S-ar putea să vă placă și
- Uzura Masinilor Si Utilajelor (1) PROIECTUL BUNDocument35 paginiUzura Masinilor Si Utilajelor (1) PROIECTUL BUNAnonymous YM3Uu5cS100% (1)
- Diagnosticarea Sistemului de RulareDocument25 paginiDiagnosticarea Sistemului de RulareCornel Costoiu100% (1)
- Incercari MecaniceDocument6 paginiIncercari Mecanicemulic100% (1)
- Referat TehnicDocument2 paginiReferat TehnicIrimia Ionel100% (4)
- Metode de Asamblare - PROIECTDocument25 paginiMetode de Asamblare - PROIECTVasiloiu Cosmin57% (7)
- Capitolul 16.2 - Controlul Imbinarilor SudateDocument31 paginiCapitolul 16.2 - Controlul Imbinarilor Sudatetanase_v100% (5)
- Asamblarea Lagarelor Cu RostogolireDocument21 paginiAsamblarea Lagarelor Cu RostogolireGheorghe Topliceanu100% (1)
- Fabricare Segment de CompresieDocument39 paginiFabricare Segment de CompresieMadalin Stoica0% (1)
- Defectele Maşinilor Şi Echipamentelor IndustrialeDocument9 paginiDefectele Maşinilor Şi Echipamentelor IndustrialeCiocoiu Ioana100% (2)
- Detectarea DefectelorDocument6 paginiDetectarea DefectelorSebseb4457% (7)
- Asamblari Prin CaneluriDocument22 paginiAsamblari Prin CaneluriGingiu Mingiu50% (2)
- Defectoscopia Cu UltrasuneteDocument12 paginiDefectoscopia Cu UltrasuneteMarcel Burlacu100% (1)
- Controlul Calitatii SudurilorDocument24 paginiControlul Calitatii Sudurilortanase_v100% (3)
- Tehnologia Asamblarii Organelor Pentru Retinerea, Conducerea Si Circulatia FluidelorDocument8 paginiTehnologia Asamblarii Organelor Pentru Retinerea, Conducerea Si Circulatia FluidelorAna-Maria SiruÎncă nu există evaluări
- Lichide PenetranteDocument27 paginiLichide PenetranteCatalin Nare100% (1)
- Examinare VizualaDocument7 paginiExaminare VizualaDragosÎncă nu există evaluări
- Imbinari SudateDocument15 paginiImbinari SudateTribunullÎncă nu există evaluări
- UltrasuneteDocument22 paginiUltrasuneteAcili DanielÎncă nu există evaluări
- Curs AM-2 - Pregatirea Suprafetelor Pentru VopsireDocument13 paginiCurs AM-2 - Pregatirea Suprafetelor Pentru VopsireAlina Stoica100% (1)
- 04 - Defectiuni - DefectareDocument16 pagini04 - Defectiuni - DefectareCristina Ionita100% (2)
- Comparatorul MecanicDocument2 paginiComparatorul Mecanicdaniela100% (1)
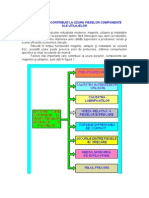
- Factorii Care Contribuie La Uzura Pieselor ComponenteDocument11 paginiFactorii Care Contribuie La Uzura Pieselor ComponenteTeliceanu Virginia75% (4)
- Metode de ControlDocument1 paginăMetode de ControlMagda Curcan0% (1)
- Transmisii in LantDocument28 paginiTransmisii in LantElena Gavriloaei100% (2)
- Control Prin Curenti TurbionariDocument32 paginiControl Prin Curenti TurbionariAdy Cristina100% (1)
- Repararea Utilajelor MecaniceDocument18 paginiRepararea Utilajelor Mecanicepatricia_rovinari100% (1)
- Examinarea Cu UltrasuneteDocument24 paginiExaminarea Cu UltrasuneteMonika0206100% (1)
- Alex - Examinarea Cu Ultrasunete 1Document13 paginiAlex - Examinarea Cu Ultrasunete 1Adri AdÎncă nu există evaluări
- Examinarea Cu Radiatii PenetranteDocument21 paginiExaminarea Cu Radiatii PenetranteMaria Cristina Dijmarescu100% (3)
- Controlul Optico-VizualDocument5 paginiControlul Optico-VizualIordan Corina100% (1)
- Control Nedistructiv 2Document192 paginiControl Nedistructiv 2dobre_dan2754100% (3)
- Examinarea Cu Radiatii Penetrante. Razele XDocument19 paginiExaminarea Cu Radiatii Penetrante. Razele XVoinea Ionuț100% (1)
- Metode de Control Cu Instrumente Și Aparatură ObișnuităDocument1 paginăMetode de Control Cu Instrumente Și Aparatură Obișnuitămanu ioana danielaÎncă nu există evaluări
- Asamblari Prin DeformareDocument8 paginiAsamblari Prin DeformareDix ValiÎncă nu există evaluări
- Defectoscopia Cu Pulberi MagneticeDocument11 paginiDefectoscopia Cu Pulberi MagneticeAlex IosifÎncă nu există evaluări
- Defectele Sistemelor MecaniceDocument19 paginiDefectele Sistemelor MecaniceLaura VaughtÎncă nu există evaluări
- Examinarea Optico-VizualaDocument1 paginăExaminarea Optico-Vizualadoina_gaby9380Încă nu există evaluări
- Clasificarea ReleelorDocument3 paginiClasificarea ReleelorSimona Dumitru100% (1)
- Uzarea Sistemelor TehniceDocument7 paginiUzarea Sistemelor TehniceAndrei CarpÎncă nu există evaluări
- Asamblarea Angrenajelor Cu Roti DintateDocument5 paginiAsamblarea Angrenajelor Cu Roti DintateDragos Simona0% (1)
- Verificarea Cu Ultrasunete Pentru Imbinarile SudateDocument14 paginiVerificarea Cu Ultrasunete Pentru Imbinarile SudateFoxissÎncă nu există evaluări
- Clasificarea AparatelorDocument8 paginiClasificarea AparatelorIlie Marius Daniel0% (1)
- Model 1Document4 paginiModel 1Andrei Dragos StanÎncă nu există evaluări
- Actionari Pneumatice in MecatronicaDocument245 paginiActionari Pneumatice in MecatronicaSumanaru-Rotaru GabrielÎncă nu există evaluări
- Examinarea Cu Radiatii PenetranteDocument25 paginiExaminarea Cu Radiatii PenetranteAna Baibarac100% (1)
- Referat #3 Osii Si ArboriDocument4 paginiReferat #3 Osii Si ArboriMihaes Codrutz100% (1)
- Fisa de Documentare 1 - Masini Si Utilaje IndustrialeDocument3 paginiFisa de Documentare 1 - Masini Si Utilaje IndustrialeSuflea Amalia Georgiana100% (1)
- Uzarea Si Influenta Ei Asupra Duratei de Functionare A Masinilor, Utilajelor Si InstalatiilorDocument15 paginiUzarea Si Influenta Ei Asupra Duratei de Functionare A Masinilor, Utilajelor Si InstalatiilorCrisu Si Razvan100% (2)
- Defectele SemifabricatelorDocument15 paginiDefectele SemifabricatelorMariana Georgiana100% (1)
- Masurarea Si Controlul SuprafetelorDocument2 paginiMasurarea Si Controlul SuprafetelorDaniel Popa100% (1)
- Masurarea Marimilor MecaniceDocument21 paginiMasurarea Marimilor MecaniceManeaRebeccaÎncă nu există evaluări
- Senzori de ParcareDocument14 paginiSenzori de ParcareAndrei Corlade100% (1)
- PRELUCRAREA Cu Ajutorul UltrasunetelorDocument19 paginiPRELUCRAREA Cu Ajutorul Ultrasuneteloradriana_bulhac7354Încă nu există evaluări
- Transmisi Prin LantDocument25 paginiTransmisi Prin Lantradovyky100% (1)
- Examinarea VizualaDocument22 paginiExaminarea VizualaAnonymous 94UYKRlhlÎncă nu există evaluări
- Control Nedistructiv Cu US in ImersieDocument8 paginiControl Nedistructiv Cu US in ImersieElena LascuÎncă nu există evaluări
- UT Recapitulare PT ICDocument102 paginiUT Recapitulare PT ICOvidiu StoianÎncă nu există evaluări
- Metoda de Examinare Cu UltrasuneteDocument12 paginiMetoda de Examinare Cu UltrasuneteIlie PrelipceanuÎncă nu există evaluări
- Laborator 3 USDocument13 paginiLaborator 3 USAlina DescanÎncă nu există evaluări
- GuttDocument5 paginiGuttBianca DamianÎncă nu există evaluări