Documente Academic
Documente Profesional
Documente Cultură
GheorgheVasile v2
Încărcat de
Neferu FlorianTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
GheorgheVasile v2
Încărcat de
Neferu FlorianDrepturi de autor:
Formate disponibile
1
Investete n oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaional Sectorial Dezvoltarea Resurselor Umane 2007 2013
Axa prioritar 1 Educaie i formare profesional n sprijinul creterii economice i dezvoltrii societii bazate pe cunoatere
Domeniul major de intervenie 1.5. Programe doctorale i post-doctorale n sprijinul cercetrii
Titlul proiectului: Burse doctorale pentru dezvoltare durabila BD-DD
Numrul de identificare al contractului: POSDRU/107/1.5/S/76945
Beneficiar: Universitatea Transilvania din Braov
Universitatea Transilvania din Braov
coala Doctorala Interdisciplinar
Departament: Inginerie mecanic
Ing. Vasile GHEORGHE
STRUCTURI CU RIGIDITATE RIDICAT, DIN MATERIALE
COMPOZITE, UTILIZATE N CONSTRUCIA DE
AUTOVEHICULE
HIGH STIFFNESS COMPOSITE STRUCTURES USED IN
AUTOMOTIVE ENGINEERING
Conductor tiinific
Prof. univ. dr. ing. mat. Sorin VLASE
BRASOV, 2013
2
MINISTERUL EDUCAIEI NAIONALE
UNIVERSITATEA TRANSILVANIA DIN BRAOV
BRAOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT
D-lui (D-nei) ..............................................................................................................
COMPONENA
Comisiei de doctorat
Numit prin ordinul Rectorului Universitii Transilvania din Braov
Nr. 5981 din 26.07.2013
Preedinte: Prof. univ. dr. ing. Ioan Clin ROCA
DECAN - Facultatea de Inginerie Mecanic
Universitatea Transilvania din Braov
Conductor tiinific: Prof. univ. dr. ing. mat. Sorin VLASE,
Universitatea Transilvania din Brasov
Refereni: Prof. univ. dr. ing. Polidor BRATU,
Universitatea Dunrea de J os din Galai
Prof.dr.ing. Iuliu NEGREAN,
Universitatea Tehnic din Cuj-Napoca
Cercet. st. pr. I, dr.mat. Ventura CHIROIU,
Institutul de Mecanica Solidelor al Academiei Romne
Data, ora i locul susinerii publice a tezei de doctorat: 11.12.2013, ora 12:00,
Colina Universitii, corp C, sala CP8
Eventualele aprecieri sau observaii asupra coninutului lucrrii v rugm s
le transmitei n timp util, pe adresa: ghesile@yahoo.com
Totodat v invitm s luai parte la edina public de susinere a tezei de
doctorat.
V mulumim.
3
CUPRINS
Pag.
tez
Pag.
rezumat
1. INTRODUCERE................................................................................................................. 10 9
1.1. Industria autovehiculelor rutiere. Materiale clasice i componente. Principiile
proiectrii end of life cycle.........................................................................................
17
9
1.2. Obiectivele i oportunitatea prezentei cercetri............................. 17 12
2. STADIUL ACTUAL AL CERCETRILOR N DOMENIUL PRODUCERII I
UTILIZRII MATERIALELOR COMPOZITE............................................................
20
14
2.1. Definirea materialelor compozite................................................... 20 14
2.2. Structura materialelor compozite, clasificare................................ 21 15
2.3. Tehnologia de obinere a materialelor compozite i a componentelor fabricate din
acestea....
28
16
2.4. Utilizri industriale ale materialelor compozite................................. 36 19
3. PROPRIETILE MATERIALELOR COMPOZITE.............................................. 45 23
3.1. Proprieti mecanice ale compozitelor........................................................................... 45 23
3.2. Valori ale proprietilor materialelor compozite.. 48 23
3.3. Durabilitatea componentelor din materiale compozite i efectul mediului asupra
acestora..
52
27
3.4. Posibilitatea de reciclare................................................ 54 28
4. DETERMINAREA EXPERIMENTAL A PROPRIETILOR
MATERIALELOR COMPOZITE LA SOLICITRILE DIN EXPLOATARE..........
57
30
4.1. Caracteristicile solicitrilor mecano-termice................................................................. 57 30
4.2. Pregatirea epruvetelor i determinarea proprietilor materialelor compozite.......... 59 31
4.2.1. Pregatirea epruvetelor... 60 31
4.2.1.1. Prelucrarea epruvetelor..... 60 31
4.2.1.2. Forma i dimensiunile epruvetelor........ 62 31
4.2.1.3. Metodica de experimentare ........ 63 32
4.2.1.4. Modul de ncercare al epruvetelor.. 64 33
4.2.1.5. Calculul i exprimarea rezultatelor. 65 33
4.3. Stand de ncercare.......................................................................................................... 67 35
4.3.1. Stand de ncercare la ncovoiere... 67 35
4
4.3.1.1. Construcia standului de ncercare la ncovoiere... 67 35
4.3.1.2. Funcionarea standului de ncercare la ncovoiere..... 71 37
4.3.2. Stand de ncercare la anduran.......... 72 38
4.3.2.1. Construcia standului de ncercare la anduran......... 72 38
4.3.2.2. Funcionarea standului de ncercare la anduran...... 78 40
4.3.3. Instalaia de determinare a coeficientului de conductivitate termic ... 81 40
4.3.3.1. Construcia instalaiei de determinare a coeficientului de
conductivitate termic.......
82
41
4.3.3.2. Funcionarea instalaiei de determinare a coeficientului de
conductivitate termic.........
83
42
4.4. Rezultatele ncercrilor la ncovoiere a structurii compozite.... 84 42
4.4.1. Tipuri de epruvete utilizate.... 84 43
4.4.2. Rezultatele ncercrilor la ncovoiere........ 86 43
4.4.3. Moduri de rupere a epruvetelor...... 120 55
4.5. Rezultatele ncercrilor la anduranta a structurii compozite..... 136 58
4.5.1. Tipuri de epruvete utilizate..... 136 58
4.5.2. Rezultatele ncercrilor la anduran...... 138 58
4.5.3. Moduri de rupere a epruvetelor.. 155 69
4.6. Rezultatele ncercrilor de determinare a coeficientului de conductivitate
termic...
157
70
4.6.1. Tipuri de epruvete utilizate.... 157 70
4.6.2. Rezultatele ncercrilor de determinare a coeficientului de conductivitate
termic...
159
71
4.7. Concluzii... 164 74
4.7.1. Concluzii referitoare la ncercarea de rupere la ncovoiere.. 164 75
4.7.2. Concluzii referitoare la ncercarea de anduran la ncovoiere..... 170 78
4.7.3. Concluzii referitoare la determinarea coeficientului de conductivitate termic. 172 79
5. COMPONENTE AUTO DIN MATERIALE COMPOZITE.......................................... 174 81
5.1. Realizarea unei fee exterioare de portier auto........ 174 81
5.2. Realizarea unei rame interioare de portier auto... 178 83
5.3. Realizarea unei portiere auto..... 183 84
6. CERCETAREA EXPERIMENTAL A COMPONENTELOR REALIZATE DIN
MATERIALE COMPOZITE.............................................................................................
186
86
6.1. Modelarea matematic a structurii auto.... 186 86
6.2. Realizare stand de ncercare a structurii auto................................................................ 192 87
5
6.3. Funcionarea standului de solicitare a portierei. 197 88
6.4. Cercetare experimental a unei structuri clasice din metal............................................ 200 89
6.5. Cercetare experimental a unei structuri realizate din materiale compozite............. 210 91
6.6 Optimizarea structurii realizate din materiale compozite.............................................. 220 92
6.7. Evaluarea comparativ a componentelor din materiale clasice i compozite... 226 93
6.8. Concluzii................................................. 227 93
7. CONCLUZII FINALE I PRINCIPALELE CONTRIBUII ALE TEZEI DE
DOCTORAT. OPORTUNITI DE DEZVOLTARE A CERCETRII..
229
94
BIBLIOGRAFIE
ANEXE
Anexa 1. Rezumat
Anexa 2. Curriculum Vitae
6
TABLE OF CONTENTS
Pag.
tez
Pag.
rezumat
1. INTRODUCTION............................................................................................................... 10 9
1.1. Road vehicle industry. Conventional materials and components. Principle of end of
life cycledesign............................................................................................................
17
9
1.2. Objectives and opportunity of the research work...................... 17 12
2. CURRENT STAGE OF RESEARCH IN THE FIELD OF PRODUCING AND USE
OF COMPOSITE MATERIALS .....................................................................................
20
14
2.1. Defining composite materials................................................. 20 14
2.2. Structure of composite materials, classification.................................... 21 15
2.3. Producing technologies of composite materials and parts 28 16
2.4. Industrial use of composite materials........................................ 36 19
3. PROPERTIES OF COMPOSITE MATERIALS............................................................ 45 23
3.1. Mechanical properties of composites............................................................................. 45 23
3.2. Measures of the composite properties... 48 23
3.3. Durability of the components made of composite materials and environmental
impact.
52
27
3.4. Recycling capability.................................................. 54 28
4. EXPERIMENTAL INOPERATION MEASUREMENT OF COMPOSITES
PROPERTIES ...................................................................................................................
57
30
4.1. Characteristics of thermo-mechanical stress.................................................................. 57 30
4.2. Preparation of the test specimens and measurement of the composite material
properties...................................................................................................................
59
31
4.2.1. Preparation of the test specimens ...... 60 31
4.2.1.1. Processing of the test specimens.... 60 31
4.2.1.2. Form and dimensions of the test specimens....... 62 31
4.2.1.3. Experimental procedure ........ 63 32
4.2.1.4. Testing of specimens.. 64 33
4.2.1.5. Calculation and interpretation of results 65 33
4.3. Testing facilities............................................................................................................. 67 35
4.3.1. Bending testing bench.... 67 35
7
4.3.1.1. Design of bending testing bench .... 67 35
4.3.1.2. Operation of bending testing bench ...... 71 37
4.3.2. Endurance testing bench..... 72 38
4.3.2.1. Design of endurance testing bench .... 72 38
4.3.2.2. Operation of endurance testing bench ....... 78 40
4.3.3. Installation for the measurement of thermal conductivity .... 81 40
4.3.3.1. Design of the measurement installation for thermal conductivity . 82 41
4.3.3.2. Operation of the measurement installation for thermal conductivity 83 42
4.4. Results of the bending stress for the composite structure.... 84 42
4.4.1. Types of test specimens used.... 84 43
4.4.2. Results of the bending tests.... 86 43
4.4.3. Fracture patterns of the test specimens..... 120 55
4.5. Results of the endurance test for the composite structure.. 136 58
4.5.1. Types of test specimens used ..... 136 58
4.5.2. Results of the endurance tests..... 138 58
4.5.3. Fracture patterns of the test specimens . 155 69
4.6. Results of the tests for measuring the thermal conductivity.. 157 70
4.6.1. Types of test specimens used ....... 157 70
4.6.2. Results of the thermal conductivity measurements 159 71
4.7. Conclusions... 164 74
4.7.1. Conclusions of the bending fracture test.... 164 75
4.7.2. Conclusions of the endurance bending test....... 170 78
4.7.3. Conclusions of the measurement of the thermal conductivity . 172 79
5. AUTOMOTIVE COMPONENTS MADE OF COMPOSITE MATERIALS............... 174 81
5.1. Manufacturing of the outer panel for the car door ...... 174 81
5.2. Manufacturing of the inner frame for the car door ... 178 83
5.3. Manufacturing of the car door ..... 183 84
6. EXPERIMENTAL RESEARCH OF COMPOSITE COMPONENTS.......................... 186 86
6.1. Mathematical modelling of the automotive structure... 186 86
6.2. Design of the bench for the testing of automotive structure.......................................... 192 87
6.3. Operation of the bench for the testing of car door. 197 88
6.4. Experimental research of a conventional metal structure ............................................. 200 89
6.5. Experimental research of a composite structure ....................................................... 210 91
6.6 Optimization of the composite structure....................................................................... 220 92
6.7. Comparative evaluation of the conventional and composite materials. 226 93
8
6.8. Conclusions................................................. 227 93
7. FINAL CONCLUSIONS AND MAIN CONTRIBUTIONS OF THE THESIS.
RESEARCH DEVELOPMENT OPPORTUNITIES ....
229
94
REFERENCES
APPENDIX
Appendix 1. Abstract
Appendix 2. Curriculum Vitae
9
Capitolul 1.
INTRODUCERE
1.1. Industria autovehiculelor rutiere. Materiale clasice i componente. Principiile
proiectrii end of life cycle
Industria constructoare de autovehicule este cea mai mare consumatoare de materiale din
economie. Aceast industrie utilizeaz i integreaz produsele obinute n aproape toate
industriile moderne: metalurgie, chimie, electronic, textile etc. fiind principalul consumator
pentru cele mai multe din aceste industrii. Pe durata funcionrii, autovehiculele reprezint un
important consumator de produse petroliere i de fluide industriale. Astfel progresul tehnic,
concurena din acest domeniu i exigenele impuse autovehiculelor necesit cunoaterea
proprietilor materialelor, dezvoltarea de noi materiale, de noi tehnologii de prelucrare.
n etapa actual de dezvoltare a economiei mondiale bazat pe legile economiei de pia,
alegerea i utilizarea corect a materialelor i proceselor de prelucrare a acestora trebuie s se
fac conform rigorilor tiinifice, pentru a rspunde unor exigene din ce n ce mai mari. n
proiectare, alegerea optim a materialelor se face n funcie de condiiile de utilizare, de
solicitrile existente, de procesele de prelucrare, de forma, dimensiunile i performanele
produselor, de reglementrile n vigoare i nu n ultimul rnd de cost.
Alegera materialelor i proceselor de prelucrare a acestora, este o etap dificil dar foarte
important pentru performanele i costul produsului.
Alegerea are la baz promovarea de materiale ieftine i uor de achiziionat, valorificarea
optim a proprietilor tehnologice. La ora actual ponderea n industria constructoare de
autoturisme o au materialele metalice, dar prognozele arat c aceste materiale vor fi nlocuite de
materiale compozite.
nlocuirea materialelor metalice utilizate pn n prezent, n industria constructoare de
automobile, a condus la creterea duratei de funcionare, a sporirii absorbiei zgomotului i
vibraiilor pentru izolarea exterioar i intercompartimental a autovehiculelor precum i pentru
preluarea energiei cinetice a ocurilor n caz de accidente. n domeniul jantelor auto se
preconizeaz utilizarea materialelor compozite care asigur o flexibilitate i o rezisten mai
mare n condiiile reducerii ineriei corespunztoare turaiilor ridicate cu care ruleaz n general
roile autoturismelor performante. Este de menionat de asemenea utilizarea tehnologiei
compozitelor de vrf n domeniul sistemelor de frnare fabricate din materiale ceramice pe
suprafeele active de ctre constructorii MERCEDES BENZ, PORSCHE, FERRARI.
10
Perfecionarea constructiv a subansamblurilor autovehiculelor clasice este legat de
utilizarea unor materiale cu caliti superioare i de extinderea acionrii prin intermediul
echipamentelor electronice asigurnd controlul continuu al funcionrii tuturor componentelor.
ntr-o msur deosebit de mare, sigurana n funcionare este condiionat de trei factori:
concepia constructiv, materialele utilizate i controlul electronic.
Se constat c cu fiecare generaie de autovehicule se mrete volumul de mase plastice
armate cu fibr de carbon i a materialelor compozite concomitent cu evoluia spectaculoas a
calitii acestor materiale.
Pe fondul necesitii unei resurse sustenabile de materii prime, precum i a problemelor
de mediu cauzate de materialele plastice i cele metalice, greu degradabile, productori de
automobile sunt mereu n cutarea unor noi materiale, n special cele compozite, cu impact redus
asupra mediului, care dup ncheierea ciclului de via s fie uor reciclabile i biodegradabile,
care s asigure aceleai performane, dar s fie produse ntru-un mod ct mai ecologic posibil. n
cutarea de soluii tiina i industria la rndul ei, au luat n considerare materiale noi. Mari
firme din industria auto ca Volkswagen, grupul Audi, BMW, Opel, Ford folosesc materiale
compozite [104].
Proiectarea ecologic este o metodologie folosit pentru proiectarea produselor ce are ca
scop reducerea amprentei acestora asupra mediului nconjurtor dar cu meninerea unui nivel de
performan i a unor functionaliti similare. Evoluiile industriale i standardizarea
metodologiei de analiz ciclului de via sunt factorii care contribuie la dezvoltarea proiectrii
ecologice. Mediul nconjurtor ocup un loc foarte important n societate. Simultan, catastrofe
ecologice i constatri cum ar fi epuizarea resurselor naturale au condus la sensibilizarea
populaiei cu privire la amprenta produselor i serviciilor asupra mediului. Prin urmare aceste noi
comportamente contribuie la apariia pe pia a produselor verzi. Originea acestor acte este
legat de noiunea de dezvoltare durabil, aprut pentru prima dat ntr-un raport oficial n 1987
[19].
n plus fa de preocuparea privind resursele lsate generaiilor viitoare, acest concept
este reprezentat ca intersecia a trei sfere ce desemneaz mediul nconjurtor, societatea i
economia (fig.1.1.1)
Proiectarea ecologic poate fi definit prin considerarea mediului nconjurtor n etapa
de proiectare a unui produs, pentru a-i reduce amprenta asupra mediului pe ntreaga durat a
ciclului su de via cu pstrarea identic a performanelor calitative i funciilor produsului sau
serviciului oferit. O posibilitate pentru a dezvolta eco-proiectarea reprezint folosirea
metodologiei Analiza Ciclului de Via (ACV) aa cum este ea descris n normele internaionale
[51,52].
11
Fig.1.1.1. Reprezentarea clasica a dezvoltrii durabile
Primul concept al acestei metodologii, cunoscut sub sloganul de la leagn la mormnt a
fost urmat de un altul, de la leagn la leagn [61]. n anumite sectoare industriale, metodologia
ACV poate fi folosit ca i criteriu permind proiectantului alegerea materialelor [62]. O alt
metod, este promovarea i dezvoltarea produselor cu amprent asupra mediului diminuat. Dar
analiza trebuie fcut pe durata ntregului ciclu de via al produsului, folosind instrumente cum
ar fi metodologia ACV. Aceasta a doua abordare se numete abordarea produs.
Evident, n cadrul aplicrii oricrei dintre metode: se impune evaluarea amprentei asupra
mediului nconjurtor.
Impactul poate fi clasificat n trei categorii principale:
- Epuizarea resurselor, att materialele regenerabile ct i cele neregenerabile i
energiile neregenerabile, obinute cu ajutorul combustibililor fosili;
- Poluarea datorit activitilor umane, ce poate fi msurat n aer, n ap i n sol;
aceasta poluare genereaz diferite impacturi ce se pot identifica i msura la scar
local i global;
- Toxicitate i riscuri cu privire la sntatea uman, ce se pot datora accidentelor
sau folosirii unor substane periculoase (chimice).
In concluzie:
- Oelul i fonta au constituit ,,inima progresului din principalele sectoare
industriale;
- Tendina pe termen lung este de a utiliza materiale mai uoare, mai rezistente i
mai durabile;
- O problem important o constituie utilizarea raional a materiilor prime;
- Inginerii din domeniul automobilelor se preocup de alegerea optim a combinrii
materialelor i a tehnologii specifice care se impune, n condiiile unor cheltuieli
Mediul
nconjurtor
Economi Societatea
Dezvoltare
durabil
12
minime, a mbuntirii constante a calitii, prin procedee nepoluante pentru
mediul nconjurtor.
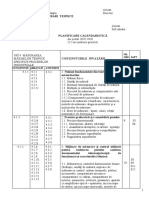
1.2. Obiectivele lucrrii
Conform Planului Naional de Cercetare Dezvoltare Inovare 20072013, proiectul se
ncadreaz n:
Domeniul 7 Materiale, procese i produse inovative.
Subdomeniul 7.5 Produse i tehnologii inovative destinate transporturilor i produciei de
automobile.
Aria Tematic 1 Produse i tehnologii care sporesc eficiena energetic a mijloacelor de
transport i reduc efectele poluante;
Obiectivele operaionale ale tezei sunt:
1. Analiza critic a stadiului actual n construcia structurilor utilizate n industria auto;
2. Realizarea modelului matematic pentru analiza unei structuri auto cu rigiditate ridicat ;
3. Modelarea i optimizarea virtual a unei structuri auto realizat cu ajutorul materialelor
compozite;
4. Dezvoltarea i optimizarea prototipului structurii auto cu rigiditate ridicat realizat cu
ajutorul materialelor compozite;
5. Diseminarea i valorificarea rezultatelor.
Pentru ndeplinirea obiectivelor s-a realizat o cercetare bibliografic, motivat de faptul c
literatura n domeniu crete, n ultimii ani, exponenial. Informaiile din domeniul producerii i
utilizrii materialelor compozite este extremde vast.
Pentru nceput s-a realizat o analiz a domeniului materialelor compozite i al utilizrilor
acestora. Studiul analizeaz stadiul actual, ct i al posibilitilor de dezvoltare ale acestei ramuri
moderne. S-a fcut o trecere n revist a principalelor tipuri de materiale compozite i a
principalelor aplicaii. S-a insistat n special pe compozitele cu o mai mare rspndire n
aplicaiile tehnice.
Analiza critic privind materialele compozite are ca scop o alegere a acestora pentru
realizarea structurilor cu rigiditate ridicat, utilizate n construcia de autovehicule.
O evaluare a proprietilor mecanice ale compozitelor s-a realizat cu ajutorul standurilor
de ncercri. n acest sens s-au construit dispozitive de adaptare cu ajutorul crora epruvetele au
putut fi ncecate pe sandurile i instalaiile existente la INSTITUTUL DE AUTOVEHICULE
RUTIERE INAR Braov i n cadrul Laboratorului de ncercare a Materialelor al Catedrei de
13
Mecanic a UNIVERSITII TRANSILVANIA Braov. S-a realizat un stand, folosin o
caroserie de autoturism, cu ajutorul cruia s-a putut solicita structura auto construit din materiale
compozite.
S-au realizat plci, din materiale compozite, de diferite dimensiuni, folosind mai multe
tipuri de constituieni. Materialele folosite pentru armarea plcilor sunt fibra de sticl i fibra de
carbon. Din aceste plci s-au debitat epuvetele necesare realizrii ncercrilor pe stand.
Stabilirea caracteristicilor materialelor compozite alese pentru utilizarea la construcia
structurilor auto s-a fcut n urma ncercrilor de rupere la ncovoiere i de anduran la
ncovoiere, pe stand cu ajutorul, epruvetelor realizate. Datele nregistrate n timpul ncercrilor au
permis alegerea materialelor pentru realizarea unei structuri auto.
Structura auto realizat este o portier de autoturism. Portiera este realizat din dou
repere, o fa exterioar i o ram interioar. Ambele repere au fost construite din materiale
compozite. Faa exterioar a fost realizat din fibr de carbon, iar rama interioar din fibr de
sticl. Alegerea materialelor din care s-au realizat cele dou repere ale portiereie auto s-a fcut
pornind de la caracteristicile materialelor compozite analizate, dar tinnd cont i de posibilitile
de construcie ale reperlor.
S-a analizat comportarea structurii auto realizate din materialele compozite alese, cu
ajutorul metodei elementelor finite pentru determinarea solicitrilor din structur.
S-au efectuat verificri experimentale n scopul validrii modelului propus i a relaiilor
de calcul folosite.
Diseminarea rezultatelor obinute n urma testelor de laborator a presupus participarea la
conferine naionale i internaionale.
14
Capitolul 2.
STADIUL ACTUAL AL CERCETRILOR N DOMENIUL PRODUCERII
I UTILIZRII MATERIALELOR COMPOZITE
2.1. Definirea materialelor compozite
Materialul compozit reprezint o combinaie ntre doi sau mai muli constituieni de
acelai tip, sau diferii, din punct de vedere fizic i chimic. Materialele i menin identitatea
separat n compozit. Combinarea lor ofer materialului compozit proprieti i caracteristici
diferite de cele ale constituienilor. Materialul de baz se numete matrice. Cellalt constituient
poart numele de armtur. Armtura poate fi sub form de fibre sau particule i se adaug
matricei pentru a-i mbunti calitile. n compoziia materialului compozit gsim i adaosuri
tehnologice.
Funcia unei matrice, a unui material compozit, este de a asigura un mediu relativ rigid
care este capabil s transfere efortul la componenii fibroi ai materialului. Matricea nglobeaz
armtura.
Funcia armturii dintr-un material compozit este de a prelua efortul ncrcrii transferat
prin matrice. ncrcarea trebuie astfel s fie distribuit ntre matrice i armtur [xx]. Armtura
este inclus de ctre materialul matricei.
n formarea compozitelor, un aspect important al combinrii matricei i armturii este
formarea unei legturi chimice.
Adaosurile tehnologice au rol de catalizator, de accelerator, de ignifugare, de protecie
mpotriva razelor ultravioletelor, etc.
Materialele compozite fac parte din categoria noilor materiale i sunt create pentru a
rspunde unor exigene n ceea ce privete:
- rezistena la aciunea agenilor chimici;
- rezistena la coroziune;
- rezistena mecanic i rigiditatea;
- rezistena la solicitri variabile;
- rezistena la oc i la uzur;
- stabilitatea dimensional;
- greutatea sczut.
15
2.2. Structura materialelor compozite, clasificare
Structura materialelor compozite este schematizat n figura 2.2.1.
Figura 2.2.1. Structura materialelor compozite
Att matricea ct i armtura unui material compozit, pot fi obinute din diferite tipuri de
materiale. Clasificarea materialeleor compozite se poate face n funcie de tipul materialului matricei,
materialul de armare, modul de realizare a compozitului, utilizare, proprietile mecanice, fizice sau
chimice, etc. [101].
Funcie de tipul materialul matricei, se disting trei clase de materialele compozite. Astfel se
poate vorbi despre:
- Materiale compozite cu matrice polimeric sau Polymer Matrix Composites (PMC) - sunt
materialele a cror matrice este realizat dintr-o rin polimeric;
- Materiale compozite cu matrice metalic sau Metal Matrix Composites (MMC) - sunt
materialele a cror matrice este realizat din aluminiu;
- Materiale compozite cu matrice ceramic sau Ceramic Matrix Composites (CMC) sunt
materialele a cror matrice este realizat dintr-o carbur de siliciu SiC, nitrur de siliciu Si
3
N
4
,
oxid de aluminiu Al
2
O
3
, etc.
Funcie de tipul materialului de armare [85], se disting dou mari clase de materialele
compozite:
- Materiale compozite armate cu particule la care dimensiunea principal a componentei de
armare este mic n comparaie cu dimensiunile structurii;
- Materiale compozite armate cu fibre la care dimensiunea principal a componentei de
armare este de acelai ordin de mrime cu dimensiunile structurii.
Adaosuri
tehnologice
Matrice Armtur
Material
compozit
16
Materialele compozite armate cu fibre se mpart, la rndul lor, n dou clase, dup forma i
dimensiunile relative ale materialului de armare:
- Materiale compozite nestratificate stratificate la care una dintre dimensiunile componentei
de armare este de acelai ordin de mrime cu dimensiunile structurii.
- Materiale compozite stratificate (tip sandwich) la care dou dimensiuni principale ale
constituenilor sunt de acelai ordin de mrime cu dimensiunea structurii.
n figura 2.2.2 este ilustrat o schem de clasificare a materialelor compozite funcie de forma
i dimensiunile relative ale materialului de armare
Figura 2.2.2. Clasificare a materialelor compozite, dup materialul de armare
2.3. Tehnologia de obinere a materialelor compozite i a componentelor fabricate din
acestea
Pentru realizarea materialelor compozite este nevoie de producerea constituienilor.
Materialele pentru matrice i materialele pentru armare au moduri diferite de obinere.
Dup cum s-a menionat anterior, cele mai utilizate materiale pentru matrice sunt rinile.
Rinile folosite pentru realizarea materialelor compozite polimerice sunt materiale artificiale de
sintez, de natur organic. Ele pot fi polimerizate prin intermediul unui compus chimic numit
ntritor.
Materialele de armare, funcie de natura lor, au procedee diferite de obinere.
MATERIALE COMPOZITE
Compozite cu fibre
Compozite cu Particule
Stratificate
Nestratificate
Microparticule
Particule mari
Cu fibre continue
Unidurecionale
Multidirecionale
Orientate
Neorientate
Orientate
preferenial
Orientate
aleatoriu
Cu fibre discontinue
17
Schematic, procesul de obinere al fibrei de sticl este ilustrat n figura 2.3.1.
Materia prim, format din nisip, caolin, piatr de var i dolomit, se amestec i se topesc
n cuptorul de topire. Amestecul topit este transformat n filamente cu ajutorul duzelor de filare.
Filamentele sunt rcite cu ajutorul aerului i apoi nfurate pe rol.
Fibrele de carbon sunt mai rezistente dect oelul, mai rigide dect titanul i mai uoare
dect aluminiul prezentnd cea mai ridicat rigiditate specific. Fibrele de carbon au o rezisten
foarte ridicat att la traciune ct i la compresiune. Rezistena la impact a acestor fibre este mai
redus dect cea a fibrelor de sticl sau aramidice, astfel nct fibrele de carbon sunt combinate
cu aceste fibre pentru a forma structurile stratificate hibride.
Schema procesului de producie al fibrelor de carbon este schematizat n figura 2.3.2.
Figura 2.3.1. Schema procesului de producie a fibrei de sticl
3
2
4
5
6
7
8
1
1. Siloz materiale de carier
2. Cuptor de topire;
3. Duze de filare;
4. Instalaie de rcire;
5. Instalaie de apretare;
6. Rol de nfurare;
7. Filamente;
8. Fibr.
18
Figura 2.3.2. Schema procesului de producie a fibrelor de carbon
Obinerematerialelor compozite const n procesul de unire, pe cale chimic i mecanic,
a straturilor materialului de armare cu cel al matricei.
Metodele i procedeele de formare a pieselor compozitese aleg n funcie de natura
materialului matricei i a armturii. Procedeele de obinere a materialelor compozite sunt variate
i depind de mai muli factori: tipul de materiale folosite, de proprietile acestora, numrul de
repere de realizat, domeniul de utilizare al reperelor construite, de exigenele cerute produsului
de executat, condiii de calitate, pre de producie, etc.
Printre procedeele de obinere a reperelor din materiale compozite cele mai utilizate sunt:
- formarea prin turnare;
- formarea prin contact;
- formarea prin pulverizare simultan;
- formarea n sac;
- formarea prin injecie sub vid;
- formarea prin presare la rece;
- formarea prin presare la cald;
- formarea premixurilor;
- formarea prin stratificare continu;
- formarea prin pultruziune;
- formarea corpurilor de revoluie prin rsucire filamentar;
- formarea corpurilor de revoluie prin centrifugare;
- formarea materialelor termoplastice.
Fibre pe baz de PAN,
gudron, celuloz
Oxidare (stabilizare) 180-300C
Carbonizare 300-1600C
Grafitizare 1600-3000C Fibre de carbon HT
Fibre de carbon HM
19
2.4. Utilizri industriale ale materialelor compozite
Materialele compozite sunt folosite la realizarea structurilor performante. Avantajul
principal al acestora este raportul ridicat ntre rezistena i greutatea lor volumic.
n figura 2.4.1 se prezint consumul unor asemenea materiale pn n anul 2010, n
comparaie cu materialele clasice ori cu produsele naturale.
0
500
1000
1500
2000
2500
3000
1950 1960 1970 1980 1990 2000 2010
Anul
C
o
n
s
u
m
u
l
x
1
0
0
0
0
0
0
t
Produse naturale
Materiale compozite
Metale
Figura 2.4.1. Consumul materialelor pn n 2010
Sfera aplicaiilor acestor materiale este foarte larg (figura 2.4.2), fiind prezente n toate
sectoarele activitii economice.
n domeniul electronicii i electrotehnicii, compozitele pe baz de rini poliamidice,
policarbonai, sulfur de polifenilen, oxid de polifenilen, siliconi, polibutilen tereftalat, etc., se
folosesc pentru izolatoare de nalt tensiune, suporturi pentru circuite, ntreruptoare, carcase,
conductoare, platforme, cabine, corpuri de iluminat etc.
Circuitele integrate, microprocesoarele i memoriile folosite n domeniul calculatoarelor
sunt sisteme hibride stratificate compuse dintr-un numr de materiale care au diferite funcii
[85]. Din punct de vedere mecanic, o atenie deosebit trebuie acordat durabilitii sub aciunea
factorilor de mediu.
20
Figura 2.4.2. Schema aplicaiilor materialelor compozite
Industria auto este una din cele mai importante ramuri economice i totodat genereaz
un impuls pentru alte ramuri.
Un autovehicul se realizeaz dintr-o multitudine de repere. n figura 2.4.10 este un
exemplu de componen a unui autoturism Volkswagen Golf 2.
Recipieni sub
presiune
Protez
Microcalculator
Oglind
telescopic
Elemente de
construcie
Utilaj chimic
Ortopedie
Medicin
Chimie
Optic
Construcii
Electronic
APLICAII
Energetic
Generator
eolian
Electrotehnic
Aparate
Ambalaje
Container
Schiuri
Materiale
sportive
Construcii de
maini
Material rulant
Maini
agricole
Tractor
Autovehicule
Maini de
ridicat
Ascensor
Iaht
Construcii
navale
Construcii
aeronautice
Ambarcaiuni
Avion
Eleron Aripi Elicopter
Planor
Dispozitiv de
hipersustenie
Ampenaj
Motor cu
reacie
Structur
portant
Deflector
Fuselaj
Stabilizator
Cabin
21
Figura 2.4.10. Componena unui autoturism
Reperele din componena unui autovehicul sunt realizate dintr-o palet larg de materiale
(metalic, plastic, textil). Materialelul de baz, pn nu demult, era metalul. Materialele plastice i
compozite erau utilizate iniial doar pentru realizarea unui numr redus de repere, cu precdere
elemente de decor. Apariia pe piaa de materiale a unui mare numr de mase plastice a condus la
o larg dezvoltare a acestora n industria automobilelor, n special prin armarea cu fibr de
sticlsau carbon. Pe msura dezvoltrii compozitelor, numrul reperelor executate din aceste
materiale a nceput s creasc i elemente de structur din construcia autovehiculelor au nceput
s fie executate din compozite. Materialele compozite sunt soluia pentru dezvoltarea de vehicule
eficiente din punct de vedere energetic. nlocuiriea metalelor cu materiale compozite duce la
reducerea greutii autovehiculelor, ceea ce implic reducerea consumului de carburant al
acestuia, deci, o reducere a polurii dar i la o cretere a performanelor.
Pn n 2010 circa 10% din masa automobilului era construit din mase plastice armate.
Tendina este ca acest procentaj s creasc n anii urmtori.
Cele mai multe utilizri ale materialelor compozite polimerice, 56%, l constituie
construcia elementelor de caroserie ale autovehiculelor: aripi, ui, pavilioane, capote etc.
Elemente din structura asiului, din sistemul de suspensie, repere ale motorului i ale transmisiei
sunt realizate din materiale compozite.
n figura 2.4.11 sunt prezentate o serie de repere ce se realizeaz din materiale compozite.
22
Figura 2.4.11. Repere ce se realizeaz din materiale compozite
Materiale compozite prezint proprieti mecanice superioare materialelor plastice
obinuite. Compozitele se impun datorit greutii sczute, rezistentei la coroziune i radiaii,
proprietilor termoizolante, uurina cu care se pot prelucra.
Ford Motor Company, un lider n domeniu, folosete materiale compozite pentru a reduce
greutatea i pentru a reduce costurile. O nou aplicaie este un scut termic pentru a izola
rezervorul de combustibil de temperatura nalt generat de sistemul de evacuare a gazelor arse
ale motorului. Reperul este un laminat realizat prin turnare din rin AOC (SMC) armat cu fibre
de sticl scurte. Acesta a fost special realizat pentru c scutul trebuie s beneficieze de proprieti
mecanice superioare, fiind expus la temperaturi ridicate sau coroziune.
Mahle produce, de asemenea, sisteme de admisie a aerului, din polipropilen (PP), pentru
cele mai noi motoare pe benzina ale firmei Volkswagen. Este prima utilizare a unui material de
PP n aceast aplicaie. Se spune c aceast construcie duce la economii de greutate de pn la
15%, rezisten mare la solicitari mecanice, precum i stabilitate termic ridicat, performan
acustic mai bun.
Vehiculele electrice i hibride sunt vzute ca vehicule care nu au de a face cu petrolul sau
emisia de noxe. Si aceste vehicule sunt dependente de folosirea materialelelor compozite,
deoarece trebuie compensat creterea greutii autovehiculului datorat utilizrii bateriilor.
Cercetatorii de la Imperial College din Londra, inclusiv Volvo Corp, au dezvoltat un
prototip de vehicul electric, din fibr de carbon, la care stocarea energiei electrice se face n
Masc fa
Capot motor
Arip fa
Protecie lateral
Plafon Trap
Scut
Cadru u
Flapsuri laterale
Capac roat
Oglind retrovizoare
Eleron spate
Suport numr
Capac
rezervor
Stopuri spate
Lampi laterale
Lmpi fa
Panou u
Bar spate
Bar fa
Praguri
Masc climatizare
Scut spate
Mnere ui
23
materialul compozit din care este realizat caroseria. Cele mai recente nanomateriale fabricate
din fibre extrem de subiri i puternice de carbon inlocuiesc panourile caroseriei din oel ale
autovehiculului si pot fi folosite la realizarea plafonului, uilor, capotelor i a podelei.
Compozitul, patentat, format din fibre de carbon i rain polimeric, ar putea schimba
construcia de vehiculele electrice hibride. Materialul este proiectat pentru a stoca i a furniza
uor energie electric, dar este suficient de rezistent pentru a fi folosit la realizarea de
componente structurale sau panouri de caroserie. Maina, n sine, ar putea deveni o baterie.
Materialul este capabil s stocheze i s furnizeze cantiti mari de energie, mult mai rapid dect
bateriile convenionale. Procesul de rencrcare nu implic nici una din reaciile chimice care
provoac degradarea bateriile n timp (figura 2.4.12).
Figura 2.4.12. Elemente de caroserie din material compozit generator de energie
n concluzie, materialele compozite sunt utilizate din ce n ce mai mult. Calitile lor le
impun n faa materialelor clasice fiind mai uoare, mai fiabile, uor de realizat. n industria auto,
folosirea acestor materiale duce la creterea rezistenei concomitent cu scderea greutii
vehiculelor, ceea ce se traduce prin reducerea consumului de combustibil i creterea
performanelor.
24
Capitolul 3.
PROPRIETILE MATERIALELOR COMPOZITE
Materialele compozite fac parte din categoria noilor materiale. Ele nu exist n stare
natural, ci sunt create artificial pentru a rspunde unor exigene bine definite. Printr-o alegere
corespunztoare, att calitativ, ct i cantitativ a materialelor constituente se pot realiza materiale
compozite cu prorieti superioare materialelor tradiionale.
3.1. Proprietati mecanice ale compozitelor
Materialele compozite sunt realizate prin combinarea, la scar macroscopic, a cel puin
doi constitueni. Legturile mecanice i chimice, ce apar ntre matricea i armtura compozitului
dau natere unui material al crui ansamblu de proprieti este superior celui al constituenilor
luai separat.
Din acest motiv proprietile materialelor compozite sunt influenate de proprietile
materialelor constituente, de fraciunea volumic a componentei de armare, de orientarea
armturii n compozit, etc.
Pentru materialelor compozite polimerice armate cu fibre, orientarea fibrelor armturii,
genereaz proprieti diferite pe direcii diferite de solicitare ale materialului (anizotropia).
Aceasta este una dintre caracteristicile fundamentale ale materialelor compozite. Printr-o
orientare judicioas a fibrelor, compozitul poate prelua sarcinile din exploatare.
3.2. Valori ale proprietilor materialelor compozite
Cele mai multe termoplaste posed proprieti bune la compresiune ceea ce face ca
limitrile impuse n utilizarea lor, s fie rare. n tabelul 3.2.1 se prezint rezistenele la
compresiune a unor termoplaste [128].
Temperatura materialului influeneaz proprietile de traciune ale rinilor. Temperatura
ridicat duce la scderea modulului de elasticitate la traciune, a rezistenelor de curgere i
rupere, iar alungirile la curgere i rupere cresc.
Figurile 3.2.1 i 3.2.2 prezint curbele de variaie a modulului de elasticitate i a
rezistenei la traciune n funcie de temperatur pentru trei tipuri de materiale.
25
Tabelul 3.2.1.
Tipul rinii Rezistena la compresiune
[MPa]
Acrilonitril-butadien-stiren (ABS) 48
ABS armat cu 20% fibre de sticl 62
Poliamid PA 6/6 34
Policarbonat (PC) 86
Policarbonat (PC) armat cu 10% fibre de sticl 96
Polipropilen (PP) 21
Polieterul de fenilen (PPE) modificat ptr. impact 110
Polistiren (PS) de uz general 83
Polistiren (PS) modificat ptr. impact 44
0
500
1000
1500
2000
2500
3000
3500
4000
200 225 250 275 300 325 350 375 400
T [K]
E
[
N
/
m
m
2
]
Poliamid 11
Poliamid 6/6
PVC
Figura 3.2.1. Variaia modulului de elasticitate n funcie de temperatur
Proprietile la ncovoiere ce caracterizeaz un material oarecare sunt:
- Rezistena la ncovoiere reprezint tensiunea maxim la ncovoiere n fibrele
exterioare ale unei epruvete, la momentul ruperii;
- Modulul de elasticitate la ncovoiere este raportul, determinat la ncovoiere, dintre
tensiune i alungire, n interiorul limitei de elasticitate.
26
0
10
20
30
40
50
60
70
80
200 225 250 275 300 325 350 375 400
T [K]
t
[
N
/
m
m
2
]
Poliamid 11
Poliamid 6/6
PVC
Figura 3.2 2. Variia rezistenei la rupere n funcie de temperatur
n tabelul 3.2.2 sunt prezentate proprietile la ncovoiere a unor termoplaste [129].
Tabelul 3.2.2.
Tipul rinii
Rezistena la ncovoiere
[MPa]
Modulul de elasticitate la
ncovoiere
[GPa]
Acrilonitril-butadien-stiren (ABS) 69 2,2
Poliamid PA 6/6 91 2,6
Amestec PC/ABS 92 2,8
Policarbonat (PC) 83 2,4
Polistiren (PS) de impact ridicat 96,5 2,5
Polistiren (PS) de uz general 52 2,1
Polioxidul de fenilen (PPO) 69 2,4
Stiren-acrilonitril (SAN) 110 4
Coeficientul Poisson, determinat la 23C, pentru diferite rini termoplaste este prezentat
n tabelul 3.2.3.
Tabelul 3.2.3.
Tipul rinii Coeficientul Poisson la 23C
Policarbonat (PC) 0,39
Amestec PC/ABS 0,36
Acrilonitril-butadien-stiren (ABS) 0,35
Polistiren (PS) de impact ridicat 0,34
27
n tabelul 3.2.4 sunt prezentate cteva caracteristici ale celor mai utilizate fibre [x48].
Tabelul 3.2.4.
Rezisten
la traciune
Modul de
elasticitate
E
Densitate
Rezisten
specific
k
Modul
specific
k
E
Diametrul
fibrei
[GPa] [GPa] [kg/m3] 10
3
10
3
[m]
Alumin 2,4-4,1 470-530 3960 100 13300 20-500
Aramid 3,5-5,5 140-180 1400-1470 390 12800 12-15
Bazalt 3,0-3,5 90 2700-3000 130 3300 9-13
Bor 2,5-3,7 390-420 2500-2600 150 16800 100-200
Bor- carbid 2,1-2,5 480 2500 100 10000 50
Bor-nitrid 1,4 90 1900 70 4700 7
Carbon cu modul nalt 2,7 850 1780 150 47700 5-11
Carbon de nalt rezisten 2,5 240 1900 134,1 12881 5-11
Cuar 6,0 74 2200 2700 3360 10
Kevlar 2,8 130 1500 190,3 8838 -
Polietilen 2,6-3,3 120-170 970 310 17500 20-40
Sticla 3,1-5,0 72-95 2400-2600 200 3960 3-19
Sticla-E 3,5 72,4 2540 140,5 2907 -
Sticla-S 4,6 85,5 2480 189,1 3516 -
Titan 1,5 450 4900 30 9100 280
3.3. Durabilitatea componentelor din materiale compozite i efectul mediului asupra
acestora
Datorit faptului c materialele compozite au un raport rezisten-greutate redus, o
rezisten bun la uzur i coroziune acestea au nceput s nlocuiasc din ce n ce mai mult
materialele tradiionale.
Integritatea structural a materialului compozit asigur performane ridicate.
Caracteristicile materialelor compozite stratificate armate cu fibre se reduc din cauza
concentratorilor de tensiuni, ca i la metale, dar i din cauza deteriorrilor. Acestea sunt
numeroase, dar i diferite fa de cele ale metalelor. Deteriorrile materialelor compozite pot fi
de dou tipuri:
- deteriorri proprii compozitului, aprute n timpul realizrii compozitului;
- deteriorri dobndite, cauzate de solicitrile la care sunt supuse reperele realizate din
aceste materiale.
28
Deteriorrile proprii, aprute n timpul realizrii compozitului, sunt legate de defeciunile
materialelor constituente, dar in i de tehnologia de fabricaie. Aceste deteriorri sunt produse de
neuniformiti ale grosimii straturilor, lipsa paralelismului ntre fibre, ntreruperi ale fibrelor,
goluri (pungi de aer) sau alte imperfeciuni n structur, delaminri, dar i din cauza sculelor
neadecvate, sau incorect folosite.
Deteriorrile dobndite sunt produse de sarcinile ce acioneaz asupra pieselor realizate
din materialele compozite, sau de aciunea factorilor de mediu.
Deteriorrile ce apar la un material compozit stratificat, armat cu fibre, pot fi [57]:
- fisurarea sau crparea matricei compozitului;
- creterea golurilor din matrice;
- delaminarea;
- ruperea fibrelor;
- dezlipirea de matrice a fibrelor orientate pe direcii diferite de cea de ncrcare;
- desprinderea de matrice a fibrelor orientate pe direcia ncrcrii.
Aceste deteriorri pot apare din cauza solicitrilor statice de ntinderecompresiune,
ncovoiere, forfecare sau torsiune, dar i din cauza oboselii structurii. Defectele pot aprea
instantaneu sau pot fi rezultatul cedrii progresive a materialului.
3.4. Posibilitatea de reciclare
n componen unui autovehicul (figura 3.4.1) intr multe tipuri de materiale: metalice,
plastice, textile, etc. Procentele sunt variate funcie de tipul autovehiculului, destinaia acestuia,
zona climatic n care va fi exploatat, performanelor pe care le dezvolt, sau clasei sociale creia
i se adreseaz.
n lume sunt fabricate anual peste 50 milioane de autoturisme, n SUA, 15 milioane , n
Europa n jur de 10 milioane iar restul n Asia. Peste 50 milioane tone de resurse sunt consumate
doar pentru fabricarea acestor autovehicule. Materiile prime sunt totui limitate. Se preconizeaz
c rezervele actuale ar mai ajunge pentru 45 de ani, n cazul petrolului, 120 de ani pentru cele de
fier, 30 de ani pentru cupru, 21 de ani pentru rezervele de plumb.
Din masa total a mainilor scoase din uz 75% se recicleaz, iar 25% rmne praf
rezidual.
Dintr-un autoturism se recicleaz: 70,1% materiale feroase; 3,4% materiale neferoase;
1,5% echipamente electrice.
29
Praful rezidual, ceea ce nu se recupereaz din autoturisme, este compus din: 8,5%
plastice; 4,6% cauciuc; 3,5% sticla; 3% echipament electric; 2,9% altele; 1% ulei i unsori; 1%
textile; 0,5% hrtie.
Figura 3.4.1. Componena unui autovehicul
Din masa prafului rezidual 70% este alctuit din fibre i plastic. Reciclarea maselor
plastice i a cauciucurilor se face ntr-un procent redus. Fibrele nu se pot nc recicla. Sticla
reprezint 40 de kilograme din greutatea total a mainii iar procentul de reciclare al acesteia este
mic.
Se preconizeaz c circa 85% din masa automobilelor (cele care ies din funciune la data
menionat) s fie reciclabil iar pentru cele noi proiectate procentul s fie 90%. Pe un termen
mai lung se preconizeaz c n procent de 95% din masa automobilului s fie reciclabil. Din
aceste punct de vedere, tot mai multe firme constructoare de autovehicule ncep s-i
regndeasc modul de dezvoltare al produselor.
n figura 3.4.2, cu culoarea galben sunt evideniate reperele pe care firma Opel le
realizeaz din materiale reciclate.
Figura 3.4.2. Repere reciclate
30
Capitolul 4.
DETERMINAREA EXPERIMENTAL A PROPRIETILOR
MATERIALELOR COMPOZITE LA SOLICITRILE DIN EXPLOATARE
4.1. Caracteristicile solicitrilor mecano-termice
Utilizarea materialelor compozite pentru construcia de piese supuse la solicitri
mecanice, termice i chimice, impune cunoaterea caracteristicilor acestor materiale.
Principalele caracteristici mecanice i fizice ale fibrelor sunt:
-
u
- rezistena la traciune;
- E - modulul de elasticitate longitudinal;
- - densitatea sau greutatea specific.
Rezistena maxim la traciune,
u
, i modulul de elasticitate longitudinal, E, pentru
cteva fibre tipice utilizate n compozitele avansate se determin prin ncercarea la ntindere (la
traciune), n urma creia rezult curbe caracteristice liniare ca n fig. 4.1.1. Pe lng acestea, n
literatura de specialitate [110], sunt definite rezistena specific i rigiditatea specific.
Rezistena specific este defint ca raport ntre rezistena de traciune i densitatea
materialului:
k
=
u
/ (4.1.1)
unde: k
- rezistena specific;
u
- rezistena la traciune;
- densitatea sau greutatea specific.
Rigiditatea specific numit i modulul specific se definete similar cu rezistena
specific, prin raportul ntre modulul de elasticitate E i densitatea materialului:
k
E
=E / (4.1.2)
unde: k
e
- rigiditatea specific;
E - modulul de elasticitate longitudinal;
- densitatea sau greutatea specific.
Aceste proprieti sunt citate adesea ca indicatori ai eficienei structurale a unui material [x47].
31
4.2. Pregatirea epruvetelor i determinarea proprietilor materialelor compozite
Pentru a se obine rezultate reproductibile i comparabile ale ncercrilor este necesar s
se utilizeze anumite metode de preparare i de condiionare [85] i s se respecte normativele
existente.
4.2.1. Pregatirea epruvetelor
n cazul materialelor pentru formare i stratificare, se realizeaz o plac n conformitate
cu ISO 1268 sau n orice alt mod de lucru precizat.
Din plac se decupeaz epruvete individuale sau seturi de epruvete.
n cazul produselor finite (de exemplu, pentru controlul calitii n fabricare sau la
livrare), epruvetele se preleveaz din zonele plane.
Parametrii de prelucrare ai epruvetelor sunt prevzui n ISO 2818.
4.2.1.1. Prelucrarea epruvetelor
Pentru realizarea epruvetelor, n timpul prelucrrilor, se are n vedere urmtoarele:
- Prelucrarea epruvetelor trebuie fcut n condiii care s nu creeze o cretere puternic a
cldurii n epruvet (se recomand a utiliza un lichid de rcire). Dac este utilizat un
astfel de lichid, epruvetele se usuc imediat dup prelucrare;
- Toate suprafeele prelucrate ale epruvetei trebuie s fie lipsite de defecte de prelucrare.
Dac nu este posibil prelevarea epruvetelor din obiectul finit, se pregtesc foi sau plci
care reproduc pe ct posibil modul de fabricare al produsului considerat.
Dac materialul prezint diferene importante ale caracteristicilor la ncovoiere pe dou
direcii principale, trebuie supus ncercrii pe ambele direcii.
4.2.1.2. Forma i dimensiunile epruvetelor
Indiferent de epruvet, grosimea n partea central, pe o treime din lungime, nu trebuie s
varieze cu mai mult de 2% din valoarea sa medie. Variaia maxim corespunztoare pentru
lime este de 3%. Seciunea transversal trebuie s fie dreptunghiular iar margile s nu fie
marginile rotunjite.
Pentru materialele care au proprieti fizice diferite, funcie de direcia fibrelor
materialului de armare, epruvetele trebuie alese astfel nct, n cursul ncercrii, tensiunea de
32
ncovoiere s fie aplicat pe aceeai direcie ca aceea n care produsele sunt solicitate n
funcionare [85].
Atunci cnd materialul prezint o diferen semnificativ a proprietilor de ncovoiere pe
dou direcii principale, acesta trebuie ncercat pe cele dou direcii. Orientarea epruvetelor n
raport cu direciile principale trebuie notat. Dac ntr-o aplicaie materialul este supus unei
tensiuni pe o direcie specific fa de direcia principal, se recomand ca materialul s fie
ncercat pe aceast direcie.
4.2.1.3. Metodica de experimentare
Maina de ncercare trebuie s fie conform ISO 5893. Maina de ncercare trebuie s fie
capabil s menin viteza de ncercare pe parcursul probei.
Poziia epruvetei la nceputul ncercrii este prezentat n figura 4.2.6. Raza R
1
a
poansonului semisferic i raza R
2
a suporilor trebuie s fie urmtoarele:
- R
1
=5,0 mm 0,1 mm;
- R
2
=2,0 mm 0,2 mm pentru grosimi ale epruvetei mai mici sau egale cu 3 mm;
- R
2
=5,0 mm0,2 mm pentru grosimi ale epruvetei mai mari de 3 mm.
Deschiderea L trebuie s fie reglabil. Eroareade msurare pentru fora indicat nu
trebuie s depeasc 1%, iar pentru sgeata indicat nu trebuie s depeasc 1% pe toat
scara. Se va utiliza un dispozitiv de msurare cu exactitate de cel puin 0,01 mm.
Figura 4.2.6. Poziia epruvetei la nceputul ncercrii
33
4.2.1.4. Modul de ncercare al epruvetelor
Epruvetele folosite la ncercrile de rupere la ncovoiere pe stand sunt de tipul celor din
fiura 4.2.7, unde s-au notat cu:
- A, Lungimea epruvetei:
- B, Limea epruvetei;
- C, Grosimea epruvetei.
A
C
B
Figura 4.2.7. Forma epruvetelor folosite
Se msoar limea B a epruvetei cu exactitatea de 0,1 mm, n seciunea central a
epruvetei. Se fac trei msurri ale grosimii C i se utilizeaz media aritmetic pentru calculele
ulterioare. Se ajusteaz lungimea ntre suporturi, L. Se msoar lungimea ntre reazeme cu
exactitatea de 0,5%.
Se aeaz epruveta simetric n raport cu suporturile paralele asigurndu-se c lungimea
epruvetei este perpendicular pe aceste suporturi. Se asigur poziionarea capului de apsare
central exact la mijlocul distanei dintre suporturi i se aplic fora pe epruvet cu o vitez
uniform, evitndu-se ocurile.
Dac trebuie determinat modulul de elasticitate, se citesc simultan valorile forei i ale
sgeii, suficient de frecvent pentru a se putea trasa o curb for-sgeat precis. Este preferabil
s se nregistreze continuu fora i sgeata sau s se traseze curba for sgeat.
ncercarea se desfoar pn se produce ruperea epruvetei.
4.2.1.5. Calculul i exprimarea rezultatelor
Rezisten la ncovoiere,
f
s , n timpul solicitrii unei epruvete, pe stand, se calculeaz cu
ajutorul formulei:
W
M
f
= s
(4.2.1)
unde:
f
s - rezistena la ncovoiere, n [MPa];
M - este momentul de ncovoiere solicitant, n [Nm];
W - este modulul de inerie al seciunii drepte, n [mm
3
].
34
Momentul de ncovoiere se calculeaz cu formula:
4
L F
M
= (4.2.2)
unde: M - este momentul de ncovoiere solicitant, n [Nm];
F fora de apsare pe epruvet, n [N];
L - este distana dintre suporturile pe care se sprijin epruveta, n [mm].
Modulul de inerie al seciunii drepte, W este dat de formula:
6
2
h b
W
= (4.2.3)
unde: W- este modulul de inerie al seciunii drepte, n [mm
3
];
b - este limea seciunii epruvetei, n [mm];
h - este grosimea seciunii epruvetei, n [mm].
Rezult c rezistena la ncovoiere se poate calcula cu relaia:
2
2
3
h b
L F
f
= s (4.2.4)
unde:
f
s - rezistena la ncovoiere, n [MPa];
F fora de apsare pe epruvet, n [N];
L - este distana dintre suporturile pe care se sprijin epruveta, n [mm].
b - este limea seciunii epruvetei, n [mm];
h - este grosimea seciunii epruvetei, n [mm].
Pentru determinarea modulului de elasticitate la flexiune E
b
, se traseaz curba For-
Sgeat, se nregistreaz cel puin cinci valori ale sgeii i forei din zona rectilinie a acestei
curbe valori ce se introduc n formula:
d
F
bh
L
E
b
D
D
=
2
3
2
(4.2.5)
unde: E
b
- este modulul de elasticitate, n [MPa];
L - este distana dintre supori, n [mm];
b - este limea epruvetei, n [mm];
h - este grosimea epruvetei, n [mm];
F D - variaia forei pe partea rectilinie iniial a curbei for sgeat, n [N];
d D - variaia sgeii corespunztoare variaiei forei F D , n [mm].
35
Sarcina de ncovoiere este aceea care corespunde suprafeei epruvetei, presupunnd linia
neutr situat la mijlocul grosimii.
Aceste relaii vor fi folosite mpreun cu datele experimentale pentru determinarea
caracteristicilor materatialelor compozite ncercate.
4.3. Stand de ncercare
Caracteristicile materialelor, mai ales a celor compozite, trebuie s se determine i
experimental. n acest sens sunt realizate standuri cu ajutorul crora, se pot supune la probe
epruvetele realizate din materialalele de ncercat. Epruvetele pot fi supuse la diverse solicitri.
Ele pot fi ncercate la ntindere, la compresiune, la ncovoiere, la torsiune, etc. Tipul de solicitare
se alege funcie de rolul pe care trebuie s-l ndeplineasc structura realizat din aceste materiale.
n cazul de fa s-a dorit studierea comportrii unor materiale compozite supuse la
solicitri de ncovoiere. S-au determinat forele maxime la care au rezistat epruvetele realizate
din materialele compozite, sgeile maxime de deformare a epruvetelor, pn n momentul ruperii
acestora. Pentru unele materiale s-au fcut i probe de anduran la ncovoiere, pentru a se vedea
comportamentul materialului n timp.
Aceste probe au fost realizate cu ajutorul unor standuri adaptate pentru ncercri de
ncovoiere sau pentru ncercri de anduran.
4.3.1. Stand de ncercare la ncovoiere
Standul pentru ncercarea epruvetelor la ncovoiere n trei puncte are rolul de a determina
forele care apar i sgeile la care se deformeaz epruvetele n timpul solicitrilor.
4.3.1.1. Construcia standului de ncercare la ncovoiere
Standul a fost realizat pornindu-se de la o instalaie existent destinat ncercrilor de
traciune sau compresiune. Instalaia este folosit pentru realizarea probelor de traciune i
compresiune. Ea poate dezvolta o for maxim de traciune-compresiune de 25 kN.
Schema de principiu a acestei instalaii este prezentat n figura 4.3.1.
Instalaia este compus din trei pri:
- postul de lucru;
- postul de comand;
- postul de nregistrare a datelor.
36
Postul de lucru este o main de traciune cu dou coloane (1). Postul de lucru este
compus dintr-o mas (2) pe care sunt montate dou coloane verticale (3). Pe aceste coloane poate
culisa n sus i n jos o travers (4) pe care este montat traductorul de for (5). Pe masa mainii
este montat un cilindru servohidraulic (6) de al crui piston este ataat un traductor de curs (7).
Pistonul cilindrului servohidraulic acioneaz asupra dispozitivului (8) de solicitare a epruvetei
(9).
Postul de comand este un dulap electric de comand, msur i control (10). n acest
dulap se afl toat instalaia electric i electronic necesar acionrii i controlrii postului de
lucru. Tot n acest dulap se afl un generator de semnal (11) cu ajutorul cruia se poate controla
micarea pistonului cilindrului servohidraulic de acionare dup anumite funcii impuse.
Figura 4.3.1. Instalaie servohidraulic de 25 kN pentru traciune-compresiune
1. Main cu dou coloane;
2. Mas de lucru;
3. Coloane;
4. Travers mobil;
5. Traductor de for;
6. Cilindru servohidraulic de acionare;
7. Traductor de curs nglobat n cilindru;
8. Dispozitiv de solicitare a epruvetei;
9. Epruveta;
10. Dulap electric de comand, msur i control;
11. Generator de ramp;
12. Amplificator semnal traductor for;
13. Voltmetru digital;
14. nregistrator X-Y.
8
9
5
6
2
10
12
13
14
11
4
1
7
3
37
Postul de nregistrare a datelor este compus din echipamentul electric i electronic cu
ajutorul crora se amplific semnalele primite de la traductoare (12), se afieaz (13) i se
nregistreaz (14).
Pentru a realiza solicitare de ncovoiere, s-a construit dispozitivul de solicitare a
epruvetei. Dispozitivul de solicitare a epruvetei este format dintr-un mpingtor i dou reazeme.
Figura 4.3.2. Montajul epruvetei
Montajul epruvetei n dispotitivul de solicitare este prezentat n figura 4.3.2. Se vede c
epruveta este sprijinit la ambele capete pe reazemele cilindrice, iar la jumtatea acesteia
acioneaz mpingtorul.
Epruveta nu este ncastrat la nici unul din capete, permind o ncovoiere pur.
4.3.1.2. Funcionarea standului de ncercare la ncovoiere
Schema de solicitare la ncovoiere n trei puncte a epruvetei este prezentat n figura
4.3.6.
38
Figura 4.3.3. Schema de solicitare la ncovoiere n trei puncte a epruvetei
Dup cum se vede n figura 4.3.3 epruveta se aeaz pe cele dou rezeme cilindrice aflate
la 80 mm unul de cellalt, iar pe mijlocul prii superioare acioneaz mpingtorul. Sub aciunea
forei F de apsare epruveta se defomeaz cu sgeata f.
Dup ce proba a fost fixat, se comand acionarea cilindrului servohidraulic. Deplasarea
pistonului cilindrului servohidraulic de acionare este nregistrat de traductorul de curs ataat
pistonului, iar fora de solicitare este nregistrat de traductorul de for de pe travers.
Semnalele emise de traductoare sunt amplificate i apoi colectate de dispozitivul de nregistrare.
4.3.2. Stand de ncercare la anduran
Standul de ncercare la anduran are rolul de a supune epruveta unor cicluri de solicitare
la ncovoiere, pentru a studia comportamentul acesteia n timp. Standul, realizat, asigur o
solicitare alternant simetric, alternant asimetric, sau pulsatorie.
4.3.2.1. Construcia standului de ncercare la anduran
O descriere general a standului de anduran este prezentat n figura 4.3.4.
Standul este compus din trei pri:
- postul de lucru;
- postul de comand
- postul de nregistrare a datelor.
Postul de lucru este alctuit dintr-un asiu (1), pe care se afl mecanismul biel-manivel
(2), culisa (6), dispozitivul de solicitare a epruvetei (3), braul oscilant (7), traductorul de for
(8) i traductorul de curs (9).
40 40
50
100
h
F
N N
f
39
Postul de comand este alctuit din dulapul electric de comand (2), unde se afl partea
electric de acionare a standului i un contor pentru ciclurile de solicitare electromecanic (10).
Postul de nregistrare a datelor este alctuit din aparatura de msur i control (11).
Figura 4.3.4. Standul de anduran la ncovoiere
Solicitarea epruvetelor se va realiza cu ajutorul unui dispozitiv, construit special n acest
scop. El este format din dou pri, una fix i una mobil.
1. Stand;
2. Dulap electric de command;
3. Dispozitivul de solicitare a epruvetei;
4. Mecanism biel manivel;
5. Excentric pentru reglarea amplitudinii;
6. Culis
7. Bra oscilant;
8. Traductor de for;
9. Traductor de curs;
10. Contor cicluri de solicitare;
11. Aparatur de msur i control.
1
2
3
8
9
7
4
10
11
5
6
40
4.3.2.2. Funcionarea standului de ncercare la anduran
n figura 4.3.5 este schema de solicitare a epruvetei la ncercare de anduran. Fora va
aciona perpendicular pe suprafaa epruvetei solicitnd-o la ncovoiere.
Figura 4.3.5. Schema de solicitare a epruvetei la ncercare de anduran
Fixarea epuvetelor se face n dispozitivul de solicitare.
Astfel, dac n momentul n care standul este oprit n poziia de zero i mijlocul epruvetei
se afl n linie cu capetele acesteia, solicitare va fi alternant simetric. Dac mijlocul epruvetei nu
se afl n linie cu capetele acesteia, fiind dezaxat fa de linia care unete cele dou capete ale
epruvetei solicitare va fi:
- alternant asimetric, dac dezaxarea este mai mic dect amplitudinea de solicitare;
- pulsatorie, dac aceast dezaxare este egal cu amplitudinea de solicitare;
- oscilant, dac dezaxarea este mai mare dect amplitudinea de solicitare.
Standul este prevzut cu traductor de for pentru nregistrarea solicitrii epruvetei i cu
traductor de curs pentru nregistrarea deformaiei acesteia. Standul este echipat i cu un contor
ce va nregistra numrul de cicluri efectuate de fiecare epruvet supus la ncercare.
Pentru c se tie c solicitarea alternant simetric este cea mai distructiv pentru epruvet,
standul a fost reglat ca ncercrile de anduran s fie realize n acest regim.
4.3.3. Instalaia de determinare a coeficientului de conductivitate termic
Instalaia de determinare a coeficientului de conductivitate termic al materialelor
izolatoare plane, omogene, microporoase, fibroase sau sub form de particule este instalaia Dr.
Bock. Domeniul de lucru al acestei instalaii este ( ) mK W 977 , 1 ... 029 , 0 = l .
2f
F
41
4.3.3.1. Construcia instalaiei de determinare a coeficientului de conductivitate termic
Schema de principiu a acestei instlaii este prezentat n figura 4.3.6 [x45].
Fig. 4.3.7. Schema de principiu a instalaiei pentru determinarea coeficientului de conductivitate
termic
12
7
5
2
14
8
13
10
1
11
4
15
16 9
18 10a
17
9a
8
3
6
1. Ceas;
2. Epruvet;
3. Plac rece;
4. Plac nclzitoare;
5. Termocuplu;
6. Termometre plac rece;
7. Termometre plac nclzitoare;
8. Micrometre;
9. Termostat circuit rcire;
10. Termostat circuit nclzire;
11. Transformator;
12. Milivoltmetru;
13. Contor electric;
14. Reostat;
15. Termometru ap;
16. Robinet;
17. Debitmetru;
18. Robinet;
9a. Termoregulator;
10a.Termoregulator.
42
4.3.3.2. Funcionarea instalaiei de determinare a coeficientului de conductivitate termic
Determinarea coeficientului de conductivitate termic se bazeaz pe metoda plcii
nclzitoare cu un singur corp de prob.
Proba de material (2) se aeaz ntre dou plci metalice plane, cea superioar (4) cu o
temperatur mai mare - constant, denumit nclzitoare, prevzut cu o rezisten electric, iar
cea inferioar (3) cu o temperatur mai sczut - constant, denumit rece, care cedez cldura.
Temperatura plcii de protecie este meninut constant prin conectarea ei la circuitul de
nclzire al termostatului (10) prevzut cu termoregulatorul (10a). Meninerea constant a
temperaturii plcii reci se realizeaz cu ajutorul circuitului de rcire al termostatului (9) prevzut
cu termoregulatorul (9a).
Apa de rcire, care circul prin serpentina termostatelor, pe al crei traseu se afl
termometrul (15) i debitmetrul (17), reduce ineria termic a apei de termostatare n termostatul
plcii calde i preia cldura cedat ctre placa rece i respectiv ctre termostatul aferent ei.
Cu ajutorul termometrelor (7) se determin valoarea medie a temperaturii agentului
termic n placa de protecie. Termometrele (6) determin valoarea medie a temperaturii agentului
termic din placa rece. Cu aceste termometre se poate calcula cderea de temperatur n prob.
n circuitul rezistenei electrice este intercalat reostatul cu dousprezece poziii (14).
Meninerea constant a temperaturii plcii superioare pe toat suprafaa de contact cu proba de
material este realizat de termocuplul (5), care este conectat la milivoltmetrul (12).
Consumul de energie electric furnizat plcii nclzitoare este nregistrat de un contor
electric (13) amplasat n circuitul rezistenei electrice. n circuitul de alimentare de la reea este
amplasat transformatorul variabil cu apte poziii (11).
Plcile metalice sunt nconjurate n timpul msurtorilor de o cutie protectoare, care are
rolul de a reduce pierderile de cldur n exterior.
Cu ajutorul a patru micrometre (8) fixate pe placa superioar se msoar grosimea probei
de material.
Aceste standuri au fost realizate pentru a fi folosite la ncerrile efectuate pe epruvetele
realizate din materiale compozite.
4.4. Rezultatele ncercrilor la incovoiere a structurii compozite
Epruvetele pentru ncercrile experimentale au fost obinute din materiale realizate de
ctre SC COMPOZITE SRL Braov. ncercrile experimentale de solicitare la ncovoiere au fost
realizate n cadrul INSTITUTULUI DE AUTOVEHICULE RUTIERE INAR Braov i n cadrul
43
Laboratorului de ncercare a Materialelor al Catedrei de Mecanic a UNIVERSITII
TRANSILVANIA Braov.
4.4.1. Tipuri de epruvete utilizate
Epruvetele au fost prelevate din diferite tipuri de materiale compozite. Pentru c s-au
efectuat numai ncercri de solicitare la ncovoiere, epruvetele au fost realizate conform schiei
din figura 4.4.1.
A
C
B
Figura 4.4.1. Forma epruvetelor folosite
- Lungimea epruvetei (A) este de 100mm;
- Limea epruvetei (B) este ntre 10 i 15mm;
- Grosimea epruvetei (C) este funcie de grosimea plcii din care s-au obinut
epruvetele
Principiul de lucru este urmtorul:
Epruveta, se sprijinit ca o prghie, pe dou rezeme i este supus la ncovoiere cu vitez
constant, pn la rupere. n timpul ncercrii sunt msurate fora aplicat pe epruvet si sgeata
de deformaie a acesteia (deplasarea unui punct situat la mijlocul distantei dintre punctele de
sprijin). Aceste msurtori sunt materializate ntr-un grafic For-Sgeat.
Epruveta se consider rupt la prima cdere a graficului For-Sgeat.
4.4.2. Rezultatele ncercrilor la ncovoiere
Materialele compozite, utilizate pentru obinerea epruvetelor, au fost realizate sub forma
unor plci plane, de grosimi diferite. Pentru primele epruvete ncercate la rupere prin ncovoiere,
s-a realizat o plac din material compozit, din fibr de sticl. Materialul compozit realizat este
din rin poliesteric, armat cu 5 straturi de estur din fibr de sticl, RT 800, cu masa
specific de 845g /m
2
. Dup depunerea celor cinci straturi, materialul a fost lsat s polimerizeze
la temperatura mediului ambiant.
Din aceast plac s-au obinut, prin debitare, 20 de epruvete, avnd dimensiunile
urmtoare:
- lungime 100 mm;
44
- lime 10 mm;
- grosime 4,5 mm.
Epruvetele au fost numerotate i marcate pentru identificare cu numere de la 1 la 20.
nainte de nceperea ncercrii, epruvetelor li s-au msurat dimensiunile.
ncercarea de rupere la ncovoiere s-a fcut pentru nou epruvete. Au fost supuse la
ncercarea de rupere la ncovoiere epruvetele cu numererele 1, 2, 3, 4, 5, 6, 8, 12 i 14.
Viteza de apsare a epruvetei este de 0,1mm/s, la temperatura mediului ambiant de 20C.
Epruvetele au aceeai temperatur ca i mediul.
n figura 4.4.2 se vede deformarea epruvetei n timpul ncercrii de ncovoiere pe stand.
Figura 4.4.2. ncercarea epruvetei, din RT-800, pe stand
Pentru fiecare epruvet ncercat s-a realizat un grafic For-Sgeat. Pe axa orizontal
este nregistrat sgeata de deformare a epruvetei, n milimetri, iar pe vertical este nregistrat
fora de apsare, n daN.
Epruveta nr. 12
RT-800
0
10
20
30
40
50
60
0 2 4 6 8 10 12
Sgeat [mm]
F
o
r
[
d
a
N
]
Inregistrarea primei rupturi
Figura 4.4.3. Graficul For-Sgeat nregistrat pentru solicitarea epruvetei 12 din RT-800
45
n figura 4.4.3 este reprezentat graficul For-Sgeat nregistrat n timpul solicitrii de
ncovoiere a epruvetei cu numrul 12. Punctul de rupere al epruvetei este considerat primul punct
n care apare o cdere a forei de solicitare nregistrat grafic. n figura 4.4.4 este reprezentat
graficul For-Sgeat, cumulat, pentru solicitarea de ncovoiere a celor nou epruvete.
RT-800
0
10
20
30
40
50
60
70
0 2 4 6 8 10 12 14
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta nr. 1
Epruveta nr. 2
Epruveta nr. 3
Epruveta nr. 4
Epruveta nr. 5
Epruveta nr. 6
Epruveta nr. 8
Epruveta nr. 12
Epruveta nr. 14
Figura 4.4.4. Graficul For-Sgeat cumulat pentru solicitarea epruvetelor din RT-800
Valorile maxime nregistrate n timpul solicitrii de rupere la ncovoiere pentru cele nou
epruvete ncercate, dimensiunile acestora, ct i valorile calculate pentru sarcina de ncovoiere
[] i modulul de elasticitate [E
b
], sunt prezentate n tabelul 4.4.1.
Tabelul 4.4.1.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
RT-800
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 1 50,00 5,40 10,00 4,30 32,45 1490,67
Epruveta nr. 2 57,00 5,30 10,10 4,40 34,98 1600,04
Epruveta nr. 3 43,00 4,50 9,80 4,30 28,48 1569,76
Epruveta nr. 4 40,50 4,00 10,00 4,50 24,00 1422,22
Epruveta nr. 5 47,00 5,40 9,90 4,40 29,43 1321,05
Epruveta nr. 6 35,50 3,75 9,90 4,40 22,23 1436,86
Epruveta nr. 8 61,50 7,85 9,80 4,40 38,90 1201,24
Epruveta nr. 12 38,50 4,30 9,70 4,30 25,76 1486,02
Epruveta nr. 14 53,30 6,25 10,10 4,40 32,71 1268,75
46
Un alt material compozit utilizat la ncercrile de ncovoiere este realizat tot din rin
poliesteric, dar avnd n componen 7 straturi de estur din fibr de sticl, cu masa specific
de 845g /m
2
, codificat 107.
Din placa realizat s-au debitat 25 de epruvete, cu dimensiunile:
- lungime 100 mm;
- lime 10 mm;
- grosime 6 mm.
i aceste epruvete au fost numerotate i marcate cu numere de la 1 la 25.
Epruvetele au fost msurate dimensional. Rezultatele msurtorilor au fost nregistrate n
fia de msurtori.
ncercarea de rupere la ncovoiere s-a fcut doar pentru trei epruvete. La ncercarea de
rupere la ncovoiere au fost supuse doar trei epruvete i anume cele cu numerele 10, 11 i 12.
Proba s-a realizat la o vitez de apsare de 0,1mm/s, la temperatura de 20C.
n figura 4.4.5 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor trei epruvete.
107
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12 14 16 18 20 22 24
Sgeat [mm]
F
o
r
[
d
a
N
]Epruveta 10
Epruveta 11
Epruveta 12
Figura 4.4.5. Graficul For-Sgeat cumulat pentru solicitarea epruvetelor, din materialul
compozit 107
n tabelul 4.4.2 sunt nregistrate valorile maxime, dimensiunile i valorile calculate
pentru sarcina de ncovoiere [] i modulul de elasticitate [E
b
], pentru cele trei epruvete ncercate.
Pentru ncercarea de rupere la ncovoiere s-a realizat o plac din material de tip
"sandwich", avnd n componen un strat de coremat. Corematul este un material utilizat la
laminatele compozite, realizat dintr-o psl, sub form de coal, ce se pune ntre straturile de
47
fibr de sticl. Corematul este de aproximativ 4 mm i este impregnat cu rin poliesteric prin
pensulare. Placa de material compozit a fost realizat la o grosime de 8 mm. Materialul a fost
polimerizat 24 de ore la o temperatur de aproximativ 20C.
Tabelul 4.4.2.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate E
Material compozit
107
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 10 64,13 8,15 10,10 5,70 23,45 538,48
Epruveta nr. 11 70,50 5,02 9,90 5,80 25,40 930,63
Epruveta nr. 12 71,11 5,11 10,10 5,90 24,27 858,70
Pentru ncercarea de rupere la ncovoiere s-a realizat o plac din material de tip
"sandwich", avnd n componen un strat de coremat. Corematul este un material utilizat la
laminatele compozite, realizat dintr-o psl, sub form de coal, ce se pune ntre straturile de
fibr de sticl. Corematul este de aproximativ 4 mm i este impregnat cu rin poliesteric prin
pensulare. Placa de material compozit a fost realizat la o grosime de 8 mm. Materialul a fost
polimerizat 24 de ore la o temperatur de aproximativ 20C.
Materialul compozit a fost realizat din rin poliesteric, avnd urmtoarea succesiune
de straturi:
- Gelcoat, care este un strat de rin pigmentat;
- MAT din fibr de sticl cu masa specific 450g /m
2
;
- Firet Coremat XX de 4 mm;
- MAT din fibr de sticl cu masa specific 450g /m
2
;
- 2 straturi RT 800 estur din fibr de sticl cu masa specific de 845g /m
2
;
- 1strat RT 500 estur din fibr de sticl cu masa specific de 485g /m
2
;
Din acest plac s-au tiat zece epruvete cu dimensiunile:
- lungime 100 mm;
- lime 15 mm;
- grosime 8 mm.
Dimensiunile epruvetelor au fost nregistrate n fia de msurtori.
ncercarea de rupere la ncovoiere s-a fcut pe ase epruvete. La ncercarea de rupere la
ncovoiere au fost supuse epruvetele marcate cu numererele 2, 5, 6, 7, 8 i 9.
n figura 4.4.6 este redat graficul, cumulat, pentru solicitarea de ncovoiere a celor ase
epruvete.
48
COREMAT
0
10
20
30
40
50
60
70
0 0,5 1 1,5 2 2,5 3 3,5 4
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta nr. 2
Epruveta nr. 5
Epruveta nr. 6
Epruveta nr. 7
Epruveta nr. 8
Epruveta nr. 9
Figura 4.4.6. Graficul For-Sgeat cumulat pentru solicitarea de ncovoiere a epruvetelor
Valorile maxime nregistrate n timpul solicitrii de rupere la ncovoiere, dimensiunile i
valorile calculate pentru sarcina de ncovoiere [] i modulul de elasticitate [E
b
], sunt prezentate
n tabelul 4.4.3, pentru cele ase epruvete ncercate.
Tabelul 4.4.3.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
COREMAT
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 2 60,00 2,02 14,80 7,60 8,42 585,09
Epruveta nr. 5 67,00 1,68 15,00 7,80 8,81 718,44
Epruveta nr. 6 64,04 1,40 14,90 8,00 8,06 769,12
Epruveta nr. 7 61,00 3,20 14,90 7,90 7,87 332,62
Epruveta nr. 8 63,00 2,00 15,00 8,10 7,68 505,37
Epruveta nr. 9 49,50 2,16 15,10 8,20 5,85 353,05
S-a realizat o plac de material compozit din rin poliesteric armat cu 15 straturi de
mpslitur (MAT din fibr de sticl cu masa specific 450g /m
2
). Grosimea plcii este de 12
mm. Polimerizarea a avut loc la temperatura de 20C. Din acest plac s-au tiat 20 de epruvete
cu dimensiunile:
- lungime 100 mm;
49
- lime 14,5 mm;
- grosime 12 mm.
Epruvetelor li s-a ntocmit o fi de msurtori.
ncercarea de rupere la ncovoiere s-a fcut pe ase epruvete. La ncercarea de rupere la
ncovoiere au fost supuse epruvetele cu numererele 1, 2, 3, 4, 5, i 6.
n figura 4.4.7 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor ase epruvete.
mpslitur 12mm
0
50
100
150
200
250
300
350
400
450
0 2 4 6 8
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta 1
Epruveta 2
Epruveta 3
Epruveta 4
Epruveta 5
Epruveta 6
Figura 4.4.7. Graficul For-Sgeat cumulat pentru solicitarea de ncovoiere a epruvetelor
Valorile maxime nregistrate n timpul solicitrii de rupere la ncovoiere pentru cele trei
epruvete ncercate, dimensiunile i valorile calculate pentru sarcina de ncovoiere [] i modulul
de elasticitate [E
b
], sunt prezentate n tabelul 4.4.4.
Epruvetele realizate din acest material au fost supuse unui proces de nclzire pentru a se
vedea cum le variaz rezistena la rupere, la ncovoiere, funcie de temperatur.
Pentru aceasta, nou epruvete au fost introduse ntr-o etuv, unde au fost nclzite. Etuva
a fost programat s nclzeasc epruvetele la o temperatur de 50C.
50
Dup ce epruvetele au atins temperatura de 50C, trei epruvete au fost scoase, pe rnd, i
supuse ncercrii de rupere la ncovoiere. Temperatura epruvetei a fost verificat, pe stand, cu
ajutorul unui termometru electronic (figura 4.4.8).
Tabelul 4.4.4.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
MPSLITUR
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 1 328,00 3,05 14,50 11,20 21,64 675,71
Epruveta nr. 2 372,00 3,19 14,50 11,40 23,69 694,83
Epruveta nr. 3 340,00 3,31 14,50 11,10 22,84 663,02
Epruveta nr. 4 377,00 2,94 14,50 11,80 22,41 688,95
Epruveta nr. 5 381,00 3,05 14,50 11,90 22,27 654,37
Epruveta nr. 6 379,00 2,95 14,50 11,90 22,15 673,00
ncercarea s-a realizat la aceeai vitez de apsare a epruvetei de 0,1mm/s, la temperatura
mediului ambiant de 20C, dar epruvetele se aflau la temperatura de 50C. ncercarea de rupere
la ncovoiere s-a fcut pe trei epruvete, i anume epruvetele marcate cu numerele 7, 8 i 9.
Fig. 4.4.8. Verificarea, pe stand, a temperaturii de 50C a epruvetei, cu ajutorul termometrului
electronic
n figura 4.4.9 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor trei epruvete.
51
mpslitur 12mm
50C
0
50
100
150
200
250
300
0 2 4 6 8
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta 7
Epruveta 8
Epruveta 9
Figura 4.4.9. Graficul For-Sgeat cumulat pentru solicitarea de ncovoiere a epruvetelor
n tabelul 4.4.5 sunt prezentate valorile maxime nregistrate n timpul solicitrii de rupere
la ncovoiere pentru cele trei epruvete ncercate.
Tabelul 4.4.5.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
MPSLITUR
LA 50C
Fora de
apsare
Sgeat
Lime Grosime E
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 7 255,34 5,96 14,50 11,10 17,15 276,33
Epruveta nr. 8 240,00 6,49 14,50 11,00 16,41 245,11
Epruveta nr. 9 278,00 6,53 14,50 11,60 17,10 240,94
Cele ase epruvete rmase n etuv, au fost nclzite la o temperatur de 65C.
Cnd epruvetele au atins temperatura de 65C, alte trei epruvete au fost scoase, pe rnd, i
supuse ncercrii de rupere la ncovoiere. Temperatura epruvetei a fost verificat i de aceast
dat cu ajutorul termometrului electronic.
ncercarea de rupere la ncovoiere, la temperatura de 65C a epruvetei, s-a fcut pe
epruvetele marcate cu numerele 10, 11 i 12.
52
n figura 4.4.10 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor trei epruvete supuse ncercrilor la temperatura de 65C.
mpslitur 12mm
65C
0
20
40
60
80
100
120
140
160
0 5 10 15 20 25 30
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta 10
Epruveta 11
Epruveta 12
Figura 4.4.10. Graficul For-Sgeat cumulat pentru solicitarea de ncovoiere a epruvetelor
Valorile maxime nregistrate n timpul solicitrii de rupere la ncovoiere, pentru cele trei
epruvete ncercate, dimensiunile acestora, ct i valorile calculate pentru sarcina de ncovoiere
[] i modulul de elasticitate [E
b
], sunt prezentate n tabelul 4.4.6.
Tabelul 4.4.6.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
MPSLITUR
LA 65C
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 10 25,84 3,17 14,50 12,00 1,49 41,69
Epruveta nr. 11 33,77 4,02 14,50 11,00 2,31 55,77
Epruveta nr. 12 30,13 3,84 14,50 10,80 2,14 55,00
Ultimele trei epruvete rmase n etuv au fost nclzite la o temperatura de 100C, apoi au
fost lsate s se rceasc pn la temperatura mediului ambiant, dup care s-au reluat ncercrile
53
de rupere la ncovoiere. S-a dorit s se vad influen temperaturii asupra comportamentului
acestui material.
La ncercarea de rupere la ncovoiere au fost supuse epruvetele 13, 14 i 15. Epruvetele
au avut temperatura de 20C, aceeai ca a mediului ambiant, dup ce au fost nclzite la 100 C.
n figura 4.4.11 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor trei epruvete.
mpslitur 12mm
nclzit la 100C, rcit la 20C
0
50
100
150
200
250
300
350
400
0 2 4 6 8 10 12
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta 13
Epruveta 14
Epruveta 15
Figura 4.4.11. Graficul For-Sgeat cumulat pentru solicitarea de ncovoiere
Valorile maxime nregistrate pentru cele trei epruvete ncercate, dimensiunile i valorile
calculate pentru sarcina de ncovoiere [] i modulul de elasticitate [E
b
], sunt prezentate n tabelul
4.4.7.
Tabelul 4.4.7.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
MPSLITUR
LA 100C
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 13 368,00 3,34 14,50 11,70 22,25 606,45
Epruveta nr. 14 333,92 3,53 14,50 11,90 19,51 495,60
Epruveta nr. 15 327,00 3,69 14,50 11,30 21,19 542,62
54
Un alt material compozit utilizat la ncercrile de ncovoiere este realizat din rin
epoxidic armat cu fibre de carbon. S-a realizat o plac din ase straturi de estur din fibr de
carbon, cu masa specific 300g/m
2
i un strat exterior de poliester. Din aceast plac s-au debitat
zece epruvete, avnd dimensiunile urmtoare:
- lungime 100 mm;
- lime 15 mm;
- grosime 3 mm.
Epruvetele au fost numerotate i marcate pentru identificare cu numere de la 1 la 10
(figura 4.4.12).
Figura 4.4.12. Epruvete folosite
Dimensiunile epruvetelor au fost msurate nainte de testare. Rezultatele msurtorilor au
fost nregistrate ntr-o fi de msurtori.
ncercarea de rupere la ncovoiere s-a fcut pentru cinci epruvete. Au fost supuse la
ncercarea de rupere la ncovoiere epruvetele cu numrerele 1, 2, 3, 4 i 5.
Pentru fiecare epruvet ncercat s-a realizat un grafic For-Sgeat. Pe axa orizontal
este nregistrat sgeata de deformare a epruvetei, n milimetri, iar pe vertical este nregistrat
fora de apsare, n daN.
n figura 4.4.13 este reprezentat graficul For-Sgeat, cumulat, pentru solicitarea de
ncovoiere a celor cinci epruvete.
55
Carbon
0
10
20
30
40
50
60
70
0 2 4 6 8
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta 1
Epruveta 2
Epruveta 3
Epruveta 4
Epruveta 5
Figura 4.4.13. Graficul For-Sgeat cumulat pentru solicitarea epruvetelor din carbon
Valorile maxime nregistrate n timpul solicitrii de rupere la ncovoiere pentru cele cinci
epruvete ncercate, dimensiunile acestora, ct i valorile calculate pentru sarcina de ncovoiere
[] i modulul de elasticitate [E
b
], sunt prezentate n tabelul 4.4.8.
Tabelul 4.4.8.
Dimensiuni epruvet
Sarcina de
ncovoiere
Modulul de
elasticitate
FIBRE DE
CARBON
Fora de
apsare
Sgeat
Lime Grosime E
b
[daN] [mm] [mm] [mm] [MPa] [MPa]
Epruveta nr. 1 46,00 7,17 14,30 2,70 52,95 2918,71
Epruveta nr. 2 52,00 7,50 14,30 2,60 64,55 3529,01
Epruveta nr. 3 51,50 6,53 14,30 2,70 59,28 3586,02
Epruveta nr. 4 58,00 7,22 14,30 2,50 77,87 4599,67
Epruveta nr. 5 57,00 7,13 14,30 2,80 61,01 3259,81
4.4.3. Moduri de rupere a epruvetelor
Epruvetele realizate din rin poliesteric armat straturi RT 800 din estur din fibr
de sticl au suferit ruperi n zona median, n timpul ncercrii de rupere la ncovoiere.
56
n figurile 4.4.14 4.4.16 sunt prezentate detalii ale zonelor de rupere suferite de aceste
epruvete.
Figura 4.4.14. Detaliu al zonei de rupere a epruvetei supuse la ncovoiere
Figura 4.4.15. Detaliu al zonei de rupere a epruvetei supuse la ncovoiere
Figura 4.4.16. Detalii ale zonelor de rupere ale epruvetelor supuse la ncovoiere
n figura 4.4.17 este un detaliu al modului de rupere al epruvetelor cu coremat.
57
Figura 4.4.17. Detaliu al zonei de rupere a epruvetei supuse la ncovoiere
Un detaliu al modului de rupere al epruvetelor din mpslitur, dup ce au fost supuse
ncercrii de rupere, este prezentat n figura 4.4.18.
Figura 4.4.18. Detaliu al zonei de rupere a epruvetei din mpslitur supuse la ncovoiere
n figura 4.4.19 se prezint un detaliu al ruperii epruvetelor din fibre de carbon.
Figura 4.4.19. Detaliu al zonei de rupere a epruvetei din fibre de carbon
58
4.5. Rezultatele ncercrilor la anduranta a structurii compozite
Epruvetele folosite la ncercrile de anduran au fost prelevate din materiale realizate de
ctre SC COMPOZITE SRL Braov. ncercrile experimentale de sanduran la solicitarea de
ncovoiere au fost realizate n cadrul INSTITUTULUI DE AUTOVEHICULE RUTIERE INAR
Braov, pe standul construit special pentru aceste ncercri.
4.5.1. Tipuri de epruvete utilizate
ncercrile de anduran s-au efectuat tot pentru solicitarea de ncovoiere. Epruvetele
folosite au fost identice cu cele utilizate la ncercrile de rupere la ncovoiere.
4.5.2. Rezultatele ncercrilor la anduranta
Solicitarea epruvetelor la ncovoiere se realizeaza cu ajutorul dispozitivului construit
special n acest scop i montat pe stand.
n figura 4.5.1 este prezentat prinderea epruvetei pe stand n dispozitivul de solicitare.
Figura 4.5.1. Prinderea epruvetei pe stand n dispozitivul de solicitare
Epruvetele folosite la ncercarea de anduran la ncovoiere, pe stand, au fost prelevate
din plac de material compozit realizat din rin poliesteric armat cu 5 straturide estur din
fibr de sticl, RT 800, cu masa specific de 845g /m
2
.
1
4
3
2
1. Epruvet;
2. Suport fix;
3. Suport mobil
4. urub de fixare
59
Dintre acestea, epruvetele cu numererele 1, 2, 3, 4, 5, 6, 8, 12 i 14 au fost supuse la
ncercarea de rupere la ncovoiere.
Valorile nregistrate ale sgeilor de rupere, la ncercarea de rupere la ncovoiere, au fost
cuprinse ntre 3,75 i 7,85 mm.
Astfel, s-a convenit ca epruvetele s fie supuse la ncercarea de anduran, alternant
simetric, pentru trei valori diferite ale sgeii de ncovoiere. Cea mai mare sgeat de
deformare, la care au fost supuse la ncovoiere alternant simetric patru epruvete, a fost de 3,5
mm. Alte patru epruvete au fost supuse la o sgeat de deformare de 2 mm. Trei epruvete au
fost ncercate la anduran pentru o sgeat de deformare de 1 mm.
n tabelul 4.5.1 4.5.4 sunt prezentate valorile nregistrate pentru cele patru epruvete
ncercate la anduran la o sgeat de 3,5 mm.
Tabelul 4.5.1.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 18743 3,9 3,6 0 0 3,75 37,50
2 19152 3,8 3,5 409 409 3,65 36,50
3 20602 2,7 2,7 1450 1859 2,70 27,00
4 22638 1,9 1,8 2036 3895 1,85 18,50
5 24283 1,3 1,26 1645 5540 1,28 12,80
6 25949 1,2 1,14 1666 7206 1,17 11,70
7 27950 0,91 0,86 2001 9207 0,89 8,85
8 29319 0,87 0,79 1369 10576 0,83 8,30
9 30935 0,71 0,8 1616 12192 0,76 7,55
10 32500 0,67 0,74 1565 13757 0,71 7,05
11 34564 0,61 0,68 2064 15821 0,65 6,45
12 36290 0,51 0,72 1726 17547 0,62 6,15
13 38282 0,5 0,7 1992 19539 0,60 6,00
14 40107 0,46 0,65 1825 21364 0,56 5,55
15 42360 0,45 0,63 2253 23617 0,54 5,40
16 43800 0,45 0,63 1440 25057 0,54 5,40
17 45480 0,4 0,6 1680 26737 0,50 5,00
Tabelul 4.5.2.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 45494 3,41 4,17 0 0 3,79 37,90
2 47072 3 2,9 1578 1578 2,95 29,50
3 48560 0,75 0,82 1488 3066 0,79 7,85
4 49585 0,67 0,75 1025 4091 0,71 7,10
5 51173 0,52 0,63 1588 5679 0,58 5,75
6 53067 0,35 0,37 1894 7573 0,36 3,60
60
Tabelul 4.5.3.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 53076 3 4,2 0 0 3,60 36,00
2 54469 2,18 2,46 1393 1393 2,32 23,20
3 56053 1,27 1,73 1584 2977 1,50 15,00
4 57530 1,12 1,63 1477 4454 1,38 13,75
5 59187 1,04 1,51 1657 6111 1,28 12,75
6 60917 0,96 1,38 1730 7841 1,17 11,70
7 62514 0,9 1,27 1597 9438 1,09 10,85
8 64010 0,81 1,08 1496 10934 0,95 9,45
9 65564 0,8 1,08 1554 12488 0,94 9,40
10 67363 0,83 1,19 1799 14287 1,01 10,10
11 68780 0,71 1,04 1417 15704 0,88 8,75
12 70630 0,63 0,97 1850 17554 0,80 8,00
13 71991 0,57 0,97 1361 18915 0,77 7,70
14 73741 0,54 0,85 1750 20665 0,70 6,95
15 75725 0,58 0,93 1984 22649 0,76 7,55
16 77252 0,54 0,77 1527 24176 0,66 6,55
17 84230 0,47 0,61 6978 31154 0,54 5,40
18 85783 0,49 0,59 1553 32707 0,54 5,40
19 87862 0,5 0,75 2079 34786 0,63 6,25
20 90190 0,51 0,7 2328 37114 0,61 6,05
21 93251 0,47 0,65 3061 40175 0,56 5,60
22 96103 0,43 0,64 2852 43027 0,54 5,35
Tabelul 4.5.4.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 15010 3,9 3,7 0 0 3,80 38,00
2 16220 3,9 3,6 1210 1210 3,75 37,50
3 18450 2,65 2,9 2230 3440 2,78 27,75
4 20137 2,1 1,8 1687 5127 1,95 19,50
5 22453 1,35 1,4 2316 7443 1,38 13,75
6 24360 1,25 1,1 1907 9350 1,18 11,75
7 26850 1,1 1 2490 11840 1,05 10,50
8 28432 0,88 0,8 1582 13422 0,84 8,40
9 29982 0,85 0,9 1550 14972 0,88 8,75
10 31457 0,8 0,9 1475 16447 0,85 8,50
11 33526 0,75 0,8 2069 18516 0,78 7,75
12 34420 0,78 0,72 894 19410 0,75 7,50
13 37589 0,51 0,71 3169 22579 0,61 6,10
14 38964 0,46 0,65 1375 23954 0,56 5,55
15 41447 0,45 0,63 2483 26437 0,54 5,40
16 42651 0,42 0,63 1204 27641 0,53 5,25
17 45870 0,41 0,55 3219 30860 0,48 4,80
18 48959 0,41 0,5 3089 33949 0,46 4,55
19 51327 0,4 0,5 2368 36317 0,45 4,50
61
20 55630 0,4 0,49 4303 40620 0,45 4,45
21 58762 0,4 0,5 3132 43752 0,45 4,50
22 61353 0,4 0,5 2591 46343 0,45 4,50
23 66753 0,41 0,48 5400 51743 0,45 4,45
24 71452 0,41 0,49 4699 56442 0,45 4,50
25 75893 0,4 0,5 4441 60883 0,45 4,50
26 79123 0,41 0,49 3230 64113 0,45 4,50
27 81452 0,4 0,5 2329 66442 0,45 4,50
Folosind datele din tabelele 4.5.1, 4.5.2, 4,5,3 i 4.5.4 se poate reprezenta cumulat
graficele celor patru epruvete supuse incercrii de anduran la ncovoiere pentru o sgeat de
deformare de 3,5 mm (figura 4.5.2).
0
5
10
15
20
25
30
35
40
0 10000 20000 30000 40000 50000 60000 70000
Epruveta nr. 11
Epruveta nr. 7
Epruveta nr. 17
Epruveta nr. 18
Cicluri solicitare
F
o
r
s
o
l
i
c
i
t
a
r
e
[
d
a
N
]
.
Figura 4.5.2. Reprezentarea grafic a ncercrii de anduran la ncovoiere de 3,5 mm
n tabelul 4.5.5 sunt nregistrate valorile forelor maxime, iniiale i a celor minime, finale
pentru cele patru epruvetele supuse la ncercarea de anduran la o sgeat de ncovoiere de 3,5
mm.
Tabelul 4.5.5.
Epruveta nr. 17 7 11 18
Max 37,50 37,90 36,00 38,00 For
[daN]
Min 5,00 3,60 5,35 4,45
Scdere procentual 86,67% 90,50% 85,14% 88,29%
Sgeat 3,5 mm
Numr cicluri solicitare 26737 7573 43027 66442
Dup realizarea ncercrii de anduran la ncovoiere pentru cele patru epruvete solicitate
la o sgeat de deformare de 3,5 mm, s-a trecut la ncercarea epruvetelor la anduran la
ncovoiere pentru o sgeat de deformare de 2 mm.
62
n tabelul 4.5.6 4.5.9 sunt prezentate valorile nregistrate pentru cele patru epruvete
ncercate la anduran la o sgeat de 2 mm.
Tabelul 4.5.6.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 96120 2,7 2,73 0 0 2,72 27,15
2 98302 2,52 2,8 2182 2182 2,66 26,60
3 215 2,42 2,5 1913 4095 2,46 24,60
4 2182 2,28 2,4 1967 6062 2,34 23,40
5 4444 2,27 2,05 2262 8324 2,16 21,60
6 6289 2,35 2,07 1845 10169 2,21 22,10
7 8341 2,38 2,17 2052 12221 2,28 22,75
8 10893 2,3 1,9 2552 14773 2,10 21,00
9 12818 2,15 2,03 1925 16698 2,09 20,90
10 15610 2,27 2,14 2792 19490 2,21 22,05
11 18474 2,2 2,2 2864 22354 2,20 22,00
12 20191 2,21 2,08 1717 24071 2,15 21,45
13 21970 2,2 2,12 1779 25850 2,16 21,60
14 23726 2 2,2 1756 27606 2,10 21,00
15 25906 1,8 1,76 2180 29786 1,78 17,80
16 27625 1,85 1,55 1719 31505 1,70 17,00
17 29766 1,93 1,59 2141 33646 1,76 17,60
18 31795 1,78 1,63 2029 35675 1,71 17,05
19 33889 1,83 1,63 2094 37769 1,73 17,30
20 35893 1,84 1,74 2004 39773 1,79 17,90
21 38101 1,85 1,71 2208 41981 1,78 17,80
22 39640 1,78 1,7 1539 43520 1,74 17,40
23 41852 1,84 1,32 2212 45732 1,58 15,80
24 43862 1,86 1,25 2010 47742 1,56 15,55
25 46444 1,89 1,35 2582 50324 1,62 16,20
26 48469 1,81 1,5 2025 52349 1,66 16,55
27 50421 1,63 1,28 1952 54301 1,46 14,55
28 53064 1,67 1,28 2643 56944 1,48 14,75
29 55569 1,52 1,26 2505 59449 1,39 13,90
30 57758 1,52 1,25 2189 61638 1,39 13,85
31 59840 1,5 1,36 2082 63720 1,43 14,30
32 61894 1,55 1,51 2054 65774 1,53 15,30
33 64355 1,5 1,34 2461 68235 1,42 14,20
34 66164 1,45 1,4 1809 70044 1,43 14,25
35 68085 1,41 1,42 1921 71965 1,42 14,15
36 70102 1,55 1,3 2017 73982 1,43 14,25
37 72103 1,44 1,4 2001 75983 1,42 14,20
38 74104 1,42 1,22 2001 77984 1,32 13,20
39 77008 1,53 1,35 2904 80888 1,44 14,40
40 79650 1,55 1,17 2642 83530 1,36 13,60
Tabelul 4.5.7.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 80233 2,07 2,23 0 0 2,15 21,50
2 82503 2,1 1,89 2270 2270 2,00 19,95
63
3 84897 1,99 1,9 2394 4664 1,95 19,45
4 87217 1,78 1,9 2320 6984 1,84 18,40
5 90384 1,95 1,8 3167 10151 1,88 18,75
6 93712 2 1,7 3328 13479 1,85 18,50
7 97398 1,8 1,8 3686 17165 1,80 18,00
8 212 1,81 1,8 2814 19979 1,81 18,05
9 2301 1,96 1,72 2089 22068 1,84 18,40
10 4256 2 1,7 1955 24023 1,85 18,50
11 6939 2,01 1,68 2683 26706 1,85 18,45
12 9900 2,08 1,68 2961 29667 1,88 18,80
13 12790 2,08 1,68 2890 32557 1,88 18,80
14 15082 2,1 1,64 2292 34849 1,87 18,70
15 17419 2,08 1,68 2337 37186 1,88 18,80
16 20817 2,06 1,62 3398 40584 1,84 18,40
17 22819 2,08 1,65 2002 42586 1,87 18,65
18 24701 2,08 1,6 1882 44468 1,84 18,40
19 26845 2,07 1,63 2144 46612 1,85 18,50
20 28960 2,02 1,56 2115 48727 1,79 17,90
21 30886 2,06 1,6 1926 50653 1,83 18,30
22 33254 2,03 1,63 2368 53021 1,83 18,30
23 36458 2,03 1,6 3204 56225 1,82 18,15
24 39570 2,01 1,59 3112 59337 1,80 18,00
25 41620 2,01 1,55 2050 61387 1,78 17,80
26 43686 2,01 1,55 2066 63453 1,78 17,80
27 45685 1,98 1,5 1999 65452 1,74 17,40
28 47627 1,98 1,54 1942 67394 1,76 17,60
29 49649 1,98 1,55 2022 69416 1,77 17,65
30 51935 1,97 1,55 2286 71702 1,76 17,60
31 54203 1,96 1,52 2268 73970 1,74 17,40
32 56214 2 1,5 2011 75981 1,75 17,50
33 58225 1,98 1,51 2011 77992 1,75 17,45
34 60234 1,98 1,52 2009 80001 1,75 17,50
35 62605 1,94 1,53 2371 82372 1,74 17,35
36 64624 1,93 1,53 2019 84391 1,73 17,30
37 66664 1,96 1,51 2040 86431 1,74 17,35
38 68662 1,95 1,5 1998 88429 1,73 17,25
39 70661 1,96 1,5 1999 90428 1,73 17,30
40 72668 1,96 1,51 2007 92435 1,74 17,35
41 74668 1,95 1,51 2000 94435 1,73 17,30
42 76705 1,91 1,53 2037 96472 1,72 17,20
43 78792 1,91 1,52 2087 98559 1,72 17,15
44 81011 1,91 1,53 2219 100778 1,72 17,20
45 83019 1,9 1,51 2008 102786 1,71 17,05
46 85022 1,91 1,53 2003 104789 1,72 17,20
47 87022 1,89 1,52 2000 106789 1,71 17,05
48 89021 1,9 1,52 1999 108788 1,71 17,10
49 91022 1,9 1,51 2001 110789 1,71 17,05
50 93023 1,9 1,52 2001 112790 1,71 17,10
51 95064 1,9 1,5 2041 114831 1,70 17,00
52 97064 1,89 1,5 2000 116831 1,70 16,95
64
Tabelul 4.5.8.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 97066 2,6 3,08 0 0 2,84 28,40
2 99085 2,31 2,87 2019 2019 2,59 25,90
3 1066 2,21 2,78 1981 4000 2,50 24,95
4 3072 2,08 2,7 2006 6006 2,39 23,90
5 5081 2,06 2,65 2009 8015 2,36 23,55
6 7072 2 2,64 1991 10006 2,32 23,20
7 9069 1,96 2,59 1997 12003 2,28 22,75
8 11143 1,91 2,55 2074 14077 2,23 22,30
9 13696 1,9 2,54 2553 16630 2,22 22,20
10 15772 1,85 2,41 2076 18706 2,13 21,30
11 18021 1,81 2,43 2249 20955 2,12 21,20
12 20060 1,79 2,43 2039 22994 2,11 21,10
13 22127 1,82 2,43 2067 25061 2,13 21,25
14 24277 1,86 2,43 2150 27211 2,15 21,45
15 26946 1,73 2,43 2669 29880 2,08 20,80
16 29312 1,82 2,41 2366 32246 2,12 21,15
17 31320 1,78 2,44 2008 34254 2,11 21,10
18 33214 1,78 2,45 1894 36148 2,12 21,15
19 35310 1,78 2,4 2096 38244 2,09 20,90
20 37500 1,77 2,4 2190 40434 2,09 20,85
21 39507 1,76 2,41 2007 42441 2,09 20,85
22 41504 1,75 2,4 1997 44438 2,08 20,75
23 43549 1,78 2,37 2045 46483 2,08 20,75
24 45555 1,72 2,39 2006 48489 2,06 20,55
25 47680 1,67 2,3 2125 50614 1,99 19,85
26 49750 1,62 2,35 2070 52684 1,99 19,85
27 51749 1,56 2,32 1999 54683 1,94 19,40
28 53750 1,62 2,33 2001 56684 1,98 19,75
29 55730 1,61 2,34 1980 58664 1,98 19,75
30 57750 1,65 2,34 2020 60684 2,00 19,95
31 60500 1,66 2,3 2750 63434 1,98 19,80
32 62507 1,62 2,28 2007 65441 1,95 19,50
Tabelul 4.5.9.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 95012 2,8 3,07 0 0 2,94 29,35
2 97054 2,42 2,88 2042 2042 2,65 26,50
3 99452 2,5 2,75 2398 4440 2,63 26,25
4 1370 2,38 2,71 1918 6358 2,55 25,45
5 4462 2,25 2,68 3092 9450 2,47 24,65
6 7689 2,21 2,64 3227 12677 2,43 24,25
7 8845 2,15 2,6 1156 13833 2,38 23,75
8 10126 2,13 2,6 1281 15114 2,37 23,65
9 12450 2,09 2,58 2324 17438 2,34 23,35
10 16372 2,05 2,48 3922 21360 2,27 22,65
11 18026 2,04 2,46 1654 23014 2,25 22,50
12 20065 2,03 2,44 2039 25053 2,24 22,35
13 22127 2,01 2,43 2062 27115 2,22 22,20
65
14 25004 2 2,43 2877 29992 2,22 22,15
15 26946 1,89 2,43 1942 31934 2,16 21,60
16 29312 1,9 2,42 2366 34300 2,16 21,60
17 32451 1,87 2,43 3139 37439 2,15 21,50
18 33214 1,84 2,45 763 38202 2,15 21,45
19 34652 1,78 2,4 1438 39640 2,09 20,90
20 37500 1,78 2,4 2848 42488 2,09 20,90
21 39954 1,77 2,41 2454 44942 2,09 20,90
22 41504 1,75 2,4 1550 46492 2,08 20,75
23 44560 1,7 2,37 3056 49548 2,04 20,35
24 45555 1,72 2,39 995 50543 2,06 20,55
25 47680 1,7 2,35 2125 52668 2,03 20,25
26 50002 1,65 2,4 2322 54990 2,03 20,25
27 51749 1,7 2,32 1747 56737 2,01 20,10
28 54012 1,68 2,33 2263 59000 2,01 20,05
29 55730 1,68 2,32 1718 60718 2,00 20,00
30 58701 1,71 2,3 2971 63689 2,01 20,05
31 60500 1,67 2,3 1799 65488 1,99 19,85
32 62543 1,62 2,25 2043 67531 1,94 19,35
33 66475 1,62 2,12 3932 71463 1,87 18,70
34 68254 1,61 2,11 1779 73242 1,86 18,60
35 70012 1,62 2,1 1758 75000 1,86 18,60
36 73452 1,61 2 3440 78440 1,81 18,05
37 78320 1,6 2 4868 83308 1,80 18,00
Datele nregistrate n tabelele 4.5.6, 4.5.7, 4,5,8 i 4.5.9 sunt prezentate cumulat n figura
4.5.3, pentru cele patru epruvete supuse incercrii de anduran la ncovoiere pentru o sgeat de
deformare de 2 mm.
0
5
10
15
20
25
30
35
40
0 20000 40000 60000 80000 100000 120000
Epruveta nr. 15
Epruveta nr. 9
Epruveta nr. 10
Epruveta nr. 19
Cicluri solicitare
F
o
r
s
o
l
i
c
i
t
a
r
e
[
d
a
N
]
.
Figura 4.5.3. Reprezentarea grafic a ncercrii de anduran la ncovoiere de 2,5 mm
n tabelul 4.5.10 sunt nregistrate valorile forelor maxime i a celor minime pentru cele
patru epruvetele supuse la ncercarea de anduran la o sgeat de ncovoiere de 2 mm
66
Tabelul 4.5.10.
Epruveta nr. 15 9 10 19
Max 27,15 21,50 28,40 29,35
For
[daN]
Min 13,20 16,95 19,40 18,00
Scdere procentual 51,38% 21,16% 31,69% 38,67%
Sgeat 2 mm
Numr cicluri solicitare 83530 116831 65441 83308
Dup realizarea ncercrii de anduran la ncovoiere pentru cele patru epruvete solicitate
la o sgeat de deformare de 2 mm, s-a trecut la ncercarea epruvetelor la anduran la
ncovoiere pentru o sgeat de deformare de 1 mm.
n tabelul 4.5.11 4.5.13 sunt prezentate valorile nregistrate pentru cele trei epruvete
incercate la anduran la o sgeat de 1 mm.
Tabelul 4.5.11.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1 63041 1,98 2,25 0 0 2,12 10,58
2 69109 1,99 2,13 6068 6068 2,06 10,30
3 79470 2,02 1,99 10361 16429 2,01 10,03
4 84274 2,03 2,1 4804 21233 2,07 10,33
5 90909 2,11 2 6635 27868 2,06 10,28
6 97467 2,13 1,94 6558 34426 2,04 10,18
7 2134 2,11 1,97 4667 39093 2,04 10,20
8 11465 2,07 1,95 9331 48424 2,01 10,05
9 16853 1,9 1,93 5388 53812 1,92 9,58
10 24744 1,99 2,01 7891 61703 2,00 10,00
11 33595 1,94 2,02 8851 70554 1,98 9,90
12 39344 2 1,97 5749 76303 1,99 9,93
13 45610 1,98 1,96 6266 82569 1,97 9,85
14 51401 1,92 2 5791 88360 1,96 9,80
15 56109 1,9 1,92 4708 93068 1,91 9,55
16 66460 1,9 1,96 10351 103419 1,93 9,65
17 77385 1,94 1,95 10925 114344 1,95 9,73
18 84180 1,9 1,96 6795 121139 1,93 9,65
19 86965 1,9 1,92 2785 123924 1,91 9,55
20 94042 1,9 1,91 7077 131001 1,91 9,53
21 5995 1,92 1,88 11953 142954 1,90 9,50
22 6475 1,94 1,85 480 143434 1,90 9,48
23 27928 2,02 1,82 21453 164887 1,92 9,60
24 45644 1,9 1,86 17716 182603 1,88 9,40
25 51577 1,97 1,78 5933 188536 1,88 9,38
26 64230 1,94 1,8 12653 201189 1,87 9,35
27 77259 1,93 1,8 13029 214218 1,87 9,33
28 90240 1,91 1,78 12981 227199 1,85 9,23
29 1943 1,93 1,78 11703 238902 1,86 9,28
30 10090 1,89 1,86 8147 247049 1,88 9,38
31 23488 1,86 1,84 13398 260447 1,85 9,25
67
32 35358 1,89 1,8 11870 272317 1,85 9,23
33 48090 1,83 1,84 12732 285049 1,84 9,18
Tabelul 4.5.12.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1
48121 2,17 2,1
0 0
2,14
10,68
2
70946 1,65 1,92 22825 22825 1,79
8,93
3
79065 1,62 2,02 8119 30944 1,82
9,10
4
96460 1,7 1,8 17395 48339 1,75
8,75
5
5678 1,5 2,06 9218 57557 1,78
8,90
6
12041 1,55 1,99 6363 63920 1,77
8,85
7
20065 1,57 1,97 8024 71944 1,77
8,85
8
43716 1,61 2,03 23651 95595 1,82
9,10
9
81035 1,55 2,07 37319 132914 1,81
9,05
10
89037 1,56 2,06 8002 140916 1,81
9,05
11 95067 1,53 2,06 6030 146946 1,80 8,98
12 9758 1,32 2,224 14691 161637 1,77 8,86
13 20777 1,39 2,2 11019 172656 1,80 8,98
14 36640 1,35 2,18 15863 188519 1,77 8,83
15 54447 1,44 2,14 17807 206326 1,79 8,95
16 63894 1,38 2,16 9447 215773 1,77 8,85
Tabelul 4.5.13.
Tensiune masurata
Nr. crt.
Index
contor
+ -
Cicluri
partiale
Cicluri
totale
Tensiuni
inregistrate (V)
Forta
masurata
(daN)
1
48530 2,2 2,2
0 0
2,20
11,00
2
51320 2,2 2,2 2790 2790 2,20
11,00
3
60452 2,2 2,1 9132 11922 2,15
10,75
4
63254 2,14 2,12 2802 14724 2,13
10,65
5
71453 2,23 2,1 8199 22923 2,17
10,83
6
80123 2,22 2 8670 31593 2,11
10,55
7
89993 2,21 2 9870 41463 2,11
10,53
8
264 2,2 2 10271 51734 2,10
10,50
9
10364 2,1 1,95 10100 61834 2,03
10,13
10
19520 2 2,05 9156 70990 2,03
10,13
11
28540 1,98 2,02 9020 80010 2,00
10,00
12
33487 2 1,99 4947 84957 2,00
9,98
13
41582 1,98 1,98 8095 93052 1,98
9,90
14
49623 1,96 1,99 8041 101093 1,98
9,88
15
56109 1,95 1,96 6486 107579 1,96
9,78
16
61460 1,9 1,97 5351 112930 1,94
9,68
17
70485 1,94 1,97 9025 121955 1,96
9,78
18
79180 1,92 1,96 8695 130650 1,94
9,70
19
86965 1,91 1,94 7785 138435 1,93
9,63
20
95054 1,9 1,91 8089 146524 1,91
9,53
21
4452 1,92 1,9 9398 155922 1,91
9,55
22
11863 1,94 1,87 7411 163333 1,91
9,53
23
19451 1,96 1,83 7588 170921 1,90
9,48
24
27462 1,9 1,85 8011 178932 1,88
9,38
68
25
35879 1,97 1,77 8417 187349 1,87
9,35
26
42421 1,95 1,78 6542 193891 1,87
9,33
27
48258 1,93 1,79 5837 199728 1,86
9,30
28
52584 1,92 1,78 4326 204054 1,85
9,25
29
59952 1,93 1,78 7368 211422 1,86
9,28
30
67890 1,9 1,8 7938 219360 1,85
9,25
31
71365 1,86 1,83 3475 222835 1,85
9,23
32
80358 1,87 1,8 8993 231828 1,84
9,18
33
88685 1,83 1,84 8327 240155 1,84
9,18
34
91249 1,84 1,8 2564 242719 1,82
9,10
35
97328 1,83 1,8 6079 248798 1,82
9,08
36 1058 1,81 1,81 3730 252528 1,81 9,05
37 10542 1,82 1,79 9484 262012 1,81 9,03
38 18532 1,8 1,8 7990 270002 1,80 9,00
39 27982 1,8 1,78 9450 279452 1,79 8,95
40 35054 1,77 1,8 7072 286524 1,79 8,93
n figura 4.5.4 sunt prezentate cumulat reprezentarea grafic a datelor nregistrate n
tabelele 4.5.11, 4.5.12, i 4.5.13 pentru cele trei epruvete supuse incercrii de anduran la
ncovoiere pentru o sgeat de deformare de 1 mm.
0
5
10
15
20
25
30
35
40
0 50000 100000 150000 200000 250000 300000
Epruveta nr. 16
Epruveta nr. 13
Epruveta nr. 20
Cicluri solicitare
F
o
r
s
o
l
i
c
i
t
a
r
e
[
d
a
N
]
.
Figura 4.5.5. Reprezentarea grafic a ncercrii de anduran la ncovoiere de 1 mm
n tabelul 4.5.14 sunt nregistrate valorile forelor iniiale i a celor finale pentru cele trei
epruvetele supuse la ncercarea de anduran la o sgeat de ncovoiere de 1 mm, iar n figura
4.5.12 este o reprezentare grafic a acestor date.
69
Tabelul 4.5.14.
Epruveta nr. 16 13 20
max 10,58 10,68 11,00
For
[daN]
min 9,18 8,75 8,93
Scdere procentual 13,24% 18,03% 18,86%
Sgeat 1 mm
Numr cicluri solicitare 285049 215773 286524
Toate datele nregistrate n timpul acestor ncercri de anduran sunt prezentate, cumulat,
n graficul din figura 4.5.5.
0
5
10
15
20
25
30
35
40
0 50000 100000 150000 200000 250000 300000
Epruveta nr. 16
Epruveta nr. 7
Epruveta nr. 17
Epruveta nr. 18
Epruveta nr. 15
Epruveta nr. 9
Epruveta nr. 10
Epruveta nr. 19
Epruveta nr. 16
Epruveta nr. 13
Epruveta nr. 20
Cicluri solicitare
F
o
r
s
o
l
i
c
i
t
a
r
e
[
d
a
N
]
.
Figura 4.5.5. Reprezentarea grafic cumulat a ncercrii de anduran la ncovoiere
4.5.3. Moduri de rupere a epruvetelor
Epruvetele folosite la ncercarea de anduran la ncovoiere pentru o sgeat de
deformare de 3,5 mm i-au pierdut rigiditatea, dar nu s-au rupt. Rina din zona median s-a
distrus. Dup cum se vede n figura 4.5.6 rina este plin de fisuri transversale n zona de mijloc
a epruvetei.
Diferenele dintre forele iniiale de solicitare i cele finale sunt mari. Forele de solicitare
ale epruvetelor supuse la ncovoiere cu o sgeat de deformare de 3,5 mm au sczut cu
procente cuprinse ntre 85,14% i 90,50%.
70
Figura 4.5.6. Fisurile aprute n epruvetele ncercate la anduran la ncovoiere
Nici epruvetel ncercate la anduran la ncovoiere pentru sgeata de solicitare de 2 mm
nu s-au rupt n urma probelor, dar i ele i-au pierdut rigiditatea. i pe suprafaa acestor epruvete
au aprut fisuri transversale n rin. Forele de solicitare la ncovoiere ale celor patru epruvete
supuse la o sgeat de deformare de 2 mm au sczut cu procente ntre 21,16% i 51,38%.
i pe cele trei epruvetele supuse ncercrii de anduran la o sgeat de 1 mm au aprut
cteva fisuri transversale n zona median. Rigiditatea acestor epruvete poate fi considerat
nemodificat deoarece, forele de solicitare au avut scderi de 13,24% pn la 18,86%.
4.6. Rezultatele ncercrilor de determinare a coeficientului de conductivitate termic
Epruvetele pentru ncercrile experimentale au fost realizate din materiale fabricate de
ctre SC COMPOZITE SRL Braov. ncercrile de determinare a coeficientului de
conductivitate termic au fost realizate n cadrul Laboratorului de ncercare a Materialelor al
UNIVERSITII TRANSILVANIA Braov.
4.6.1. Tipuri de epruvete utilizate
Epruvetele folosite n cadrul acestor ncercri au fost obinute dintr-o plac [x45]
realizat din rin poliesteric, armat cu 15 straturi de mpslitur de fibr de sticl (MAT din
fibr de sticl cu masa specific 450g /m
2
). Epruvetele au fost realizate conform schiei din
figura 4.6.1.
- Lungimea epruvetei (A) este de 250 mm;
- Limea epruvetei (B) este de 250 mm;
71
- Grosimea epruvetei (C) este de 12 mm (funcie de grosimea plcii din care s-au
prelevat epruvetele).
Figura 4.6.1. Forma epruvetelor folosite
Principiul de lucru este urmtorul:
Proba de material se aeaz ntre dou plci metalice plane, cea superioar cu o
temperatur mai mare - constant, denumit nclzitoare, prevzut cu o rezisten electric, iar
cea inferioar cu o temperatur mai sczut - constant, denumit rece, care cedeaz cldura.
Cu ajutorul termometrelor se determin valoarea medie a temperaturii agentului termic n
placa nclzitoare i n placa rece. Cu aceste termometre se poate calcula cderea de temperatur
n prob.
Epruvetele ncercate n cadrul acestei lucrri au fost decupate dintr-o plac realizat din
15 straturi de mpslitur din fibre de sticl. Grosimea plcii din fibr de sticl este de
aproximativ 12 mm, dar pentru c placa a fost mulat liber n matri deschis, grosimea acesteia
nu este constant, iar una dintre suprafete acesteia (cea care nu a fost n contact cu matria) nu
este plan.
Epruvetele utilizate trebuie s aib ambele fee plane i paralele. Epruvetele trebuie s
aib grosime constant, pentru a putea sta n contact perfect cu plcile de lucru ale instalaiei.
Din acest motiv epruvetele realizate au fost supuse unei prelucrri de frezare.
4.6.2. Rezultatele ncercrilor de determinare a coeficientului de conductivitate termic
Coeficientul de conductivitate termic caracterizeaz proprietatea materialelor de a
conduce fluxul termic. Conductivitatea termic a materialelor solide are valori foarte diferite,
funcie de natura i proprietile materialelor [x43].
A
B
C
72
Coeficientul de conductivitate termic este numeric egal cu fluxul termic [x44], care
traverseaz unitatea de suprafa a unei plci de grosime unitar, cnd diferena de temperatur
ntre suprafeele exterioare este egal cu unitatea. Deci:
D
d
= l
mK
W
t
q
.
Determinarea acestui coeficient presupune msurarea experimental a mrimilor q , d i t D .
Funcie de valoarea , solidele se mpart n:
- materiale izolante: =0,02 0,15 [W/(mK)];
- materiale refractare: =0,60 3,50 [W/(mK)];
- materiale metalice: =8,70 458 [W/(mK)].
Epruvetele realizate au fost folosite pentru determinarea experimental a conductivitii
termice a materialului compozit. n urma frezrii epruveta cu numrul 1 a ajuns la o grosime de
10,5 mm, iar epruveta cu numrul 2 la o grosime de 9,50 mm. Epruvetele au fost montate, pe
rnd, ntre plcile de lucru ale instalaiei.
Dup intrarea instalaiei n regim staionar de funcionare, se fac urmtoarele determinri,
din 15 n 15 minute (0,25 ore), care se nregistreaz:
- ora i minutele indicate de ceas;
- indicaia contorului de energie electric;
- temperatura agentului termic citit la termometrele amplasate la intrare i la ieire din
placa superioar (t
ci
, t
ce
), respectiv la termometrele ale plcii inferioare (t
ri
, t
re
);
- temperatura ncperii;
- temperatura apei de rcire;
- se msoar grosimea probei la sfritul experimentului cu ajutorul celor patru
micrometre.
Pentru epruveta cu numrul 1 datele nregistrate sunt redate n tabelele 4.6.1 i 4.6.2, iar n
tabelul 4.6.3 sunt prezentate datele calculate [x42].
Tabelul 4.6.1.
Epruveta nr. 1 Material Fibr de sticl Data 2013
Citirea nr. 1 2 3 4 5 6 7 8 9 10 11 12 13
Timp
Temperatura
camerei TR
20
Citirea de pe
contor E
556,7793 556,7919 556,8036 556,8142 556,8241 556,833
Intrare placa
de incalzire
protectoare
tci
31,58 31,72 31,62 31,65 31,71 31,72
Iesire placa
de incalzire
protectoare
tce
31,55 31,58 31,53 31,52 31,6 31,6
73
Intrare placa
de racire tri
22,24 22,65 23,05 23,4 23,62 23,78
Iesire placa
de racire tre
22,05 22,42 22,84 23,19 23,35 23,55
Treapta de
putere
9
E 0,013 0,012 0,011 0,01 0,009 0
0,25 0,25 0,25 0,25 0,25
E/ 0,05 0,047 0,042 0,04 0,036 0
Tabelul 4.6.2.
Micrometre Masurare Eroare
Valoare
corectata
1 [ mm ] 10,31 0,01 10,3
2 [ mm ] 10,55 0,01 10,54
3 [ mm ] 10,53 0,01 10,52
4 [ mm ] 10,48 0,01 10,47
1-4 [ mm ] 41,83
1-4/4 [ mm ] 10,4575
Tabelul 4.6.3.
Marimi calculate
tci= 190,0000 tci/m= 31,6667 a= 31,596667
tce= 189,3800 tce/m= 31,5633 b= 31,503333
tri= 138,7400 tri/m= 23,1233 c= 23,053333
tre= 137,4000 tre/m= 22,9000 d= 45,843333
a+b= 63,1000 m= 6
c+d= 45,8433
(a+b)-(c+d)= 17,2567
t= 8,6283
tm= 27,2358
E= 0,0537
= 1,2500
E/= 0,0430
q= 108,8684
qxw= 0,1217
= 0,0105
=qx/(t-qxw)= 0,133835907834897 [kcal/(hmgrad)]
=qx/(t-qxw)= 0,155651160811985 [W/(mK)]
Pentru epruveta cu numrul 2 datele nregistrate sunt redate n tabelele 4.6.4 i 4.6.5, iar n
tabelul 4.6.6 sunt prezentate datele calculate.
Tabelul 4.6.4.
Epruveta nr. 2 Material Fibr de sticl Data 2013
Citirea nr. 1 2 3 4 5 6 7 8 9 10 11 12 13
Timp
Temperatura
camerei TR
20
74
Citirea de pe
contor E
556,9353 556,9464 556,9568 556,9656 556,9747 556,9833 556,9916 556,999 557,0055 557,0125 557,0181 557,0242 557,0294
Intrare placa
de incalzire
protectoare
tci
31,7 31,65 31,62 31,8 31,63 31,61 31,6 31,6 31,75 31,65 31,73 31,58 31,7
Iesire placa
de incalzire
protectoare
tce
31,58 31,55 31,59 31,61 31,55 31,53 31,51 31,52 31,61 31,59 31,64 31,51 31,61
Intrare placa
de racire tri
22,2 22,48 22,7 22,9 23 23,2 23,4 23,57 23,74 23,88 24,04 24,22 24,2
Iesire placa
de racire tre
21,96 22,25 22,45 22,64 22,7 22,91 23,16 23,32 23,5 23,58 23,73 23,86 23,9
Treapta de
putere
9
E 0,0111 0,0104 0,0088 0,0091 0,0086 0,0083 0,0074 0,0065 0,007 0,0056 0,0061 0,0052 0
0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25
E/ 0,0444 0,0416 0,0352 0,0364 0,0344 0,0332 0,0296 0,026 0,028 0,0224 0,0244 0,0208 0
Tabelul 4.6.4.
Micrometre Masurare Eroare
Valoare
corectata
1 [ mm ] 9,52 0,01 9,51
2 [ mm ] 9,7 0,01 9,69
3 [ mm ] 9,53 0,01 9,52
4 [ mm ] 9,53 0,01 9,52
1-4 [ mm ] 38,24
1-4/4 [ mm ] 9,56
Tabelul 4.6.4.
Marimi calculate
tci= 411,6200 tci/m= 31,6631 a= 31,593077
tce= 410,4000 tce/m= 31,5692 b= 31,509231
tri= 303,5300 tri/m= 23,3485 c= 23,278462
tre= 299,9600 tre/m= 23,0738 d= 46,242308
a+b= 63,1023 m= 13
c+d= 46,2423
(a+b)-(c+d)= 16,8600
t= 8,4300
tm= 27,3362
E= 0,0941
= 3,0000
E/= 0,0314
q= 79,4888
qxw= 0,0889
= 0,0096
=qx/(t-qxw)= 0,0911042736053292 [kcal/(hmgrad)]
=qx/(t-qxw)= 0,105954270202998 [W/(mK)]
4.7. Concluzii
Analiznd modul de comportare, n timpul ncercrilor, al epruvetelor realizate din
materialele compozite ncercate, se pot formula cteva aprecieri.
75
4.7.1. Concluzii referitoare la ncercarea de rupere la ncovoiere
Materialele compozite, folosite pentru realizarea epruvetelor, au fost realizate din
constituieni diferii i n diferite combinaii.
Pentru unele din materialele realizate s-a folosit estur din fibr de sticl, de tip roving.
Aceste esturi sunt utilizate, n general, pentru armarea rinilor poliesterice i epoxidice i
prezint proprieti bune de impregnabilitate. Au o grosime de 0,75 mm i o mas specific de
845 g/m
2
.
Fibra de sticl a fost folosit i sub form de straturi de mpslitur. Straturile de
mpslitur aveau grosimea de 0,8 mm.
Un alt constituent utilizat este corematul. Corematul este un material utilizat la laminatele
compozite, realizat dintr-o psl, sub form de coal, ce se pune ntre straturile de fibr de sticl.
Este un material mai vscos. Este folosit pentru a absorbi surplusul de rasin.
Tot pentru armare s-au folosit i esturi din fibre de carbon.
Astfel, primul material testat, prezentat n capitolul anterior a fost realizat din rin
poliesteric, armat cu 5 straturi de estur din fibr de sticl cu masa specific de 845g /m
2
, RT
800. Al doilea material ncercat a fost realizat tot din rin poliesteric, armat cu 7 straturi de
estur din fibr de sticl cu masa specific de 845g /m
2
, codificat 107. Aceste dou tipuri de
materiale au fost realizate din aceiai constituieni, diferind doar numrul de straturi de estur
din fibr de sticl folosite.
Din primul material s-au realizat epruvete avnd o grosime de 4,5 mm. Epruvetele
realizate din cel de-al doilea material au avut o grosime de 6 mm.
n urma ncercrilor, epruvetele obinute din materialele realizate din 5 sau 7 straturi de
estur din fibr de sticl s-au rupt parial. Cteva straturi, din cele solicitate la ntindere, s-au
rupt n ntregime. La nici una dintre epruvete nu a aprut o desprindere ntre straturi, cu excepia
zonei mediene, unde s-a produs ruperea. Sarcina de ncovoiere la rupere, , a variat ntre 22,23 i
38,90 [MPa].
Al treilea material supus ncercrilor de rupere la ncovoiere a fost un material din rin
poliesteric, de tip "sandwich", din straturi de estur de fibr de sticl, dar avnd n
componen i coremat. Epruvetele obinute din acest material au o grosime de 8 mm. Aceste
epruvete au suferit deteriorri ale stratului de coremat, nainte de a se produce ruperea
propriuzis. Absolut toate epruvetele au suferit desprinderi ntre straturile constituiente din cauza
stratului de coremat incorporat. Sarcina de ncovoiere la rupere pentru aceste epruvete, a avut
valori mult mai mici dect fa de cea a epruvetelor care nu conineau coremat, i a variat ntre
5,85 i 8,81 [MPa].
76
Fibra de sticl sub form de mpslitur a fost folosit pentru armarea unei plci din
rin poliesteric, din care s-au debitat epruvete avnd o grosime de 12 mm. Pentru realizarea
acestei plci de material compozit s-au folosit 15 straturi de mpslitur. Epruvetele din acest
material au fost supuse la ncercarea de rupere la ncovoiere, n mai multe condiii.
Cele ncercate la rupere la ncovoiere, la temperatura mediului ambiant (20C), au
prezentat rupturi ale straturilor supuse la ntindere. Sarcina de ncovoiere la rupere a variat ntre
22,15 i 23,69 [MPa], valori comparabile cu cele obinute pentru epruvetele fr coremat.
Epruvetele din acest material, ncercate la o temperatur de 50C, au suferit ruperi tot ale
straturilor supuse la intindere. Sarcina de ncovoiere la rupere pentru epruvetele ncercate la
temperatura de 50C, a avut valori mai mici dect valorile nregistrate pentru ruperea epruvetelor
aflate la temperatura mediului ambiant, i a variat ntre 16,41 i 17,15 [MPa].
Epruvetele supuse la ncercarea de rupere la ncovoiere la o temperatur de 65C, au
suferit ruperi ale straturilor supuse la intindere, dar i desprinderi multiple ntre straturi. n timpul
acestor ncercri, desprinderile dintre straturi au aprut cu mult nainte ca epruvetele s se rup.
Practic, rina a permis alunecarea straturilor de mpslitur, unul fa de altul. Sarcina de
ncovoiere nregistrat la rupere, , a avut valori foarte mici, ntre 1,49 i 2,31 [MPa].
Din acest material, trei epruvete au fost nclzite pn la temperatura de 100C, dup care
au fost lsate s se rceasc pn la temperatura mediului ambiant, cnd a avut loc ncercarea de
rupere la ncovoiere. Dei au fost nclzite, epruvetele s-au comportat asemntor cu cele care nu
au fost deloc nclzite. Sarcina de ncovoiere la rupere pentru epruvetele nclzite la temperatura
de 100C i ncercate la temperatura mediului ambiant, a avut valori ntre 19,51 i 22,25 [MPa].
Ruperea s-a produs tot la straturile supuse la ntindere i au aprut i desprinderi ntre straturi, n
zona median.
n figura 4.7.1. sunt reprezentatate grafic nregistrrile din timpul ncercrilor de rupere la
ncovoiere, pentru cte o epruvet realizat din mpslitur, solicitat n cele patru condiii de
ncercare. Din acest grafic se observ c epruvetele ncercate la temperatura mediului ambiant
(nregistrarea cu culoarea albastr) au acelai comportament cu epruvetele nclzite la 100C i
lsate s se rceasc la temperatura mediului ambiant, cnd au fost ncercate (nregistrarea de
culoare verde). Tot din acest grafic reiese c rezistena epruvetelor realizate din rin
poliesteric, armat cu mpslitur din fibr de sticl, scade cu creterea temperaturii rinii.
Dintre constituenii materialului compozit, matricea, a fost afectat de creterea temperaturii.
Ultimul material ncercat a fost realizat din rin epoxidic, armat cu cinci straturi din
esturi din fibre de carbon i un strat din poliester. Aceste epruvete au suferit ruperi totale, una
singur prezentnd i desprideri ntre straturi. S-ar putea spune, mai degrab, c aceste epruvete
77
s-au spart n timpul ncercrilor de ncovoiere. Sarcina de ncovoiere nregistrat la rupere pentru
aceste epruvete ncercate a avut valori ntre 52,95 i 77,87 [MPa].
mpslitur 12mm
0
50
100
150
200
250
300
350
400
450
0 2 4 6 8 10
Sgeat [mm]
F
o
r
[
d
a
N
]
Epruveta la
20C
Epruveta la
50C
Epruveta la
65C
Epruveta
100C la 20C
Figura 4.7.1. Graficele nregistrate n condiii de ncercare diferite
n tabelul 4.7.1 sunt prezentate valorile pentru sarcinile de ncovoiere nregistrate pentru
toate tipurile de epruvete ncercate.
Tabelul 4.7.1.
Temperatura de ncercare Sarcina de ncovoiere la rupere
[MPa]
Material Mod de realizare C
min max
estur din fibre la 20 22,23 38,90
estur +coremat la 20 5,85 8,81
la 20 22,15 23,69
la 50 16,41 17,15
la 65 1,49 2,31
Fibr de sticl
Strat de mpslitur
de la 100 la 20 19,51 22,25
Fibr de carbon la 20C 52,95 77,87
78
Din tabelul 4.7.1 reiese c materialul compozit realizat din fibr de sticl, att estur,
ct i strat de mpslitur, are valori apropiate pentru , sarcina de ncovoiere, la temperatura
mediului ambiant (20C). Chiar dac utilizarea corematului n structura materialului compozit
prezint multe avantaje, din punct de vedere economic, prezena acestuia diminuiaz
performanele materialului compozit.
0
10
20
30
40
50
60
70
80
90
la 20C la 20C la 20C la 50C la 65C la 100C-
20C
la 20C
estur
din fibre
estur
+coremat
Strat de mpslitur
Fibr de sticl Fibr de
carbon
S
a
r
c
i
n
a
l
a
n
c
o
v
o
i
e
r
e
[
M
P
a
]
Sarcina de
ncovoiere la
rupere,
[MPa] min
Sarcina de
ncovoiere la
rupere,
[MPa] max
Figura 4.7.2. Reprezentarea grafic a nregistrat n ncercrile efectuate
Valorile nregistrate n tabelul 4.7.1 sunt reprezentate grafic n figura 4.7.2.
Analiznd graficul din figura 4.7.6 se constat c materialul compozit realizat cu estur
din fibre de carbon suport cea mai mare ncrcare. i materialul compozit realizat din fibre de
sticl suport o ncrcare considerabil dac se afl n condiii normale de temperatur i dac nu
are n componen materiale ce-i pot deteriora structura omogen.
4.7.2. Concluzii referitoare la ncercarea de anduran la ncovoiere
Dup cum am prezentat n capitolele anterioare, 11 epruvete din material compozit
realizat din rin poliesteric i estur din fibr de sticl, RT-800, au fost supuse ncercrilor
de anduran la ncovoiere, pe stand. Epruvetele au fost supuse la o solicitare alternant simetric.
Patru epruvete au fost solicitate cu o sgeat de ncovoiere de 3,5 mm, alte patru epruvete au
fost la o sgeat de solicitate de 2 mm i ultimele trei la o sgeat de 1 mm. n timpul
79
ncercrii de anduran, sgeata de deformaie a epruvetei a fost constant. Pentru c nregistrarea
datelor nu s-a putut face continuu, i pentru c ncercarea a durat n timp, standul a fost oprit
periodic pentru citirea datelor urmrite. ncercarea a fost oprit, de fiecare dat, atunci cnd fora
nu a mai prezentat modificri majore.
Datele nregistrate pentru toate epruvetele ncercate sunt prezentate n tabelul 4.7.2.
Tabelul 4.7.2.
Sgeat 3,5 mm 2 mm 1 mm
Epruveta nr. 17 7 11 18 15 9 10 19 16 13 20
max 37,50 37,90 36,00 38,00 27,15 21,50 28,40 29,35 10,58 10,68 11,00
For
[daN]
min 5,00 3,60 5,35 4,45 13,20 16,95 19,40 18,00 9,18 8,75 8,93
Numr cicluri 26737 7573 43027 66442 83530 116831 65441 83308 285049 215773 286524
nc de la prima acionare a standului, ncercarea era nsoit de zgomote de distrugere a
matricei. Imediat dup nceperea ncercrilor de anduran la ncovoiere, pe suprafaa
epruvetelor, au aprut mici fisuri n rin, n zona median a acestora, chiar dac ncercarea a
avut loc n domeniul elastic al materialului epruvetelor. Pe msur ce ncercarea continua, mai
ales pentru sgeile de deformare de 3,5 mm i 2 mm aceste fisuri au crescut ca dimensiune,
dar i ca numr. n acest timp fora de ncrcare a epruvetei a sczut. Dup un timp, rina din
zona median a epruvetei i-a pierdut rigiditatea, fiind distrus de fisurile aprute, epruveta
nemaiopunnd rezisten. Fora de solicitare s-a stabilizat. Epruvetele nu s-au rupt, ele pstrndu-
i integritatea datorit straturilor de estur din fibre de sticl din componen. Dac, la
nceputul ncercrii epruveta se comporta ca un arc lamelar, spre sfritul probei aceasta se
comporta mai degrab ca o articulaie.
4.7.3. Concluzii referitoare la determinarea coeficientului de conductivitate termic
Coeficientul de conductivitate termic caracterizeaz proprietatea materialelor de a
conduce fluxul termic. Acesta este o constant fizic ce depinde de caracteristicile materialelor i
de condiiile n care se gsesc aceste materiale. Coeficientul de conductivitate termic crete cu
creterea gradului de umiditate al corpului. Coeficientul de conductivitate termic este redus n
cazul materialelor poroase datorit coninutului mare de aer din structura poroas (aerul are un
coeficient de conductivitate termic foarte sczut - mK W 024 , 0 ). Coeficientul de
conductivitate termic crete cu creterea densitii materialelor.
80
Valoarea coeficientului de conductivitate termic, obinut prin determinare experimen-
tal, se poate compara cu valorile coeficientului pentru alte materiale din tabelele termodina-
mice, tabelul 4.7.3. Astfel, materialul poate fi ncadrat ntr-o anumit categorie de materiale
izolatoare.
Tabelul 4.7.3.
Materiale
metalice
[W/(m.K)]
Materiale
nemetalice
[W/(m.K)]
Gaze
[W/(m.K)]
Alam 113 Azbest 0,15 - 0,21 Aer 0,0234
Aluminiu 207 Azbociment 0,35 Amoniac 0,0200
Argint 416 Beton 1,28 Azot 0,0243
Bronz 189 Crmid 0,69 0,81 Clor 0,0072
Cadmiu 94 Lemn de fag 0,23 0,41 Dioxid de sulf 0,0077
Cupru 378 Lemn de brad 0,17 0,35 Hidrogen 0,1594
Font 49 Nisip uscat 0,35 0,81 Oxid de carbon 0,0215
Grafit 151 Plut 0,04 0,05 Oxigen 0,0234
Nichel 59 Polistiren 0,04
Oel (1%C) 45 Poliuretan 0,04
Oel inox 16 Rumegu 0,07 0,09
Plumb 33 Sticl 0,70 0,81
Staniu 59 Vat mineral 0,07
Tantal 55 Vat de sticl 0,03 0,07
Zinc 110 Zgur 0,22 0,29
Pentru epruveta cu numrul 1, valoarea obinut pentru coeficientul de conductivitate
termic este =0,133835907834897 [kcal/(hmgrad)] sau =0,156 [W/(mK)], iar pentru epruveta
cu numrul 2, este de =0,0911042736053292 [kcal/(hmgrad)] sau =0,106 [W/(mK)].
Pentru c valorile obinute sunt se ncadreaz n intervalul 0,02 0,15 [W/(mK)], se
poate spune c materialul compozit ncercat se comport ca un material izolant.
81
Capitolul 5.
COMPONENTE AUTO DIN MATERIALE COMPOZITE REALIZATE
EXPERIMENTAL
Multe repere din componena autovehiculelor de astzi sunt realizate din materiale
compozite. Materialele compozite din care se realizeaz aceste repere se aleg funcie de rolul pe
care aceste componente l au n ansamblul autovehiculului. La alegerea materialului utilizat
pentru realizarea reperelor auto un rol important l are i tehnologia de obinere a acestor
componente. Reperele pot fi realizate din unul sau mai multe subansamble, din acelaii tip de
material compozit, sau din materiale diferite, demontabile sau nedemontabile.
n cadrul tezei de doctorat s-a optat pentru realizarea experimental a unei portiere de
autoturism. Varianta aleas a fost o portier dreapta fa pentru un autoturism GOLF 3 n cinci
ui. Pentru construirea portierei auto a fost nevoie de realizarea a dou repere:
- o fa exterioar;
- o ram interioar.
S-a optat pentru un model de portier existent i din metal pentru a se putea face ncercri
comparative.
Avnd n vedere rezultatele obinute n timpul ncercrilor realizate pe epruvetele din
diferite materiale compozite s-a stabilit ca faa exterioar a portierei s se realizeze din fibr de
carbon, iar rama interioar din fibr de sticl.
Componentele necesare realizrii portierei auto au fost executate la sediul SC
COMPOZITE SRL Braov i sediul Institutului de Autovehicule Rutiere INAR Braov.
5.1. Realizarea unei fee exterioare de portier auto
Prima faz n realizarea feei exterioare a portierei a constat n prelevarea dimensional a
unei portiere de autoturism, de acelai tip, realizat din metal. Cu ajutorul acestor date s-a realizat
un desen de execuie al acestei fee de portier, care va fi folosit i pentru realizarea modelului
3D al acestui reper.
n figura 5.1.1 este ilustrat desenul realizat cu datele prelevate. n figura 5.1.2 se vede faa
exterioar a portierei realizate din rsin epoxidic armat cu dou straturi de estur din fibr de
carbon i un strat din poliester, la interior.
n figura 5.1.3 este prezentat modelul 3D al feei exterioare a portiere. Modelarea s-a
realizat folosind dimensiunile din desenul de execuie din figura 5.1.1.
82
Figura 5.1.1. Desenul feei exterioare a portierei auto
Figura 5.1.2. Faa portierei realizat din fibre de carbon
Figura 5.1.8. Modelul 3D al feei exterioare a portierei auto
83
5.2. Realizarea unei rame interioare de portiera auto
Execuia ramei interioare a portierei auto a nceput tot cu o aciune de prelevare
dimensional a portierei auto metalice. Cu ajutorul acestor date s-a realizat un desen de execuie
al ramei interioare a portierei, care va servi i pentru realizarea modelului 3D al acestui reper.
Desenul realizat cu datele prelevate este prezentat n figura 5.2.1. n figura 5.2.2 se vede
rama interioar a portierei realizate din rsin poliesteric armat cu dou straturi de mpslitur
din fibr de sticl.
Figura 5.2.1. Desenul ramei interioare a portierei auto
Figura 5.2.2. Rama interioar a portierei realizat din fibr de sticl
Modelul 3D al ramei interioare a portierei, realizat pe baza desenului de execuie din
figura 5.2.1, este prezentat n figura 5.2.3.
84
Figura 5.2.10. Modelul 3D al feei exterioare a portierei auto
5.3. Realizarea unei portiere auto
Portiera realizat din materiale compozite trebuie s fie conform desenului de ansamblu
realizat, cu datele prelevate de la portiera din metal. Ansamblul portierei este realizat prin
montarea mpreun a feei exterioare a portierei i a ramei interioare a portierei. Desenul de
ansamblu este prezentat n figura 5.3.1.
Figura 5.3.1. Desenul de ansamblu al portierei realizat din materiale compozite
Rama interioar i faa exterioar s-au fixat una de cealalt pentru a forma portiera
autoturismului cu ajutorul unor uruburi, de M4, pe intreg conturul, pentru a permite montarea i
demontarea de cte ori va fi nevoie n timpul probelor pe stand. Portiera realizat nu se va monta
pe un autoturism, ci va fi montata pe un stand, unde va fi supus unor probe de rezisten la
deformaii, comparativ cu o portier de acelai tip, dar realizat din tabl de oel.
85
Portierei din materiale compozite i s-au montat bara antimpnare, o pereche de balamale
i un mecanism de inchidere, identice cu cele ale variantei din tabl de oel.
n figura 5.3.2 se vede portiera realizat din materiale compozite, dup asamblare i
vopsire cu alb mat a feei exterioare.
Figura 5.3.4. Portiera montat
Figura 5.3.3 prezint modelul 3D al portierei, ce a fost realizat pornind de la desenul de
execuie din figura 5.3.1.
Figura 5.3.3. Modelul 3D al portierei auto
86
Capitolul 6.
CERCETAREA EXPERIMENTAL A COMPONENTELOR REALIZATE
DIN MATERIALE COMPOZITE
6.1. Modelarea matematica a structurii auto
Modelele 3D realizate ale elementelor portierei au servit pentru realizarea analizei cu
element finit. Metoda Elementului Finit (MEF): este o metod numeric de determinare a unor
soluii aproximative la probleme de condiii la limit. Folosete metode variaionale de
minimizare a funciei eroare i de obinere a unei soluii stabile.
Condiia la Limit (Boundary Condition) este o ecuaie diferenial care mpreun cu un
set de condiii suplimentare definete matematic un sistem fizic. Soluia acestei ecuaii este i
soluia problemei definite prin condiiile de limit.
Metoda elementelor finite s-a dezvoltat foarte mult odat cu apariia i perfecionarea
calculatoarelor electronice, n ultimii ani reuindu-se dezvoltarea unor sisteme mecanice
complete exclusiv virtual.
Analiza modal este studiul caracterului dinamic al unui sistem mecanic, definit
independent de ncrcarea extern aplicat i de rspunsul sistemului.
Mod Propriu (al unui sistem dinamic) este un model de micare al tuturor componentelor
unui sistem, micarea se realizeaz n faz i la aceeai frecven.
Pentru discretizarea modelului CAD s-a folosit suita software Hyperworks / Hypermesh.
n urma analizei fcute s-au determinat zece Moduri Proprii. n figura 6.1.1 este
reprezentarea grafic pentru Modul 10, la frecvena de 152.01Hz.
Figura 6.1.1 Reprezentarea Modului 10
87
6.2. Realizare stand de ncercare a structurii auto
Cercetarea experimental a portierei auto construit, din materiale compozite, se poate
realiza cu ajutorul unui stand. Standul trebuie s reproduc, ct mai fidel, modul de fixare a
portierei pe autoturism. Din acest motiv, pentru realizarea standului s-a folosit o caroserie, a unui
autoturism Volkswagen Golf 3, n cinci ui, pe care portiera realizat din materiale compozite s
se poat monta. Pe caroserie nu sunt montate portierele, capota, hayonul spate, prbrizul.
Caroseria nu dispune de sistemul de suspensie, direcie sau grupul de for.
Standul a fost realizat pe platforma metalic a Laboratorului de ncercri din cadrul
INSTITUTULUI DE AUTOVEHICULE RUTIERE INAR Braov. Pentru ca portiera s se poat
monta exact ca pe autoturism, pe caroserie s-au pstrat garnitura de etanare a portierei
(chederul), balamalele portierei, sistemul de zvorre al acesteia.
Pe stand portierele, att cea metalic, dar i cea din materiale compozite au fost solicitate
static i dinamic. Schema de principiu a standului este prezentat n figura 6.2.2.
Figura 6.2.2. Schema dispozitivului de ncrcare static
1. Platform metalic;
2. Caroserie de autoturism;
3. Montant;
4. Suport mecanism de ncrcare;
5. Piuli;
6. Tij mecanism de ncrcare;
7. Traductor de for;
8. Portier.
9. Difuzor fr membran;
10. Sonometru;
11. Camere ale sistemului VIC;
12. Trepied;
13. Unitate de calcul.
2
3
4
5
6 7
1
8 11
13
12 10 9
88
Pentru monitorizarea suprafeei din structura portierei supus solicitrilor, s-a utilizat
Metoda Corelrii Digitale a Imaginilor VIC (Video Image Correlation), prin utilizarea
sistemului produs de compania ISI-Sys GmbH, Kassel, Germania (11).
Pentru aceast ncercare, portierele auto, att cea metalic, ct i cea din materiale
compozite au fost acoperite, pe faa exterioar, cu un strat de vopsea alb mat. Peste acest strat de
vopsea alb, n zona monitorizat, se vor aplica, prin pulverizare, pete cu dimensiuni, form i
distribuie aleatoare, care vor asigura un bun contrast i o identificare ulterioar uoar pentru
camarele sistemului VIC.
Pentru nregistrarea comportamentului portierei n regim dinamic se utilizeaz un
sonometru.
6.3. Funcionarea standului de solicitare a portierei
Pe caroseria de autoturism, fixat pe platforma laboratorului, se vor monta, pe rnd,
portiera din metal i cea din materiale compozite pentru a fi solicitate att static, ct i dinamic.
Pentru monitorizarea suprafeei portierei supus solicitrii statice, se utilizeaz Metoda
Corelrii Digitale a Imaginilor VIC (Video Image Correlation). care permite efectuarea unor
investigaii experimentale de mare precizie (de ordinul micronilor, m). Aceasta este o metod
optic de investigaie, fr contact direct cu suprafaa piesei analizate i nu este dependent nici
de materialul acesteia. Nu intervine n procesul intim al modificrii cmpului de deplasri i de
deformaii al structurii sub aciunea unor factori de influen externi, la care piesa ar fi supus
sau interni.
Aplicarea acestei metode a fost posibil prin utilizarea sistemului produs de compania
ISI-Sys GmbH, Kassel, Germania [124,125] i un soft-ware de la Correlated Solutions, USA
[94].
Metoda se bazeaz pe utilizarea a dou camere video, aflate la o distan una de cealalt,
ale cror imagini nregistrate simultan ofer o imagine spaial a obiectului analizat, asemntor
ochiului uman.
Prile principale ale sistemul VIC-3D sunt:
- dou camere video de nalt rezoluie;
- un trepied rigid
- o unitate de calcul.
Cele dou camere (1) sunt dispuse pe travers (2) astfel, nct s vad obiectul analizat
sub aceleai unghiuri, dispuse simetric (figura 6.3.1). Obiectul analizat este vopsit cu pete de
89
dimensiuni, form i distribuie aleatoare, care pe fundalul alb al suprafeei portierei, vor asigura
un bun contrast i o identificare ulterioar uoar ale acestora.
Mecanismul de solicitare static a portierei funcioneaz pe principiul urubului-piuli.
Astfel, rotind piulia (5) din figura 6.2.2, se produce o deplasare orizontal a tijei mecanismului
(6), care, la rndul ei solicit portiera, prin intermediul traductorului de for (8). n timp ce
traductorul de for nregistreaz fora de apsare sau de tragere aplicat pe faa portierei,
sistemul VIC nregistreaz deformaiile care apar pe suprafaa acesteia.
Figura 6.3.1. Elementele de baz ale sistemului VIC-3D
Pentru analizarea comportrii portierelor n timpul solicitrilor dinamice, pe acestea se va
monta, cu ajutorul dispozitivului realizat, difuzorul fr membran. Acesta este alimentat, prin
intermediul unui amplificator, de un generator de semnal, ai crui parametri sunt controlai. cu
ajutorul unui sonometru, amplasat n dreptul portierei, se va nregistra reacia acesteia.
6.4. Cercetare experimentala a unei structuri clasice din metal
Pentru portiera metalic s-au fcut nregistrri pentru 12 frecvene diferite de solicitare.
Frecvenele utilizate la solictarea portierei au fost: 80Hz, 90Hz, 100Hz, 115Hz, 130Hz, 160Hz,
170Hz, 200Hz, 250Hz, 360Hz, 500Hz i 600Hz.
1
4
3
2
1. Camer video de nalt rezoluie;
2. Suport;
3. Trepied;
4. Lamp LED.
90
Pentru fiecare frecven, cu ajutorul sonometrului s-au realizat cte dou grafice, unul de
nivel de zgomot i cellalt pentru spectru de frecvene.
Prima frecven de solicitare a portierei metalice a fost de 80 Hz. nregistrrile grafice
pentru nivelul de zgomot pentru aceast frecven se gseste n figura 6.4.1.
#1 Leq1s A dB dB THU 07/11/1308h24m07 50.4 THU07/11/1308h24m27 49.9
Spectrum
40
42
44
46
48
50
52
54
56
58
60
24m10 24m20 24m30 24m40 24m50 25m00
Figura 6.4.1. Nivelul de zgomot pentru frecvena de 80 Hz
In figura 6.4.2 este ilustrat spectrul de frecvene pe care-l dezvolt faa exterioar a
portierei.
#1 Hz;(dB[2.000e-05Pa], PWR) 80 71.3 160 51.3
0
10
20
30
40
50
60
70
80
16 31.5 63 125 250 500 1k 2k 4k 8k 16k
Figura 6.4.2. Spectrul pentru frecvena de 80 Hz
Astfel de grafice s-au realizat i pentru celelalte frecvene analizate.
Deformrile panoului portierei metalice, solicitat static au fost puse n eviden cu
ajutorul sistemului VIC-3D. O astfel de nregistrare este ilustrat n figura 6.4.3.
91
Figura 6.4.3. O imagine 3D a deformaiei panoului portierei metalice, la apsare
n rezumat, din lips de spaiu nu se pot prezenta toate registrrile realizate.
6.5.Cercetare experimentala a unei structuri realizate din materiale compozite
Pentru portiera din materiale compozite s-au fcut nregistrri pentru 8 frecvene diferite
de solicitare. Frecvenele utilizate la solictarea portierei au fost: 80Hz, 100Hz, 130Hz, 160Hz,
200Hz, 250Hz, 500Hz i 600Hz.
i n acest caz, pentru fiecare frecven s-au realizat cte dou grafice, unul de nivel de
zgomot i cellalt pentru spectru de frecvene.
Prima frecven de solicitare a portierei metalice a fost tot de 80 Hz. nregistrrile grafice
pentru nivelul de zgomot pentru aceast frecven se gseste n figura 6.5.1. Astfel de grafice s-
au realizat i pentru celelalte frecvene analizate.
#1 Leq1s A dB dB THU07/11/1303h36m14 53.5 THU07/11/1303h36m17 50.0
Spectrum
47
48
49
50
51
52
53
54
55
56
57
58
59
60
36m10 36m20 36m30 36m40 36m50 37m00
Figura 6.5.1. Nivelul de zgomot pentru frecvena de 80 Hz
Deformrile panoului portierei din maeriale compozite, solicitat static au fost puse n
eviden cu ajutorul sistemului VIC-3D. O astfel de nregistrare este ilustrat n figura 6.5.3.
92
#1 Hz;(dB[2.000e-05Pa], PWR) 80 71.5 160 55.9
0
10
20
30
40
50
60
70
80
16 31.5 63 125 250 500 1k 2k 4k 8k 16k
Figura 6.5.2. Spectrul pentru frecvena de 80 Hz
Figura 6.5.3. O imagine 3D a deformaiei panoului portierei din compozite, la apsare
6.6. Optimizarea structurii realizate din materiale compozit
Analiznd modurile de vibraie ale structurii s-a ajuns la concluzia c suprafaa feei
exterioare se poate rigidiza prin realizarea unui cheson, pe interior, din materiale compozite, ca
n figura 6.6.1. Chesonul se poate realiza cu ajutorul unui reper ondulat, din fibr de sticl, lipit
pe partea interioar a feei portierei, peste care se mai lipete nc un strat neted de fibr de sticl.
Figura 6.6.1. Chesonul realizat din materiale compozite
93
6.7. Evaluarea comparativ a componentelor din materiale clasice i compozite
Se constat c deformaiile suferite de portiera din materiale compozite au valori
apropiate cu cele nregistrate pentru portiera metalic.
Pentru deformarea portierei din metal a fost nevoie de fore mult mai mari, de ordinul sutelor de
Newtoni. Pentru portiera realizat din materiale compozite, forele de solicitare au fost doar de
ordinul zecilor de Newtoni. De aici se poate trage concluzia c portiera din materiale compozite
are o rigiditate mai mic dect portiera din metal
6.8. Concluzii
Portiera din materiale compozite prezint o rigiditate mai mare dect portiera metalic.
Realizarea unei structuri ntrite, nchise, similare unui cheson, crete rigiditatea reperului
solicitat. Dup cum s-a constatat n urma ncercrilor de anduran, efectuate pe epruvete,
datorit depformaiilor la care sunt supuse componentele realizate din materiale compozite, n
rin ncep s apar microfisuri, chiar dac solicitrile sunt n domeniul elastic al materialului.
Dac sarcinile care solicit aceste repere nu depesc valorile admisibile, piesele se vor deteriora
mai rapid dect cele metalice. Piesele nu se vor rupe brusc, ci vor ceda treptat, diminundu-i
proprietile n timpul exploatrii. Din momentul apariiei microfisurilor n rin, piesele
realizate din materiale compozite devin vulnerabile n faa condiiilor meteorologice.
94
Capitolul 7.
CONCLUZII FINALE I PRINCIPALELE CONTRIBUII ALE TEZEI DE
DOCTORAT. OPORTUNITI DE DEZVOLTARE A CERCETRII
Materialele compozite sunt foarte mult utilizate n industria aero-spaial. Proprietile de
care dispun le fac de nenlocuit n fabricarea aeronavelor, chiar dac preul lor este nc destul de
ridicat. n aceast ramur industrial tehnicul dicteaz n faa economicului.
Costurile necesare produciei reperelor din materiale compozite sunt nc ridicate pentru
industria constructoare de autovehicule. Din acest motiv aceste materiale au fost folosite fr
reineri n fabricarea componentelor de top ale autovehiculelor, acolo unde conteaz foarte mult
performanele, iar preul este un amnunt nesemnificativ.
Cu toate acestea, materialele compozite i fac loc din ce n ce mai mult n industria
constructoare de autovehicule. Utilizarea lor pentru producerea de repere pentru autovehicule
trebuie s se fac n cunotin de cauz pentru a putea obine performane maxime fr a ridica
preurile de producie. Dei exist modele matematice cu ajutorul crora se poate face o apreciere
a performanelor materialelor compozite, pentru o utilizare judicioas a lor, n construcia
reperelor auto este bine a fi ncercate pe stand.
ncercrile reprezint testul final, n utilizarea unui material, dar un calcul bine condus
poate reduce costurile de experimentare, care sunt, n general, destul de ridicate.
Analiznd rezultatele obinute n urma ncercrilor de rupere la ncovoiere, pe stand, se
constat c materialele compozite dispun de proprieti diferite funcie de constituienii ce le
alctuiesc, funcie de proporia pe care o ocup acetia n compoziia materialului. Performanele
materialului sunt condiionate de condiiile de mediu n care sunt nevoite s lucreze.
Materialul compozit realizat din rin poliesteric, armat cu fibre de sticl suport o
ncrcare considerabil dac se afl n condiii normale de temperatur. Cretera temperaturii
duce la scderea rigiditii acestui material. Din acest motiv, din acest tip de materiale nu se pot
realiza elemente de structur din vecintatea motoarelor termice, sau a sistemelor de evacuare a
gazelor arse, sau alte zone ale autovehiculelor expuse la temperaturi ridicate.
Prezena corematului n compoziia materialului compozit armat cu fibre de sticl i
reduce performanele. Un astfel de material poate fi folosit cu succes pentru repere ornamentale,
sau fr rol important n structura de rezisten a autovehiculelor. Prezena corematului n
componena structurilor de rezisten nu ar face dect s le scad calitatea acestora.
95
Materialul compozit realizat din rin epoxidic armat cu estur din fibre de carbon
suport cea mai mare ncrcare, dar este foarte rigid. Preul ridicat l ine nc la distan de multe
repere auto din fabricaia de serie.
n urma ncercrilor de anduran efectuate, s-a constatat apariia fisurilor n rin dup
un numr relativ mic de cicluri de solicitare. Aceste fisuri duc, n timp, la scderea
performanelor reperului realizat din materiale compozite. Fisurile, odat aprute, se pot mri cu
repeziciune din cauza condiiilor meteorologice n care este exploatat structura respectiv.
Prezena apei, combinat cu variaii mari i dese ale temperaturii (de la nghe la dezghe), pot
distruge rapid o structur n a crei matrice au aprut fisuri sau microfisuri. Din acest motiv este
de preferat ca structurile realizate din materiale compozite s fie n aa fel proiectate, ca fisurile
sau microfisurile s nu apar prea repede n structura lor.
Pornind de la aceast constatare i tinnd seama i de comportamentul portierelor pe
stand, a aprut ideea rigidizrii suprafeelor expuse la vibraii prin construirea unei structuri
nchise, de tip cheson.
Din analiza simulrilor efectuate pe modelul 3D al portierei, att pentru varianta simpl,
ct i pentru varianta cu ntritur se constat o diferen de aproximativ 20Hz a modurilor
proprii de vibraii.
Rezultatele obinute n lucrarea de fa au fost prezentate la sesiuni tiinifice i publicate
n volumele acestor sesiuni. Astfel, am publicat un numr de 6 lucrri, una indexat ISI.
Ideea de a realiza structuri rigide folosind materiale compozite trebuie exploatat n
continuare. Materialele compozite permit realizarea de astfel de structuri, n comparaie cu
metalele unde o astfel de abordare ar fi costisitoare.
96
BIBLIOGRAFIE
1. Adam, M., Sheinman, I., Altus, E., Buckling of multiply delaminated beams, Journal of
Composite Materials, Vol. 28, No. 1, 1994, p. 77-90
2. Almoreanu, E., Negru, C., Gheorghiu, H., Hadr, A., Studiul caracteristicilor i metodelor
de calcul adecvate materialelor compozite , Contract M. C. T., 1991-1992
3. Almoreanu, E., Negru, C., J iga, G., Calculul structurilor din materiale compozite,
Universitatea Politehnica Bucureti, 1993 x34
4. Almoreanu,E., Chiri,R., Bare i plci din materiale compozite. Ed. Tehnic, Bucureti,
1997.
5. Anghel, V., Constantin, N., Sorohan, S., Petre, C., Dynamic Finite Element Analysis of
Composites Laminated Plates. CDM 2001, Braov, vol. II, p.241-245.
6. Arlie, J. P. Synthetic Rubbers Processes and Economic Data, Ed. Technique, Paris, 1992;
7. Ashbee, K.H.G., Fundamental principles of fiber reinforced composites, Technomic
Publishing Co. Inc., Lancaster-Basel, 1989
8. Badea A. Necula H., Stan M., Ionescu L., Blaga P., Darie G. Echipamente i instalaii
termice. Editura Tehnic, Bucureti, 2003
9. Bascom, W.D., Some Surface Chemical Aspects of Glass Resin Compozites, 20
th
Conf. SPI
Reinforced Plastic Division, 1965
10. Bcanu, G. Termodinamic, transfer de cldur i mas. Editura Dealul Melcilor, Braov,
1998
11. Boeglin N, Conception de produits et environnement: 90 exemples d'co-conception,
ADEME Ed, 1999
12. Bostaph, G.M., Elser, W., A fracture mechanics analysis for delamination growth during
impact on composite plates, in 1983 Advances in Aerospace Structures, Materials and
Dynamics, American Society of Mechanical Engineers, New York, 1983, p. 133-138
13. Bran Florina, Rojanschi Vladimir- Protecia i ingineria mediului; Editura Economic 1997
14. Bran Florina, Simon Tamara- Geografie economic mondial; Editura Economic 1996
15. Bratu, P., Vibraiile sistemelor elastice, Ed. Tehnic, Bucureti, 2000.
16. Broutman, L.J., Failure Mechanism in Glass Reinforced Plastics Subjected to Staic
Compression, Creep and Fatigue, 19
th
Conf. SPI Reinforced Plastic Division, 1964
17. Broutman, L.J., Glass Resin Joint Strenght and their Effect on Failure Mechanism in
Reinforced Plastics, 22
th
Conf. SPI Reinforced Plastic Division, 1966
97
18. Broutman, L.J., Glass Resin Joint Strenght Studies, 17
th
Conf. SPI Reinforced Plastic
Division, 1962
19. Brundtland G.H. & World Commission on Environmenty and Development, Our common
future, Oxford University Press, Oxford, 1987
20. Cardon, A., Recent developments in experimental mechanics of composite systems, A 9-a
Conf. Int. de Mecanic Exp., Copenhaga, 1990, Vol. 1, p. 348-355
21. Chiru, Anghel i Marinca, Dumitru Tehnologii speciale de fabricare i reparare a
autovehiculelor, Reprografia Universitii TRANSILVANIA, 1991;
22. Chiru,A., .a., Materiale compozite. Vol.I, Ed. Universitii TRANSILVANIA Braov,
1999.
23. Cognard, Ph., Les Applications industrielles des materiaux composites, Editions du
Moniteur
24. Constantin, N., J iga, G., Hadr, A., Numerical modelling of a fibre reinforced composite,
Proc. of EUROMAT95, Padova-Veneia, 1995, p. 521-524
25. Constantinescu, I. N., Dne, G., Metode noi pentru calcule de rezisten, Editura Tehnic,
Bucureti, 1989
26. Constantinescu, I.N., Picu, C., Hadr, A., Gheorghiu, H., Rezistena materialelor pentru
ingineria mecanic, Editura BREN, Bucureti, 2006
27. Cook, J., A Mechanism for the Control of Crack Propagation in All Brittle Systems,
22
th
Conf. SPI Reinforced Plastic Division, 1966
28. Crciunescu M., Materiale compozite, Editura SEDONA, Timisoara, 1998
29. Cristescu, N., Mecanica materialelor compozite, Vol.1, Universitatea Bucureti, 1983
30. Davies, G.A.O., Zhang, X., Zhou, G., Watson, S., Numerical modelling of impact damage,
Composites, Vol. 25 (5), 1994, p. 342-350
31. Dow, N., Enhancement of the Transverse Properties of Fibrous Compozites, 21
th
Conf. SPI
Reinforced Plastic Division, 1966
32. Doxsee, L.E., Rubbrecht, P, Li, L., Verpoest, I., Scholle, M., Delamination growth in
composite plates subjected to transverse loads, Journal of Composite Materials, Vol.27,
No.8, 1993, p. 764-781
33. Finn, S.C., Springer, G.S., Delaminations in composite plates under transverse static or
impact loads - a model, Composite Structures 23, 1993, p. 177-190
34. Gao, Z., A cumulative damage model for fatigue life of composite laminates, Journal of
Reinforced Plastics and Composites, Vol. 13, 1994, p. 128-141
35. Garg, A.C., Delamination - a damage mode in composite structures, Engng. Fracture Mech.,
Vol.29, No.5, 1988, p. 557-584
98
36. Gay, D., Matriaux composites, Editions Hermes, Paris, 1991
37. Gheorghe V., Bejan C., Sandu V., Lihtechi I., Determination of coefficient of thermal
conductivity on glass fibers-reinforced polymer matrix composites - 5
th
International
Conference Computational Mechanics and Virtual Engineering COMEC 2013 24- 25
October 2013, Braov, Romania
38. Gheorghe V., Bejan C., Srbu N., Lihtechi I., Influence of temperature on mechanical
properties of polymer matrix composites subjected to bending - 5
th
International
Conference Computational Mechanics and Virtual Engineering COMEC 2013 24- 25
October 2013, Braov, Romania
39. Gheorghiu, H., Hadr, A., Constantin, N., Analiza structurilor din materiale izotrope i
anizotrope, Editura Printech, Bucureti, 1998
40. Goia, I., Rezistena materialelor, Editura Transilvania Expres, Braov, 2000
41. Goia, I., Rezistena materialelor, Vol. I, II, Universitatea din Braov
42. Gosse, J.H., Mori, P.B.Y., Impact damage characterization of graphite/epoxy laminates,
Proc. of the American Society for Composites, 3
rd
Technical Conf. on Composite Materials,
American Society for Composites, 1988, p. 187-193
43. H.A. Clark, Bonding of Silane Coupling Agents in Reinforcement of Plastics, Modern
Plastics, Nov. 1996, p. 87
44. Hadr, A., Jiga, G., Constantin, N., Mare, C., Program de calcul al unui material compozit
stratificat armat cu fibre, Construcia de maini, nr. 8-9, 1995, p. 39-43
45. Hadr, A., Probleme locale la materiale compozite, Tez de doctorat, Universitatea
Politehnica Bucureti, 1997
46. Hadr, A., Structuri din compozite stratificate, Editura Academiei i Editura AGIR,
Bucureti, 2002
47. Haque, A., Krishnagopalan, J., Jeelami, S., Fatigue damage in laminated composites,
Journal of Reinforced Plastics and Composites, Vol. 12, 1993, p. 1058-1069
48. Hashin, Z., Failure criteria for unidirectional fiber composites, Journal of Applied Mech.,
No. 47, 1980, p. 329-334
49. Hubca, G., Iovu, H., Tomescu, M., Roca, I., Novac, O., Ivnu, G., Materiale compozite,
Ed. Tehnic, Bucureti, 1999
50. ISO 14006: 2011, Environmental management Environmental management system-
Guidelines for incorporating ecodesign, 2011
51. ISO 14040: 2006, Environmental management - Life cycle assessment - Principles and
framework, 2006
52. ISO 14044: 2006, Environmental management - Life cycle assessment - Requirements and
guidelines, 2006
99
53. Ispas St., Materiale compozite, Editura Tehnica, Bucuresti, 1987
54. Ito, K., Evaluation of Glass Fiber Surface Treatment in Fabric-Reinforced Plastics, J.
Polymer Sci., 45, 155 (1960)
55. Jen, M.-H.R., Kan, Y.S., Hsu, J.M., Initiation and propagation of delamination in a centrally
notched composite laminate, Journal of Composite Materials, Vol.27, No.3, 1993, p. 272-
302
56. Jeronimidis, G., Hou, J., Impact and postimpact mechanics of composite laminate circular
plates, ICAM96, Beijing
57. Jones, R. M., Mechanics of Composite Materials, Mc Graw-Hill, Koga Kusha, Ltd., 1975
58. Kelly, A., Fibrous Composite Materials. Material Science and Technology. A
comprehensive Treatment. Vol.13, Structures and Properties of Composites, Ed. By R.W.
Cahn, P. Haasen, E.J. Kramer, Ed. Weinheim, 1998, pp.1-25
59. Kreith, F., Handbook of thermal engineering, CRC, Boca Raton, Florida, 2000.
60. Laird, J.A., Glass Surface Chemistry Relating to the Glass Finish Resin Interface, 19
th
Conf.
SPI Reinforced Plastic Division, 1964
61. McDonough W., Braungart M., Cradle to Cradle: Remaking the Way We Make Things,
North Point Press, New York, 2002
62. Menet J.L., Gruescu I.C., Comparative life cycle assessment of a building component: case
of a front door, Proc. LCA Conference, 2012
63. Mihalcu, M. , Materiale plastice armate, Editura Tehnic Bucureti , 1986
64. Mihalcu, M., Materiale plastice armate, Ed. Tehnic, Bucureti, 1973
65. Mooney, R.D., Resin Glass Bond Study, 14
th
Conf. SPI Reinforced Plastic Division, 1959
66. Moiu, M., Palade, I., Rini poliesterice nesaturate, Ed. Tehnic, Bucuresti, 1987.
67. Mukherjee, Y.X., Gulrajani, S.N., Mukherjee, S., Netravali, A.N., A numerical and
experimental study of delaminated layered composites, Journal of Composite Materials,
Vol. 28, No. 9, 1994, p. 837-869
68. Murphy, J., The Reinforced Plastics Handbook, 2
nd
-ed., Elsevier Advanced Technology,
UK, 1998
69. Nevaz,G.M., Polymer-Matrix Composites, Material Science and Technology. A compre-
hensive Treatement. Vol.13, Structures and Properties of Composites, Ed. By R.W. Cahn, P.
Haasen, E.J. Kramer, Ed. Weinheim, 1998, pp.89-121
70. Niculita, C., Gabor, A., Gheorghe, V., Calin, M.R., Scutaru, M.L., A new epoxy glass
roving fabric material with a nonwoven pes fibers structure used in a composite laminates,
journal of optoelectronics and advanced materials, Vol. 15, No. 3-4, March-April 2013, p.
100
176-181
71. Nistor, D., .a., Materiale termorigide armate, Editura Tehnic Bucureti, 1970
72. Nistor, D., .a.Materiale termorigide armate. Ed. Tehnic, Bucureti, 1980
73. Opran C., Marinescu A., Iliescu M., Spanu P., Studies on modeling polymeric composites
sandwich structures with polyurethane core, International Conference Advanced
Composite Materials Engineering , 2006, pp.30-36.
74. P.Morgan, Carbon Fibers and Their Composites, CRC Press, Boca Reton, 2005
75. Petre, A. Mecanica materialelor compozite. Note de curs, Institutul Politehnic Bucureti,
1988
76. Pleuddemann, E.P., Evaluation of New Silane Coupling Agents for Glass Fiber Reinforced
Plastics, 17
th
Conf. SPI Reinforced Plastic Division, 1962
77. Pop M.G., Leca A., Prisecaru I., Neaga C., Zidaru G., Muatescu V., Isboiu E.C.
ndrumar. Tabele, nomograme i formule termotehnice. Editura Tehnic, Bucureti, 1987
78. Popescu, M.: The advanced materials joining: composite materials. Eurostampa Ed.,
Timioara, Romania, 2002, ISBN 973-8244-76-5.
79. Preda, G.M., Influena factorilor tehnologici asupra calitii pieselor din materiale composite
poliester-fibre de sticl, utilizate n construcia automobilelor, tez de doctorat, Craiova
2000
80. Puck, A., Grundlagen der Faserverbund-Konstruktion, Vorlesungs-skript,
Gesamthochschule Kassel, 1988
81. Purcarea R., Stanciu A., TENSILE TESTS ON POLYLITE 440-M888 REINFORCED
WITH RT 300 ROVING FABRIC, The 2
nd
International Conference on Computational
Mechanics and Virtual Engineering COMEC 2007 11-13 October 2007 Brasov, ISBN
978-973-598-117-4 , pp533-536
82. Purcrea, R., Gheorghe, V., Munteanu, M.V., Endurance tests on specimens from
compozite materials sandwich type, The 4th International Conference Advanced
Composite Materials Engineering COMAT 2012
83. Purcrea, R., Gheorghe, V., Proiectare i realizare stand n vederea determinrii de curbe
wohler la oboseal pentru materiale compozite lucrare prezentat la Seminarul Actualiti
i perspective n inginerie mecanic APIM 2012, organizat de Asociaia General a
Inginerilor din Romnia - Filiala Braov, din data de 19.01.2012
84. Purcrea, R., Gheorghe, V., Studiul comportrii materialelor compozite la solicitrile de
ncovoiere lucrare prezentat la Sesiunea Cercurilor Stiintifice Studentesti 24.05.2012
85. Purcrea, R., Contribuii la determinarea, prin metoda elementelor finite, a caracteristicilor
mecanice, a materialelor compozite armate cu fibre, Tez de doctorat. Universitatea
Transilvania Braov, 2010
101
86. Reifsnider, K.L., Damage in composite structures, in Handbook of Composites, Vol.2 -
Structures and Design, 1989, Elsevier Science Publishers
87. Rou, D., Goia, I., Teodorescu, H. Static and dynamic analysis of an advanced sandwich
composite structure. Proceedings of the International Conference on Structural Analysis of
advanced Materials ICSAM 2005, Politehnica University of Bucharest, September 15-17,
2005, ISBN: 973-8449-98-7, p. 81-86
88. Schlabach, T.D., Compression Shear Evaluation of Glass Resin Joint, 20
th
Conf. SPI
Reinforced Plastic Division, 1965
89. Smith, E.W., Pascoe, K.J., The role of shear deformation in the fatigue failure of a glass
fibre-reinforced composite, Composites, oct. 1977, p. 237-243
90. Sterman, S., A New Interpretation of the Glass Coupling Agents Surface Through Use
Electronic Michroscopy, 19
th
Conf. SPI Reinforced Plastic Division, 1964
91. Sterman, S., The Newer Silane Coupling Agents, 20
th
Conf. SPI Reinforced Plastic
Division, 1965
92. Suemasu, H., Effects of multiple delaminations on compressive buckling behaviors of
composite panels, Journal of Composite Materials, Vol. 27, No. 12, 1993, p. 1172-1192
93. Sun, C.T., Jih, C.J., Quasi-static modeling of delamination crack propagation in laminates
subjected to low-velocity impact, Composite Science and Technology 54 (1995), p. 185-191
94. SUTTON, A. M., ORTEU, J. J., SCHREIER, W., H., Image Correlation for Shape, Motion
and Deformation Measurements, Springer Verlag, 2010.
95. SZVA, I., Rezistena Materialelor, curs, Editura Universitii Transilvania din Braov,
1999.
96. tefnescu F., Neagu G., Mihai A., Materiale compozite, Editura didactica si pedagogica,
Bucuresti, 1996
97. Talug, A., Reifsnider, K.L., Analysis of stress fields in composite laminates with interior
crack, VPI-E-78-23, College of Engineering, Virginia Polytechnic Institute and State
University, Blackburg, AA, 1978
98. Teodorescu, D.H., Vlase, S., Motoc, D.L., Scutaru, M.L., Purcarea, R., - On the Elastic
Properties of Some Advanced Composite Laminates Subjected to Off-Axis Loading
Systems. 1
st
WSEAS Int. Conf. on Materials Science, Bucharest, 2008
99. Teodorescu, F., Avramescu, V. Crciunoiu, S.T., Stanca, G., Teodorescu, H., Expansiunea
utilizarii materialelor compozite. Noi materiale compozite, noi aplicatii si noi tendinte ale
dezvoltarii in viitor. Aspecte tehnologice. Aspecte privind reciclarea acestora. Abordari
actuale si de perspectiva, Revista Construcia de Maini, 58, nr. 1, 2006, 75-78.
100. Teodorescu, F., Contribuii la modelarea structurilor materialelor compozite armate cu fibre.
Tez de doctorat. Universitatea Transilvania Braov, 2001
101. Teodorescu, H., Fundamentele i mecanica materialelor compozite polimerice, Ed.
Universitii ,, Transilvania,, Braov, 2007
102
102. Teodorescu, P.P., Probleme plane n teoria elasticitii, vol. I i II, Ed. Academiei,
Bucureti, 1961
103. Teodorescu,H., Stanciu,A., Purcarea, R., Munteanu,M.V., An original Pre-Tensioning
Technique of PMC Tubes for Dynamic Applications, 2007 WSEAS International
Conferences, Archachon France, October , 2007 , ISBN:978-960-6766-08-04, ISSN: 1790-
5117, pp 218-223
104. Terciu,M., Curtu, I. Tendinte n utilizarea materialelor moderne la componentele auto
interioare, Buletinul AGIR nr. 1/2011 ianuarie- martie pg 60
105. Thesken, J.C., A theoretical and experimental investigation of dynamic delamination in
composites, Fatigue and Fracture of Engineering Materials and Structures, Vol. 18, No. 10,
1995, p. 1133-1154
106.
Trivissiono, N.V., The Effect of Glass Finishing Agents on the Strenght of Polyester-
Fiberglass Laminates, 12
th
Conf. SPI Reinforced Plastic Division, 1957
107.
Trivissono, N., Adhesion of Polyester Resin ot Treated Glass Surfaces, Ind. Eng. Chem., 50,
912 (1958)
108.
Tsai, S.W., Wu, E.M., A general theory of strength for anisotropic materials, Journal of
Composite Materials, No. 5, 1971, p. 50-80
109.
Vanderbilt, B.M., Effectiveness of Coupling Agents in Plastic Materials Reinforcement,
Modern Plastics, Nov 1996, p.79
110. Vasiliev, V., Morozov,, E., Mechanics and Analysis of Composite Materials, Elsevier
Science Ltd.
111. Vlase, S., Deliu, Gh., Modrea, A., Deliu, M., Some Properties of Symmetric Flexible Multi-
Bady Systems, ESMC, Grecia, 2003
112. Vlase, S., Mihlcic, V., Modrea, A., Cotoros, D., On The Reactions Eliminating in the
Virtual Dynamic Analysis of the Mechanisms Bul, Institutul Politehnic din Iai, Tomul L,
Fascicola 6A, p.77-82, 2004
113. Vlase, S., Teodorescu, H., Goia, I., Modrea, A., Scutaru, M.L., Materiale compozite
Metode de calcul, Editura Universitatii Transilvania , Brasov 2007.
114. Vlase, S., Teodorescu, H., Nan, N., Apopei (Purcrea), R., Stanciu, A., On the motion
equations of the three-dimensional mechanical systems with elastic elements,Proceedings
Technical University Varna, ISSN 0861-9727, 31 June 02 July 2006., Jrebchevo,
Bulgaria , pp 89-92
115. Vlase, S., Teodorescu, H., Purcrea, R., Modrea, A., Mecanica materialelor compozite
armate cu fibre, Ed. Infomarket,, Braov, 2008
116. Vlase, S., Tofan, M., Goia, I., Modrea, A., On the Vibrations of the Multibody Systems with
Structural Symmetries, a II a Conferin Internaional SRA de acustic i vibraii, oct.
2004, Bucureti
117. Vlase, S., Tofan, M., Goia, I., Modrea, A., On the Vibrations of the Multibody Systems with
103
Structural Symmetries. A II
118. Vlase, S.; Modrea, A.; Burca, I., Purcarea, R., Munteanu, M.V.; Scutaru, M.L.,
Experimental Results Concerning The Geometric, Structural And Dimensional Differences
In Fiber Reinforced Composites, The 19th DAAAM International Symposium "Intelligent
Manufacturing & Automation, 22
119. Vlase, S.; Purcarea, R.; Munteanu, M. V.; Scutaru, M.L., On The Dynamic Analysis Of An
Elastic Multi
120. Vlase, S.; Purcarea, R.; Scutaru, M.L., Munteanu, M.V., Eigenvalues And Eigenvectors Of
The Elastic Systems With Three Identical Parts, The 19th DAAAM International
Symposium "Intelligent Manufacturing & Automation, 22
121. Vlase,S., Mihalcic,V., Modrea, A,Cotoros, D., On the Reactions Eliminating in the
Virtual Dynamic Analysis of the Mechanisms. Bul. Institutului Politehnic din Iai. Tomul L,
Fascicola 6A, p.77
122. Wang, J.Z., Socie, D.F., Failure strength and damage mechanisms of E-glass/epoxy
laminates under in-plane biaxial compressive deformation, Journal of Composite Materials,
Vol. 27, No. 1, 1993, p. 49-57
123. Whitcomb, J.D., Parametric analytical study of instability-related delamination growth,
Composites Scr. and Techn., No. 25, 1986, p. 19-84
124. *** - VIC-3D 2010, Reference Manual, Correlated Solutions, ISI-Sys GmbH, USA,
Germany, 2010.
125. *** - VIC-3D 2010, Testing Guide, Correlated Solutions, ISI-Sys GmbH, USA, Germany,
2010.
126. *** EN 12667/2001. Determination of thermal resistance by means of guarded hot plate and
heat flow meter methods products of high and medium resistance
127. *** Wrmedurchgangsprfer nach Dr. Bock Bedienungsanweisung FEUTRON Fabrik
Elektro-Physical Gerte Greitz, 1962
128.
***, ASTM D 671, Oboseala la ncovoiere a materialelor plastice utiliznd for de
amplitudine constant
129.
***, Designing with Thermoplastics, DOW Plastics, 1992
130.
***, Techno Japan; Vol. 31; No.11; November 1998
104
Anexa 1.
REZUMAT
Cercetrile efectuate n cadrul aceastei lucrri de doctorat i propun s rspund
urmtoarelor obiective:
1. mbuntirea performanelor autovehiculelor prin utilizarea materialelor noi;
2. Mrirea gradului de siguran pasiv pentru persoanele aflate n autovehicule;
3. Scderea preului de producie a structurilor auto.
Pe fondul necesitii unei resurse sustenabile de materii prime, precum i a problemelor de
mediu cauzate de materialele plastice i cele metalice, greu degradabile, productori de
automobile sunt mereu n cutarea unor noi materiale, n special cele compozite, cu impact redus
asupra mediului, care dup ncheierea ciclului de via s fie uor reciclabile i biodegradabile,
care s asigure aceleai performane, dar s fie produse ntru-un mod ct mai ecologic posibil.
Productorii de autovehicule ncep s aib o alt abordare a problemelor din acest
ramur industrial din cauza preocuprii continue pentru a dezvolta autovehicule tot mai
performante, mai sigure, mai prietenoase cu mediul nconjurtor, dar i la un pre sczut. Din
acest motiv, ntreg procesul de realizare a autovehiculelor, ncepnd cu faza de proiectare,
testare, fabricare i mergnd pn la faza de recuperare a produsului dup ieirea din uz a
acestuia trebuie regndit. Materialele tradiionale, folosite pn n prezent, nu mai pot rspunde
n totalitate acestor cerine, motiv pentru care materialele compozite ncep s nlocuiasc din ce
n ce mai mult materialele clasice.
n aceast idee, lucrarea conine o vedere de ansamblu asupra materialelor utilizate n
mod frecvent n construcia reperelor i structurilor din industria constructoare de autovehicule.
Lucrarea i-a propus s gseasc soluii constructive de utilizare ntr-un mod ct mai eficient a
materialelor compozite existente, n realizarea de componente din industria auto, i nu s
descopere alte tipuri de materiale compozite.
Dup o trecere n revist a domeniilor n care materialele compozite ncep s fie tot mai
folosite, i o clasificare a acestor materiale lucrarea face o analiz a proprietilor materialelor
compozite folosite cu precdere la realizarea autovehiculelor. Analiza este fcut din punct
vedere teoretic i practic.
S-au construit, n cadrul lucrrii, cteva standuri i instalaii cu ajutorul crora s se poat
realiza ncercri i probe, att pentru epruvetele din materiale compozite, ct i pentru reperul
auto realizat. Pentru epruvete s-au folosit materiale compozite, realizate pe plan local i folosite
cu precdere n industria romneasc. Epruvetele testate au fost realizate din mai multe tipuri de
materiale compozite din fibr de sticl i din fibr de carbon.
n cadrul lucrrii de doctorat s-a realizat o portier de autoturism din materiale
compozite. Portiera produs este o portier dreapta fa pentru un autoturism VW Golf 3, cu
cinci ui. Portiera este compus din dou repere, o fa exterioar realizat din material compozit
din fibr de carbon i o ram interioar realizat dintr-un material compozit din fibr de sticl.
Faa exterioar este realizat din rin epoxidic armat cu dou straturi de estur din fibre de
carbon i un strat de poliester. Rama interioar de u este realizat din rin poliesteric armat
cu dou straturi de mpslitur din fibr de sticl (MAT din fibre scurte). Reperele au fost
executate manual, prin mulare liber, n matrie deschise, i polimerizare la temperatura i
presiunea mediului ambiant.
O portier metalic de acelai tip, dar i portiera din materiale compozite au fost supuse
pe stand unor solicitri comparative pentru se putea scoate n eviden avantajele i dezavantajele
folosirii acestor materiale n industria constructoare de autovehicule.
105
ABSTRACT
The research work perfomed within this doctoral thesis intends to meet the following
objectives:
1. Improving vehicle performance through the use of new materials;
2. Increasing passive safety for motor vehicles occupants;
3. Reduction of production price for automotive structures.
Amid the need for sustainable resources of raw materials and of environmental problems
caused by plastic and metal materials which are hardly degradable, the car manufacturers are
always looking for new materials, particularly composites with low environmental impact, which
at the end of life are easily recyclable and biodegradable, providing the same performance, being
manufactured in the most environmentally friendly way.
The automotive manufacturers proves to have a new approach on this industrial branch
due to the continuous concern for the designing of safer, more performant and more
environmentally friendly vehicles, at the lowest price.This is the reason for rethinking of the
whole vehicle life cycle, starting with designing, testing, manufacturing, up to recycling at the
end of life.The traditional materials which are still used today cannot meet all the requirements,
so composite materials tend to replace the conventional ones.
Having this idea in mind, the thesis is an overview on the most frequently used materials
in the components and structures of automotive industry.The work intends to find solutions for
the efficient use of existent composite materials within the manufacturing of automotive
components and not to deploy other type of composites.
After a classification and a presentation of the fields in which the composites are used
most, the thesis analyses theoretically and practically the properties of composite materials used
in automotive engineering.
Within the research activities there were designed several test benches by means of which
to be performed tests, both for composite test specimens and for the automotive components.
The test specimens were made of local manufactured composites used in Romanian industry,
glass fibers and carbon fibers.
In the frame of doctoral thesis a passenger car door was manufactured from composite
materials. The door is a right front door of a five-door VW Golf 3.The door is made of two parts,
an outer panel made of carbon fiber and an inner frame made of glass fiber composite.The outer
panel uses epoxy resin reinforced with two layers of carbon fibers and a layer of polyester.The
inner frame has a polyester resin reinforced with two layers of felted glass fibers. The parts were
manually produced through free moulding in open dies, with polymerisation at ambient
temperature and pressure.A metal door of the same type and several composite doors were
comparatively tested on the bench in order to emphasize the advantages and disadvantges of the
use of composites in the automotive engineering.
106
Anexa 2.
Curriculum Vitae
Date personale:
Nume GHEORGHE
Prenume Vasile
Data i locul naterii 14.10.1967, Urlai, Prahova
Naionalitatea Romn
E-mail ghesile@yahoo.com
Studii:
1987 1992 Universitatea TRANSILVANIABrasov
Facultatea de INGINERIE MECANIC
Specializarea AUTOVEHICULE RUTIERE
1982 - 1986 Liceul Industrial pentru Construcii Maini Nr. 1 Ploieti
Electromecanic CM
Activitate profesional:
1993-prezent S.C. INAR S.A. Braov
Cercettor
1992 - 1993 INMT Braov
Inginer cercetare
Limbi strine cunoscute: Francez
Lucrri publicate: 12 lucrri
Experien acumulat Participarea n programe i proiecte n calitate de
- Coordonator: 2 proiecte;
- Membru : 11 proiecte.
107
Curriculum Vitae
Personal data
Family name GHEORGHE
Forename Vasile
Birth date and place 14.10.1967, Urlai, Prahova
Nationality Romanian
E-mail ghesile@yahoo.com
Studies:
1987 1992 TRANSILVANIA University Brasov
MECHANICAL ENGINEERING Faculty
ROAD VEHICLE Training Program
1982 - 1986 Industrial Highschool for Machine Building No. 1 Ploieti
Electromechanics CM
Professional activity:
1993-present S.C. INAR S.A. Braov
Research Engineer
1992 - 1993 INMT Braov
Research Engineer
Foreign languages: French
Published papers: 12 papers
Acquired expertise Participation in programs and projects as :
- Coordinator : 2 projects
- Member : 11 projects.
S-ar putea să vă placă și
- Norme TehniceGN ANRGN PDFDocument184 paginiNorme TehniceGN ANRGN PDFIordache ValentinÎncă nu există evaluări
- Sisteme Si Tehnologii de FabricatieDocument166 paginiSisteme Si Tehnologii de Fabricatiebet52wÎncă nu există evaluări
- Subiecte BagsDocument79 paginiSubiecte BagsPop GabrielÎncă nu există evaluări
- Proiect PSA 4TcmDocument30 paginiProiect PSA 4Tcmpill strigÎncă nu există evaluări
- DP PDFDocument63 paginiDP PDFDragos CorchesÎncă nu există evaluări
- Intretinerea Si Repararea SN 450Document25 paginiIntretinerea Si Repararea SN 450IO CristianÎncă nu există evaluări
- VVVVDocument236 paginiVVVVIon RopaÎncă nu există evaluări
- PROIECT DIDACTIC Reprezentarea Arborilor Și Osiilor Clasa A X-ADocument6 paginiPROIECT DIDACTIC Reprezentarea Arborilor Și Osiilor Clasa A X-Aminerva.vonicaÎncă nu există evaluări
- Proiect Didactic Laminarea IxmecanicaDocument8 paginiProiect Didactic Laminarea IxmecanicaMarian ȚigăuÎncă nu există evaluări
- CL - Xiii - Tehnician Mecanic Pentru Ere Si ReparatiiDocument47 paginiCL - Xiii - Tehnician Mecanic Pentru Ere Si Reparatiidrept_12Încă nu există evaluări
- Instalații de Ridicat XI EpDocument3 paginiInstalații de Ridicat XI Epconstantin andritoiuÎncă nu există evaluări
- Organe de Masini Vol IDocument310 paginiOrgane de Masini Vol IUreche Ilie100% (1)
- Caiet de Instruire Practica Domeniul Mecanica Notiuni de Lacatuserie GeneralaDocument22 paginiCaiet de Instruire Practica Domeniul Mecanica Notiuni de Lacatuserie GeneralaConstantinCornelÎncă nu există evaluări
- Rezumat Teza Sorin EnacheDocument91 paginiRezumat Teza Sorin EnacheIvanescu Alin-IonutÎncă nu există evaluări
- Prelucrarea MetalelorDocument6 paginiPrelucrarea Metalelorcristian_catanaaÎncă nu există evaluări
- Lucrari Laborator HidraulicaDocument85 paginiLucrari Laborator HidraulicaLASCARZAMFIRESCUÎncă nu există evaluări
- Mortare 1Document18 paginiMortare 1claudiaÎncă nu există evaluări
- Cercetari Bara AutovehicolDocument64 paginiCercetari Bara AutovehicolLucian Gheorghe NastaseÎncă nu există evaluări
- Cuplaje Lectie FinalDocument12 paginiCuplaje Lectie FinalElena LascuÎncă nu există evaluări
- Planificare M4 Clasa A X-A C Profesional Mecanici Auto - AutomobileDocument3 paginiPlanificare M4 Clasa A X-A C Profesional Mecanici Auto - AutomobileAdrian Igna BotaÎncă nu există evaluări
- Asamblari Prin Pene Si CaneluriDocument13 paginiAsamblari Prin Pene Si CaneluriSnee Werm100% (1)
- Standard Ocupational Sculer-MatriterDocument39 paginiStandard Ocupational Sculer-Matritermg_catanaÎncă nu există evaluări
- Modulul Iii Asamblari Mecanice 1Document7 paginiModulul Iii Asamblari Mecanice 1Daniel PopaÎncă nu există evaluări
- UntitledDocument31 paginiUntitledVasile BegaÎncă nu există evaluări
- Tanaviosoft 2004Document12 paginiTanaviosoft 2004socat120013485Încă nu există evaluări
- Proiect de Activitate Didactica. Masurarea Cu Sublerul Si MicrometruldocxDocument2 paginiProiect de Activitate Didactica. Masurarea Cu Sublerul Si MicrometruldocxdncdanielaÎncă nu există evaluări
- Proiect Omm - Ana Bejenaru - Extrector CaneluriDocument38 paginiProiect Omm - Ana Bejenaru - Extrector CaneluriGabriel MarinicăÎncă nu există evaluări
- TEZA - Andrei FAUR PDFDocument193 paginiTEZA - Andrei FAUR PDFCostache GeorgeÎncă nu există evaluări
- Lacatuserie Fise de Lucru 2Document70 paginiLacatuserie Fise de Lucru 2bogdanb1100% (1)
- Simbolizare Placute Frezare PDFDocument13 paginiSimbolizare Placute Frezare PDFb_c_p6100% (1)
- 10 CNC M V Practica Comasata - CDLDocument3 pagini10 CNC M V Practica Comasata - CDLcioloca100% (1)
- Proiectarea Sculelor AschietoareDocument22 paginiProiectarea Sculelor AschietoareJessica PerryÎncă nu există evaluări
- Curs TCM II PDFDocument404 paginiCurs TCM II PDFCorobceanu Marina100% (1)
- Cursul 13 Rulmenti 2Document40 paginiCursul 13 Rulmenti 2Paul B.Încă nu există evaluări
- PL Sist de TransmitereDocument5 paginiPL Sist de TransmitereLuminita CalotaÎncă nu există evaluări
- Menghina de BancDocument17 paginiMenghina de BancRemus PalcauÎncă nu există evaluări
- Mapa Invatatorului - 2017Document1 paginăMapa Invatatorului - 2017Alexandra TomulescuÎncă nu există evaluări
- Test de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereDocument3 paginiTest de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereSelma PKÎncă nu există evaluări
- Planuri de LectieDocument11 paginiPlanuri de LectieIch KhristiÎncă nu există evaluări
- Test de Evaluare m1 9c IpDocument1 paginăTest de Evaluare m1 9c IpCris TinaÎncă nu există evaluări
- Notiuni Generale de PrelucrareDocument2 paginiNotiuni Generale de PrelucrareComarnitchi PavelÎncă nu există evaluări
- Sim Lectii+IntrebariDocument144 paginiSim Lectii+IntrebaridarkangelÎncă nu există evaluări
- Masurari TehniceDocument4 paginiMasurari TehniceAlin Constantin AndritoiuÎncă nu există evaluări
- Aliaje de Aluminiu Amorfe Si Nanocristaline PDFDocument163 paginiAliaje de Aluminiu Amorfe Si Nanocristaline PDFCatalin SfatÎncă nu există evaluări
- Masini Unelte I - Laborator - 231103 - 075523Document68 paginiMasini Unelte I - Laborator - 231103 - 075523FertuGabrielÎncă nu există evaluări
- Quizz Teorie - MNCAI FEB.2021Document3 paginiQuizz Teorie - MNCAI FEB.2021OllyynÎncă nu există evaluări
- Atestat 2018Document2 paginiAtestat 2018Cosmin IulianÎncă nu există evaluări
- Executia Obiectelor de Uz GospodarescDocument25 paginiExecutia Obiectelor de Uz GospodarescGabriela BucurÎncă nu există evaluări
- Planificare ASMDocument5 paginiPlanificare ASMCarmen ConstantinescuÎncă nu există evaluări
- Corpuri AbraziveDocument25 paginiCorpuri AbraziveCata CrisÎncă nu există evaluări
- ReferatDocument18 paginiReferatMadalin SerbanÎncă nu există evaluări
- Reductor PlanetarDocument13 paginiReductor PlanetarIon Ciorici67% (3)
- Asamblări MecaniceDocument69 paginiAsamblări MecaniceElena NitaÎncă nu există evaluări
- Cornel Marin, Teodor Huidu - Curs MecanicaDocument68 paginiCornel Marin, Teodor Huidu - Curs MecanicaCristian VoroneanuÎncă nu există evaluări
- Modulul 3 - Elemente de ProiectareDocument11 paginiModulul 3 - Elemente de Proiectarepasat_deliaÎncă nu există evaluări
- Curs 6 MPDDocument52 paginiCurs 6 MPDCiobi DragosÎncă nu există evaluări
- DOC-20240404-WA0001Document229 paginiDOC-20240404-WA0001Cristian BÎncă nu există evaluări
- Rezumat PetriciDocument118 paginiRezumat PetriciCaliman VictorÎncă nu există evaluări
- 02 Lengyel Karoly Rezumat Teza A50Document71 pagini02 Lengyel Karoly Rezumat Teza A50chitcaneanumariaÎncă nu există evaluări
- Cric Cu Parghii Cu o PiulitaDocument31 paginiCric Cu Parghii Cu o PiulitaRonny RazvanÎncă nu există evaluări