Documente Academic
Documente Profesional
Documente Cultură
Ingineria Sistemelor de Productie PDF
Ingineria Sistemelor de Productie PDF
Încărcat de
Moisii PaulTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Ingineria Sistemelor de Productie PDF
Ingineria Sistemelor de Productie PDF
Încărcat de
Moisii PaulDrepturi de autor:
Formate disponibile
4.
SISTEMUL DE FABRICA|IE
Fabrica\ia constituie un proces par\ial al produc\iei de bunuri
materiale (de tip industrial) avnd o component[ tehnic[ (func\iuni =i
structur[) specifice.
Raportul (de ierarhizare) dintre conceptul de produc\ie =i cel de
fabrica\ie este un raport ntre NTREG (produc\ia) =i PARTE
(fabrica\ia): produc\ia nu se poate realiza f[r[ fabrica\ie, iar fabrica\ia nu
are sens n afara produc\iei.
Referitor la aceasta se impune definirea urm[torilor termeni:
sarcina de fabrica\ie, procedeu de fabrica\ie, mijloace de fabrica\ie,
fabrica\ia industrial[.
Sarcina de fabrica\ie stabile=te structurile ce urmeaz[ a fi realizate,
configura\iile lor =i rela\iile ce permit alc[tuirea prin mbinare
(asamblare). Ea se elaboreaz[ prin activitatea de proiectare a procesului
=i se materializeaz[ n documenta\ia de execu\ie. Conceptul sarcin[ de
fabrica\ie, reprezint[ diferen\a calitativ[ ce desparte materia prim[ de
produsul cu configura\ia finit[.
Procedeul de fabrica\ie este un mod sistematic de executare a unei
opera\ii sau =ir de opera\ii avnd ca scop realizarea unei p[r\i a sarcinii
de fabrica\ie. Suma procedeelor de fabrica\ie aplicate pentru realizarea
proceselor par\iale de fabrica\ie formeaz[ tehnologia de fabrica\ie.
Mijloace de fabrica\ie totalitatea mijloacelor de munc[ (ma=ini,
scule, dispozitive) necesare aplic[rii procedeelor de fabrica\ie.
O
caracteristic[
important[
fabrica\iei
constituie
neunivocitatea sarcin[-procedeu, adic[ o sarcin[ de fabrica\ie dat[ se
poate realiza prin diferite procedee. Alegerea unui anumit procedeu
depinde de cantitatea produselor realizate =i de costul procedeelor.
INGINERIA SISTEMELOR DE PRODUC|IE
Fabrica\ia industrial[ poate fi deci definit[ ca procesul de realizare
a sarcinilor de fabrica\ie, constnd n transformarea materiei prime n
obiecte produs, prin aplicarea procedeelor de fabricare cu ajutorul
mijloacelor de fabrica\ie.
4.1 Definirea =i delimitarea sistemului de fabrica\ie
Sistemul de fabrica\ie (S.F.) se consider[ a fi alc[tuit din
mijloacele de fabrica\ie =i leg[turile dintre acestea. S.F. este parte
integrant[ a sistemului de produc\ie =i corespunde practic unei p[r\i a
subsistemului opera\ional al acestuia.
Delimitarea S.F. n raport cu SP se face pe ideea c[, n timp ce SP
este cadrul general al tuturor activit[\ilor necesare realiz[rii produselor,
SF este limitat numai la rezolvarea sarcinilor de fabrica\ie (care sunt
particulariz[ri ale sarcinilor de produc\ie, cu referire la realizarea propriu
zis[ a obiectelor fizice). Realizarea unei sarcini de fabrica\ie implic[
realizarea anumitor transform[ri, ntr-o anumit[ succesiune =i n condi\ii
de eficien\[ economic[, ceea ce presupune o anumit[ legare spa\ial[ a
mijloacelor tehnice =i umane =i existen\a unor metode de coordonare a
opera\iilor elementare.
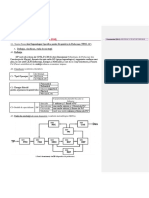
Modelul general al unui sistem de fabrica\ie este prezentat ]n
figura 4.1
4.2 Func\iile sistemului de fabrica\ie
Sistemul de fabrica\ie este definit =i limitat numai la rezolvarea
unor tipuri de sarcini ]n cadrul sistemului de produc\ie, legate de
realizarea fizic[ a produselor.
167
cap. 3 Sistemul de fabrica\ie
S.P.C.
M
S.M.P.
S.M.S.
M
S
S.L.
D
S.M.C.
S.E.D.
leg[turi informa\ionale (date, comenzi)
M - materiale, materii prime; P - produse (piese); D - de=euri; S scule;
SPC - sistem par\ial de comand[; SMP sistem manipulare piese;
SMS - sistem manipulare scule; SL
sistem de lucru
SMC - sistem de m[sur[ =i control; SED - sistem evacuare de=euri
-
Fig. 4.1
Principalele func\ii ale sistemului de fabrica\ie (SF) (generare
form[, modificare propriet[\i, asamblare) =i rela\iile sale cu alte
subsisteme din cadrul sistemului de produc\ie (SP) sunt prezentate n
figura 4.2.
Sistemul de fabrica\ie este str[b[tut de trei fluxuri: materiale,
energie =i informa\ie. Analiza acestor fluxuri eviden\iaz[ func\iile
elementare ale sistemului de fabrica\ie.
a) Fluxul de materiale -M
Un SF poate avea una sau mai multe intr[ri de M (care constituie
fluxul de M la intrare) =i una sau mai multe ie=iri de M ( avnd forma
modificat[ fa\[ de intr[ri). Asupra fluxului de M (F.M.) sistemul de
fabrica\ie SF poate avea efecte caracterizate prin: descompunerea,
concentrarea, combinarea sau nlocuirea F.M.
168
INGINERIA SISTEMELOR DE PRODUC|IE
ScF
SCd
SCp
SF
Pp
Generare form[
Modificare propriet[\i
Asamblare
Pr
SDC
Pv
SCp - sistem de concep\ie; T - tem[; Pp - proiect produs; SCd - sistem
comand[; ScF - sarcin[ de fabrica\ie; Pr - produs realizat; SDC - sistem de determinare a
calit[\ii; Pv - produs vandabil; SF - sistem de fabrica\ie
Fig. 4.2
Scheme de rela\ii FM / SF (Vi volum (cantitate) de materiale):
1. Transfer f[r[ modificarea formei (nlocuire):
Pentru suma intr[rilor =i cea a ie=irilor sunt valabile condi\iile de
continuitate calitativ[ =i cantitativ[.
V1
t
SF
V 2
t
V1
V 2
=
t
t
2. Transfer cu concentrare (forma se modific[) (combinare):
V1'
t
V1''
t
SF
V2
V1'
V1''
=
+
t
t
t
3. Transfer cu separare (forma se modific[) (descompunere):
169
cap. 3 Sistemul de fabrica\ie
V1
t
V2
t
V1
V2
=
+D
t
t
Problema continuit[\ii analizat[ pe perioade scurte (t 0)
costituie punctul de plecare pentru definirea diferitelor cazuri de
produc\ie. Astfel dac[ pentru o intrare / ie=ire, Vi = Vi (t) este o func\ie
V
,
t 0 t
continu[ de timp =i pentru orice interval de timp exist[ lim
respectiva intrare / ie=ire este constituit[ dintr-un material care curge.
Dac[ aceste condi\ii nu sunt ndeplinite, FM este alc[tuit din unit[\i
separate (buc[\i).
n cazul n care SF divizeaz[ intrarea n mai multe ie=iri,
diferen\ierea lor se face n raport cu sarcina de fabrica\ie. Astfel, una sau
mai multe ie=iri vor reprezenta produse fabricate, iar celelalte vor avea
semnifica\ia de rebuturi =i / sau pierderi tehnologice (de=euri).
Func\iile de modificare a formei, concentrare =i separare a
fluxului de materiale (FM) reprezint[ func\ii elementare ale SF =i se
manifest[ de obicei ca func\ii combinate.
b) Fluxul de energie - E
Energia se constituie ca intrare specific[, dar ca ie=ire nu se
reg[se=te ntotdeauna sub form[ energetic[. Energia (E) se consum[
pentru realizarea transform[rii obiectelor (M), respectiv modificarea
propriet[\ilor fizico-chimice sau a formei (restructurarea), asigurarea
transferului n timp =i spa\iu a M etc. Consumul de E se realizeaz[ prin
aplicarea procedeelor de transport =i transformare a E care se constitue ]n
func\ii elementare ale SF.
170
INGINERIA SISTEMELOR DE PRODUC|IE
E. se prezint[ la intrarea n sistem sub diferite forme caracterizate
prin parametrii proprii (de ex. combustibili). Bilan\ul intr[rilor de E. se
realizeaz[ prin convertirea tuturor cantit[\ilor de E. prezent[ (sub diferite
forme) ntr-o cantitate total[ a uneia din forme (de obicei cea
preponderent[) sau indirect prin corespondentul de combustibil
conven\ional necesar ob\inerii respectivei cantit[\i de E.
E. transformat[ n lucru mecanic de deformare, separare,
deplasare nu se va mai reg[si la ie=ire sub form[ de E. Cercetnd, ns[,
transformarea fluxului energetic (FE) dup[ cerin\ele continuit[\ii
cantitative se vor reg[si forme de E. ca ie=iri, n special ca pierderi
(disip[ri), ce nso\esc procesele de transformare =i transport a E. =i
procesele referitoare la obiectele muncii.
Din considerente de utilizare ra\ional[ a E., se prev[d procedee
de recuperare a E. disipate (ED) astfel nct se ob\ine un flux energetic
(FE) secundar ce se poate ntoarce par\ial sau total ca intrare n sistem.
Scheme de rela\ii dintre fluxul energetic FE =i sistemul de
fabrica\ie, SF:
1) F[r[ recuperarea energiei disipate (ED):
E1
t
E 2
- cuprins[ n M prelucrate
t
SF
ED
E1
E 2
+ ED
t
t
2) Cu recuperarea energiei disipate:
E
t
SF
E1
t
ED
SR
171
E 2
t
cap. 3 Sistemul de fabrica\ie
bilan\ul SF:
E 2
E
=
+ ED
t
t
bilan\ul SR: ED =
E
E r
E
= 1 +
t
t
t
E r
+ ED
t
SR + SF = SCA (sistem circular activ - o parte din
dispozitivele tehnice ale SF sunt concepute astfel nct s[ se
permit[ recuperarea ED =i folosirea energiei recuperate Er)
c) Fluxul de informa\ie - I
Informa\ia prezint[ particularit[\i calitative =i dificult[\i privind
m[surarea cantitativ[ (exist[ diferite teorii ale I.). Sub raport func\ional,
I este legat[ de fenomenul comunica\iei =i apare ca eveniment ce
modific[ (nl[tur[) starea de nedeterminare.
Din punct de vedere al ISP, un sistem de fabrica\ie (SF) prime=te
informa\ie de lucru
- un set de date asupra formei, tehnologiei =i
desf[=ur[rii n timp a procesului. Informa\ia de lucru este prelucrat[ n
cadrul SF, fiind apoi (par\ial) fixat[ (imprimat[) n produse (M).
Principala func\ie informa\ional[ const[ n transferul datelor de
intrare n forma obiectelor constituind ie=irea. Func\iile derivate sunt
cele de transformare, separare, combinare =i transfer a I., astfel nct s[
se poat[ manifesta func\ia informa\ional[ principal[.
SF apare astfel =i ca un sistem de comunica\ie, n care un rol
hot[rtor l are preg[tirea I. corespunz[tor cerin\elor diferitelor
subsisteme =i transmiterea sa. Sub raport structural global, fluxul
informa\ional (FI) permite selectarea =i aplicarea acelor combina\ii ntre
fluxul de materiale (FM) =i fluxul energetic (FE) care permit realizarea
sarcinii de fabrica\ie alocate sistemului ntr-o perioad[ dat[.
172
INGINERIA SISTEMELOR DE PRODUC|IE
Fluxul informa\ional (I. de lucru) poate fi structurat n I. de
modelare, I. de comand[ =i I. logistic[, fiecare cu componentele sale.
Componentele FI se transform[ n comenzi care ac\ioneaz[ coordonat
asupra sistemului de lucru astfel nct informa\iile p[r[sesc sistemul
incluse n produse (sub forma materialelor cu informa\ia imprimat[).
d) Func\ia logistic[
Funcia par\ial care asigur punerea la dispoziie a materialelor,
energiei =i informaiei pentru toate subsistemele S.F. este numit funcia
logistica a S.F.
Principalele operaii de preg[tire a fluxurilor de intrare:
a) opera\ii de preg[tire a fluxurilor materiale de intrare:
a1. Descompunerea, f[r[ modificarea materiei cu efectul: grup[ri
dup criterii diferite;
a2. Concentrarea, f[r[ modificarea materiei cu efectul: ob\inerea
unui flux de intrare combinat, eterogen;
a3. Separare, n vederea ob\inerii formei sau a unui component, cu
efectul: ob\inerea de obiecte cu form[ sau propriet[\i prescrise =i p[r\i
separate (de=euri);
a4. Combinare cu modific[ri ale materiei, cu efecte: ob\inerea de
intr[ri materiale cu un grad mai mare de complexitate dect a
elementelor lor, avnd noi caracteristici;
a5. Modific[ri structurale: ob\inerea de materiale sau de obicte cu
propriet[\i (caracteristici) prescrise.
b) opera\ii de preg[tire a fluxului de energie
b1.
Descompunerea, f[r[ modificarea parametrilor calitativi -
realizarea de sisteme de distribu\ie pentru alimentarea consumatorilor;
b2. Concentrarea unor fluxuri separate - realizarea sistemelor de
alimentare cu mai multe surse;
173
cap. 3 Sistemul de fabrica\ie
b3.
Transformarea parametrilor calitativi sau a unei forme de
energie n alta - adecvarea fluxului de energie la diferite tipuri de
consumatori;
c) operaii de preg[tire a fluxului informa\ional
c1. Separarea, f[r[ prelucrare a informa\iei ob\inerea de date
grupate dup[ diferite criterii;
c2. Depozitarea informa\iei (stocarea) - formarea de baze de date
cu diferite moduri de organizare;
c3. Prelucrarea informa\iei (datelor) - extragerea de semnifica\ii
prin opera\iuni de selectare, combinare =i valorificare (sub form de
decizii).
4.3. Structura sistemului de fabrica\ie
Pornind de la delimitarea func\iei unui S.F. dat, se pot determina
structura, precum =i elementele =i rela\iile dintre acestea, astfel nct s[
fie posibil[ manifestarea (ndeplinirea) func\iei.
Etapele care se parcurg pentru definirea structurii S.F. sunt :
- analiza calitativ[ =i descompunerea func\iei generale a S.F. n
func\ii par\iale. Descompunerea trebuie s ia n considerare intr[rile =i
ie=irile sistemului, deoarece func\iile par\iale se definesc n raport cu
ac\iunea lor asupra fluxurilor din S.F.
-
considerarea
(analizarea)
particularit[\ilor
=i
cerin\elor
constructive ale (sub)sistemului S.F. care genereaz[ restric\ii n definirea
func\iilor =i / sau gruparea lor.
- definirea subsistemelor purt[toare de func\ii =i stabilirea modului
de conectare a acestora n vederea ob\inerii func\iei generale a
sistemului.
174
INGINERIA SISTEMELOR DE PRODUC|IE
Definirea subsistemelor se realizeaz pe baza unor ra\ionamente
fundamentate pe urmtoarele dou[ consideraii:
a) ntr-un S.F. trebuie s existe cel puin un subsistem n care
materia, energia i informaia se interconecteaz direct, rezultnd piesa
(considerat un material cu informaie imprimat)
b) intrrile-materiale, energie, informaie
- au o structur ce
necesit operaii de pregtire i transformare, neputnd fi introduse
direct, nemijlocit n subsistemul de prelucrare.
Se obine astfel o ordine de structurare logic a subsistemelor n
vederea pregtirii materialelor, energiei i informaiei astfel nct acestea
s fie la dispoziia sistemului de prelucrare, adic la momentul t i n
locul (punctul) S intrrile-materiale, energie, informaie, s fie prezente
n cantitile i de calitatea necesare realizrii sarcinii de fabricaie
programate.
Din cele de mai sus rezult[ c[ structura minimal[ a unui S.F.
conine urm[toarele subsisteme: de lucru (prelucrare), de control, de
comand[, logistic.
Leg[turile dintre acestea sunt prezentate n figura 4.3.
Acest model al sistemului de fabricaie nu d[ nici o indica\ie
asupra modului n care se structureaz[ sistemul pentru a satisface
cerinele cantitative ale sarcinii de produc\ie. n func\ie de m[rimea unei
sarcini date, S.F. poate fi alc[tuit dintr-o singur ma=in sau din mai
multe avnd sarcini par\iale, derivate din sarcina general a sistemului.
Func\iilor par\iale coordonate le corespund sisteme par\iale care au
structura compus din acela=i fel de elemente ca S.F. considerat ca
ntreg. Aceste structuri (sisteme pariale) se numesc cosisteme. Cnd un
S.F. este alc[tuit din mai multe cosisteme structura sa poate fi stabilit[
prin descompunerea, mai nti n cosisteme, apoi a unui singur cosistem
175
cap. 3 Sistemul de fabrica\ie
n subsistemele sale componente. Aceast[ descompunere este suficient[
pentru a stabili structura tuturor cosistemelor.
Cosistemele (CS1, CS2, ) se interconecteaz prin fluxuri de
materiale =i informa\ie de coordonare (IC), iar alimentarea cu energie =i
informa\ie se realizeaz n mod centralizat. Pentru a fi posibil[
conectarea lor, cosistemele trebuiesc concepute ca p[ri ale S.F., astfel
nct fiecare s[ se poat[ integra funcional n S.F., devenind subsistem al
acestuia.
SF
S.C.
IM
M
M+I
IC
S.Lg
S.L.
M
S.C.F.
M+I
Fig. 4.3
S.L.
- sistemul de lucru ; S.C.F. - sistemul de control al fabricaiei; S.C.
sistemul de comand; S.Lg.
- sistemul logistic; E - energie; I - informaie; IT -
informaie tehnologic; IC - informaie de control; IM - informaie de manipulare; M materiale; M + I
- piese (produse) materie + informaie.
n afara conexiunilor generate de fluxurile M, E, I, se eviden\iaz[
=i rela\ii spa\io-temporale, existente ntre elementele structurale
(subsisteme ale SF).
176
INGINERIA SISTEMELOR DE PRODUC|IE
Pentru cazul structurii minimale, desf[=urarea temporal[ pune n
eviden\[ caracteristicile de func\ionare ale subsistemului: continu[,
alternativ[, intermitent[.
Pentru structura dezvoltat[ n cosistem se eviden\iaz[ o
desf[=urare temporal[: paralel[ sau n serie.
CS1
CS2
CS3
IC
IC
S.F
M+I
Fig. 4.4
Rela\iile
spa\iale
se
refer[
la
construc\ia
geometric[
subsistemelor =i a conexiunilor dintre ele, ce permit realizarea material[
a structurii func\ionale.
Combina\iile tipice de cosisteme n grup[ri spa\iale sunt:
a) atelier pentru produc\ia discontinu[ (discret[);
b) linie n flux pentru produc\ia cu grad ridicat de continuitate.
Conectarea nemijlocit[ a cosistemelor se ob\ine n cazul b) linie
n flux, fie printr-o ordonare spa\ial[ succesiv[, n func\ie de ordinea
opera\iilor, fie printr-o dispunere paralel[, ce presupune deasf[=urarea
simultan[ a opera\iilor (asupra unor piese diferite). Raportat[ la o pies[,
desf[=urarea nu poate fi dect succesiv[.
177
cap. 3 Sistemul de fabrica\ie
La nivelul actual al tehnologiei =i organiz[rii produc\iei tipul
structurii optime de fabrica\ie se determin[ direct (fig. 4.5), func\ie de
tipul de produc\ie predominant sau tipul de produc\ie la locul de munc[.
Structura optim[ de fabricare asigur[ minimizarea costurilor complete
unitare, Ccu ale obiectelor i,j fabricate, prin adecvarea gradului de
automatizare al opera\iilor k =i a gradului de flexibilitate al fabrica\iei la
tipul produc\iei =i la condi\iile concrete ale acesteia.
Fig. 4.5
CLAF - celule =i linii automate flexibile
UCN - utilaje cu comenzi numerice
CCN - centre de prelucrare cu comenzi numerice
UMU - utilaje universale multiopera\ii
USP -utilaje specializate
US - utilaje speciale
LAR -linii automate rigide
4.3.1 Structuri de fabricare func\ionale
Structurile de fabricare func\ionale ( pe grupe de utilaje sau
locuri de munc[ omogene tehnologic) se aplic[ eficient la produc\ia de
unicate sau de serie mic[. La nivelul actual de dezvoltare al utilajelor
178
INGINERIA SISTEMELOR DE PRODUC|IE
tehnologice, dotarea cu ma=ini, aparate =i echipamente de fabricare-
control a acestor structuri se face dependent de gradul de complexitate a
fabrica\iei:
- la valori mici =i mijlocii ale gradului de complexitate a fabrica\iei cele
mai mici costuri unitare ale produselor le asigur[ utilajele monoopera\ie
cu program variabil =i utilajele comandate manual de operator, echipate
cu SDV - uri universale;
- la valori ridicate ale gradului de complexitate al fabrica\iei, costurile
unitare cele mai mici le asigur[ centrele de prelucrare cu comenzi
numerice =i robo\ii industriali de nivel II pentru manipul[ri =i asambl[ri.
}n general for\ei de munc[ necesare, at`t pentru opera\iile de
fabricare c`t =i pentru preg[tirea tehnic[ a fabrica\iei (programare etc.) i
se cere un nivel ]nalt de calificare =i policalificare.
Amplasarea utilajelor se face diferen\iat func\ie de gabaritul
produselor:
- la produse complexe de mari dimensiuni (nave, avioane, turbine,
aparatura pentru industria chimic[ =i petrochimic[, utilaj minier,
instala\ii de foraj etc.) produsul are pozi\ie fix[ (sta\ionar[), muncitorii
sau echipele de lucru dotate cu utilaje =i echipamente tehnologice
portabile deplas`ndu-se ]n jurul produsului pentru a efectua opera\ii de
fabricare =i control;
- la produse de dimensiuni mici =i mijlocii utilajele =i locurile de munc[
sunt amplasate pe grupe omogene tehnologic (grupa strunguri, grupa
ma=ini de frezat, grupa locuri de munc[ pentru asamblat etc.) iar
produsele sunt deplasate succesiv de la un loc de munc[ la altul pentru a
se efectua opera\iile de fabricare =i control necesare. O amplasare
ra\ional[ pentru asemenea situa\ii ofer[ metoda verigilor, care
localizeaz[ pozi\ia central[ a celui mai solicitat utilaj sau loc de munc[.
179
cap. 3 Sistemul de fabrica\ie
Metoda verigilor se folose=te ]n cazul produc\iei de serie mic[ =i
mijlocie, pentru stabilirea succesiunii diferitelor grupe de locuri de
munc[ de acela=i tip ]n cadrul unei sec\ii sau unui atelier de produc\ie cu
specializare tehnologic[.
Prin verig[ se ]n\elege rela\ia tehnologic[ dintre dou[ locuri de
munc[ diferite angrenate ]n acela=i flux tehnologic. }ntre cele dou[ locuri
de munc[ ale unei verigi se pot stabili mai multe leg[turi, fie ]n fluxurile
tehnologice ale unor produse diferite, fie ]n cazul aceluia=i flux
tehnologic.
Criteriul pe baza c[ruia se face amplasarea este frecven\a
leg[turilor dintre locurile de munc[.
}n func\ie de modul de exprimare a frecven\ei leg[turilor, metoda
verigilor poate fi folosit[ ]n dou[ variante cu grade diferite de
aprofundare a studiului de amplasare.
}n prima variant[ fecven\a leg[turilor se exprim[ ]n func\ie de
num[rul felurilor de produse deplasate ]ntre locurile de munc[ analizate.
}n cea de a doua variant[ , este necesar s[ se precizeze modul ]n
care circul[ produsele ]ntre locurile de munc[: individual (bucat[ cu
bucat[) sau pe subloturi.
Dac[ circula\ia produselor se face
individual, frecven\a
leg[turilor se exprim[ ]n func\ie de num[rul de unit[\i (buc[\i) deplasate
]ntre locurile de munc[ analizate.
Dac[ circula\ia produselor se realizeaz[ pe subloturi, frecven\a
leg[turilor se exprim[ ]n func\ie de num[rul de subloturi de produse
deplasate ]ntre locurile de munc[ analizate.
}n ambele cazuri ale variantei a doua , criteriul folosit pentru
amplasarea locurilor de munc[ este prezentat sub denumirea generic[ de
intensitatea traficului pe verigile considerate.
180
INGINERIA SISTEMELOR DE PRODUC|IE
Aplicarea metodei verigilor presupune parcurgerea a trei etape de
lucru:
}n prima etap[ se stabilesc verigile pentru fiecare fel de produs
executat pe locurile de munc[ care urmeaz[ a fi amplasate. Pentru
aceasta se intocme=te tabelul inventarierii verigilor pe produse.
Etapa a doua are ca obiect determinarea num[rului total de leg[turi
(sub formele specifice de exprimare a lor) =i de verigi pe locuri de
munc[. }n acest scop se folose=te tabelul centraliz[rii leg[turilor =i
verigilor pe locuri de munc[, ]n varianta ]nt`i sau tabelul intensit[\ilor
de trafic, ]n varianta a doua.
}n etapa a treia se stabile=te varianta teoretic[ de amplasare a locurilor
de munc[ folosindu-se o gril[ cu ochiuri triunghiulare. Dispunerea
locurilor de munc[ ]n v`rfurile triunghiurilor echilaterale din cadrul
grilei se face ]n mai multe subetape succesive, pornindu-se de la locul
de munc[ cel mai solicitat, care se va a=eza ]n centrul grilei. }n jurul
lui se vor pozi\iona celelalte locuri de munc[ pe baza criteriilor
stabilite ]n etapa anterioar[.
4.3.2 Structuri de fabricare celulare
Structurile de fabricare celulare se aplic[ eficient la produc\ia de serie
mic[ =i mijlocie. Prin celul[ de fabricare se ]n\elege grupa de utilaje de
fabricare, manipulare, transport, control, depozitare (max. 20 ... 30
utilaje) dispuse ]ntr-un spa\iu de produc\ie compact, astfel ]nc`t s[ poat[
asigura realizarea tuturor opera\iilor de fabricare a obiectelor dintr-o
familie.
O familie de obiecte i,j este caracterizat[ form[, dimensiuni,
itinerar tehnologic etc. relativ apropiate (exemple: familia de piese tip
carcas[, pl[ci, arbori, ro\i din\ate etc;).
181
cap. 3 Sistemul de fabrica\ie
Structura de fabricare celular[ are ca scop maximizarea
flexibilit[\ii produc\iei =i reducerea general[ a costurilor prin reducerea
timpilor de ]ntreruperi (reglementate sau nereglementate), a timpilor de
deservire (tehnic[ =i organizatoric[) =i a timpilor de preg[tire - ]ncheiere,
respectiv prin minimizarea manipul[rilor =i transportului. (OBS. Scopul
structurilor de fabricare func\ional[, celular[ sau pe linie ]n flux
multiobiect pentru aplicarea tehnologiei de grup are ca obiectiv
minimizarea cheltuielilor legate de reglarea utilajelor sau echipamentelor
tehnologice =i de echipare tehnologic[).
Dotarea celulelor de fabrica\ie cu ma=ini aparate =i echipamente
de fabricare =i control se poate face diferit de la utilaje multiopera\ii
universale p`n[ la celule =i linii automate flexibile.
For\a de munc[ necear[ pentru preg[tirea tehnic[ =i pentru
fabricare trebuie s[ aib[ o calificare ridicat[ =i policalificare, iar
amplasarea locurilor de munc[ se face pe baza metodelor de optimizare.
O astfel de metod[ const[ ]n simularea, cu ajutorul calculatorului,
a unui num[r prestabilit de variante de amplasare a locurilor de munc[ =i
]n urm[rirea, pe aceast[ baz[, a varia\iei unei func\ii obiectiv, p`n[ la
ob\inerea unei solu\ii acceptabile sub raportul eficien\ei economice.
Pentru aplicarea acestei metode, suprafa\a de produc\ie a sec\iei
sau atelierului se va ]mp[r\i ]ntr-o mul\ime finit[ de suprafe\e de
amplasare, Sk. Este necesar ca mul\imea suprafe\elor de amplasare s[ fie
egal[ cu mul\imea locurilor de munc[, LI care face obiectul studiului.}n
vederea elabor[rii modelului matematic, se noteaz[ cu Xik, variabila
corespunz[toare amplas[rii locului de munc[ i pe suprafa\a k. Aceast[
variabil[ poate avea dou[ valori:
Xik = 1, atunci c`nd locul de munc[ I este amplast pe suprafa\a k;
Xik = 0, atunci c`nd locul de munc[ nu este amplasat pe suprafa\a
k.
182
INGINERIA SISTEMELOR DE PRODUC|IE
Func\ia obiectiv a modelului presupune minimizarea fluxurilor
tehnologice ale produselor analizate ]n cadrul studiului. Fluxurile
tehnologice se exprim[ prin distna\ele de deplasare a produselor
respective ]ntre locurile de munc[ care urmeaz[ s[ fie amplasate,
conform rela\iilor:
n 1
(min)d j = N
l j (L i L i
+1 ),
pentruj = 1,2,..., n
=1
(min)D =
d j = N j l j (L i L i
j
j
i
=1
(3.30)
+1 )
=1 =1
unde:
dj este distan\a de deplasare a produsului j ]ntre locurile de
munc[ care fac obiectul studiului, conform fluxului tehnologic al
acestuia;
D distan\a total[ de deplasare a produselor analizate ]ntre
locurile de munc[ care urmeaz[ a fi amplasate;
Nj num[rul unit[\ilor sau a loturilor de produs j executate ]ntr-o
perioad[ dat[;
n
l j (L i L i
+1 )
- lungimea total[ a traseelor de transport ]ntre
=1
locurile de munc[ analizate, corespunz[toare produsului j, conform
fluxului tehnologic al acestuia.
Restric\iile modelului matematic sunt date de real\iile:
n
X
i =1
ik
k =1
k = 1,2,..., n
(3.31)
= 1, pentru
ik
= 1, pentru
i = 1,2,..., n
care arat[ c[ pe o anumit[ suprafa\[ k se amplaseaz[ un singur loc de
munc[, respectiv c[ un loc de munc[ se amplaseaz[ pe o singur[
suprafa\[.
183
cap. 3 Sistemul de fabrica\ie
4.3.3 Structuri de fabricare ]n flux
Structurile
de
fabrica\ie
]n
flux
sunt
consecin\[
caracteristicilor produc\iei ]n flux, specific[ produc\iei de serie mare =i
mas[. Aceste caracteristici sunt:
- divizarea procesului tehnologic de fabricare, control =i transport ]n
opera\ii relativ simple, stabile, executate ]n paralel, simultan pentru
obiecte diferite =i ne]ntrerupt cu un tact unic, T (min/buc) sau un ritm
unic, R (buc/min). Tactul liniei este definit de intervalul de timp dup[
care la cap[tul ei se livreaz[ un produs finit. Ritmul liniei este definit de
cantitatea de produse finite livrate la cap[tul liniei, ]n unitatea de timp.
- sincronizarea opera\iilor liniei, adic[ structurarea acestora prin divizare
sau concentrare a fazelor, astfel ]nc`t durata lor s[ fie egal[ sau mutiplu
al tactului liniei;
- amplasarea locurilor de munc[ ]n ordinea strict[ a desf[=ur[rii
cronologice a opera\iilor tehnologice;
- transferul obiectelor (repere sau produse) de la un loc de munc[ la altul
]n mod continuu sau discontinuu, dependent de gradul de sincronizare =i
de raportul dintre durata opera\iei tehnologice =i cea a transportului
interoperativ (trecere bucat[ cu bucat[ sau ]n loturi mici);
- asigurarea omogenit[\ii calitative a materialelor =i obiectelor care intr[
pe linie, a interschimbabilit[\ii, a aprovizion[rii la timp =i ritmice (aceste
elemente condi\ioneaz[ func\ional realizarea sincroniz[rii =i atingerea
efectelor favorabile organiz[rii fabrica\iei ]n flux).
Clasificarea liniilor de fabrica\ie ]n flux ]n func\ie de criteriile:
sortimenta\ie, gradul de sincronizare al opera\iilor, caracteristicile
transportoarelor, deplasarea obiectelor, deplasarea operatorilor este
prezentat[ ]n figura 4.6.
184
INGINERIA SISTEMELOR DE PRODUC|IE
Liniile de produc\ie ]n flux monoobiect se aplic[ eficient ]n
cazul produc\iei de mas[, iar cele ]n flux multiobiect - la produc\ia de
serie. Trebuie re\inut fatul c[, deja, ]n prezent peste 70 % din produc\ia
industrial[ din domeniul construc\iilor de ma=ini este de tip serie mic[ =i
mijlocie. Acest lucru justific[ interesul pentru liniile tehnologice
multiobiect flexibile, a sistemelor celulare flexibile conduse de calculator
ca baz[ de constituire a atelierelor flexibile.
Liniile sincronizate denumite linii ]n flux continuu desf[=oar[
opera\iile de fabricare, control =i transport f[r[ ]ntrerupere, f[r[ a=tepr[ri
]ntre opera\ii. Durata opera\iilor este strict egal[ sau multiplu al tactului
liniei.
Liniile par\ial sincronizate, denumite linii ]n flux discontinuu
desf[=oar[ opera\iile de fabricare, control =i transport cu ]ntreruperi, cu
a=tept[ri la locurile de munc[ insuficient ]nc[rcate. Durata opera\iilor nu
este ]ntotdeauna egal[ sau multiplu al tactului liniei, abaterea de la
m[rimea acestuia fiind mai mare de 10 %. Reglarea ritmului liniei,
respectiv a tactului se face de c[tre operatori, iar existen\a unor stocuri
intermediare permite ca ritmul de livrare al produselor la cap[tul liniei s[
nu fie perturbat.
Transportoarele pentru liniile ]n flux de fabricare sunt de o mare
varietate =i pot fi:
- de lucru c`nd obiectele fabricate r[m`n pe transportor pe durta
efectu[rii tuturor opera\iilor tehnologice;
- de deplasare c`nd opera\iile tehnologice se efectueaz[ ]n afara
transportorului, obiectele fabricate fiind succesiv luate =i depuse pe
acesta.
}n cazul ]n care obiectele fabricate sunt de gabarite mari (mase
sau volume) liniile de produc\ie se organizeaz[ cu obiecte sta\ionare,
operatorii ]mpreun[ cu echipamentele tehnologice deplas`ndu-se
185
cap. 3 Sistemul de fabrica\ie
succesiv de la un obiect la altul. Cel mai frecvent se utilizeaz[, ]ns[,
liniile cu obiect mobil, la care operatorii nu se deplaseaz[ de la un loc de
munc[ la altul dec`t dac[ deservesc mai multe locuri de munc[.
Configura\ia geometric[ a liniei tehnologice poate fi foarte
diferit[ (linie fr`nt[, circular[, configura\ie oarecare) dependent de:
- num[rul de posturi pe linie;
- gabaritele obiectelor fabricate;
- spa\iul disponibil ]n cadrul halei.
Indiferent de configura\ie, amplasarea utilajelor sau locurilor de
munc[ se face pe unul sau dou[ r`nduri, transportul obiectelor pe linie
fiind realizat cu transportoare de deplasare sau de lucru ac\ionate
mecanic sau gravita\ionale. }n cazul liniilor de prelucrare sau de
asamblare manual[ transportoarele de lucru au obligatoriu o mi=care
intermitent[ (pulsatorie).
}n ultimele cinci decenii ]ntreprinderile industriale fac eforturi
continui de modernizare a organiz[rii clasice a produc\iei ]n flux, care a
evoluat de la specializarea introdus[ ]n sec. XVIII de revolu\ia
industrial[ la superspecializarea impus[ ]n anii 1920 ... 1930 de
generalizarea benzii rulante de lucru.
Dezavantajele organiz[rii tayloriste a produc\iei ]n flux se pot
grupa ]n dou[ mari categorii:
a) pentru operatori: munca este s[r[cit[ de con\inutul uman
specific, adic[ de complexitate =i creativitate, muncitorii fiind obliga\i s[
execute la nesf`r=it mi=c[ri repetate simplificate; apari\ia =i men\inerea
unei tensiuni nervoase deosebite datorit[ grijii permanente de a nu se
abate de la tactul liniei ]n flux; oboseal[ prematur[ cauzat[ de monotonia
muncii; limitarea autoperfec\ion[rii =i calific[rii muncitorilor, inclusiv a
c`=tigurilor;
186
INGINERIA SISTEMELOR DE PRODUC|IE
CRITERII
(1)
Sortimenta\ia
Linia de fabricare ]n flux
Multiobiect
Monoobiect
Par\ial sincronizate
(2) Gradul de
sincronizare al
opera\iilor
(3)
Caracteristica
transportoarelor
de obiecte pe
linia de
fabrica\ie
Sincronizate
Transportoare
cu mi=care
continu[ sau
intermitent[
Mijloace de
transport
mecanizate
De deplasare
De
Obiect mobil
(4) Deplasarea
obiectelor
(5) deplasarea
operatorilor
F[r[ mijloace
de transport
Operatorii nu se
deplaseaz[
Obiect sta\ionar
Operatorii se
deplaseaz[
Fig. 4.6
b) pentru ]ntreprindere: m[rirea cu 15 ... 25 % a duratei
opera\iilor cerut[ de echilibrarea acestora
=i de siguran\a ]ncheierii
opera\iilor de asamblare; ]nc[rcarea relativ redus[ a capacit[\ii de
produc\ie la multe locuri de munc[ din linie, respectiv la opera\iile care
187
cap. 3 Sistemul de fabrica\ie
nu au un caracter de mas[ sau de serie mare; flexibilitatea redus[ a
sistemului de fabirca\ie.
Solu\iile de modernizare a liniilor de fabrica\ie tradi\ionale ]n
flux sunt:
a) pentru operatori:
- ]mbog[\irea muncii prin policalificare, astfel ]nc`t ace=tia s[
poat[ executa toate opera\ile de linia tehnologic[;
- asocierea muncii de execu\ie cu cea de conducere pentru a m[rii
responsabilitatea executantului;
- regim optim al pauzelor de odihn[, care pot ajunge p`n[ la 20
% din timpul de lucru ]n cazul locurilor de munc[ cu solicit[ri grele
fizice, nervoase =i de mediu ambiant;
- asigurarea unui ritm de lucru liber prin prezen\a unor stocuri
tampon interoperative =i organizarea produc\iei consider`nd tactul pe
subloturi ]n locul tactului de fabrica\ie pe obiect.
b) pentru ]ntreprindere, ]n corela\ie cu cele de mai sus, se
modific[ ]n principiu sarcinile de munc[ (alternarea opera\iilor,
poliservirea utilajelor, repartizarea sarcinilor de munc[ pe gruprui mici
de operatori); o alt[ solu\ie este cea de automatizare complet[ a
produc\iei.
Cre=terea flexibilit[\ii liniilor de fabrica\ie ]n flux r[m`ne ]n
continuare un obiectiv important al organiz[rii acestora, impun`nd
utiliz[ri, structuri =i asigur[ri specifice de resurse, inclusiv tipizarea =i
unificarea produselor. Trebuie remarc[ indeosebi extinderea rapid[ a
robotiz[rii liniilor de fabrica\ie ]n flux, o dat[ cu perfec\ion[rile
calitative =i dezvoltarea produc\iei de serie a robo\ilor industriali.
A.Structuri de fabricare ]n flux monoobiect
188
INGINERIA SISTEMELOR DE PRODUC|IE
Fabricarea produselor ]n flux monoobiect se aplic[ eficient ]n
industrie ]nc[ din secolul XVIII (produc\ia de ace, nasturi etc. realizat[
cu opera\ii manuale) =i a cunoscut o dezvoltare puternic[, mai ales ]n
primele decenii ale secolului XX o dat[ cu cre=terea masiv[ a cererii de
bunuri de larg consum. Se apreciaz[ c[ ]n prezent aproximativ 15% din
produsele industriei constructoare de ma=ini =i aparate prezint[
caracteristicile produc\iei de mas[ =i se fabric[ pe linii ]n flux
monoobiect.
Linia de fabrica\ie ]n flux monoobiect (cu nomenclatur[
constant[, monovalent[) este de tip continuu- opera\iile executate la
toate posturile sunt perfect echilibrate, sincronizate.
Se consider[ o astfel de linie ]n flux, pe care se execut[ 3 repere
(j 1, 2, 3) care terc pe la 6 locuri de munc[ unde se execut[ opera\ii
care au urm[torii timpi operativi:Top,1 12 minute, Top,2 18 minute,
Top,3 6 minute, Top,4 6 minute, Top,5 18 minute, Top,6 12 minute.
Se deduce u=or c[ tactul liniei este Tj 6 minute, iar num[rul de
posturi dubluri pentru fiecare opera\ie este: mj,1 2, mj,2 3, mj,3 1,
mj,4 1, mj,5 3, mj,6 2.
Dispunerea locurilor de munc[ pe linia tehnologic[ in flux este
prezentat[ in figura 4.8 iar ]n figura 4.9 momentul (timpul) prelucr[rii
celor trei produse pe fiecare loc de munc[ (ma=in[).
}n practic[, este greu de realizat de la ]nceput sincronizarea
perfect[ a tuturor opera\iilor, astfel ]nc`t calculul de dimensionare al
unei linii de fabrica\ie ]n flux monoobiect este foarte laborios =i necesit[
experien\[ =i cunoa=terea ]n detaliu a posibilit[\ilor tehnologice
disponibile.
189
cap. 3 Sistemul de fabrica\ie
Fig.3.8
190
INGINERIA SISTEMELOR DE PRODUC|IE
Fig.3.9
191
cap. 3 Sistemul de fabrica\ie
Problema stabilirii num[rului de opera\ii distincte de fabricare =i
control N ORj astfel ]nc`t s[ se asigure sincronizarea opera\iilor este
una de optimizare.
Consider`nd situa\ia ]n care nu s-a realizat sincronizarea perfect[
a tuturor opera\iilor linia va funcv\iona cu un ritm r Tj tactul de
sincronism. Evident, la fiecare post de lucru va exista un timp mort de
durat[ (r Topjk). Totaliz`nd timpii mor\i pentru ]ntreaga linie se ob\ine
timpul mort total:
N
d = N r Topjk
k =1
Pentru o durat[ dat[ a sumei timpilor operativi, rezult[ c[ timpul
mort total va fi minim atunci c`nd produsul N x r este minim.
Gruparea fazelor opera\iilor pe linia ]n flux astfel ]nc`t timpul
mort total s[ fie minim poart[ numele de echilibrarea liniei.
Rezolvarea acestei probleme se poate face ]n urm[toarele dou[
variante:
a) se fixeaz[ valaorea tactului =i se caut[ gruparea fazelor ]ntr-un
num[r minim de opera\ii (posturi de lucru);
b) se prestabile=te num[rul de opera\ii (posturi de lucru) =i se
grupeaz[ fazele astfel ]nc`t tactul liniei s[ fie minim.
Varianta a) este mai folosit[ deoarece tactul liniei este impus, ]n
general volumul produc\iei fizice anuale Qjan.
Uneori trebuie ]ns[ utilizat[ varianta b), cum ar fi cazul
reechilibr[rii unei linii existente pentru fabricarea unui produs
reproiectat. }n acest caz num[rul posturilor de lucru este preluat de la
vechea linie, urm`nd a se grupa fazele noului proces tehnologic astfel
]nc`t s[ se ob\in[ un tact minim.
Echilibrarea liniilor tehnologice se poate face utiliz`nd:
192
INGINERIA SISTEMELOR DE PRODUC|IE
- metode matematice: programarea binar[, programarea dinamic[,
modelarea sub forma unei probleme de curgeri ]n re\ele, metode de
c[utare ]n structuri de tip arbore;
- metode euristice.
Termenul de euristic provine de la cuv`ntul grec heuriskein
care ]nseamn[ a descoperii =i este atribuit acelor modele care
utilizeaz[ logica =i bunul sim\ bazate pe observare =i introspec\ie pentru
a rezolva o anumit[ problem[.
Se exemplific[, ]n continuare,
modul de lucru al metodelor
euristice consider`nd situa\ia prezentat[ ]n tabelul .
Faza
Predecesor imediat
Durata
F1
F2
F3
F1
F4
F1
F5
F2
F6
F3
F7
F3, F4
F8
F6
F9
F7
F10
F5, F9
F11
F8, F10
10
F12
F11
Durata total[
55
Solu\ia optim[ pentru un ritm r 12, prezentat[ ]n figura 3.10,
con\ine 5 opera\ii (posturi de lucru) care grupeaz[ fazele procesului
tehnologic conform =irului (barele verticale delimiteaz[ posturile):
193
cap. 3 Sistemul de fabrica\ie
F1, F4,F2, F3, F7, F5, F9, F6, F8, F10, F11, F12. Spunem c[
acest =ir este executabil deoarece sunt respectate toate rela\iile de
preceden\[ - succesiune; nici-o faz[ nu s-a introdus ]n =ir ]nainte ca to\i
predecesorii s[i s[ fac[ deja parte din =ir.
Fig. 3.10
Dac[ pentru o anumit[ problem[ de echilibrare construim toate
=irurile executabile =i apoi pentru fiecare =ir grup[m fazele sub forma
posturilor de lucru ]n ordinea dat[, av`nd grij[ ca la nici un post suma
duratelro s[ nu dep[=easc[ valaorea ritmului ]nseamn[ c[ de fapt facem o
enumerare exhaustiv[ a tuturor posibilit[\ilor de organizare a liniei,
dintre care se va alege aceea solu\ie care are num[rul minim de posturi.
Evident , enumerarea complet[ nu poate constitui o metod[ practic[ de
rezolvare din cauza num[rului foarte mare de =iruri executabile.Tocmai
de aceea, orice procedur[ euristic[ renun\[ la aceast[ enumerare
exhaustiv[. Nu construie=te dec`t un singur =ir executabil. Pentru
aceasta, de fiecare dat[ c`nd o nou[ faz[ trebuie ad[ugat[ =irului aceasta
se alege din mul\imea fazelor ]nc[ neincluse, folosind o regul[ de
selec\ie.
194
INGINERIA SISTEMELOR DE PRODUC|IE
Procedura euristic[ 1 este bazat[ pe urm[toarele reguli:
1. Din setul de faze executabile se selecteaz[, ]n vederea introducerii ]n
=ir, mai ]nt`i faza cu cel mai mare num[r de succesori imedia\i (o faz[
este executabil[ atunci c`nd to\i predecesorii ei imedia\i au fost deja
inclu=i ]n =ir; o faz[ f[r[ predecesori este de la bun ]nceput executabil[).
2. }n caz c[ dou[ sau mai multe faze au acela=i num[r total de succesori,
se alege dintre aceste faze, una la ]nt`mplare.
Pe baza acestei proceduri se poate ob\ine (din ]nt`mplare, pentru
c[ exist[ multe faze care au un singur succesor =i atunci preponderent[
devine regula 2) urm[torul =ir executabil:
F1, F3, F6, F4, F8, F7, F2, F5, F9, F10, F11, F12
iar echilibrarea liniei are solu\ia prezentat[ ]n figura 3.11
Fig. 3.11
Procedura euristic[ 2:
1. Se intocme=te lista fazelor executabile.
2. Din aceast[ list[ se selecteaz[ acele faze ale c[ror durate nu dep[=esc,
fiecare ]n parte, timpul r[mas p`n[ la limita valorii ritmului ]n postul
curent aflat ]nconstruc\ie; numim aceste faze candida\i. Dac[ nu se
poate gasi nici un candidat ]nseamn[ c[ postului curent nu i se mai poate
aloca nici o alt[ faz[ =i se trece la postul urm[tor.
195
cap. 3 Sistemul de fabrica\ie
3. Se alege dintre candida\i o faz[ la ]nt`mplare =i se atribuie postului
aflat ]n construc\ie.
4 Se repet[ pa=ii 1, 2, 3 p`n[ ce toate fazele sunt cuprinse ]n posturi de
lucru.
Procedura euristic[ 3 (regula timpului cel mai lung de operare (TLO):
1. Pe baza condi\iilor de preceden\[ se include ]n =ir, ca prim[ faz[ a
postului, faza cu timpul cel mai lung de operare.
2. dup[ includerea fazei ]n cadrul postului se determin[ timpul r[mas
p`n[ la atingerea ritmului impus.
3. Se introduce ]n cadrul postului faza care ]i creaz[ un timp total c`t mai
aproape de ritm. Se men\in rela\iile de preceden\[. }n cazul ]n care durata
fazelor dintr-un post dep[=e=te ritmul, se revine la regula 1. Se continu[
p`n[ c`nd toate fazele au fost atribuite posturilor.
B. Structuri de fabricare ]n flux multiobiect
Se estimeaz[ c[ ]n prezent circa 75 % din produsele industriei
constructoare de ma=ini =i aparate prezint[ caracter de produc\ie de serie
=i se pot fabrica eficient pe linii ]n flux multiobiect, respectiv ]n celule
de fabrica\ie flexibile. La nivelul actual de dezvoltare al utilajelor
tehnologice dotarea cea mai eficient[ a liniilor multiobiect este realizat[
cu centre de fabricare CCN, utilaje cu comenzi numerice UCN =i robo\i
industriali. Dac[ se dispune numai de utilaje universale UMU sau
specializate USP devine obligatorie echiparea acestora cu SDV-uri de
grup, care asigur[ o durat[ minim[ de reglare la trecerea de la un
sotiment la altul.
For\ei de munc[ direct productive i se cere o calificare mijlocie
dac[ opera\iile efectuate sunt manuale sau manual-mecanice, iar for\ei de
munc[ indirect productive (pentru preg[tirea tehnic[, reglare, ]ntre\inerereparare) i se cere o calificare ]nalt[ =i policalificare.
196
INGINERIA SISTEMELOR DE PRODUC|IE
Amplasarea utilajelor, locurilor de munc[, ridic[ problema
optimiz[rii dup[ criteriul minim de ]ntoarceri ale obiectelor pe linie. }n
acest caz se utilizeaz[ ]ndeosebi, metoda gamelor fictive.
Metoda gamelor fictive se folose=te ]n produc\ia de serie mare
pentru stabilirea suucesiunii locurilor de munc[ pe o linie de produc\ie ]n
flux destinat[ execut[rii mai multor feluri de produse cu un grad mare de
asem[nare tehnologic[ =i cu fluxuri tehnologice relativ lungi.
Metoda se bazeaz[ pe urm[torul ra\ionament: ]n succesiunea
opera\iilor necesare pentru executarea mai multor feluri de produse, mai
ales c`nd acestea au un grad mare de asem[nare tehnologic[, pot exista
anumite opera\ii identice, comune pentru mai multe dintre aceste
produse, situate la acela=i num[r de ordine (rang) fa\[ de ]nceputul
fluxului tehnologic. }n aceste condi\ii se poate stabili o gam[ fictiv[ de
opera\ii care va exprima ordinea logic[ de amplasare pe linia de
produc\ie ]n flux a diferitelor locuri de munc[.
Gama fictiv[ de opera\ii cuprinde succesiunea opera\iilor
comun[ pentru toate produsele analizate, ]n cadrul c[reia unele dintre
acestea sunt fictive pentru anumite feluri de produse. Din gama fictiv[ de
opera\ii rezult[ gamele de opera\ii individuale ale tuturor produselor din
nomenclatura analizat[.
Spre exemplu, produsele P1, P2, P3 =i P4 au urm[toarele fluxuri
tehnologice:
P1: L1 L2 L4 L5 L6;
P2: L1 L3 L2 L4 L6;
P3: L2 L3 L4 L6 L5;
P4: L3 L2 L4 L5
Gama fictiv[ de opera\ii este: L1L2L3L2L4L5L6L5
care va asigura o amplasare a locurilor de munc[ pe linia ]n flux, f[r[
nici-o ]ntoarcere ]n fluxurile tehnologice ale celor patru feluri de
produse.
197
cap. 3 Sistemul de fabrica\ie
Criteriul folosit ]n metoda gamelor fictive, pentru amplasarea
locurilor de munc[ pe linia de produc\ie ]n flux este: frecven\a
opera\iilor pe numerele de ordine ale execu\iei lor, potrivit fluxurilor
tehnologice ale produselor analizate. }n raport cu modul de exprimare a
frecven\ei opera\iilor, metoda gamelor fictive poate fi aplicat[ ]n dou[
variante.
}n prima variant[, frecven\a opera\iilor se exprim[ ]n func\ie de
num[rul felurilor de produse executate pe locurile de munc[ care
constituie obiectul studiului de amplasare.
}n varianta a doua cu grad mai mare de aprofundare, frecven\a
opera\iilor se exprim[ ]n func\ie de cantit[\ile de produse executate ]ntro anumit[ perioad[ pe locurile de munc[ care vor fi amplasate.
Aplicarea metodei gamelor fictive, ]n oricare din variantele
anterioare, presupune parcurgerea mai multor etape de lucru.
}n prima etap[ se prezint[ grafic gamele de opera\ii ale produselor
analizate, ]n situa\ia existent[ sau ini\ial[ de proiectare.
Etapa a doua are ca obiect stabilirea frecven\ei opera\iilor pe ranguri
ale acestora =i pe locuri de munc[. }n acest scop se ]ntocme=te tabelul
frecven\ei opera\iilor ]n situa\ia existent[ sau ini\ial[ de proiectare.
Con\inutul acestuia se diferen\iaz[ ]n raport cu varianta folosit[
pentru aplicarea metodei gamelor fictive, a=a cum se exemplific[ ]n
tabelele Analiza situa\iei existente sau a vairantei ini\iale de
proiectare scoate ]n eviden\[ caracterul nera\ional al fluxurilor
tehnologice studiate: ]n cadrul acestora exist[ multe ]ntoarceri =i
circuite lungi.
Etapa a treia este destinat[ elabor[rii variantei teoretice ]mbun[t[\ite
de amplasare a locurilor de munc[ studiate. }n general, locurile de
munc[ vor fi a=ezate ]n ordinea cresc[toare a rangurilor medii ale
opera\iilor efectuate la fiecare dintre acestea. Etapa se finalizeaz[ prin
198
INGINERIA SISTEMELOR DE PRODUC|IE
elaborarea
tabelului
frecven\ei
opera\iilor
pentru
situa\ia
]mbun[t[\it[.
Pentru verificarea fluxurilor tehnologice analizate, ]n etapa a patra se
realizeaz[ o nou[ reprezentare grafic[ a gamelor de opera\ii ale
produselor. Aceasta se deosebe=te de reprezentarea grafic[ ini\ial[
prin ordinea de ]n=iruire a locurilor de munc[, care va asigura un
num[r mai mic de ]ntoarceri =i circuite lungi.
Atunci c`nd este cazul, ]n etapa a cincea se analizeaz[ separat fiecare
]ntoarcere care se mai men\ine ]n gamele de opera\ii ]mbun[t[\ite ale
produselor. Scopul analizei este de a g[si modalit[\i organizatorice de
eliminare a acestora, care sunt:
-
inversarea pozi\iei celor dou[ locuri de munc[ ]ntre care se
men\ine ]ntoarcerea, atunci c`nd prin aceasta nu se realizeaz[
]ntoarcerea altui produs;
-
plasarea celor dou[ locuri de munc[ ]ntre care se men\ine
intoarcerea pe acela=i nivel, realiz`ndu-se astfel o amplasare a
locurilor de munc[ pe dou[ linii paralele sau cu scoaterea numitor
locuri de munc[ ]n afara liniei;
-
folosirea mai multor locuri de munc[ de acela=i tip care se vor
amplasa pe niveluri diferite.
Pentru justificarea economic[ a acestei m[suri, se va analiza
]nc[rcarea locurilor de munc[ studiate sub raportul amplas[rilor. Analiza
are ca obiect determinarea ]nc[rc[rii fiec[rui loc de munc[, pe ranguri
ale opera\iilor executate =i pe total =i calcularea pe aceast[ baz[ a
num[ruli necesar de locuri de munc[ de acela=i tip. Pot fi folosite mai
multe locuri de munc[ de acela=i tip amplaste pe niveluri diferite, numai
atunci c`nd ]nc[rcarea fiec[ruia dintre acestea justific[ adoptarea unei
astfel de m[suri organizatorice.
199
cap. 3 Sistemul de fabrica\ie
4.4 Capacitatea sistemelor de fabrica\ie
Capacitatea sistemelor de fabrica\ie poate fi definit[ numai cu
referire la o sarcin[ de fabrica\ie. }n acest context se pot pune ]n eviden\[
cele dou[ componente ale sale:
- capacitatea cantitativ[, care are =i semnifica\ia unei <viteze de
fabrica\ie> - num[r de sarcini de fabrica\ie ce pot fi realizate ]n unitatea
de timp;
- capacitatea calitativ[, care are semnifica\ia gradului de coresponden\[
dintre cerin\ele tehnologice ale unei sarcini de fabrica\ie =i posibilit[\ile
tehnice ale diferitelor mijloace de fabrica\ie.
4.4.1 Capacitatea cantitativ[
Capacitatea cantitativ[ reprezint[ produc\ia maxim[ de o anumit[
sortimenta\ie =i calitate care se poate realiza ]ntr-un sistem de fabrica\ie,
]n decursul unui interval de timp dat, ]n condi\ii tehnico-organizatorice
optime, f[r[ a se lua ]n considerare locurile ]nguste.
Prin loc ]ngust ]ntr-un sistem de fabrica\ie se ]n\elege
subsistemul cu o capacitate cantitativ[ mai mic[ dec`t a subsistemului
principal. Subsistemul principal se caracterizeaz[ prin importan\a ]n
procesul tehnologic, ponderea maxim[ a capitalului fix investit =i/sau ]n
volumul de munc[ necesar fabric[rii sortimentelor considerate.
Subsistem principal poate fi:
-
un loc de munc[ sau grup de locuri pentru atelierul care le
include =i care indeplinesc condi\iile de mai sus;
-
un atelier, pentru sec\ia care ]l cuprinde;
una din sec\iile de baz[ ale ]ntreprinderii.
200
INGINERIA SISTEMELOR DE PRODUC|IE
Deci, capacitatea cantitativ[, Cp caracterizeaz[ posibilit[\ile
poten\iale de fabrica\ie ]ntr-o perioad[ considerat[. ea nu se confund[ cu:
-
volumul produc\iei fizice planificate, Qpl;
volumul produc\iei fizice realizate, Qef.
Unit[\ile de m[sur[ ale capacit[\ii de produc\ie sunt acelea=i cu ale
volumului de produc\ie ]n unitatea de timp a perioadei de plan (u.t.p.p.):
- unit[\i naturale: kg, m2, buc., etc./utpp;
-
unit[\i natural-conven\ionale, aleg`ndu-se ]n mod conven\ional
un anumit produs de baz[, restul produselor echival`ndu-se pe baza unor
coeficien\i, ]n func\ie de acest acest produs reprezentativ (tractoare de 15
CP/utpp, vagoane cu dou[ osii/utpp etc.).
Exprimarea capacit[\ii cantitative ]n unit[\i valorice este imprecis[
datorit[ ponderilor diferite cu care intr[ ]n diverse produse materialele =i
manopera =i datorit[ varia\iei pe pia\[ a pre\ului produsului respectiv.
Exprimarea ]n unit[\i de timp face referire numai la fondul de timp
al utilajelor =i este deasemeni neindicat[.
O variabil[ de performan\[ a proceselor =i sistemelor de fabrica\ie o
constitue indicele de utilizare a capacit[\ii cantitative definit ]n principiu
de rela\ia:
I uc =
Q
1
Cp
(3.19)
unde Q este produc\ia planificat[ sau efectiv realizat[, UM/utpp;
Cp capacitatea cantitativ[, UM/utpp.
Capacitatea cantitativ[ =i indicele de utilizare a capacit[\ii sunt
influen\a\i de:
- intr[rile ]n sistem, resurse: mijloacele de munc[, for\a de munc[,
obiectele muncii, procesele tehnologice de fabricare, normele de munc[;
- ie=irile din sistem: produse sau servicii.
201
cap. 3 Sistemul de fabrica\ie
Ace=ti factori de influen\[ sunt eviden\ia\i ]n rela\ia de principiu
pentru calculul capacit[\ii cantitative:
Cp = Mc F N p = Mc F
NT
, buc/utpp
(3.20)
unde Mc este o m[rime caracteristic[ a mijloacelor de munc[ din
dotarea sistemului de fabrica\ie considerat;
F fondul de timp al perioadei de plan;
Np norma de produc\ie;
NT norma de timp.
A. Ie=irile din sistem, sortimenta\ia fabrica\iei
reperele
j)
influen\eaz[
m[rimea
capacit[\ii
(produsele i,
cantitative
prin
caracteristicile produsului sau reperului (gabarit, grad de dificultate al
fabrica\iei) care determin[ valori diferite pentru norma de produc\ie sau
pentru norma tehnic[ de timp =i necesit[ valori diferite ale m[rimii Mc
(regimuri de lucru diferite ale mijloacelor de munc[).
Fabrica\ia de sortiment optim este cantitatea dintr-un obiect
oarecare (produs sau reper) fabricat[, care conduce la valori maxime ale
indicelui de utilizare a capacit[\ii cantitative, ]n condi\iile unei dot[ri cu
mijloace de munc[ =i unei calific[ri a for\ei de munc[ date.
B. Mijloacele de munc[ indiferent de diversitatea lor func\ional[ =i
opera\ional[ pot avea trei categorii de m[rimi caracteristice Mc:
- nu, buc num[rul de utilaje;
- Ap, m2 aria suprafe\ei productive (asamblare, turn[torie etc.);
- V, m3 volumul productiv (tratamente termice, acoperiri
electrochimice etc.).
La calcularea capacit[\ii de produc\ie se iau ]n considerare toate
utilajele aflate ]n fucn\iune =i cele planificate a fi instalate ]n perioada de
timp considerat[, cu excep\ia celor planificate pentru repara\ii.
C. Fondul de timp se exprim[ prin urm[toarele m[rimi:
202
INGINERIA SISTEMELOR DE PRODUC|IE
C1.
Fc = n zc n s d s , ore/utpp
(3.21)
Fc fondul de timp calendaristic;
ns num[rul de schimburi, ]n CM uzual ns = 3;
ds durata unui schimb (8 ore inclusiv pauzele reglementate);
nzc num[rul de zile calendaristice.
C2.
F n = [n zc (n zn + n zs )] n s d s
(3.22)
Fn fondul de timp nominal;
nzn num[rul de zile nelucr[toare (52 + 52 s`mbete =i duminici);
nzs num[rul de zile s[rb[tori legale (6 8 zile pe an).
C3.
Fd = [n zc (n zn + n zs + n zrp + n z ] a )] n s d s = [n zc (n zn + n zs + n z ] a )] n s d s k rp
(3.23)
Fd fondul de timp disponibil;
nzrp num[rul de zile pentru repara\ii preventiv planificate;
krp coeficient care exprim[ reducerea fondului de timp disponibil
ca urmare a repara\iilor preventiv planificate ale utilajelor, krp =
0,880,97;
nz]a num[rul de zile de ]ntreruperi aprobate.
C4.
Fef = Fd n z ] n n s d s
(3.24)
Ff fondul de timp efectiv;
nz]n num[r de zile de ]ntreruperi neaprobate, datorate unor
deficien\e de natur[ tehnico-organizatoric[ =i de conducere (repara\ii
accidentale ale utilajelor, lips[ de comenzi, materie prim[, componente,
energie, for\[ de munc[ etc.)
C5.
203
cap. 3 Sistemul de fabrica\ie
Fu = Fef n zr n s d s
(3.25)
Fu fondul de timp util;
nzr num[rul de zile consumat pentru remanieri =i rebuturi.
C6.
Ft = (n zc n zrp ) n s d s
(3.26)
Ft fondul de timp tehnic.
}n concluzie structura fondului de timp se prezint[ astfel:
Fc fondul de timp calendaristic, corespunz[tor nzc num[r de zile calendaristice
Fn fondul de timp nominal, f[r[ nzn num[r zile nelucr[toare =i
nzn
nzs
nzs num[r zile s[rb[tori legale
68
(52+52)
Fd fondul de timp disponibil, f[r[ nzrp num[r zile nzrp
nz]a
pentru repara\ii preventiv-planificate =i nz]a ]ntreruperi aprobate
Fef fondul de timp efectiv, f[r[ nz]n nz]n
]ntreruperi neaprobate
Fu fondul de timp util, f[r[ nzr nzr
]ntreruperi pentru remanieri =i rebuturi
Ft fondul de timp tehnic
nzrp
Dac[ pentru calculul capacit[\ii cantitative se utilizeaz[ fondul de
timp tehnic se define=te capacitatea cantitativ[ tehnic[ iar dac[ se
utilizeaz[ fondul de timp disponibil capacitatea cantitativ[ de regim.
D. Norma de munc[ exprimat[ prin norma de produc\ie Np, buc/ut,
sau prin norma de timp NT, ut/buc, are valori diferite pentru aceea=i
opera\ie tehnologic[ efectuat[ asupra aceluia=i reper al unui produs dat,
]n func\ie de:
- tehnologia de fabricare;
- gradul de mecanizare/automatizare;
- organizarea produc\iei =i a muncii;
- calificarea executan\ilor;
- calitatea materialelor =i componentelor.
204
INGINERIA SISTEMELOR DE PRODUC|IE
Nivelul cel mai favorabil (Np maxim respectiv NT minim) se ia ]n
considerare pentru calculul capacit[\ii tehnice. Aceasta se asigur[ de
tehnologia, dotarea, calificarea =i organizarea optim[ a fabrica\iei,
dependente de tipul produc\iei.
La determinarea capacit[\ii de regim se consider[ norma de
produc\ie sau norma de timp prescrise ]n documenta\ia tehnologic[ =i
afectate de coeficientul mediu de ]ndeplinire a normelor.
}n industriile cu flux discontinuu, a=a cum este industria
constructoare de ma=ini, spre deosebire de industriile cu <foc continuu>
(energie electric[, metalurgie) apare un decalaj considerabil ]ntre
posibilit[\ile poten\iale de fabrica\ie (capacitatea cantitativ[ tehnic[) =i
utilizarea lor efectiv[ (capacitatea cantitativ[ de regim).
4.4.2 Capacitatea calitativ[
Exprim[ tipul sarcinilor de fabrica\ie ce le poate realiza sistemul
de fabrica\ie =i ca urmare va fi definit prin parametri caracteristici
sarcinilor de fabrica\ie. Fiecare astfel de sarcin[ solicit[ o anumit[
capacitate calitativ[ a sistemului, care este realizat[ printr-o anumit[
combinare de caracteristici tehnice. Pentru ma=ini-unelte, se iau n
considerare de exemplu, la determinarea capacit[\ii calitative,
urm[toarele caracteristici (principale):
m[rimea =i organizarea spa\iului de lucru;
tipul, num[rul =i amplasarea mijloacelor de a=chiere;
domeniile de varia\ie a parametrilor tehnologici =i distribu\ia
pe trepte de reglare;
echiparea permanent[ cu dispozitive, inclusiv cele de m[sur[ =i
control;
precizia =i calitatea suprafe\ei ce se pot ob\ine.
205
cap. 3 Sistemul de fabrica\ie
Procedeul tehnologic influen\eaz[, la rndul s[u, capacitatea
calitativ[, mijloacele de fabrica\ie trebuind s[ aib[ =i caracteristici
orientate spre cerin\ele acestui proces. Dintre caracteristicile ma=inilorunelte, viteza de a=chiere =i precizia dimensional[ depind, n primul rnd
de tipul (felul) procesului tehnologic.
n vederea evalu[rii unor componente ale capacit[\ii calitative
ma=inile se clasific[ n ma=ini universale =i ma=ini speciale pentru
fiecare existnd defini\ii diferite.
Ma=inile universale pot fi concepute pentru un procedeu =i o mare
varietate de sarcini sau pentru mai multe procedee =i mai multe sarcini
de fabrica\ie.
Ma=inile specializate pot fi concepute fie n raport cu procedeul
(realizeaz[ mai multe faze ale aceluia=i procedeu la o pies[ sau un num[r
redus de tipuri de piese) sau n raport cu sarcina de fabrica\ie (pot aplica
un num[r diferit de procedee asupra unui anume tip de pies[ sarcin[ de
fabrica\ie).
Mijloacele de fabrica\ie ce pot realiza numai o singur[ sarcin[ de
fabrica\ie nu sunt adecvate pentru produc\ia de serie.
Modul de conectare a mijloacelor de fabrica\ie influen\eaz[ att
capacitatea calitativ[ ct =i costul realiz[rii unei sarcini date. nl[n\uirea
mijloacelor de fabrica\ie va fi caracterizat[ prin distribu\ia spa\ial[ =i
succesiunea n timp a opera\iilor =i a obiectelor de lucru. Materializarea
conect[rilor se face n primul rnd prin fluxul obiectelor de lucru.
Diferitele sisteme de transport pot integra fizic, ntr-o m[sur[ diferit[,
mijloacele de lucru cu cele de transfer, manipulare depozitare n sisteme
de fabrica\ie diverse. Pentru fabrica\ia de serie, modelele de structurare
spa\ial[ prezint[, ca extreme atelierul de procedeu =i linia de obiect.
n timp ce, n cazul atelier pe procedeu, principiul de structurare
este asem[narea procedeului folosit =i nu are n vedere nici un element
206
INGINERIA SISTEMELOR DE PRODUC|IE
legat de succesiunea sarcinilor de fabrica\ie, n cazul linie pe obiect,
mijloacele de fabrica\ie se amplaseaz[ n concordan\[ cu succesiunea
opera\iilor necesare realiz[rii unei anumite sarcini de fabrica\ie.
n fabrica\ia de serie, diferitele sarcini de fabrica\ie necesit[ de
regul[ succesiuni diferite ale opera\iilor, cerin\[ ce nu poate fi ndeplinit[
n cazul liniei pe obiect. Deoarece aceast[ structur[ prezint[ cel mai
mare poten\ial de automatizare, trebuie s[ fie prev[zut[ cu posibilit[\i de
transformare, care s[-i permit[ s[ se adapteze la diferite sarcini de
fabrica\ie =i s[ p[streze avantajele structur[rii n flux a opera\iilor.
4.4.3 Calculul capacit[\ii sistemelor de fabrica\ie
Particularit[\ile procesului de produc\ie ]n construc\ia de ma=ini
implic[ respectarea urm[toarele principii de baz[, menite s[ asigure
efectuarea unitar[, la nivelul diferitelor sisteme de fabrica\ie, a caculului
capacit[\ii cantitative, Cp.
a) Capacitatea unei ]ntreprinderi se determin[ numai ]n func\ie de
compartimentele
productive
de
baz[
(turn[torie,
forj[,
construc\ii metalice, prelucr[ri mecanice, tratament termic,
asamblare). Restul compartimentelor: auxiliare (scul[rie,
]ntre\inere-repara\ii) de servire (transport depozitare) =i anexe
(prelucrarea de=eurilor) au influen\[ asupra indicelui de
utilizare a capacit[\ii.
b) Determinarea capacit[\ii ]ntreprinderii ]ncepe cu efectuarea
calculelor pentru nivelurile inferioare (loc de munc[, grupe de
utilaje) =i se continu[, succesiv cu stabilirea capacit[\ii la
nivelurile superioare (atelier, sec\ie, ]ntreprindere) func\ie de
subsistemul principal.
207
cap. 3 Sistemul de fabrica\ie
c) La determinarea capacit[\ii de produc\ie se admite existen\a
unui grad de asigurare normal al sistemului de fabrica\ie cu
resurse materiale =i umane, f[r[ a se lua ]n considerare
deficien\ele de orice natur[ care vor influen\a indicele de
utilizare al capacit[\ii.
d) Capacitatea are un caracter dinamic fiind influen\at[ simultan
de difer\i factori, ceea ce face necesar[ recalcularea ei pentru
eviden\ierea modific[rilor ]n timp.
}n conformitate cu aceste principii, determinarea capacit[\ii
parcurge urm[toarele etape:
I.
Culegerea
=i
prelucrarea
informa\iilor
primare
de
la
compartimentele:
-
proiectare tehnologic[;
organizarea produc\iei;
mecano-energetic;
planificare.
Informa\iile primare necesare sunt:
- produc\ia fizic[ planificat[, QI,pl, buc/utpp, pentru produsul I;
- num[rul de repere j al; fiec[rui produs I;
- num[rul de utilaje, buc, pe grupe de utilaje m = 1,2, , U
- ariile suprafe\elor productive, Ap, m2;
- elementele necesare pentru calculul fondului de timp;
- normele de timp sau de produc\ie pentru fiecare opera\ie k;
- coeficien\ii medii de ]ndeplinire ai normelor
II. Calculul capacit[\ii de produc\ie pentru sistemul considerat,
inclusiv a locurilor ]nguste (cu deficit de capacitate de produc\ie) =i a
locurilor largi (cu excedent de capacitate de produc\ie) prin una
dinurm[toarele dou[ metode:
208
INGINERIA SISTEMELOR DE PRODUC|IE
a) Metode bazate pe rela\ia de principiu pentru calculul
capacit[\ii, aplicate ]n cazul unei ]ntreprinderi existente, pentru
care sunt impuse sarcinile produc\iei fizice conform unor
criterii de optimizare (conjunctur[ economic[, balan\e de plan)
=i sunt date/cunoscute m[rimile caracteristice Mc, Np, NT.
b) Metode bazate pe programarea matematic[ care urm[resc
optimizarea sistemului dup[ diferite criterii:
Minimizarea num[rului de utilaje;
Minimizarea investi\iilor necesare dezvolt[rii sau reutil[rii;
Maximizarea indicelui de utilizare a capacit[\ii, ceea ce este
echivalent =i cu optimizarea planului de produc\ie.
Aceste metode se aplic[ ]n cazul ]ntreprinderilor noi sau a celor care se
reorganizeaz[/restructureaz[.
III. Elaborarea unui plan de m[suri tehnico-organizatorice pentru
eliminarea deficitului de capacitate =i ]nc[rcarea excedentului.
4.4.4 }mbun[t[\irea utiliz[rii capacit[\ii de fabrica\ie
Consider`nd factorii de influen\[ ai capacit[\ii de produc\ie de
regim, ]mbun[t[\irea capacit[\ii de produc\ie se poate face ]n general
prin:
1. m[suri cu caracter extensiv : m[rirea fondului de timp
disponibil prin extinderea lucrului ]n trei schimburi (dac[ se
poate asigura fo\a de munc[ necesar[, inclusiv prin poliservirea
utilajelor) =i reducerea duratei repara\iilor, inclusiv prin
efectuarea
nelucr[toare;
lor]n
zilele
folosirea
sau
tuturoe
209
pe
duratele
utilajelor
schimburilor
din
inventarul
cap. 3 Sistemul de fabrica\ie
]ntreprinderii =i cre=terea gradului de ocupare a surpafe\elor
productive.
2. m[suri cu caracter intensiv : reducerea duratei normei de timp
=i cre=terea coeficientului mediu de ]ndeplinire a normelor prin
optimizarea regimurilor tehnologice, a dot[rii cu SDV-uri, a
mecaniz[rii automatiz[rii func\ie de m[rimea seriei de
fabrica\ie, aplicarea de tehnologii noi prin cre=terea calific[rii
executan\ilor,
eliminarea
rebututrilor
=i
remanierilor,
simplificarea constructiv[ =i tehnologic[ a produselor.
3. M[suri cu caracter intensiv extensiv : extinderea organiz[rii
]n flux a fabrica\iei, aplicarea metodelor avansate de conducere
=i de organizare a muncii, extinderea cooper[rii cu alte
]ntreprinderi fie pentru acoperirea deficitelor fie pentru
]nc[rcarea excedentelor de capacitate de produc\ie.
4. Numai dup[ epuizarea tuturor acestor c[i de ]mbun[t[\ire a
utiliz[rii capacit[\ilor de produc\ie este justificat[ apelarea la
fonduri de investi\ii pentru dezvoltarea parcului de utilaje sau
pentru construirea de noi cl[diri destinate realiz[rii proceselor
de fabrica\ie/produc\ie.
4.5
fabricare
Dimensionarea suprafe\elor pentru structuri de
Pentru oricare din tipurile structurilor de produc\ie determinarea
ariilor necesare ]n cl[dirile industriale ale ]ntreprinderilor constructoare
de ma=ini utilizeaz[ acelea=i metode =i parcurge acelea=i etape de calcul.
Pentru o cl[dire industrial[ de produc\ie cu mai multe nivele n, se
define=te aria desf[=urat[, Ad, cu rela\ia:
210
INGINERIA SISTEMELOR DE PRODUC|IE
Ad = Aniv = (A per + Au ) = (Aper + A prod + Aaux + Acirc + Aanex )
n
(3.27)
unde Aniv este aria nivelului n, definit[ ca aria sec\iunii orizontale a
cl[dirii la nivelul respectiv, determinat[ de conturul s[u exterior. La
nivelul zero al construc\iei se define=te aria construit[.
Aper suma ariilor proiec\iilor orizontale ale sec\iunilor pere\ilor,
panourilor, st`lpilor interiori =i exteriori pentru nivelul n;
Au aria util[ a nivelului n;
Aprod aria de produc\ie a nivelului n, destinat[ proceselor
tehnologice de fabricare principale, pentru: utilaje de fabricare cu
suprafe\e aferente de circula\ie =i serviciu, utilaje de transport special
(c[i cu role, benzi transportoare etc.), locuri pentru depozite
interopera\ionale de produc\ie neterminat[ =i depozite specifice
proceselor tehnologice naturale (uscare, r[cire etc.);
Aaux aria auxiliar[ a nivelului n, destinat[ proceselor de fabricare
auxiliare: deopzite de materiale, combustibili, lubrifian\i, SDV uri,
piese de schimb, produse finite, de=euri, ateliere de ]ntre\inere repara\ii
pentru utilaje, SDV uri, sec\ii de gaze tehnice (O2, C2H2, CO2 etc.),
sta\ii de transformare, compresoare, gospod[rii de combustibil, locuri
pentru controlul tehnic de calitate, garaje etc.
Acirc aria de circula\ie pentru nivelul n, care este suma ariilor
coridoarelor, sc[rilor =i ascensoarelor de folosin\[ comun[, liniilor de
cale ferat[ =i al c[ilor carosabile din interiorul cl[dirilor (nu se include
culoarele de circula\ie ]ntre utilaje sau bancuri de lucru =i suprafe\ele de
servire a utilajelor tehnologice);
Aanex aria anex[ pentru nivelul n, ca sum[ a ariilor laboratoarelor,
birourilor administra\iei, ]nc[perilor social-sanitare (vestiare, sp[l[torie,
s[li de =colarizare etc.), ]nc[perilor pentru paz[.
211
cap. 3 Sistemul de fabrica\ie
Aria productiv[ este definit[ de rela\ia:
(3.28)
Aprod = AUT + At
unde AUT este aria ocupat[ de utilaje =i instala\ii tehnologice,
definit[ de dreptunghiul ]n care se ]nscrie utilajul cu componentele sale;
At aria tehnologic[, necesar[ pentru servirea direct[ a utilajelor de
c[tre operatori, accesul acestora la culoarele de circula\ie ale halei,
locurile
de
munc[
interopera\ional[,
pentru
amplasare
asamblare
SDV-uri,
manual[,
distan\ele
depozitarea
dintre
utilajele
al[turate.
Se define=te gradul de ocupare al halelor =i sec\iilor de produc\ie
prin raportul:
GO =
AUT + A
AUT + At
=
Aint
AUT + At + Acirc
(3.29)
unde Aint este aria interioar[ a halelor de produc\ie.
Gradul de ocupare al halelor industriale depinde de tipul proceselor
tehnologice de fabricare desf[=urate, av`nd valori de la 0,78 pentru
prelucr[ri prin a=chiere la produc\ia de serie mic[ =i unicate p`n[ la 0,85
pentru liniile mecanizate de vopsire.
Dimensionarea ariilor suprafe\elor =i spa\iilor industriale se face
prin metodele:
a) calcul analitic, ]n situa\ia ]n care se impune o dimensionare
foarte exact[;
b) intocmirea planului de amplasare detaliat[ a utilajelor,
echipamentelor, mobilierului =i locurilor de munc[, elaborat cu
ajutorul machetelor, respect`nd distan\ele normalizate de
amplasare =i l[\imile normalizate ale culoarelor de circula\ie;
c) transpunerea , pornind de la m[rimea spa\iilor utilizate ]n cadrul
unei ]ntreprinderi similare ca profil, aduc`ndu-se corecturile
212
INGINERIA SISTEMELOR DE PRODUC|IE
necesare, ]n raport cu cerin\ele de ]mbun[t[\ire pentru situa\ia
proiectat[;
d) pe baza normativelor de utilizare a spa\iului
}n final, indiferent de metoda utilizat[, ariile suprafe\elor necesare
pentru structurile de produc\ie se determin[ pe baza studiului comparativ
al variantelor planurilor de amplasare detaliate, aleg`nd solu\ia cu
intensitate minim[ a traficului =i grad de ocupare maxim.
4.6 Proiectarea amplas[rilor pentru structuri de fabricare
}n general prin amplasare se ]n\elege dispunearea ]n spa\iu ]n
cadrul ]ntreprinderii a elementelor structurii de fabrica\ie/produc\ie:
utilaje, locuri de munc[, celule sau linii de fabrica\ie, ateliere =i sec\ii,
depozite etc. Orice amplasare concretizeaz[ de fapt premisa leg[turilor
dintre componentele structurii de fabrica\ie/produc\ie.
Amplasarea optim[ se face pe baze multicriteriale:
- economie de spa\iu;
- minim de deplas[ri ale obiectelorsau operatorilor;
- elasticitate amxim[ a reamplas[rilor =i extinderi
viitoare;
- reducerea la minim a stocurilor de produc\ie
neterminat[;
- condi\ii optime de munc[ pentru personal.
Efectul unei amplas[ri optime este reducerea investi\iilor sau a
costurilor, respectiv cre=terea cre=terea capacit[\ii de fabrica\ie/produc\ie
=i a productivit[\ii muncii.
O prim[ orientare ]n optimizarea amplas[rilor este dat[ de
tipurile de amplas[ri ale posturilor de lucru (figura 3.6) ]n cadrul
213
cap. 3 Sistemul de fabrica\ie
cl[dirilor (halelor industriale) corespunz[toare tipurilor de structuri
optime de fabricare:
F) amplasare ]n linie de produc\ie ]n flux, c`nd locurile de munc[ sau
utilajele sunt dispuse ]n ordinea cronologic[ a desf[=ur[rii opera\iilor cu
variantele: linii ]n flux monoobiect =i linii ]n flux multiobiect;
C) amplasare celular[ pentru cazul produc\iei de serie mijlocie sau mic[,
utilajele sau locurile de munc[ necesare efectu[rii tuturor opera\iilor
pentru o categorie de repere cu caracteristici apropiate (form[,
dimensiuni, precizie) =i tehnologie similar[ fiind dispuse ]ntr-o <celul[
de produc\ie>;
G) amplasare pe grupe omogene tehnologic (func\ional[) pentru
produc\ia de serie mic[ =i unical[, c`nd utilajele sau locurile de munc[
sunt dispuse grupat pe tipuri de opera\ii (grupa strunguri, ma=ini de
frezat, ma=ini de rectificat etc.);
M) amplasare mixt[ care combin[ tipurile F, C, G potrivit tipului de
produc\ie pe locuri de munc[, cumul`nd avantajele fiec[rui tip de
amplasare.
Proiectarea amplas[rilor ca etap[ a proiect[ri structurilor de
fabrica\ie =i de produc\ie se desf[=oar[ ]n urm[toarele faze:
1) Culegerea datelor necesare;
2) Elaborarea schemei de amplasare optim[;
3) Proiectarea pe variante a planurilor de amplasare;
4) Alegerea variantei optime.
1) Datele necesare proiect[rii amplas[rilor sunt:
Posturile de lucru;
Ariile desf[=urate necesare fiec[rui post de lucru;
Restric\iile privind utilizarea spa\iului;
Normele privind amplasarea utilajelor;
Normele pentru spa\iile de circula\ie ]n hale industriale;
214
INGINERIA SISTEMELOR DE PRODUC|IE
Gradul minim de ocupare al suprafe\elor;
Structura cl[dirilor industiale existente;
Re\elele energetice =i de ap[-canalizare existente.
Tabelul 3.1
Norme pentru spa\ii de circula\ie ]n hale industriale
Nr.
crt.
Destina\ia circula\iei
1
2
3
4
Pietoni ]n ambele sensuri =i c[rucioare ]ntr-un singur sens
C[rucioare ]n ambele sensuri cu loc de a=teptare la cap[tul halei
Electrocare, electrostivuitoare sau motocare ]ntr-un singur sens
Electrocare, electrostivuitoare sau motocare ]n ambele sensuri cu
loc de a=teptare la cap[tul halei
Camion ]ntr-un sens
Camion ]n ambele sensuri cu loc de a=teptare la cap[tul halei
5
6
Dimensiune, m
Culoar
Mij. de
transport
0,7
0,7
1,4
1,4
1,0
1,0
1,6
1,6
2,4
2,4
3,0
3,0
Tabelul 3.2
Norme pentru amplasarea utilajelor
Nr.
crt
1
2
3
4
Distan\a
L[\imea maxim[ a zonei libere ]n fa\a utilajului spre coridorul de
circula\ie
Distan\a dintre utilaj =i st`lp, zid sau elemente de ]nc[lzire, c`nd nu
este loc de circula\ie sau de lucru
Distan\a dintre dou[ utilaje a=ezate paralel sau ]ntre dou[ bancuri de
lucru simple ]ntre care exist[ un singur loc de lucru (un operator)
Distan\a dintre dou[ utilaje a=ezate paralel sau ]ntre dou[ bancuri de
lucru duble, ]ntre care exist[ duo[ locuri de lucru (doi operatori spate
]n spate)
Dimensiune, m
0,3
0,4
0,8
1,4
2) Optimizarea schemei de amplasare se face prin una din
metodele:
a) teoretice, care apeleaz[ la programarea matematic[, simularea cu
metode probabilistice etc., materializate ]n diverse produse program
(soft);
b) metode practice: metoda verigilor =i metoda gamelor fictive.
215
S-ar putea să vă placă și
- 100 Retete Bebelusi PDFDocument55 pagini100 Retete Bebelusi PDFalexa_livia88% (26)
- 100 Retete Bebelusi PDFDocument55 pagini100 Retete Bebelusi PDFalexa_livia88% (26)
- Usor de Iubit, Greu de Disciplinat, Volumul IDocument141 paginiUsor de Iubit, Greu de Disciplinat, Volumul Ialexa_livia93% (27)
- Licenta TCM PDFDocument370 paginiLicenta TCM PDFToader GabrielÎncă nu există evaluări
- Proiect Tehnologi de FabricatieDocument18 paginiProiect Tehnologi de FabricatieMitrea Corina50% (2)
- Licenta FinalaDocument54 paginiLicenta FinalaIonut PaunÎncă nu există evaluări
- Proiect La Analiza de ProdusDocument7 paginiProiect La Analiza de ProdusConstantin Marius-CristianÎncă nu există evaluări
- Curs Metoda VerigilorDocument15 paginiCurs Metoda VerigilorAmalia Catalina100% (1)
- ScamperDocument9 paginiScamperCristina MiruÎncă nu există evaluări
- Proiect Managamentul MentenanteiDocument12 paginiProiect Managamentul MentenanteiIsza BellaÎncă nu există evaluări
- Proiect IspDocument25 paginiProiect IspAdriana NăsuleaÎncă nu există evaluări
- Informatii Despre Sisteme de Productie CIM PPC CAD CAE CAPP CAM CAP CAQ CASDocument41 paginiInformatii Despre Sisteme de Productie CIM PPC CAD CAE CAPP CAM CAP CAQ CASdeyutzu26100% (1)
- Managementul CalitatiiDocument11 paginiManagementul CalitatiiHunca Ioan100% (1)
- Proiect Ingineria Calitatii: Fisa de Urmarire ProdusDocument8 paginiProiect Ingineria Calitatii: Fisa de Urmarire Produsalexandra100% (1)
- Proiect Prelucrari Prin Deformare Plastica La ReceDocument21 paginiProiect Prelucrari Prin Deformare Plastica La Rececretul22Încă nu există evaluări
- Proiect LogisticaDocument18 paginiProiect LogisticaBogdan Govoreanu0% (1)
- Ansys ProiectDocument10 paginiAnsys ProiectAndrei StoicaÎncă nu există evaluări
- Managementul MentenantaDocument16 paginiManagementul MentenantaTeleaga BogdanÎncă nu există evaluări
- Optimizarea Amplasarii UtilajelorDocument16 paginiOptimizarea Amplasarii UtilajelorElenaAnabelaÎncă nu există evaluări
- Proiect Organizarea Productiei de Serie Mica Si UnicateDocument29 paginiProiect Organizarea Productiei de Serie Mica Si UnicateNicoleta Melinte100% (3)
- Lucrare Licenta Inginerie Economica IndustrialaDocument100 paginiLucrare Licenta Inginerie Economica IndustrialaCosti Huțuțui100% (1)
- Sistemul de Fabricatie in Firmele de ConfectiiDocument10 paginiSistemul de Fabricatie in Firmele de ConfectiiAna IoanaÎncă nu există evaluări
- Analiza Retractoarelor La LoganDocument187 paginiAnaliza Retractoarelor La LoganAlexandru DraghiciÎncă nu există evaluări
- Managementul Productiei 2018-2019Document92 paginiManagementul Productiei 2018-2019Darkage100% (1)
- Sisteme de ProductieDocument12 paginiSisteme de ProductieBezedica MariusÎncă nu există evaluări
- Locul Şi Rolul Dispozitivelor În Construcţia de MaşiniDocument5 paginiLocul Şi Rolul Dispozitivelor În Construcţia de MaşiniTudorLeşan100% (1)
- Sisteme Si Tehnologii SpecialeDocument10 paginiSisteme Si Tehnologii SpecialeCristina CrisÎncă nu există evaluări
- Organizarea Procesuala Productiei de Serie Mica Si IndividualaDocument53 paginiOrganizarea Procesuala Productiei de Serie Mica Si IndividualaDupir AlexÎncă nu există evaluări
- C2 - Descrierea Masinilor-Unelte Cu Comandă NumericăDocument11 paginiC2 - Descrierea Masinilor-Unelte Cu Comandă NumericăNicolae SerbanÎncă nu există evaluări
- Mănușă Inteligentă Destinată Traducerii Limbajului Dactil La Persoanele Cu Deficențe de AuzDocument68 paginiMănușă Inteligentă Destinată Traducerii Limbajului Dactil La Persoanele Cu Deficențe de AuzBalan OlivianÎncă nu există evaluări
- Proiect DiplomaDocument36 paginiProiect DiplomaLucianMelinteÎncă nu există evaluări
- Proiect ISPDocument28 paginiProiect ISPpodosumadalinÎncă nu există evaluări
- Proiectarea DispozitivelorDocument26 paginiProiectarea DispozitivelorLehel BarthaÎncă nu există evaluări
- Isp A MEUDocument31 paginiIsp A MEUElena DomsaÎncă nu există evaluări
- Proiect TDPR 2 AaaaaaDocument28 paginiProiect TDPR 2 AaaaaaAlex StanciuÎncă nu există evaluări
- ISP Cap 4 PPDocument16 paginiISP Cap 4 PPAndreea Mălina PuțÎncă nu există evaluări
- Tipuri de Organizare A ProductieiDocument14 paginiTipuri de Organizare A ProductieiAlecsandru AndreiÎncă nu există evaluări
- LicentaDocument19 paginiLicentaMadalina MadaÎncă nu există evaluări
- Notiuni Generale Despre CalitateDocument4 paginiNotiuni Generale Despre Calitateaerdna1205Încă nu există evaluări
- Proiect MSSP GobeDocument33 paginiProiect MSSP GobeGabrielÎncă nu există evaluări
- Curs SFFDocument175 paginiCurs SFFCatalina MusatÎncă nu există evaluări
- Proiect Managementul Calitatii - Szocs DanielDocument14 paginiProiect Managementul Calitatii - Szocs DanielSzocs DannyÎncă nu există evaluări
- LicentaDocument71 paginiLicentaTimar CarmenÎncă nu există evaluări
- Fişa AMDEC NRDocument1 paginăFişa AMDEC NRMary LuchianÎncă nu există evaluări
- Proiect Comanda NumericaDocument11 paginiProiect Comanda NumericaRaduAlexandru100% (2)
- Determinarea Tipului de Productie 1Document10 paginiDeterminarea Tipului de Productie 1Apafi MihaiÎncă nu există evaluări
- Proiect ISP SorinDocument32 paginiProiect ISP SorinMadalinaBriscoiuÎncă nu există evaluări
- Sisteme Flexibile ProiectDocument7 paginiSisteme Flexibile ProiectDeni BvÎncă nu există evaluări
- Poiect PinionDocument69 paginiPoiect PinionAdrian Cotescu100% (1)
- Proiect MC LaptopDocument10 paginiProiect MC LaptopDenisa Raluca TudoseÎncă nu există evaluări
- Lotul de Fabricatie - Managementul OperationalDocument31 paginiLotul de Fabricatie - Managementul OperationalRazmos0% (1)
- Proiect MSSPDocument17 paginiProiect MSSPBogdan Oaga33% (3)
- Deformare Plastica La ReceDocument16 paginiDeformare Plastica La ReceFlorea MariusÎncă nu există evaluări
- PDPR ComșaDocument46 paginiPDPR ComșaMIÎncă nu există evaluări
- Modelarea Si Optimizarea Proceselor de TurnareDocument116 paginiModelarea Si Optimizarea Proceselor de TurnareMuntean IoanaÎncă nu există evaluări
- Procese Și Sisteme de Prelucrare: - Notițe de CursDocument15 paginiProcese Și Sisteme de Prelucrare: - Notițe de CursMaria DanielaÎncă nu există evaluări
- Curs PDPRDocument80 paginiCurs PDPRIrina GrigoreÎncă nu există evaluări
- SFF 01 PDFDocument32 paginiSFF 01 PDFSilviu CiprianÎncă nu există evaluări
- Cerinte Word CIG-2024Document5 paginiCerinte Word CIG-2024Dana RoscaÎncă nu există evaluări
- C1 ANALIZA Structural FunctionalaDocument14 paginiC1 ANALIZA Structural FunctionalaBumb FlorinÎncă nu există evaluări
- C1.intreprinderea - Componenta de Baza A Unui Sistem de ProductieDocument14 paginiC1.intreprinderea - Componenta de Baza A Unui Sistem de Productierbarladean100% (1)
- ISP - Suport Curs PDFDocument65 paginiISP - Suport Curs PDFRazvanGuiman100% (2)
- Curs Proiectarea AlgDocument27 paginiCurs Proiectarea AlgLucian DulgheruÎncă nu există evaluări
- Cap 1 - Introduce ReDocument4 paginiCap 1 - Introduce Realexa_liviaÎncă nu există evaluări