S-ar putea să vă placă și
- Acordarea Unor PremiiDocument3 paginiAcordarea Unor PremiiVeronica NedelcuÎncă nu există evaluări
- Ceccar s2 A3Document31 paginiCeccar s2 A3Nicolai AntoniciucÎncă nu există evaluări
- Extras Cont PDFDocument2 paginiExtras Cont PDFSarahÎncă nu există evaluări
- Mof4 2010 4303Document32 paginiMof4 2010 4303k_kalutzuÎncă nu există evaluări
- Expertiza ContabilaDocument47 paginiExpertiza Contabilacatalin_bvÎncă nu există evaluări
- Note La Situatiile Financiare 2014 Oil TerminalDocument82 paginiNote La Situatiile Financiare 2014 Oil TerminalMaria HergheligiuÎncă nu există evaluări
- Decontare CombustibilDocument1 paginăDecontare Combustibilancush_13Încă nu există evaluări
- FUZIUNEDocument9 paginiFUZIUNESD SDÎncă nu există evaluări
- Bugetul Cifrei de AfaceriDocument1 paginăBugetul Cifrei de AfaceriABC2004Încă nu există evaluări
- Studiul de Caz - Contabilitate IFRSDocument5 paginiStudiul de Caz - Contabilitate IFRSNicolai CaminschiiÎncă nu există evaluări
- DreptDocument61 paginiDreptLiliana NemetiÎncă nu există evaluări
- Proiectarea Managementului Unei Sectii de Obtinere Si Prelucrare A Tevilor de PolipropilenaDocument20 paginiProiectarea Managementului Unei Sectii de Obtinere Si Prelucrare A Tevilor de PolipropilenaRaluca MituÎncă nu există evaluări
- Proiect ManagementDocument39 paginiProiect ManagementJeflea AdelinaÎncă nu există evaluări
- Alfa SRLDocument33 paginiAlfa SRLNarcisa Lotru100% (1)
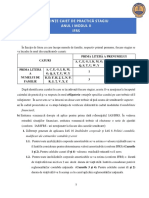
- IFRS Caiet Practică Active S2 An 1 2020 PDFDocument3 paginiIFRS Caiet Practică Active S2 An 1 2020 PDFGeanina NicolauÎncă nu există evaluări
- Prezentare Colaborare Parteneri UBERDocument19 paginiPrezentare Colaborare Parteneri UBERMihaela IonescuÎncă nu există evaluări
- Proiect Sem 2 CeccarDocument17 paginiProiect Sem 2 CeccarjustanangelheartÎncă nu există evaluări
- Exercitii Propuse - CECCARDocument7 paginiExercitii Propuse - CECCARmora_dÎncă nu există evaluări
- Proiect FinalDocument26 paginiProiect FinalMarianaÎncă nu există evaluări
- Book0004 SCHDocument180 paginiBook0004 SCHIrimia Mihai AdrianÎncă nu există evaluări
- Subiecte Ceccar An 1 Sem 1Document1 paginăSubiecte Ceccar An 1 Sem 1Sorin MateiÎncă nu există evaluări
- Referat Analiza Fluxurilor de NumerarDocument10 paginiReferat Analiza Fluxurilor de NumerarRaluca RusuÎncă nu există evaluări
- Oug 131-2021Document2 paginiOug 131-2021Datcu EugenÎncă nu există evaluări
- Exercitii, Lucrari Profesionale de Rezolvat Pentru An II Sem.I 2013 - ALTE LUCRARIDocument9 paginiExercitii, Lucrari Profesionale de Rezolvat Pentru An II Sem.I 2013 - ALTE LUCRARIOana EmiliaÎncă nu există evaluări
- Achizitii - Ceasurile AritimesDocument69 paginiAchizitii - Ceasurile AritimesMihai Ilascu100% (1)
- EC Tematica Finala Examen Aptitudini Martie 2021Document17 paginiEC Tematica Finala Examen Aptitudini Martie 2021Marynusha MaryÎncă nu există evaluări
- Exercitii CECCARDocument15 paginiExercitii CECCARCristiana UrsuÎncă nu există evaluări
- Proiect Ceccar - Aplicatii Sem 2Document31 paginiProiect Ceccar - Aplicatii Sem 2Iulia PufulescuÎncă nu există evaluări
- Proiect de FuziuneDocument10 paginiProiect de FuziuneFIPRON ROMÂNIAÎncă nu există evaluări
- Lucrare Stagiu CECCAR An IIIDocument22 paginiLucrare Stagiu CECCAR An IIIAdrian VrejoiuÎncă nu există evaluări
- Monografie VouchereDocument7 paginiMonografie VouchereTantica GurauÎncă nu există evaluări
- 2017-11 - Caiet Studiu Individual VR - Dreptul Afacerilor Si Dreptul Muncii - Ceccar Anul I, Sem IIDocument21 pagini2017-11 - Caiet Studiu Individual VR - Dreptul Afacerilor Si Dreptul Muncii - Ceccar Anul I, Sem IICristina ChiricutaÎncă nu există evaluări
- Analiza FinanciaraDocument15 paginiAnaliza FinanciaraIoana BadeaÎncă nu există evaluări
- Proiect InvestitiiDocument50 paginiProiect InvestitiiCristina Alexandra100% (1)
- Rezolvari DiverseDocument24 paginiRezolvari DiverseCarciu Silvia100% (2)
- Test 1 Contabilitatea Operațiunilor de Fuziune, Divizare, Dizolvare Și LichidareDocument5 paginiTest 1 Contabilitatea Operațiunilor de Fuziune, Divizare, Dizolvare Și LichidareFlorina BratulescuÎncă nu există evaluări
- SRL Taxe in 20232Document11 paginiSRL Taxe in 20232Ion ZaharachescuÎncă nu există evaluări
- Contabilitate Alin ProiectDocument4 paginiContabilitate Alin ProiectGeanina DumitruÎncă nu există evaluări
- ProvizioaneDocument9 paginiProvizioaneAmalia SirbuÎncă nu există evaluări
- Seminarii - Suporturi REZOLVATEDocument40 paginiSeminarii - Suporturi REZOLVATEStefanescu CezaraÎncă nu există evaluări
- Curs Etica Stagiu Anul IDocument168 paginiCurs Etica Stagiu Anul IAnamaria DianaÎncă nu există evaluări
- Gazeificarea DeseurilorDocument27 paginiGazeificarea DeseurilorMadalina PopaÎncă nu există evaluări
- Proiect La Disciplina Contabilitate Financiara - 2010 - 2011Document2 paginiProiect La Disciplina Contabilitate Financiara - 2010 - 2011Kalina Simou Iulian PavelÎncă nu există evaluări
- NOTA JUSTIFICATIVA Deschidere CrediteDocument3 paginiNOTA JUSTIFICATIVA Deschidere CreditegoctavÎncă nu există evaluări
- Politici Contabile - CursuriDocument55 paginiPolitici Contabile - CursuriStefanescu CezaraÎncă nu există evaluări
- Pasi FuziuneDocument2 paginiPasi FuziunemlmmedicalÎncă nu există evaluări
- Specializarea Contabilitatea de GestiuneDocument61 paginiSpecializarea Contabilitatea de GestiuneLiliana LupuÎncă nu există evaluări
- Curs12 - 1.modele Rapoarte Expertiză ContabilăDocument30 paginiCurs12 - 1.modele Rapoarte Expertiză Contabilăvio_cam23Încă nu există evaluări
- Caiet Stagiu 2016 17Document17 paginiCaiet Stagiu 2016 17sandu arina100% (1)
- Anexe Proiectii FinanciareDocument19 paginiAnexe Proiectii FinanciareAnca PuiaÎncă nu există evaluări
- Burlac Cristina - Filiala Galati - An Iii - Expertiza ContabilaDocument21 paginiBurlac Cristina - Filiala Galati - An Iii - Expertiza ContabilaCalin IuliaÎncă nu există evaluări
- Catalog Bare InoxDocument17 paginiCatalog Bare InoxpeachykristaÎncă nu există evaluări
- Caiet de PracticaDocument6 paginiCaiet de PracticaCriss ZergaÎncă nu există evaluări
- Catalog Con-DemDocument39 paginiCatalog Con-DemPatran ValentinÎncă nu există evaluări
- Folosirea Procesului de Diecasting in Industria AutomotiveDocument67 paginiFolosirea Procesului de Diecasting in Industria AutomotiveObaciuIonelÎncă nu există evaluări
- Fileshare - Ro - Caiet de Practica Anul II IEDMDocument82 paginiFileshare - Ro - Caiet de Practica Anul II IEDMAndrei NaviconÎncă nu există evaluări
- Scule CimentareDocument16 paginiScule CimentarePorcica MarianÎncă nu există evaluări
- ConfDocument11 paginiConfClaudiu DragomirÎncă nu există evaluări
- Catalog ProduseDocument257 paginiCatalog ProduseAlecsandru CruduÎncă nu există evaluări
- Memoriu Tehnic de PrezentareDocument13 paginiMemoriu Tehnic de PrezentareProdan AlexandruÎncă nu există evaluări