crearea de textura, i se poate adauga grog fin. Portelanurile foarte albe au adesea un indice al plasticitatii scazut.
Barbotina se caracterizeaza printr-un indice scazut al contractiei si al retentiei de apa. Se foloseste sub forma lichida pentru a fi turnata in matrite de ipsos ce absorb apa din barbotina si duc la formarea unui strat de ceramica in interiorul matritei. Cand s-a obtinut grosimea dorita a stratului de cand s-a obtinut grosimea dorita a stratului de ceramica, barbotina ramasa neintarita in matrita se scurge din matrita, lasand obiectul ceramic sa se usuce. Barbotina se coaguleaza cu silicat de sodiu.
Raku articole ( Raku-Yaki ) este un tip de ceramic japonez , care este utilizat n mod tradiional n ceremonia ceaiului japonez , cel mai adesea n form de boluri de ceai. Acesta este n mod tradiional caracterizat prin a fi mn n form, mai degrab dect aruncat; mod echitabil navele poroase, care rezult de la ardere la temperaturi sczute; de plumb glazuri , precum i eliminarea de piese de la cuptor timp ce nc fierbinte stralucitoare. n procesul tradiional japonez, concediat Raku piesa este scos din cuptor fierbinte i este
?
28
Tehnologii de fabricare a materialelor ceramice tehnice
permis s se rceasc n aer liber sau ntr-un recipient umplut cu materiale combustibile. Tehnici de Raku au fost modificate de olari contemporani din ntreaga lume.
Coninut
[ ascunde ]
1 Istoric 2 n literatura de specialitate 3 oxidare reducere 4 Reducerea de aprindere 2 5 tehnici de Vest Raku 6 cuptoare i ardere 7 Consideraii de proiectare 8 A se vedea, de asemenea, 9 Referine
10 link-uri externe
[ modific ]Istorie Raku inseamna "bucurie", "Confort" sau "usurinta" i este derivat din Jurakudai, numele unui palat, la Kyoto, care a fost construit de Toyotomi Hideyoshi (1537-1598), care a fost lider de stat rzboinic de timp. n secolul al 16-lea, Sen Rikyu , maestru de ceai japonez, a fost implicat n construcia de Jurakudai i a avut o pies-producator, numit Chojiro , produc mana-turnate boluri de ceai pentru utilizarea n wabi ceremonia ceaiului, stil care a fost ideal Rikyu . Ceaiul rezultat boluri realizate de Chojiro au fost initial denumit n continuare "IMA-Yaki" ("ware contemporan"), i au fost, de asemenea, remarcat ca Juraku-Yaki, din lut rou (Juraku), pe care le-au folosit. Hideyoshi a prezentat Jokei, fiul lui Chojiro, cu un sigiliu care a purtat caracterul chinezesc pentru Raku [ 1 ] . Raku, apoi a devenit numele de familie, care a produs marfa. Att numele i stilul de ceramic au fost transmise prin intermediul familiei (uneori prin adoptarea), pentru a cincisprezecea generaia actual (Kichizaemon). Numele i stilul de vase a devenit influent att n cultura japonez i literatura de specialitate. n Japonia, exist "cuptoare de ramur" ( wakigama ), n tradiia Raku-ware, care au fost fondate de Raku-membri ai familiei sau de olari care ucenic la atelierul familiei capului. Una dintre cele mai bine-cunoscut dintre acestea este OHI-Yaki ( OHI vase ). Dup publicarea unui manual n secolul 18, Raku vase fost, de asemenea, n cadrul a numeroase ateliere de olari amatori i practicieni n ceai de la Kyoto, i de olari profesioniti i amatori din jurul Japoniei. Raku articole a marcat un punct important n dezvoltarea istoric a ceramicii japoneze, aa cum a fost primul care a folosit vase de o marc sigiliu i primul s se concentreze pe o colaborare strns ntre olar i patron. Alte celebri artisti japonezi de lut din aceasta perioada includ Dny (nepotul de Chojiro, de asemenea, cunoscut sub numele de Nonk, 1574-1656), Hon'ami Ketsu (1556-1637) i Ogata Kenzan(1663-1743). [ edit ]n
literatura de specialitate
Raku boluri de ceai joac un rol important n ritualuri , un roman 1980 de autor olandez Cees Nooteboom .
[ edit ]Reducerea
de oxidare
n ardere Raku, recipientul din aluminiu acioneaz ca un tub de reducere, care este un container care permite de dioxid de carbon pentru a trece printr-un orificiu mic [ 2 ] . O atmosfer de reducere este creat prin nchiderea recipientului [ 3 ] . O atmosfer de reducere a induce o reacie ntre oxigen i argil, care afecteaz de culoare [ 4 ] . Ea are, de asemenea, efecte extraordinare asupra metalelor din interiorul
29
Tehnologii de fabricare a materialelor ceramice tehnice
glazura. Reducerea este o scdere a numrului de oxidare [ 5 ] . nchiderea poate starves aer de oxigen dup materiale combustibile, cum ar fi incendiu captur rumegu i foreaz reacie pentru a trage de oxigen de la glazuri i lut [ 6 ] . De exemplu, Duster strlucirea devine culoarea interesant de la privarea de oxigen. Agent de reducere este o substan din care electronii sunt luate de ctre o alt substan[ 7 ] . Reacia utilizeaz oxigenul din atmosfera din interiorul tubului de reducere, i, pentru a continua, primete restul de oxigen de la glazuri [ 8 ] . Acest lucru las ioni i luciu irizate n urm. Acest lucru creeaz un efect metalic plcut. Piese care nu au unde glazura pentru a obine de oxigen de la, astfel nct acestea s-l ia de la lut. Aceasta atmosfera se va transforma zgura negru, fcnd o culoare neatractiv, mat, fr luciu. [ edit ]Trageri
reducere de 2
De ardere de reducere este atunci cnd atmosfera cuptor, care este plin de material combustibil, este nclzit. "Reducerea este arderea incomplet a combustibilului, cauzat de un deficit de oxigen, care produce monoxid de carbon" (Arbuckle, 4) n cele din urm, toate de oxigen disponibil este utilizat. Acest lucru atrage apoi de oxigen de la glazura i lut, pentru a permite reacia s continue. Oxigen servete ca reactant limitarea n acest scenariu, deoarece reacie care creeaz foc are nevoie de o aprovizionare constant a acesteia de a continua, atunci cnd glazura i lut iei ntrit, acest lucru nseamn c oxigenul a fost sczut de la glazura i de lut pentru a se potrivi lipsa de oxigen n atmosfer. Prin urmare, piesa raku apare negru sau alb, care depinde de cantitatea de oxigen care a fost pierdut din fiecare zon a piesei. Spaiile goale care apar din reducerea de oxigen sunt completate de molecule de carbon n atmosfer a containerului, ceea ce face mai negru piesa n locuri n care mai mult oxigen a fost retractat. [ 9 ] [ 10 ] [ edit ]de
Vest tehnici de Raku
Raku a devenit popularizat n America la sfritul anilor 1950, cu ajutorul lui Paul Soldner . Americanii pstrat procesul general de ardere, care este, de nclzire ceramica foarte repede la temperaturi ridicate i apoi rcire foarte repede. n afar de aceasta, America de-a format propriul stil, unic de Raku. Este rezultate imprevizibile Raku i culori intense, care atrage olari moderne. Aceste modele i culori rezultat din procesul de rcire dur i cantitatea de oxigen care este permis s ajung la ceramica. n funcie de ce efect artistul vrea, ceramica este fie racit imediat n ap, rcit ncet n aer liber, sau plasate ntr-un butoi plin cu materiale combustibile, cum ar fi ziare, acoperit, i a permis s fumeze [ 11 ] . Apa se raceste imediat ceramica, oprirea reaciile chimice ale glazura i de stabilire a culorilor. Rezultatele materiale combustibile n fum, care se coloreaz portiuni mai de ceramica neagra. Cantitatea de oxigen care este permis n timpul procesului de ardere i de rcire afecteaz culoarea rezultat din glazura i suma de pri. Spre deosebire de traditionala japoneza Raku, care este n principal boluri de mn construit de design modest, Raku de vest tinde s fie n culori vibrante, i vine n multe forme i mrimi. Western Raku poate fi orice, de la un vas elegant, cu o sculptura abstracta excentric. Dei unele mn DO construi, olarii cel mai vestic folosi roi de aruncare n timp ce crearea de piesa lor Raku. Cultura occidental a creat chiar o nou ramur de sub raku numit cal de pr Raku . Aceste piese sunt de multe ori albe, cu linii ondulate, negru de fum i-cum ar fi petele. Aceste efecte sunt create prin plasarea de pr de cal, pene, sau chiar de zahr pe ceramica, deoarece este scos din cuptor i nc extrem de fierbinte. [ edit ]cuptoare
i ardere
Primul stil japonez cuptor n partea de vest a fost construit de Tsuronosuke Matsubayashi la Leach ceramica , St Ives n 1922. [ 12 ]
O vaza lustruit i a tras cu ajutorul tehnicii de vest Raku, artnd funingine, geamuri pri, i aleatoriu de reducere-oxidare tipic al acestei tehnici de ceramic.
Tipul i dimensiunea de cuptoare, care sunt utilizate n Raku sunt cruciale n rezultatul. Un aspect care poate afecta rezultatele este folosirea cuptoarelor electrice fa de gaz. Cuptoare electrice permit controlul temperaturii uor. Cuptoare cu gaz, care cuprind de caramida sau de fibre ceramice, pot fi utilizate fie de tragere de oxidare sau de reducere a utilizrii i propan sau gaz natural. Cuptoare cu gaz, de asemenea, se nclzete mai repede dect cuptoare electrice, dar este mult mai dificil s se menin controlul temperaturii. Exist o diferen not-demn atunci cnd se utilizeaz un cuptor updrift, mai degrab dect un cuptor downdrift. Un cuptor updrift are rafturi n
30
Tehnologii de fabricare a materialelor ceramice tehnice
care energia termic capcan. Acest efect creeaz temperaturi inegale n ntreaga cuptor. Invers, un cuptor downdrift trage aer n jos o stiv separat de pe lateral i permite o temperatura mai mult, chiar pe parcursul i permite de lucru pentru a fi suprapuse pe rafturi. [ 13 ] Este important pentru un cuptor de a avea o u care este uor de deschis i nchis, pentru c, atunci cnd opera de arta din cuptor a ajuns la temperatura de dreapta (peste 1000 de grade Celsius), trebuie s fie eliminate rapid i pus ntr-un recipient de metal sau staniu cu materiale combustibile, care reduce oala si lasa anumite culori i modele. [ 14 ] Utilizarea de o camer de reducere de la sfritul de ardere Raku a fost introdus de ctre olarul american Paul Soldner n anii 1960 pentru a compensa diferena de atmosfer ntre lemne, cuptoare japoneze Raku si gaz cuptoare de americani. De obicei, piese scoase de la cuptor fierbinte sunt plasate n masele de material combustibil (de exemplu, paie , rumegus , sau ziar ), pentru a oferi o atmosfer de reducere pentru glazura i de a pata suprafata corpului expus cu carbon . Western Raku olari folosesc rar de plumb ca ingredient de glazura, din cauza nivelului de grave de toxicitate, dar poate folosi de alte metale ca glazura ingrediente. Olari japonez nlocui un non-plumb frit . Desi aproape orice glazura de low-foc pot fi utilizate, olarii folosesc adesea special formulat glazura de retete care "vibreze" sau manie (s prezinte un aspect de cracare), deoarece liniile de microfisuri ia pe o culoare de carbon. Western Raku este de obicei facuta dintr-un gresie organism lut, bisque tras la 900 C (1650 F) i glazura concediat (ardere finala) ntre 800-1000 C (1472-1832 F), care intr n conul 06 Temperatura de ardere. Procesul este cunoscut pentru imprevizibilitatea sa, n special atunci cnd reducerea este fortat, piese i poate crpa sau chiar exploda din cauza ocului termic. Ghiveci pot fi returnate la cuptor, pentru a re-oxida cazul n care rezultatele de ardere nu rspunde ateptrilor olarului, dei fiecare ardere succesiv are o sansa mare de a slbi integritatea structural de ansamblu a oal. Lucruri de care sunt expuse la oc termic de mai multe ori se poate sparge n cuptor, deoarece acestea sunt scoase din cuptor, sau atunci cnd sunt n camera de reducere. Glazura de ardere de ori pentru Raku articole sunt scurte: o or sau dou, spre deosebire de pn la 16 ore de nalt temperatur con trageri gresie 10. Acest lucru se datoreaz mai multor factori: Glazure Raku mature, la o temperaturee mult mai mic (sub 980 C / 1800 F, spre deosebire de aproape 1260 C / F 2300 pentru mare foc gresie); temperaturi de cuptor poate fi ridicat rapid; i cuptor este ncrcate i descrcate n timp ce cald i pot fi pstrate la cald ntre tragerilor. Deoarece schimbrile de temperatur sunt rapide n timpul procesului de Raku, organismele de lut folosite pentru Raku articole trebuie s fie capabil s fac fa stresului termic semnificativ. Mod obinuit pentru a aduga puterea de a organismului de argil i de a reduce expansiunea termica este de a introduce un procent ridicat de cuar, grog , sau disten n organism nainte de a se formeaz potul. La completri mari, de cuart poate crete riscul de dunting sau frisoane . Prin urmare, disten este adesea materialul preferat, deoarece contribuie att rezistena mecanic i, n sume de pn la 20%, reduce n mod semnificativ de expansiune termic. Desi orice organism argila poate fi utilizat, albe gresie organismele de lut, sunt improprii pentru procesul de vest Raku excepia cazului n care unele materiale se adaug pentru a face fa ocului termic. Porelan, cu toate acestea este adesea folosit, dar trebuie s fie slab aruncat. Considerente estetice includ zgura de culoare i textura suprafeei arse, precum i interaciunea chimic de lut, cu glazuri Raku. ntr-o conferin de ambarcaiuni de la Kyoto n 1979, o dezbatere aprins aprut ntre Europa de Vest Raku artiti Pavel Soldner i Hirsh Rick i cel mai tnr, n succesiunea dinastic Raku, Kichiemon, (din generaie paisprezecea "Raku" familie de olari) privind dreptul de a folosi titlul de "raku". Cele artisti japonezi susin c orice lucrare de mesterul ar trebui s dein alte nume propriu, (de exemplu, Soldnerware, Hirsh-Ware), ca a fost cat de "Raku" a fost destinat. [ 15 ] Raku, n partea de vest a fost captat i este acum o abordare mai filosofic, cu accent pe crearea de spontaneitatea model de suprafa, mai degrab dect o simpl tehnic de ardere. n consecin, aceasta a extins aplicarea acestuia de la vase de ceramic la sculpturale. [ edit ]Consideraii
de proiectare
detalii pe o bucat de pr de cal care a fost utilizat
Raku este o forma unica de luare a ceramicii, ceea ce o face att de unic este gama de modele care pot fi create prin modificarea pur si simplu anumite variabile.Aceste variabile - care includ ceara rezista, glazuri, temperatura, i calendarul [ 16 ] - a determina n cele din urm rezultatul de ardere atunci cnd o bucat de lut.Ceara rezista, care este pictat pe zgura nealterat gol, rezultate din suspendarea de cear n ap [ 17 ], nainte de a merge pe glazura Raku. Acest lucru se face astfel nct glazura nu se refer la zona n care a fost aplicat ceara rezista, crend astfel un design. Cnd n cuptor, se topete ceara de pe i de carbon, care rezulta din reducerea de oxigen, nlocuiete ceara [ 18 ] . Acesta este rezultatul reaciei de ardere. Glazure Raku conin alumin, care are un punct de topire foarte ridicat.Prin urmare, de carbon nu va nlocui glazura asa cum se intampla ceara topita. Raku Glazure, de asemenea, conine compui metalici, cum ar fi cupru,
31
Tehnologii de fabricare a materialelor ceramice tehnice
fier, cobalt, care produc culori diferite. Dup ce glazura a ajuns la o anumit temperatur, de metal n glazura presupune culoare [ 19 ] . De exemplu, cobalt produce inchis-albastru, verde, cupru si produce, dar produce un rou atunci cnd oxigenul din glazura este complet trecut [ 20 ] . Toate zonele mai transforma negru din cauza de carbon emanate de la reducerea de oxigen. Apoi, argila este mutat de la cuptor ntr-un recipient (de obicei, un gunoi), care conine materiale organice combustibile, cum ar fi frunze, rumegus, sau hrtie. Odata ce capacul recipientului este nchis, de oxidare reducere (redox) Procesul ncepe [ 21 ] . Schimbrile de temperatur de la cuptor la container este n cazul n care magia se produce Raku. Schimbare a temperaturii i n redox provoca, uneori, fisuri sau microfisuri. Microfisuri este o cracare coerent n glazura de o bucat, aa cum este vazut in glazura pri alb. Acest spori una sau distrage atenia de la design. Calendarul de eliminare i plasarea n ap afecteaz n mod direct de nuante de culoare pentru fiecare [ 22 ] . Introducerea apei Raku, la momentul potrivit, este incredibil de important, dac Raku nu se rceasc suficient nainte de plasarea n ap, Raku poate sparge, sparge, sau chiar exploda! ( raku-yaki ) is a type of Japanese pottery that is traditionally used in the Japanese tea ceremony, most often in the form of tea bowls. It is traditionally characterised by being hand shaped rather than thrown; fairly porous vessels, which result from low firing temperatures; lead glazes; and the removal of pieces from thekiln while still glowing hot. In the traditional Japanese process, the fired raku piece is removed from the hot kiln and is allowed to cool in the open air or in a container filled with combustible material. Raku techniques have been modified by contemporary potters worldwide.
?
Contents
[hide]
1 History 2 In literature 3 Oxidation Reduction 4 Reduction Firing 2 5 Western raku techniques 6 Kilns and firing 7 Design Considerations 8 See also 9 References
10 External links
[edit]History Raku means "enjoyment", "comfort" or "ease" and is derived from Jurakudai, the name of a palace, in Kyoto, that was built by Toyotomi Hideyoshi (15371598), who was the leading warrior statesman of the time. In the 16th century, Sen Riky, the Japanese tea master, was involved with the construction of the Jurakudai and had a tile-maker, named Chjir, produce hand-moulded tea bowls for use in the wabi-styled tea ceremony that was Riky's ideal. The resulting tea bowls made by Chjir were initially referred to as "ima-yaki" ("contemporary ware") and were also distinguished as Juraku-yaki, from the red clay (Juraku) that they employed. Hideyoshi presented Jokei, Chjir's son, with a seal that bore the Chinese character for raku[1]. Raku then became the name of the family that produced the wares. Both the name and the ceramic style have been passed down through the family (sometimes by adoption) to the present 15th generation (Kichizaemon). The name and the style of ware has become influential in both Japanese culture and literature. In Japan, there are "branch kilns" (wakigama), in the raku-ware tradition, that have been founded by Raku-family members or potters who apprenticed at the head family's studio. One of the most well-known of these is hi-yaki (hi ware). After the publication of a manual in the 18th century, raku ware was also made in numerous workshops by amateur potters and tea practitioners in Kyoto,and by professional and amateur potters around Japan. Raku ware marked an important point in the historical development of Japanese ceramics, as it was the first ware to use a seal mark and the first to focus on close collaboration between potter and patron. Other famous Japanese clay artists of this period include Dny (grandson of Chjir, also known as Nonk; 15741656), Hon'ami Ketsu (15561637) and Ogata Kenzan (16631743).
32
Tehnologii de fabricare a materialelor ceramice tehnice
[edit]In
literature
Raku tea bowls play an important part in Rituals, a 1980 novel by the Dutch author Cees Nooteboom.
[edit]Oxidation
Reduction
In raku firing, the aluminium container acts as a reduction tube, which is a container that allows the carbon dioxide to pass through a small hole[2]. A reduction atmosphere is created by closing the container[3]. A reduction atmosphere induces a reaction between oxygen and clay, which affects the color[4] . It also has extraordinary effects on the metals inside the glaze. Reduction is a decrease in oxidation number [5]. Closing the can starves the air of oxygen after the combustible materials such as sawdust catch fire and forces the reaction to pull oxygen from the glazes and the clay [6] . For example, luster duster gets its interesting color from deprivation of oxygen. The reduction agent is a substance from which electrons are being taken by another substance[7] . The reaction uses oxygen from the atmosphere within the reduction tube, and, to continue, it receives the rest of the oxygen from the glazes [8]. This leaves ions and iridescent luster behind. This creates a pleasing metallic effect. Pieces with no glaze have nowhere to get the oxygen from, so they take it from clay. This atmosphere will turn clay black, making an unattractive, matte color, without sheen. [edit]Reduction
Firing 2
Reduction firing is when the kiln atmosphere, which is full of combustible material, is heated up. Reduction is incomplete combustion of fuel, caused by a shortage of oxygen, which produces carbon monoxide (Arbuckle, 4) Eventually, all of the available oxygen is used. This then draws oxygen from the glaze and the clay to allow the reaction to continue. Oxygen serves as the limiting reactant in this scenario because the reaction that creates fire needs a constant supply of it to continue; when the glaze and the clay come out hardened, this means that the oxygen was subtracted from the glaze and the clay to accommodate the lack of oxygen in the atmosphere. Consequently, the raku piece appears black or white, which depends upon the amount of oxygen that was lost from each area of the piece. The empty spaces that occur from the reduction of oxygen are filled in by carbon molecules in the atmosphere of the container, which makes the piece blacker in spots where more oxygen was retracted.[9][10] [edit]Western
raku techniques
Raku became popularized in America in the late 1950s with the help of Paul Soldner. Americans kept the general process of firing, that is, heating the pottery very quickly at high temperatures and then cooling it very fast. Besides this, America has formed its own, unique style of raku. It is rakus unpredictable results and intense color that attract modern potters. These patterns and color result from the harsh cooling process and the amount of oxygen that is allowed to reach the pottery. Depending on what effect the artist wants, the pottery is either instantly cooled in water, cooled slowly in the open air, or placed in a barrel filled with combustible material, such as newspaper, covered, and allowed to smoke[11] . Water immediately cools the pottery, stopping the chemical reactions of the glaze and fixing the colors. The combustible material results in smoke, which stains the unglazed portions of the pottery black. The amount of oxygen that is allowed during the firing and cooling process affects the resulting color of the glaze and the amount of crackle. Unlike traditional Japanese raku, which is mainly hand built bowls of modest design, western raku tends to be vibrant in color, and comes in many shapes and sizes. Western raku can be anything from an elegant vase, to an eccentric abstract sculpture. Although some do hand build, most western potters use throwing wheels while creating their raku piece. Western culture has even created a new sub branch of raku called horse hair raku. These pieces are often white with squiggly black lines and smoke-like smudges. These effects are created by placing horse hair, feathers, or even sugar on the pottery as it is removed from the kiln and still extremely hot. [edit]Kilns
and firing
The first Japanese-style kiln in the west was built by Tsuronosuke Matsubayashi at Leach Pottery, St Ives in 1922.[12]
33
Tehnologii de fabricare a materialelor ceramice tehnice
A vase glazed and fired using the western raku technique, showing the soot, crackle glazing, and randomreduction-oxidation typical of this pottery technique.
The type and the size of kilns that are used in raku are crucial in the outcome. One aspect that can affect the results is the use of electric versus gas kilns. Electric kilns allow easy temperature control. Gas kilns, which comprise brick or ceramic fibers, can be used in either oxidation or reduction firing and use propane or natural gas. Gas kilns also heat more quickly than electric kilns, but it is more difficult to maintain temperature control. There is a note-worthy difference when using an updrift kiln rather than a downdrift kiln. An updrift kiln has shelves that trap heat. This effect creates uneven temperatures throughout the kiln. Conversely, a downdrift kiln pulls air down a separate stack on the side and allows a more even temperature throughout and allows the work to be layered on shelves.[13] It is important for a kiln to have a door that is easily opened and closed, because, when the artwork in the kiln has reached the right temperature (over 1000 degrees Celsius), it must be quickly removed and put in a metal or tin container with combustible material, which reduces the pot and leaves certain colors and patterns.[14] The use of a reduction chamber at the end of the raku firing was introduced by the American potter Paul Soldner in the 1960s to compensate for the difference in atmosphere between wood-fired Japanese raku kilns and gas-fired American kilns. Typically, pieces removed from the hot kiln are placed in masses of combustible material (e.g., straw, sawdust, or newspaper) to provide a reducing atmosphere for the glaze and to stain the exposed body surface with carbon. Western raku potters rarely use lead as a glaze ingredient, due to its serious level of toxicity, but may use other metals as glaze ingredients. Japanese potters substitute a non-lead frit. Although almost any low-fire glaze can be used, potters often use specially formulated glaze recipes that "crackle" or craze (present a cracked appearance), because the crazing lines take on a dark color from the carbon. Western raku is typically made from a stoneware clay body, bisque fired at 900 C (1,650 F) and glaze fired (the final firing) between 800 1000 C (14721832 F), which falls into the cone 06 firing temperature range. The process is known for its unpredictability, particularly when reduction is forced, and pieces may crack or even explode due to thermal shock. Pots may be returned to the kiln to re-oxidize if firing results do not meet the potter's expectations, although each successive firing has a high chance of weakening the overall structural integrity of the pot. Pots that are exposed to thermal shock multiple times can break apart in the kiln, as they are removed from the kiln, or when they are in the reduction chamber. The glaze firing times for raku ware are short: an hour or two as opposed to up to 16 hours for high-temperature cone 10 stoneware firings. This is due to several factors: raku glazes mature at a much lower temperaturee (under 980 C/1,800 F, as opposed to almost 1,260 C/2,300 F for high-fire stoneware); kiln temperatures can be raised rapidly; and the kiln is loaded and unloaded while hot and can be kept hot between firings. Because temperature changes are rapid during the raku process, clay bodies used for raku ware must be able to cope with significant thermal stress. The usual way to add strength to the clay body and to reduce thermal expansion is to incorporate a high percentage of quartz, grog, or kyanite into the body before the pot is formed. At high additions, quartz can increase the risk of dunting or shivering. Therefore,kyanite is often the preferred material, as it contributes both mechanical strength and, in amounts up to 20%, significantly reduces thermal expansion. Although any clay body can be used, white stoneware clay bodies are unsuitable for the western raku process unless some material is added to deal with thermal shock. Porcelain,however is often used but it must be thinly thrown. Aesthetic considerations include clay color and fired surface texture, as well as the clay's chemical interaction with raku glazes. In a craft conference in Kyoto in 1979, a heated debate sprang up between Western raku artists Paul Soldner and Rick Hirsh and the youngest in the dynastic raku succession, Kichiemon, (of the fourteenth generation of the "Raku" family of potters) concerning the right to use the title "raku". The Japanese artists maintain that any work by other craftsman should hold their own name, (i.e., Soldner-ware, Hirshware), as that was how "raku" was intended.[15] Raku in the west has been abstracted and is now a more philosophical approach with the emphasis on the spontaneity of surface pattern creation rather than purely a firing technique. Consequently this has expanded its application from pots to sculptural ceramics. [edit]Design
Considerations
detail on one piece on which horse hair was used
34
Tehnologii de fabricare a materialelor ceramice tehnice
Raku is a unique form of pottery making; what makes it so unique is the range of designs that can be created by simply altering certain variables. These variables--which include wax resist, glazes, temperature, and timing[16]--ultimately determine the outcome when firing a piece of clay. Wax resist, which is painted over the bare untainted clay, results in the suspension of wax in water [17] before the raku glaze goes on. This is done so that the glaze does not cover the area where the wax resist was applied, thus creating a design. When in the kiln, the wax melts off and the carbon, that results from oxygen reduction, replaces the wax[18]. This is the result of the combustion reaction. Raku glazes contain alumina, which has a very high melting point. Therefore, carbon will not replace the glaze as it does the melted wax. Raku glazes also contain metallic compounds such as copper, iron, cobalt, which produce different colors. After the glaze has reached its a certain temperature, the metal in the glaze assumes its color[19]. For example, cobalt produces dark-blue, and copper produces green but produces a red when the oxygen in the glaze is completely gone[20]. Any unglazed areas turn black due to the carbon given off from the reduction of oxygen. Next, the clay is moved from the kiln to a container(usually a trashcan), which contains combustible organic materials such as leaves, sawdust, or paper. Once the lid of the container is closed, the reduction oxidation (redox) process begins[21]. The temperature change from the kiln to the container is where the magic of raku occurs. The change in temperature and in the redox sometimes cause cracking or crazing. Crazing is a consistent cracking in the glaze of a piece, as is seen on the white crackle glaze. This either enhance or detract from the design. The timing of removal and placement in water directly affects the shades of each color[22]. Introducing the water to the raku at the right time is incredibly important; if the raku does not cool enough before placement in water, the Raku can crack, break, or even explode! Tin-ceramica cu geamuri este de ceramica acoperite cu glazur care conin oxid de staniu , care este de culoare alb, strlucitoare i opac. (A se vedea staniu-geam .) Organismul Ceramica este de obicei de culoare roie din piele de bivol sau de faian i glazura alba a fost adesea folosit pentru a imita porelan chinezesc .Ceramic Tin-geamuri este, de obicei decorat, decorare aplicat la suprafata glazura arztor cu pensula ca oxizi metalici, de obicei oxid de cobalt , oxid de cupru ,oxid de fier , dioxid de mangan i antimoniu oxid. Factorii de decizie de italian staniu-ceramica cu geamuri de la sfritul anilor renascentiste oxizii amestecate pentru a produce tablouri detaliate i realiste policrome. Mai vechi de staniu-ceramica cu geamuri pare s fi fost fcute n Irak , n secolul 9, cele mai vechi fragmente au fost excavate n timpul Primului Rzboi Mondial de la palatul de Samarra, aproximativ cincizeci de mile nord de Bagdad. [ 1 ] De acolo sa rspndit n Egipt , Persia i Spania nainte de a ajunge Italia n Renatere ,Olanda , n secolul al 16-lea i Anglia , Frana i alte ri europene la scurt timp dup. Dezvoltarea de alb, sau aproape albe, organismele de ardere n Europa din secolul al 18-lea, cum ar fi Creamware de Josiah Wedgwood i de porelan , a redus cererea pentru Delftware, faian i majolic. Creterea costului de oxid de staniu n timpul Primului Rzboi Mondial a dus la nlocuirea sa parial de zirconiu compui n glazura.
Coninut
[ ascunde ]
1 Nume 2 hispano-maur Ware 3 Maiolica 4 Delftware 5 englez delftware 6 Faianta 7 de uz curent 8 Referine 9 Mai lectur
10 A se vedea, de asemenea,
[ edit ]Nume
35
Tehnologii de fabricare a materialelor ceramice tehnice
Chinez portelan alb artistice castron (stnga) a constatat, n Iran , Irak i staniu-geam castron faianta (dreapta) a constatat, n Irak , att n secolul al 9-10, un exemplu deinfluene chinezeti pe ceramica islamica .British Museum .
Tin-ceramica cu geamuri de diferite perioade si stiluri este cunoscut sub nume diferite. Ceramica din Spania musulmana este cunoscut sub numele de hispano-maur articole . Decorate staniu-glazura de Italia renascentista este numit maiolica , pronunat uneori majolic de vorbitori de limba engleza. Cnd tehnica a fost luat n rile de Jos a devenit cunoscut ca delftware ct mai mult din ea a fost fcut n oraul de Delft . Olandez olari a adus in Anglia in jurul anului 1600 i a marfurilor produse sunt cunoscute ca engleza delftware sau galleyware . n Frana a fost cunoscut sub numele de faian . Cuvntul maiolica se crede ca au venit de la cuvntul italian medieval de Mallorca , o insul de pe traseu pentru navele care au adus hispano-maur marfa n Italia de la Valencia , n secolele 15 i 16, sau de la spaniol obra de Mallequa , termenul de pentru vase de lustered fcute n Valencia, sub influena de meteugari mauri de la Malaga. n timpul Renaterii, termenul de maiolica a fost adoptat de italian-a fcut ceramic luciu copierea exemple spaniole, i n secolul 16 sa mutat sensul de a include toate faianta, geamuri-staniu. [ 2 ] Din cauza numelor lor identice, au existat unele confuzii ntre staniu-geamuri majolic / maiolica i majolic plumb geam efectuate n Anglia i America, n secolul al 19-lea, dar ele sunt diferite de origine, tehnica, stil i istorie. In secolul al 18-lea, vechea italian maiolica a devenit popular n rndul britanic, care sa referit la aceasta de ctre pronunia anglicizat majolic . Minton ceramica a copiat i a aplicat termenul de vase de majolic pentru produsul lor. De la Marea Expozitie din 1851, a lansat o Minton colorat de plumb-faianta, geamuri pe care au numit Palissy articole . Prin anii 1880, publicul a fost de asteptare Palissy vase de majolic , i de utilizare a blocat. "n anii 1870, curatorii de la South Kensington Museum a revenit la originalul italian "maiolica" cu un "i" pentru a descrie toate italian staniu-geamuri faian, fr ndoial pentru a sublinia pronunia italian i pentru a evita confuzia cu majolic contemporan. " [ 3 ] Pentru articol despre secolul 19 de plumb-geamuri faian, a se vedea Victorian majolic WBHoney (Keeper de Ceramica de la Muzeul Victoria & Albert , 1938-1950), scris de maiolica c, "Printr-o extensie convenabil i limitarea numele poate fi aplicat la toate vase de cositor-geam, indiferent de naionalitate, realizat n tradiia italian faianta ... numele (sau sinonim limba englez "delftware"), fiind rezervate pentru marfurilor ulterioare ale ncepnd cu secolul 17, fie n stilurile originale (ca n cazul de franceza) sau, mai frecvent, n olandez, chinez (Delft), tradiia ". [ 4 ] Termenul maiolica este uneori aplicat la modern staniu, vase de sticl fcute de olari studio. [ 5 ] [ edit ]hispano-maur
Ware
Articol principal hispano-maur articole .
O anten de satelit hispano-maur, cu diametrul de aproximativ 32cm, cu monograma cretin "IHS", decorat n luciu albastru cobalt i aur. Valencia, c.1430-1500. Burrell Collection
Mauri a introdus staniu-ceramica cu geamuri n Spania dup cucerirea de 711.
36
Tehnologii de fabricare a materialelor ceramice tehnice
Hispano-maur, n general, se distinge articole din ceramica a cretintii de caracterul islamic de decor, [ 1 ], dei ca fel de mancare este ilustrat arat, de asemenea, a fost fcut pentru piaa cretin. Hispano-maur forme ale secolului 15 a inclus albarello (un vas inalt), feluri de mncare, cu luciu de haine de arme , efectuate de italieni bogai i spanioli, ulcioare, unele pe picioarele ridicate ( Citra i grealet ), un vas adnc fa-verso ( lebrillo de alo ) i vasul urechi ( cuenco de Oreja ). Cu cucerirea spaniol a Mexicului , staniu-ceramica cu geamuri a ajuns s fie produs n Valea Mexicului ct mai devreme 1540, la nceput n imitaie a ceramicii importate de la Sevilla . [ 6 ] Dei maurii au fost expulzai din Spania n secolul al 17-lea, stilul hispano-maur a supravietuit in provincia Valencia. Articole mai trziu au de obicei o grosier rou-bivol corp, decor albastru inchis si luciu. [ edit ]Maiolica Articol principal Maiolica .
Un albarello (medicament JAR) de la Veneia sau Castel Durante, secolul al 16-lea. Aprox 30cm ridicat. Decorate n albastru cobalt, verde, cupru, ocru antimoniu galben i galben. Burrell Collection
Marfurilor din secolul 15, care a iniiat maiolica ca o forma de arta s-au produs de o evoluie tehnic lung, n care medievale plumb-geam Articole au fost mbuntite prin adugarea de oxizi de staniu sub influena iniial a marfurilor importate islamice prin Sicilia. [ 7 ] Articole Astfel arhaice [ 8 ], numit, uneori, suntproto-maiolica . [ 9 ] n timpul secolului al mai trziu 14, paleta limitata de culori a fost extins de la violet mangan tradiional i cupru verde pentru a mbria albastru cobalt, galben antimoniu i oxid de fier portocaliu. Sgraffito marfa au fost de asemenea produse, n care alb-oxid de staniu alunecare a fost zgriat decorativ pentru a produce un design de corp a relevat de articole. Producia rafinat de cositor-faianta, geam facut pentru mai mult de nevoile locale, a fost concentrat n centrul Italiei de la sfritul secolului al 13-lea, n special ncontada de Florena . Oraul n sine a sczut n importan n a doua jumtate a secolului al 15-lea, probabil din cauza locale defririlor . Orae italiene ncurajat nceputul unei industrii ceramica nou prin oferirea de faciliti fiscale, cetenie, drepturi de monopol i de protecie la importurile din afara. Producia mprtiate printre comunele mici [ 10 ] i, dup mijlocul secolului al-15, la Faenza , Arezzo i Siena . Faenza, care a dat numele su faianta , a fost singurul trg de dimensiuni ora n care industria ceramicii a devenit o component economic major. [ 11 ] Bologna produse de plumb, glazurate marfurilor pentru export. Orvieto i Deruta , att produse maioliche n secolul 15. n secolul al 16-lea, maiolica de producie a fost stabilit la Castel Durante , Urbino , Gubbio i Pesaro . Unele
37
Tehnologii de fabricare a materialelor ceramice tehnice
maiolica a fost produs n msura n nord, n Padova , Veneia i Torino i n msura n sud, Palermo i Caltagirone , n Sicilia. [ 1 ] [ 12 ] n secolul 17 Savona a nceput s fie un loc vizibil de fabricaie. Unele dintre principalele centre de producie (de exemplu, Deruta i Montelupo ) produc nc maiolica, care este vndut n cantitate, n zonele turistice italiene. [ edit ]Delftware Articol principal Delftware . Delftware a fost fcut n rile de Jos i de la 16 la 18 de secole. Perioada principal de fabricare a fost 1640-1730. Mai vechi de staniu-ceramica cu geamuri n rile de Jos a fost fcut n Anvers, n 1512. Fabricarea de ceramica pictata poate s-au extins de la sud la nord, n rile de Jos 1560. Acesta a fost fcut n Middleburg i Haarlem, n 1570 i n Amsterdam, n 1580s. [ 1 ], mare parte din activitatea fin a fost produs n Delft, dar simplu de zi cu zi staniuceramica cu geamuri a fost fcut n locuri cum ar fi Gouda, Rotterdam, Amsterdam i Dordrecht . [ 1 ] Breasla de Sf. Luca , la care pictori din toate mass-media ar trebui s aparin, a recunoscut zece olarii de master n treizeci de ani, ntre 1610 i 1640 i douzeci i nou de ani n 1651 la 1660. n 1654 o explozie de praf de puc n Delft a distrus mai multe fabrici de bere, i ca industria berii a fost n declin, acestea au devenit disponibile pentru factorii de decizie din ceramica caut spaii mai mari. [ 1 ] De la aproximativ 1615, olarii au nceput pentru a acoperi vasele lor n ntregime n alb, staniu glazura in loc de a acoperi doar suprafata pictur i acoperire restul cu glazura clar. Ei apoi a nceput s acopere staniu glazura cu un strat de glazura clar care a dat profunzime la suprafata tras i catifelare a cobalt blues, crend n cele din urm o asemnare bun pentru porelan. [ 1 ] Dei olari olandeze nu a imita imediat porelan chinezesc, au nceput s fac dup moartea mpratului Wan-Li n 1619, cnd alimentarea a fost ntrerupt n Europa.[ 1 ] Delftware inspirat de originale chinezi au persistat de la aproximativ 1630 la mijlocul anilor secolul 18 alturi de modele europene. Delftware au variat de la simple obiecte de uz casnic pentru a opera de arta de lux. Plcile picturale au fost fcute n abunden, ilustrate cu motive religioase, scene de nativi olandeze, cu mori de vant si de pescuit barci , scene de vntoare, peisaje i peisajele marine. Olari Delft a fcut, de asemenea, tigle, n numr foarte mare (estimat la 800 milioane pe o perioad de 200 ani [ 1 ] ); mai multe case olandeze au inca placi care au fost stabilite, n secolele 17 i 18. Delftware a devenit popular, au fost exportate pe scar larg n Europa i a ajuns China i Japonia. Olari chinezi i japonezi a fcut versiunile de portelan de Delftware pentru export n Europa. Prin secolul al 18-lea, olarii Delftware au pierdut lor de piata porelan britanic i faian alb nou. Exist colecii bune de vechi Delftware n Rijksmuseum i Muzeul Victoria i Albert . [ edit ]englez
delftware
Articol principal englez Delftware . Delftware englez a fost fcut n Insulele Britanice aproximativ ntre 1550 i sfritul secolului al 18lea. Principalele centre de producie au fost Londra , Bristol i Liverpool , cu centre mai mici de laWincanton , Glasgow i Dublin . John Stow "lui Ancheta de la Londra (1598) nregistreaz sosirea n 1567 a doi olari Anvers, Jasper Andrie i Iacov Jansen, n Norwich , unde au fcut "Dalele de pavaj Gally, i navele de Apothecaries i altele, foarte artificial". [ 1 ] In anul 1579 Jansen aplicat la regina Elisabeta I pentru dreptul exclusiv de a practica "galleypotting" n Londra i n curnd nfiinat un atelier de lucru de la Aldgate de est a oraului.Au fost deja olari alte flamande din Londra, dou dintre ele n Southwark nregistrate n 1571 ca "pictori de pottes". [ 1 ] Ceramic englez delftware i decor pictat este similar n multe privine cu cel din Olanda, dar calitatea ei deosebit de englez a fost comentat: "... exist un ton relaxat i o vioiciune care se pastreaza pe tot parcursul istoriei de limba englez delftware; starea de spirit superior i este provincial naiv, mai degrab dect urban si sofisticat ". [ 13 ] sale metode i tehnici au fost mai puin sofisticate dect cele de la omologii si continentale. Cea mai veche pies cunoscut, cu o inscripie n limba englez este un fel de mancare din 1600 n Muzeul din Londra. Acesta este vopsit n albastru, mov, verde, portocaliu i galben i descrie Turnul din Londra i de Old Bridge din Londra, nconjurat de cuvinte, "ROSE este de culoare roie Frunzele sunt Grene God Save ELIZABETH OUR QUEENE", i o frontier Italianate de mti i frunze. Buza este decorat cu linii de albastru i poate fi considerat primul din seria de feluri de mncare att de mari, decorate pictate i albastru-numita liniu ncrctoare. Blue-bord ncrctoare, de obicei, ntre aproximativ 25 i 35 cm n diametru, cu abstracte, florale, religioase, patriotice sau topografic motive, au fost produse n cantitate de olari din Londra si Bristol
38
Tehnologii de fabricare a materialelor ceramice tehnice
pn la nceputul secolului 18. Aa cum au fost pstrate timp de decor pe perei, seminte si secundare mese, muli au supravieuit i sunt bine reprezentate n coleciile muzeului. Articole mai mici i mai mult de zi cu zi s-au fcut: dale de pavaj, cani, borcane de droguri, farfurii, sticle de vin, vase posset , vase de sare, sfesnice, cani fuddling, [ 14 ], ulcioare puzzle, [ 15 ], boluri de frizerie, dale pilula, sngerare boluri , porringers , i crmizi de flori . Spre sfritul secolului al 17-lea, a dus la schimbarea gust nlocuirea de vase farmacie, pavaje dale i feluri de mncare mari de tablewares politicoase, ornamente delicate, boluri de punch , ceainice, oale de cacao i cafea de oale. Exist exemple bune de limba englez delftware n Muzeul Victoria i Albert , British Museum , Muzeul Ashmolean i Muzeul Fitzwilliam . [ edit ]Faianta Articol principal Faianta .
Faianta de Lunville
n Frana, centre de fabricaie faianta dezvoltat de la nceputul secolului 18 a condus n 1690 de ctre Quimper n Bretania [1] , care astzi are un interesant muzeu dedicat faianta, i urmat de Rouen , Strasbourg i Lunville . Produsele de manufactories faianta sunt identificate prin metodele obinuite de connoisseurship ceramica: caracterul de organism lut, caracterul i paleta de glazura, i stilul de decor, faianta Blanche fiind lsat n su nedecorat biletul de alb arse. Faianta parlante ursi motto-uri de multe ori pe etichetele decorative sau bannere.farmacie mercerie, inclusiv albarellos , poate purta numele de coninutul lor sunt destinate, n general, n latin, i de multe ori, astfel prescurtat s fie de nerecunoscut la ochi netiutor. Motto-uri de burse i de asociaiile a devenit popular n secolul al 18-lea, ceea ce duce la patriotique faianta c a fost o specialitate de ani de la Revoluia Francez . [ editeaz ]de
uz curent
Forme populare i populare au continuat n multe ri, inclusiv mexican Talavera . n secolul 20 au existat schimbri n formularea de cositor-glazura i olari mai multe artist a nceput s lucreze n mediu de staniu-ceramica cu geamuri. Costul de oxid de staniu a crescut considerabil n timpul rzboiului 1918-1918 i a dus la o cutare de alternative mai ieftine. [ 16 ] de nlocuire a fost primul succes de zirconiu i mai trziu zirconiu . [ 16 ] n timp ce compuii de zirconiu nu sunt la fel de eficace ca opacifiani oxid de staniu, preul lor relativ sczut a dus la o cretere treptat n utilizarea lor, cu o reducere asociat n utilizarea de oxid de staniu. Albul care rezult din utilizarea din oxid de zirconiu a fost descris ca fiind mai "clinic", dect c din oxid de staniu i este de preferat n unele aplicaii. [ 17 ] Cu toate acestea, oxid de staniu gsete nc utilizate n fabricarea ceramicii i a fost utilizat pe scar larg ca n opacifier sanitare, [ 16 ],cu pn la 6% utilizat n glazuri. [ 18 ] n caz contrar, oxid de staniu n glazuri, de multe ori n colaborare cu compui de zircon, este n general limitat la aplicaii specializate de temperatur sczut i utilizarea de olari Studio. [ 16 ] [ 19 ] n Anglia, la sfritul secolului al XIX-lea, William Morgan de re-descoperit tehnica de ardere luciu de staniu-glazura ", la un standard deosebit de ridicat". [ 20 ] De la nceputul secolului 20 a existat o renatere
39
Tehnologii de fabricare a materialelor ceramice tehnice
a ceramicii de luare n Orvieto i Deruta, centrele tradiionale de staniu-geam ceramica din Italia, n cazul n care formele i desenele din perioada medieval i renascentist sunt reproduse. [ 21 ] n anii 1920 i 1930, Roger Fry , Vanessa Bell i Duncan Grant decorate staniu-ceramica cu geamuri pentru Ateliere Omega de la Londra. [ 22 ], Picasso a produs i concepute de mult cositor-ceramica cu geamuri de laVallauris , n sud de Frana n anii 1940 i 1950. La coala Central de Arte i Meserii , Londra, Dora Billington a ncurajat elevii ei, inclusiv William Newland i Alan Caiger-Smith , de a utiliza cositor-glazura decor. n Marea Britanie n timpul 1950 Caiger-Smith, Margaret Hine, Nicolae Vergette i altele, inclusiv Ceramica de secara fcut staniu-ceramica cu geamuri, merge mpotriva curentului n ceramic studio fa de gresie . Ulterior Caiger-Smith, experimentat, cu tehnica de luciu redus de staniu glazura, care a fost practicat n Italia pn n 1700 i Spania pn n 1800 i a fost apoi uitat. [ 23 ] Caiger-Smith olari calificat de mai multe de la Ceramica sa Aldermaston i a publicat -Tin glazur ceramic , care d o istorie de maiolica, delftware i faian n Europa i lumea islamic. [ 24 ] O selecie de staniu glazur ceramic contemporan de olari Studio este dat Tin-geamuri faian de Daphne Carnegy. [ 25 ] Koninklijke Tichelaar fabric Makkum, sau Royal Tichelaar Makkum, cu sediul n Makkum , Friesland continue producia Delftware folosind staniu-geamuri faian . [ 26 ] [ 27 ]
Tiziano Vecellio
De la Wikipedia, enciclopedia liber
Tiziano Vecellio: Autoportret, 1562 -Staatliche Museen, Berlin
40
Tehnologii de fabricare a materialelor ceramice tehnice
Tiziano Vecellio - n romn Ti ian - (*ntre 1488 i 1490, Pieve di Cadore/Munii Dolomii - 27 august 1576, Veneia) a fost un vestit pictor italian din secolul al XVI-lea, aparinnd colii veneiene.
Cuprins
[ascunde]
1 Viaa i opera 1.1 Pictura lui Tiziano 2 Motenirea lui Tiziano 3 Citate
4 Legturi externe
[modificare]Via a
i opera
Nu se cunoate data exact a naterii artistului; se presupune c s-ar fi nscut ntre 1488 i 1490 la Pieve di Cadore, n Munii Dolomii. Tatl su avea diverse funcii publice, printre care aceea de cpitan al miliiei locale i inspector minier. Cnd avea n jur de 10 ani, Tiziano este trimis mpreun cu fratele su Francesco la atelierul lui Sebastiano Zuccato din Veneia, pentru a deprinde arta mozaicului. Nu va rmne totui mult vreme aici i nici, mai trziu, n atelierul lui Gentile Bellini, cci "nu putea suporta stilul sec i elaborat al acestuia" (Lodovico Dolce). Doar la atelierul lui Giovanni Bellini (fratele lui Gentile), Tiziano va rmne civa ani. Acolo l ntlnete pe pictorul Giorgio da Castelfranco, cunoscut sub numele de Giorgione, cu care va colabora, nvnd att de mult de la acesta, nct criticii ezit, netiind cruia dintre ei s-i atribuie paternitatea unor pnze din acea perioad. n anul 1508, Giorgione i cere lui Tiziano s-l ajute la pictarea frescelor de la Fondaco dei Tedeschi. ncepe s primeasc el nsui comenzi i n 1511 picteaz trei fresce pentru Scuola di Sant'Antonio din Padova i tabloul "Cristos pe drumul Calvarului". n anul 1513, cardinalul Pietro Bembo, om de cultur umanist, l chiam la Roma. Tiziano tie s profite de aceast ocazie, ntiineaz autoritile veneiene c ar prefera s rmn n ora i, - la moartea lui Giovanni Bellini n 1516 - fu numit succesorul lui n funcia de pictor oficial al Republicii Veneia. Avea pe atunci numai 25 de ani.
41
Tehnologii de fabricare a materialelor ceramice tehnice
Tiziano Vecellio: nlarea la cer a Fecioarei, 1516-1518 - Biserica Santa Maria Gloriosa dei Frari, Veneia
n Veneia picteaz multe portrete, fascinante redri ale frumuseii feminine surprinse n ipostaza Florei sau a Salomeei, precum i "nlarea Fecioarei", o pnz de dimensiuni vaste, integrat n interiorul bisericii clugrilor franciscani din Frari. ntre timp, Alfonso d'Este i comand trei tablouri pe teme mitologice: "Bachus i Ariadna", "Srbtoarea lui Venus" i "Bachanala". Artistul va lucra mai muli ani (1518-1523) la aceste "poeme" - dup cum le numete - fr a neglija alte comenzi i tematici. n anii 1523-1525 se duce n cteva rnduri la Ferrara, unde cunoate pe Federico II Gonzaga, marchiz de Mantova, i pe Isabella d'Este, muza i mecena artitilor. n Ferrara, Baldasare Castglione scrie "Curteanul" oper care va fi studiat apoi n ntreaga Europ apusean. Dup devastarea Romei ("Sacco di Roma") de ctre armatele imperiale ale lui Carol Quintul n 1527, muli fugari sosec la Veneia.
42
Tehnologii de fabricare a materialelor ceramice tehnice
Tiziano Vecellio: "Bachus i Ariadna", 1522-1523 - National Gallery, Londra
Printre ei se afl vestitul arhitect Jacopo Dansovino i exegetul Pietro Aretino, cel mai "caustic" condei al Italiei. Amndoi vor deveni prietenii cei mai apropiai ai lui Tiziano. n anul 1525, Tiziano se cstorete cu Cecilia Soldano, fiica unui brbier, de la care are doi fii, pe Pomponio i Orazio. Cnd n 1930 se nate fiica Lavinia, soia sa se mbolnvete i moare. n anul 1530, papa recunoate supremaia lui Carol Quintul i-i aeaz pe cap coroana de fier a mprailor romani. Graie interveniilor lui Aretino, lui Tiziano i se ncredineaz n 1548 sarcina de a face portretul suveranului.
Tiziano Vecellio: Portretul lui Carol Quintul, 1548 - Alte Pinakothek, Mnchen
Se spune c mpratul admira att de mult arta lui Tiziano, nct - n timp ce i poza - s-a aplecat s ridice pensula care i czuse artistului din mn, zicnd: "Tiziano este demn s fie slujit de un Cezar; suntem n posesia mai multor principate, dar avem un singur Tiziano". Vreme de un sfert de veac, Tiziano va lucra pentru Carol Quintul. Primete n schimb bani, privilegii i titlul de conte al imperiului. Cnd n 1556 mpratul abdic pentru a se retrage n mnstirea din Yuste, printre puinele lucruri pe care le va lua cu sine se afl i tablourile lui Tiziano. n rndul curilor princiare la care are acces intr i Urbino. Pentru principele della Rovere execut minunatul nud "[Venus din Urbino"][1]. Tiziano picteaz aproape totul: portrete, peisaje, scene mitologice debordnd de erotism i scene religioase. n anul 1545 pleac la Roma, unde picteaz portretul Papei Paul al III-lea i obine cetenia "Cetii Eterne". Curnd se ntoarce totui la Veneia. Acum artistul picteaz mai mult pentru sine, pnze minunate, care anun pictura generaiilor viitoare. n 1566, este ales membru la "Accademia del Disegno di Firenze", mpreun cu Andrea Palladio i Jacopo Tintoretto.
43
Tehnologii de fabricare a materialelor ceramice tehnice
Tiziano moare pe 27 august 1576, n timpul epidemiei de cium. Ca urmare a deciziei Senatului, n pofida prevederilor de igien, scap de groapa comun i este nmormntat lng biserica "Santa Maria dei Frari" din Veneia.
Tiziano Vecellio: Noli me tangere, 1511-1512 - National Gallery, Londra
[modificare]Pictura
lui Tiziano
Tiziano dezvolt un stil personal al culorilor, care veneau aplicate n mod rapid, cteodat imprecis, fr desene pregtitoare: rezultatul este o expresivitate direct, figurile sunt mai vii i reale. Este unul din cei mai prestigioi portretiti i cu siguran cel mai influent. Adesea introduce accesorii, un cine sau un instrument muzical, iar atitudinea personajelor sale este foarte natural. Femeile reprezentate sunt frumoase i senzuale, cu pr lung care cade pe spinarea nud, ntr-un cadru simbolic sau alegoric. Pictura "Venus la oglind" demonstreaz ce efect coloristic reuete Tiziano s obin folosind o palet de culori redus. Cu acest tablou, Tiziano particip la o dezbatere pe tema artei: muzica ar trebui s fie de acelai rang i de aceiai importan pentru om ca frumuseea vizual, reprezentat de artele frumoase.
44
Tehnologii de fabricare a materialelor ceramice tehnice
Tiziano Vecellio: "Venus la oglind", 1555 -National Gallery of Art, Washington
[modificare]Motenirea
lui Tiziano
Unul dintre primii care i-a definitivat ucenicia n atelierul lui Tiziano a fost Paris Bordone, care ns i amintea cu regret: "acestui om nu-i plcea s-i transmit cunotinele altora, nici atunci cnd ucenicii l rugau n genunchi...". Singurul mare pictor care a reuit s profite de pe urma timpului petrecut n atelierul su a fost El Greco. Creaia lui Tiziano a exercitat toui o influen extraordinar asupra ntregii picturi europene. Pentru pictorii secolului al XVII-lea,Velazquez, Rubens, Caravaggio, van Dyck i Rembrandt, Tiziano va deveni un adevrat mit. Maniera lui de folosire a culorilor influeneaz artiti de fctur diferit, precum Poussin, Watteau i Goya. n secolul al XIX-lea, printre admiratorii lui Tiziano se numr Manet, Delacroix i Czanne.
"Majolica", "Valencia" or "Manises" are different names given to the same method of working. Manises is the name of a town in Valencia that became the center for ceramic work in the 14th century and has continued up to today. What sets the Majolica method apart from other techniques is that the decorating is done in one firing. On to bisque, already fired clay, a white, opaque, earthenware glaze base is applied. Then the desired decoration is painted on to the raw glaze base with glaze colors. The manipulation of the brush and colors are of great importance. The colors are transparent so the brush strokes of each coat of color can be seen, one color painted on top of another forms a third or forth color. The light usually comes from the left and to accentuate it, on this side a little of the white glaze base is not painted. Shading can be the same color painted with different intensities or two different colors that are over lapping, violet with dark brown, yellow with ochre and many others. When fired the glaze base and colors fuse together, they integrate to form a smooth, vitrified and unbroken surface which gives depth and strength to the colors.
Follow the steps below and this Majolica decoration should turn out ok for you.
Clean, smooth with sandpaper and dust the bisque. Put the glaze base over the object to be decorated.
45
Tehnologii de fabricare a materialelor ceramice tehnice
Jar and plates are usually dipped and poured over tiles. Clean the glaze off the footings of jars and plates and off the backs and edges of tiles. The design is drawn on transparent paper, flipped over and the lines are pounced. Pouncing is to prick small pin wholes through the paper following the outlines. Make a dust bag. Lay wood ash or vegetable ash in the middle of a small piece of material, pull up the four corners and hold them together with a rubber band. The pounced design is laid on to the prepared work and the pounced lines are rubbed with the wood ash bag, the ashes pass through the holes and marks the design. The outlines are painted, the colors are added and the work is fired.
Modelarea un vas prin intermediul unei roi (mecanismul su n micare a fost modificat de-a lungul secolelor), dateaz de la mijlocul mileniului IV .Hr., a fost folosit prima dat n Mesopotamia i apoi extins la restul de Asia Mic, n al doilea mileniu, a fost folosit prima dat de ctre Creta i mai trziu de ctre greci vaze de factorii de decizie. n secolul al VIII .Hr. sa rspndit n Italia i de aici la bazinul Dunrii tot. roata olarului picior-driven a aprut mai trziu i pn n prezent nu a fost nc afectat de modificri structurale substaniale. Roata olarului este format din dou planuri circulare fixate la axa central de filare. Roata de jos este mai mare i foreaz roata mai mic de sus pentru a face micri de rotaie (forfetare de lut pentru a fi modelat este plasat n partea de sus a acestui roat); de spin este dat de jos vaza-maker sau n roi moderne olarului, de ctre un motor electric. Roata olarului permis vaza-maker pentru a mbunti i a elabora de producie, astfel nct s ndeplineasc cerinele tot mai mari ale comunitii n care locuia. Argila, care este folosit pentru aruncarea trebuie s fie amestecat cu precizie i pregtite n buci destul de mari n funcie de obiectul s fie modelate. prima faza de modelare este de centrare: acest lucru se realizeaz prin aruncarea cu putere bucat de lut pe rola de filare; mna stng plasat uor pe suprafaa de scripete mpinge uor forfetare lut spre centrul discului i este ajutat de mna dreapt, care-l mpinge n sens invers, braele sunt plasate ntr-o poziie rigid, n special din stnga, care are s fie pstrate foarte aproape de partea operatorului. masa zgura este mutat spre partea de sus si apoi inapoi spre partea de jos, cu presiunea de partea de jos a palmele de mn. Aceast operaiune este utilizat att pentru zgura de amestecare i pentru centrare. Faza urmtoare este de deschidere, care se realizeaz prin apsarea centrului de mas cu un singur deget. Minile sunt ntotdeauna poziionate astfel nct s menin masa lut la centrul de scripete de filare. Cnd minile se usuce, este necesar s le ude cu ap, astfel nct s creasc plasticitatea i ductilitate a materialului. De ridicare parte este realizat prin apsarea uoar pe suprafaa interioar cu o singur mn, pstrnd n acelai timp de alt parte, pe partea exterioar a vasului. Aceast operaie trebuie s fie repetat de mai multe ori, pornind de la partea de jos i, treptat, n cretere de pn la capetele vaza. Este necesar s fie precaui i minile umede ori de cte ori este necesar. De asemenea, este important s se verifice ca marginea este uniform. Vaza este realizat apoi detaat de la scripete prin alunecare un fir de oel, prin baza de nivelul de scripete. Atunci cnd obiectele inchis au atins un nivel de duritate, care permite manipularea fr a provoca nici o deformare, acestea trebuie s fie perfecionat prin instrumente adecvate. Un instrument adecvat trebuie s fie utilizate, de asemenea, pentru a face piciorul de sprijin, astfel nct s se evite smaltul lipirea la nivelul de ardere n timpul fazelor de tragere.
Modelarea un vas prin intermediul unei roi (mecanismul su n micare a fost modificat de-a lungul secolelor), dateaz de la mijlocul mileniului IV .Hr., a fost folosit prima dat n Mesopotamia i apoi extins la restul de Asia Mic, n al doilea mileniu, a fost folosit prima dat de ctre Creta i mai trziu de ctre greci vaze de factorii de decizie. n secolul al VIII .Hr. sa rspndit n Italia i de aici la bazinul Dunrii tot. roata olarului picior-driven a aprut mai trziu i pn n prezent nu a fost nc afectat de modificri structurale substaniale. Roata olarului este format din dou planuri circulare fixate la axa central de filare. Roata de jos este mai mare i foreaz roata mai mic de sus pentru a face micri de rotaie (forfetare de lut pentru a fi modelat este plasat n partea de sus a acestui roat); de spin este dat de jos vaza-maker sau n roi moderne olarului, de ctre un motor electric. Roata olarului permis vaza-maker pentru a mbunti i a elabora de producie, astfel nct s ndeplineasc cerinele tot mai mari ale comunitii n care locuia. Argila, care este folosit pentru aruncarea trebuie s fie amestecat cu precizie i pregtite n buci destul de mari n funcie de obiectul s fie modelate. prima faza de modelare este de centrare: acest lucru se realizeaz prin aruncarea cu putere bucat de lut pe rola de filare; mna stng plasat uor pe suprafaa de scripete mpinge uor forfetare lut spre centrul discului i este ajutat de mna dreapt, care-l mpinge n sens invers, braele sunt plasate ntr-o poziie rigid, n special din stnga, care are s fie pstrate foarte aproape de partea operatorului. masa zgura este mutat spre partea de sus si apoi inapoi spre partea de jos, cu presiunea de partea de jos a palmele de mn. Aceast operaiune este utilizat att pentru zgura de amestecare i pentru centrare. Faza urmtoare este de deschidere, care se realizeaz prin apsarea centrului de mas cu un singur deget. Minile sunt ntotdeauna poziionate astfel nct s menin masa lut la centrul de scripete de filare. Cnd minile se usuce, este necesar s le ude cu ap, astfel nct s creasc plasticitatea i ductilitate a materialului. De ridicare parte este realizat prin apsarea uoar pe suprafaa interioar cu o singur mn, pstrnd n acelai timp de alt parte, pe partea exterioar a vasului. Aceast operaie trebuie s fie repetat de mai multe ori, pornind de la partea de jos i, treptat, n cretere de pn la capetele vaza. Este necesar s fie precaui i minile umede ori de cte ori este necesar. De asemenea, este important s se verifice ca marginea este uniform. Vaza este realizat apoi detaat de la scripete prin alunecare un fir de oel, prin baza de nivelul de scripete. Atunci cnd obiectele inchis au atins un nivel de duritate, care permite manipularea fr a provoca nici o deformare, acestea trebuie s fie perfecionat prin instrumente adecvate. Un instrument adecvat trebuie s fie utilizate, de asemenea, pentru a face piciorul de sprijin, astfel nct s se evite smaltul lipirea la nivelul de ardere n timpul fazelor de tragere.
46
Tehnologii de fabricare a materialelor ceramice tehnice
Modelarea un vas prin intermediul unei roi (mecanismul su n micare a fost modificat de-a lungul secolelor), dateaz de la mijlocul mileniului IV .Hr., a fost folosit prima dat n Mesopotamia i apoi extins la restul de Asia Mic, n al doilea mileniu, a fost folosit prima dat de ctre Creta i mai trziu de ctre greci vaze de factorii de decizie. n secolul al VIII .Hr. sa rspndit n Italia i de aici la bazinul Dunrii tot. roata olarului picior-driven a aprut mai trziu i pn n prezent nu a fost nc afectat de modificri structurale substaniale. Roata olarului este format din dou planuri circulare fixate la axa central de filare. Roata de jos este mai mare i foreaz roata mai mic de sus pentru a face micri de rotaie (forfetare de lut pentru a fi modelat este plasat n partea de sus a acestui roat); de spin este dat de jos vaza-maker sau n roi moderne olarului, de ctre un motor electric. Roata olarului permis vaza-maker pentru a mbunti i a elabora de producie, astfel nct s ndeplineasc cerinele tot mai mari ale comunitii n care locuia. Argila, care este folosit pentru aruncarea trebuie s fie amestecat cu precizie i pregtite n buci destul de mari n funcie de obiectul s fie modelate. prima faza de modelare este de centrare: acest lucru se realizeaz prin aruncarea cu putere bucat de lut pe rola de filare; mna stng plasat uor pe suprafaa de scripete mpinge uor forfetare lut spre centrul discului i este ajutat de mna dreapt, care-l mpinge n sens invers, braele sunt plasate ntr-o poziie rigid, n special din stnga, care are s fie pstrate foarte aproape de partea operatorului. masa zgura este mutat spre partea de sus si apoi inapoi spre partea de jos, cu presiunea de partea de jos a palmele de mn. Aceast operaiune este utilizat att pentru zgura de amestecare i pentru centrare. Faza urmtoare este de deschidere, care se realizeaz prin apsarea centrului de mas cu un singur deget. Minile sunt ntotdeauna poziionate astfel nct s menin masa lut la centrul de scripete de filare. Cnd minile se usuce, este necesar s le ude cu ap, astfel nct s creasc plasticitatea i ductilitate a materialului. De ridicare parte este realizat prin apsarea uoar pe suprafaa interioar cu o singur mn, pstrnd n acelai timp de alt parte, pe partea exterioar a vasului. Aceast operaie trebuie s fie repetat de mai multe ori, pornind de la partea de jos i, treptat, n cretere de pn la capetele vaza. Este necesar s fie precaui i minile umede ori de cte ori este necesar. De asemenea, este important s se verifice ca marginea este uniform. Vaza este realizat apoi detaat de la scripete prin alunecare un fir de oel, prin baza de nivelul de scripete. Atunci cnd obiectele inchis au atins un nivel de duritate, care permite manipularea fr a provoca nici o deformare, acestea trebuie s fie perfecionat prin instrumente adecvate. Un instrument adecvat trebuie s fie utilizate, de asemenea, pentru a face piciorul de sprijin, astfel nct s se evite smaltul lipirea la nivelul de ardere n timpul fazelor de tragere.
47
S-ar putea să vă placă și
- TEHNOLOGIA CeramicaDocument40 paginiTEHNOLOGIA CeramicaTanta SorinÎncă nu există evaluări
- Lutul Ceramica Activitati MeseriiDocument17 paginiLutul Ceramica Activitati MeseriiAnadaranaÎncă nu există evaluări
- Sticla RaspunsDocument7 paginiSticla RaspunswithinmeÎncă nu există evaluări
- Ceramica RomaneascaDocument2 paginiCeramica RomaneascaOana CristeaÎncă nu există evaluări
- Piatra Ceramica SticlaDocument41 paginiPiatra Ceramica SticlaAncuta CealaltaÎncă nu există evaluări
- Flux Tehnologic Olarit PDFDocument8 paginiFlux Tehnologic Olarit PDFviolett_13Încă nu există evaluări
- Ceramici - Notiuni IntroductiveDocument35 paginiCeramici - Notiuni IntroductiveMihai Mihaela-DenisaÎncă nu există evaluări
- Marfuri CeramiceDocument62 paginiMarfuri CeramicegelulacheÎncă nu există evaluări
- Cromatica TraditionalaDocument9 paginiCromatica Traditionaladaliana0100% (1)
- Produse CeramiceDocument24 paginiProduse CeramiceNina BurlackÎncă nu există evaluări
- Eco-Design Si Restaurare NR 3Document68 paginiEco-Design Si Restaurare NR 3lacroitoruÎncă nu există evaluări
- Panouri Din LemnDocument18 paginiPanouri Din LemnDaniel VladuÎncă nu există evaluări
- SticlaDocument42 paginiSticlaCrista OiegasÎncă nu există evaluări
- Ceramica Populară RomâneascăDocument23 paginiCeramica Populară RomâneascăIulia TrincăÎncă nu există evaluări
- T II. Arta CeramiciiDocument7 paginiT II. Arta CeramiciiAlina GurandaÎncă nu există evaluări
- Geneza Si Evolutia Cromaticii Traditionale in Spatiul Carpato Danubiano PonticDocument360 paginiGeneza Si Evolutia Cromaticii Traditionale in Spatiul Carpato Danubiano Pontic33hh33100% (7)
- Articole de Menaj Din CeramicaDocument4 paginiArticole de Menaj Din CeramicaSandu Stela100% (1)
- Ed Plastica Gimnaziu RoDocument72 paginiEd Plastica Gimnaziu RoLarisa LavricÎncă nu există evaluări
- Ceramica Cu Glazură PlombiferăDocument13 paginiCeramica Cu Glazură PlombiferăcristinageÎncă nu există evaluări
- T I. Arta Sticlei. VitraliulDocument4 paginiT I. Arta Sticlei. VitraliulAlina GurandaÎncă nu există evaluări
- Tema 4 CeramicaDocument22 paginiTema 4 CeramicavicaÎncă nu există evaluări
- Turnare Din BarbotinaDocument2 paginiTurnare Din BarbotinaPop AndreiÎncă nu există evaluări
- SticlaDocument14 paginiSticlaAna StolpovencoÎncă nu există evaluări
- Ghid Finisare Lemn Tree Layers 2015Document42 paginiGhid Finisare Lemn Tree Layers 2015Jonathan Hill100% (1)
- Istoria CeramiciiDocument2 paginiIstoria CeramiciiCipar ClauÎncă nu există evaluări
- Hartie ManualaDocument17 paginiHartie Manualaoana8pvv100% (1)
- Lianti AnorganiciDocument2 paginiLianti AnorganiciIrina Stefania FloreaÎncă nu există evaluări
- Ceramica de HorezuDocument3 paginiCeramica de HorezuGeorge DumitruÎncă nu există evaluări
- VarulDocument19 paginiVarulRadu-Alexandru ŢâbârneaÎncă nu există evaluări
- Covorul PersanDocument20 paginiCovorul Persanrobert2007personalÎncă nu există evaluări
- LemnulDocument16 paginiLemnulIonCirlanashÎncă nu există evaluări
- Materiale Nobile Destinate Fabricării BijuteriilorDocument21 paginiMateriale Nobile Destinate Fabricării BijuteriilorCatalina LuparuÎncă nu există evaluări
- Povestea SticleiDocument33 paginiPovestea SticleiGushovschi ValeriaÎncă nu există evaluări
- Curs CeramiceDocument18 paginiCurs CeramiceVictor GVÎncă nu există evaluări
- Mape-Antique - Sisteme de Restaurare A Cladirilor Istorice PDFDocument12 paginiMape-Antique - Sisteme de Restaurare A Cladirilor Istorice PDFGratiela Carmen StanÎncă nu există evaluări
- Curs SticlaDocument18 paginiCurs SticlaAlexandru GribinceaÎncă nu există evaluări
- Aliaje Neferoase de TurnătorieDocument251 paginiAliaje Neferoase de TurnătorieSusan Cornell100% (1)
- TEHNOLOGIA CeramicaDocument38 paginiTEHNOLOGIA Ceramicaplopolesea100% (7)
- C14 Tehnologii CeramiceDocument45 paginiC14 Tehnologii Ceramiceelena ceausescu100% (2)
- CeramicaDocument14 paginiCeramicaAlina MalaiÎncă nu există evaluări
- CeramiceDocument16 paginiCeramicePetrica MÎncă nu există evaluări
- Curs 13 PFPDocument15 paginiCurs 13 PFPMarius MariusÎncă nu există evaluări
- CeramiceDocument33 paginiCeramiceAnadarana100% (1)
- Mares ADocument9 paginiMares Awert90Încă nu există evaluări
- Curs 9 TFVDocument28 paginiCurs 9 TFVBnc CRSÎncă nu există evaluări
- Tehnologia de Fabricare A GranulelorDocument61 paginiTehnologia de Fabricare A GranulelorVutan ClaudiuÎncă nu există evaluări
- Licenta Moara 2010 WordDocument17 paginiLicenta Moara 2010 WordBuiban Sergiu100% (1)
- MĂRUNȚIREADocument25 paginiMĂRUNȚIREAStefania Plesanu100% (1)
- Proiect OperatiDocument17 paginiProiect OperatiAlexandra MihaelaÎncă nu există evaluări
- Operaţii Unitare in Industria Alimentara.Document58 paginiOperaţii Unitare in Industria Alimentara.Daniel ȘarbanÎncă nu există evaluări
- Curs 9 TFVDocument61 paginiCurs 9 TFValex_andra_22Încă nu există evaluări
- Proiectarea Unei Linii Tehnologice A Unor Produse Cermice Obtinute Prin Fasonare Si TurnareDocument20 paginiProiectarea Unei Linii Tehnologice A Unor Produse Cermice Obtinute Prin Fasonare Si TurnareStolz SandraÎncă nu există evaluări
- Curs BPMP - S5 A - Procedee de Formare - 20mar PDFDocument6 paginiCurs BPMP - S5 A - Procedee de Formare - 20mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs - 11tehnologia Materialelor An1 Sem2 AR+ITDocument15 paginiCurs - 11tehnologia Materialelor An1 Sem2 AR+ITvdb100% (1)
- MărunţireaDocument44 paginiMărunţireaOanna Elenna100% (1)
- Conservarea Prin UscareaDocument5 paginiConservarea Prin UscareaAlexandra Oancea100% (1)
- Filtre CeramiceDocument18 paginiFiltre CeramiceCorinaPîrvuÎncă nu există evaluări
- Marfuri CeramiceDocument7 paginiMarfuri CeramiceDianaFolteaÎncă nu există evaluări
- Operația de MărunțireDocument28 paginiOperația de MărunțireIvona ElenaÎncă nu există evaluări
- Biomateriale - Tehnologia Generala de Prelucrare A BiomaterialelorDocument11 paginiBiomateriale - Tehnologia Generala de Prelucrare A BiomaterialelordancocaliaÎncă nu există evaluări