S-ar putea să vă placă și
- FSS PrC12Document10 paginiFSS PrC12AndreeaAndriescuÎncă nu există evaluări
- Sudarea Cu Flacara OxiacetilenicaDocument15 paginiSudarea Cu Flacara OxiacetilenicaLivia Pitorac0% (2)
- Proiect La Fabricarea Structurilor SudateDocument15 paginiProiect La Fabricarea Structurilor SudateAlin VulcanÎncă nu există evaluări
- Referat MLCDocument46 paginiReferat MLCVasile GolubÎncă nu există evaluări
- Tehnologia Si Materiale Metalice - Tema Tehnologia Elaborarii Otelului Homei Lucia (Fechete)Document45 paginiTehnologia Si Materiale Metalice - Tema Tehnologia Elaborarii Otelului Homei Lucia (Fechete)CRISTINA TAMASÎncă nu există evaluări
- Catalog Echipamente SAF-FRO-Baza Tehnica Alfa-Litcud4Document139 paginiCatalog Echipamente SAF-FRO-Baza Tehnica Alfa-Litcud4Mihail MiteaÎncă nu există evaluări
- Proiect ICPDocument17 paginiProiect ICPTodescu Ghiță100% (2)
- Lucrare Doctoret Ex StructuraDocument49 paginiLucrare Doctoret Ex StructuracremschatzÎncă nu există evaluări
- Procese de Dezoxidare, Degazare, Purificare Cu Injectie de GazeDocument12 paginiProcese de Dezoxidare, Degazare, Purificare Cu Injectie de GazeŞarîngă George AlexandruÎncă nu există evaluări
- Proiect ICPDocument21 paginiProiect ICPDaogaru Marius ConstantinÎncă nu există evaluări
- Proiect de DiplomaDocument66 paginiProiect de DiplomaRoman RusuÎncă nu există evaluări
- Proiect Pps 2 DanaDocument73 paginiProiect Pps 2 DanaAle XaÎncă nu există evaluări
- Îmbinarea ConductelorDocument31 paginiÎmbinarea ConductelorCortac CostelÎncă nu există evaluări
- Mecanicxi Sudarea Otelurilor, Fontelor Si NeferoaselorDocument50 paginiMecanicxi Sudarea Otelurilor, Fontelor Si NeferoaselorNelu BadalanÎncă nu există evaluări
- Referat Materiale Avansate MVDocument11 paginiReferat Materiale Avansate MVCristina NicolofÎncă nu există evaluări
- Proiect PMDocument42 paginiProiect PMCristian LupuÎncă nu există evaluări
- 05 - Sudarea Materialelor Metalice - Mihaela - 2015Document55 pagini05 - Sudarea Materialelor Metalice - Mihaela - 2015Laurentiu Nicolae100% (1)
- Stanta 2DDocument1 paginăStanta 2DPetricas Bogdan100% (1)
- TPDocument6 paginiTPjoannaalexaÎncă nu există evaluări
- Sudarea Maselor PlasticeDocument11 paginiSudarea Maselor PlasticeCosmin TăbăcaruÎncă nu există evaluări
- Alegerea Si Utilizarea MaterialelorDocument29 paginiAlegerea Si Utilizarea MaterialelorCristina CioclovÎncă nu există evaluări
- Deformare PlasticaDocument42 paginiDeformare Plasticadac_valy80Încă nu există evaluări
- Materiale Avansate Pentru Design de ProdusDocument8 paginiMateriale Avansate Pentru Design de ProdusAlexandra DoneÎncă nu există evaluări
- Scule 1 05 BurghieDocument71 paginiScule 1 05 BurghieGeorgiana GeoÎncă nu există evaluări
- Curs Managementul DeseurilorDocument2 paginiCurs Managementul DeseurilorMarinela StoicaÎncă nu există evaluări
- Raport (Procesul Tehnologic de Prelucrare Al Arborelui Unei Masini Elect Rice)Document8 paginiRaport (Procesul Tehnologic de Prelucrare Al Arborelui Unei Masini Elect Rice)Cristian RobertÎncă nu există evaluări
- Elemente Constructive Ale Burghielor Elicoidale Sunt În Principal UrmătoareleDocument8 paginiElemente Constructive Ale Burghielor Elicoidale Sunt În Principal Următoarelecalinalaura2Încă nu există evaluări
- Surub SpecialDocument10 paginiSurub SpecialCristian LupuÎncă nu există evaluări
- Sudura Caroserie 100000 Buc - Revizuit3Document22 paginiSudura Caroserie 100000 Buc - Revizuit3Norbert BiroÎncă nu există evaluări
- Lucrare Licenta Trefilarea Sarmelor in Filiere Cu RoleDocument26 paginiLucrare Licenta Trefilarea Sarmelor in Filiere Cu RoleAdriana MihuÎncă nu există evaluări
- Sudarea Prin PresiuneDocument19 paginiSudarea Prin PresiuneIonuţIpÎncă nu există evaluări
- Calorifere de Gaze PDFDocument16 paginiCalorifere de Gaze PDFRaul CostiniucÎncă nu există evaluări
- Metode AvansateDocument22 paginiMetode Avansatejulieteeee79Încă nu există evaluări
- Proiect TST 1.1Document11 paginiProiect TST 1.1Andreea A. JitianuÎncă nu există evaluări
- Tratamente Termice Aplicate Unui OtelDocument7 paginiTratamente Termice Aplicate Unui OtelAndrei AndrieşÎncă nu există evaluări
- Capitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiDocument53 paginiCapitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiCalin MihaitaÎncă nu există evaluări
- Coeficientul de DilatareDocument2 paginiCoeficientul de DilatareAndra EneÎncă nu există evaluări
- Transferul Sinergic in Curent PulsatDocument17 paginiTransferul Sinergic in Curent PulsatamdcatalinÎncă nu există evaluări
- Bula Economica Dot ComDocument6 paginiBula Economica Dot ComJ SmithÎncă nu există evaluări
- Reductor-Arbore Olteanu A3Document1 paginăReductor-Arbore Olteanu A3Ionică AlexandruÎncă nu există evaluări
- Model Grafic Gantt Practica 3 2013Document2 paginiModel Grafic Gantt Practica 3 2013Camelia PățitoiuÎncă nu există evaluări
- Prezentare Cuprul Si Aliajele SaleDocument21 paginiPrezentare Cuprul Si Aliajele SalefelicelazarÎncă nu există evaluări
- Curs Asigurarea Calitatii M2Document171 paginiCurs Asigurarea Calitatii M2Anonymous aU7GztGqvpÎncă nu există evaluări
- StantaDocument1 paginăStantaFmp Emka100% (1)
- C3 Asamblari Nedemontabile PDFDocument48 paginiC3 Asamblari Nedemontabile PDFandrone antoniusÎncă nu există evaluări
- Formular Plan de SuduraDocument2 paginiFormular Plan de SuduramariustudoracheÎncă nu există evaluări
- PROIECT LA Tehnologia Fabricarii Produselor 1docDocument77 paginiPROIECT LA Tehnologia Fabricarii Produselor 1docLunic AncutaÎncă nu există evaluări
- Procedee Alese SuduraDocument3 paginiProcedee Alese SuduraIonică AlexandruÎncă nu există evaluări
- Alegerea Materiale, Dimens, VerificareDocument52 paginiAlegerea Materiale, Dimens, VerificareAlex FilipÎncă nu există evaluări
- Sudarea MIGDocument5 paginiSudarea MIGAriana MacuÎncă nu există evaluări
- Proiectare Pentru Un Burghiu ElicoidalDocument33 paginiProiectare Pentru Un Burghiu ElicoidalGabriel Petrea100% (1)
- Sudarea Prin Frecare Cu Element Activ Rotitor in Varianta HibridaDocument6 paginiSudarea Prin Frecare Cu Element Activ Rotitor in Varianta HibridaTibi VugÎncă nu există evaluări
- Calculul Si Filmul Tehnologic Racord Tip FlansaDocument22 paginiCalculul Si Filmul Tehnologic Racord Tip FlansaZafiu AlexandruÎncă nu există evaluări
- Arcelor Mittal RomanDocument43 paginiArcelor Mittal RomanMarinela FodorÎncă nu există evaluări
- Referat Maican Utilaje Și InstalatiiDocument4 paginiReferat Maican Utilaje Și InstalatiiGalaxy SlatinaÎncă nu există evaluări
- Laborator 2 - Metale Si Aliaje UtilizateDocument12 paginiLaborator 2 - Metale Si Aliaje UtilizateCatalin Spk Tudorache100% (1)
- Cap 4 Adaos Prel LaminateDocument15 paginiCap 4 Adaos Prel Laminatetomalexandru17100% (1)
- Teme Semestru 2 MSFPDocument15 paginiTeme Semestru 2 MSFPSilviu BuzeaÎncă nu există evaluări
- Tehnologia Sudării Și Tăierii Cu Flacără de Gaz CATALIN CHIPERDocument9 paginiTehnologia Sudării Și Tăierii Cu Flacără de Gaz CATALIN CHIPERCătălin ChiperÎncă nu există evaluări
- Taierea TermicaDocument22 paginiTaierea TermicaGheorghe Mitrea100% (1)
- Sisteme de TransportDocument122 paginiSisteme de TransportRemus LeţcanuÎncă nu există evaluări
- Raport-RATB-30 12 2014 PDFDocument750 paginiRaport-RATB-30 12 2014 PDFTheodora MithÎncă nu există evaluări
- Analiza SWOT Transportul RomaniaDocument10 paginiAnaliza SWOT Transportul RomaniaTheodora Mith100% (1)
- 13 12 19 12 34 08reg - SNT - Final - MODocument15 pagini13 12 19 12 34 08reg - SNT - Final - MOTheodora MithÎncă nu există evaluări
- C-7 2013 Safety ValveDocument1 paginăC-7 2013 Safety ValveTheodora MithÎncă nu există evaluări
- 13 12 19 12 34 08reg - SNT - Final - MODocument15 pagini13 12 19 12 34 08reg - SNT - Final - MOTheodora MithÎncă nu există evaluări
- Prelucrari Mecanice 2010 MicsoratDocument16 paginiPrelucrari Mecanice 2010 MicsoratTheodora Mith100% (1)
- Analiza SWOT Transportul RomaniaDocument10 paginiAnaliza SWOT Transportul RomaniaTheodora Mith100% (1)
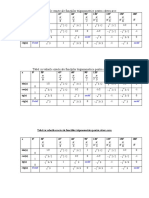
- Tabel Cu Valorile Exacte Ale Funcţiilor TrigonometriceDocument1 paginăTabel Cu Valorile Exacte Ale Funcţiilor TrigonometriceRouge0784% (49)
- Geometrie DescriptivaDocument204 paginiGeometrie Descriptivacozocozo100% (1)
- Studiul PROPAGARII CALDURII Printr-Un MetalDocument5 paginiStudiul PROPAGARII CALDURII Printr-Un MetalTheodora MithÎncă nu există evaluări
- 1 Aplicatii Ale GD UluiDocument32 pagini1 Aplicatii Ale GD UluiTheodora MithÎncă nu există evaluări