TSP Tot
Încărcat de
Viorel MunteanuTSP Tot
Încărcat de
Viorel MunteanuIOAN LUNGU
TEHNOLOGII I SISTEME
DE PRELUCRARE
OVIDIUS UNIVERSITY PRESS
2005
IOAN LUNGU
6
TEHNOLOGII I SISTEME DE
PRELUCRARE
OVIDIUS UNIVERSITY PRESS
2005
REFERENI TIINIFICI
Prof. [Link]. Gheorghe Zgur, Universitatea "Politehnica" Bucureti
Prof. [Link]. Corneliu Neagu, Universitatea "Politehnica" Bucureti
Tehnoredactare computerizat & copert: Ioan Lungu
ISBN 973 614 117 -9
7
PREFA
Economia naional are i va avea nevoie i n continuare n cadrul economiei de pia, de
specialiti n domeniul construciei de maini, motiv pentru care a fost necesar introducerea n
planurile de nvmnt a unor discipline de profil, precum cea care face obiectul lucrrii de fa,
intitulat "Tehnologii i Sisteme de Prelucrare".
Avnd n vedere c baza oricrei economii moderne o constitue ntreprinderile mici i
mijlocii, care funcioneaz cu producii de unicate i de serie mic, acest curs trateaz n principal
sistemele i tehnologiile de prelucrare specifice acestor tipuri de producie.
Primul capitol prezint o ncercare de sistematizare a conceptelor de sistem de producie,
sistem de fabricaie i proces tehnologic, care de multe ori pot crea confuzii n cazul celor cu mai
puin experien n domeniul construciei de maini.
Un al doilea capitol trateaz problemele generale ale construciei de maini care se refer la
structura operaiilor tehnologice, prelucrabilitatea prin achiere a metalelor, principii generale de
proiectare a proceselor tehnologice, etc.
n capitolele urmtoare sunt analizate metodele de alegere a semifabricatelor, calcul a
adaosurilor de prelucrare, orientarea smifabricatelor pe mainile unelte, determinarea regimului
optim de achiere, precizia de prelucare, calitatea suprafeelor prelucrate.
n capitolele 9-14 sunt prezentate tehnologiile de prelucrare ale diverselor tipuri de piese,
cum ar fi: arbori, roi dinate, carcase, lagre de alunecare, buce.
Ultimile dou capitole se refer la ntreinerea i repararea utilajelor, precum i la procesul
tehnologic de asamblare.
Cursul se adreseaz studenilor specializrii de Inginerie Economic n Domeniul Mecanic,
dar poate constitui o surs de documentare i pentru studenii de la celelalte specializri ale
Facultii de Inginerie Mecanic.
Autorul aduce pe aceast cale mulumiri referenilor tiinifici, prof. dr. ing. Gheorghe
Zgur i prof. [Link]. Corneliu Neagu pentru ndrumrile i contribuiile la mbuntirea
coninutului tiinific al lucrrii.
Autorii
8
CUPRINS
PREFA..................................................................................................................................................................... 7
CUPRINS...................................................................................................................................................................... 8
SISTEME DE PRODUCIE I DE FABRICAIE ................................................................................................... 10
1.1. Conceptul de sistem................................................................................................................................. 10
1.2. Sistemul de producie............................................................................................................................... 11
1.3. Sisteme de fabricaie................................................................................................................................ 12
1.4. Procesul tehnologic de prelucrare prin achiere .................................................................................... 15
1.5. Sistemul om - main.............................................................................................................................. 17
1.6. Sisteme flexibile de fabricaie.................................................................................................................. 18
PROBLEME GENERALE ALE PROIECTRII TEHNOLOGIILOR DE PRELUCRARE A PIESELOR N
CONSTRUCIA DE MAINI ................................................................................................................................... 22
2.1. Succesiunea operaiilor de prelucrare .................................................................................................... 22
2.2. Modaliti de realizare a operaiilor tehnologice ................................................................................... 23
2.3. Utilaje tehnologice ................................................................................................................................. 24
2.4. Cerine funcionale i tehnologice impuse construciei actuale de maini .............................................. 26
2.5. Prelucrabilitatea prin achiere a metalelor ............................................................................................ 28
2.6. Principii generale de proiectare a proceselor tehnologice ..................................................................... 30
2.7 Normele de munc.................................................................................................................................... 34
ALEGEREA SEMIFABRICATELOR FOLOSITE LA FABRICAREA PIESELOR............................................... 38
3.1. Consideraii generale .............................................................................................................................. 38
3.2 Tipuri de semifabricate utilizate la fabricarea pieselor ........................................................................... 39
3.3. Tehnologicitatea pieselor .......................................................................................................................... 4
CALCULUL ADAOSURILOR DE PRELUCRARE I A DIMENSIUNILOR INTERMEDIARE............................ 6
4.1. Calculul adaosului de prelucrare.............................................................................................................. 6
4.2. Calculul dimensiunilor intermediare......................................................................................................... 9
ORIENTAREA I FIXAREA PIESELOR PE MAINILE UNELTE...................................................................... 12
5.1. Baze i sisteme de baze pentru orientarea semifabricatelor.................................................................... 12
5.2. Calculul erorilor de orientare ................................................................................................................. 17
5.3 Proiectarea sistemului de baze de orientare ............................................................................................ 20
5.4. Elemente costructive ale dispozitivelor utilizate la orientarea semifabricatelor.................................... 23
5.5. Eficiena economic a folosirii dispozitivelor i alegerea variantei constructive economice ................. 26
DETERMINAREA REGIMULUI OPTIM DE ACHIERE...................................................................................... 29
6.1. Metoda clasic de calcul a regimului de achiere................................................................................... 29
6.2. Metoda programrii matematice............................................................................................................. 32
PRECIZIA DE PRELUCRARE.................................................................................................................................. 42
7.1. Factorii de influen ai preciziei de prelucrare....................................................................................... 42
7.2 Influena sculei achietoare...................................................................................................................... 43
7.3 Influena semifabricatului......................................................................................................................... 45
7.4. Influena deformaiei elastice a sistemului tehnologic ........................................................................... 46
7.5. Precizia economic.................................................................................................................................. 48
7.6. Determinarea erorii totale de prelucrare................................................................................................ 49
7.7. Reglarea sistemului tehnologic n vederea realizrii preciziei prescrise ................................................ 54
7.8. Controlul activ al pieselor ....................................................................................................................... 58
CALITATEA SUPRAFEEI PRELUCRATE ........................................................................................................... 60
8.1. Caracteristicile geometrice ale suprafeei prelucrate ............................................................................. 60
8.2 Caracteristicile fizico- mecanice ale suprafeei prelucrate ...................................................................... 61
8.3 Factorii de influen asupra calitii stratului superficial ....................................................................... 62
9
8.4. Legtura dintre rugozitatea suprafeelor i precizia dimensional a pieselor........................................ 64
8.5. Influena rugozitii suprafeelor asupra comportrii pieselor n exploatare......................................... 65
TEHNOLOGIA DE PRELUCRAE A ARBORILOR............................................................................................ 70
[Link] de prelucrare a arborilor drepi ............................................................................................ 70
9.2. Tehnologia de fabricare a arborilor cotii .............................................................................................. 86
9.3. Tehnologia de prelucrare a axelor cu came............................................................................................ 91
TEHNOLOGIA DE PRELUCRARE A ROILOR DINATE............................................................................... 93
10.1. Caracteristici constructive i condiii tehnice ....................................................................................... 93
10.2. Materiale i metode de obinere a semifabricatelor .............................................................................. 94
10.3. Tehnologia tip de prelucrare a roilor dintate cilinrice ........................................................................ 94
10.4. Prelucrarea mecanic a danturii roilor dinate cilindrice.................................................................. 95
10.5 Prelucrarea danturii roilor dinate conice .......................................................................................... 103
TEHNOLOGIA PRELUCRRII CARCASELOR................................................................................................. 107
11.1. Caracteristici constructive i condiii tehnice ..................................................................................... 107
11.2. Materiale i metode de obinere a semifabricatelor ........................................................................... 108
11.3. Orientarea i fixarea carcaselor pe mainile unelte............................................................................ 109
11.4. Prelucrarea suprafeelor plane ale carcaselor.................................................................................... 113
11.5. Prelucrarea alezajelor principale ale carcaselor................................................................................ 114
11.6. Prelucrarea carcaselor reductoarelor formate din dou prti ........................................................... 118
TEHNOLOGIA DE FABRICAIE A LAGRELOR CU ALUNECARE. ............................................................. 120
12.1. Caracteristici constructive i condiii tehnice ..................................................................................... 120
12.2 Materiale i metode de obinere a semifabricatelor ........................................................................... 120
12.3. Tehnologia de prelucrare a corpului lagrului ................................................................................... 121
12.4. Tehnologia de prelucrare a cuzineilor ............................................................................................... 122
12.5. Tehnologia de turnare a materialului antifriciune............................................................................. 122
TEHNOLOGIA DE PRELUCRAREA A FILETELOR........................................................................................ 124
13.1 Caracteristici constructive i condiii tehnice ...................................................................................... 124
13.2 Consideraii generale privind generarea suprafeelor filetate prin achiere ....................................... 124
13.3. Tehnologia prelucrrii filetelor prin strunjire................................................................................... 125
13.4. Prelucrarea filetelor prin rectificare.................................................................................................. 128
TEHNOLOGIA DE PRELUCRARE A PIESELOR TIP BUC........................................................................... 130
14.1. Caracteristici constructive i condiii tehnice ..................................................................................... 130
14.2. Materiale i metode de obinere semifabricatelor .............................................................................. 131
14.3. Prelucrarea alezajelor......................................................................................................................... 131
NTREINEREA I REPARAREA MAINILOR I UTILAJELOR..................................................................... 140
15.1. Importana activitii de ntreinere i reparaii.................................................................................. 140
15.2. Calitatea, fiabilitatea i mentenabilitatea utilajelor i mainilor [18]................................................ 140
15.3. Uzura (degradarea) mainilor i utilajelor ........................................................................................ 141
15.4 Sisteme de organizare i conducere a activitii de ntreinere i reparare [1] .................................. 144
15.5. Demontarea utilajelor n vederea recondiionrii pieselor................................................................. 145
15.6. Metode de recondiionare.................................................................................................................... 146
15.7 Metode de recondiionare prin sudare ................................................................................................ 150
15.9 Protecia anticoroziv a suprafeelor ................................................................................................... 160
PROCESUL TEHNOLOGIC DE ASAMBLARE.................................................................................................... 162
16.1. Etapele procesului tehnologic de asamblare...................................................................................... 162
16.2. Date iniiale necesare proiectrii procesului tehnologic de asamblare.............................................. 162
16.3 Elaborarea procesului tehnologic de asamblare.................................................................................. 162
16.4. Condiii tehnologice n proiectarea pieselor i a subansamblelor, pentru realizarea unui montaj
raional ....................................................................................................................................................................... 166
BIBLIOGRAFIE....................................................................................................................................................... 169
10
CAPITOLUL I
SISTEME DE PRODUCIE I DE FABRICAIE
1.1. Conceptul de sistem
Noiunea de sistem este o noiune abstract care a fost aplicat unor diverse domenii de
activitate, lund de fiecare dat aspecte particulare n funcie de specificul domeniului. Incercnd o
reducere la termenii cei mai simpli posibili, un sistem poate fi definit ca un complex de elemente n
interaciune. De menionat, c aceast interaciune se conduce dup principii specifice fcnd ca
ansamblul n general, s aib tendina optimizrii permanente a activitaii lui.[3]
O alt definiie a sistemului poate fi enunat astfel: Sistemul reprezint o reuniune
ordonat de elemente care permite realizarea unui obiectiv definit n prealabil prin intermediul unui
plan "[13]
Aceast definie ncorporeaz trei elemente eseniale:
- un scop (obiectiv) care motiveaz concepia sistemului;
- o anumit organizare (o ordonare) bine definit a elementelor implicate;
- asigurarea informatiei, energiei, materialelor conform planului;
Privite din acest punct de vedere, sistemele pot fi naturale sau create de om. Din categoria
celor create de om se pot meniona: sistemele tehnice, sistemele tehnologice, sistemele economice;
sistemele sociale, etc.
Indiferent de tipul din care fac parte, orice sistem prezint un tot integrat al elementelor sale
componente, constituindu-se numai atunci cnd o serie de elemente ncep s interacioneze ntre ele.
nelegerea noiunii de sistem trebuie s se bazeze pe urmtoarele elemente:[3]
a) conexiunea elementelor interne ale sistemului este mai puternic dect legturile
sistemului cu mediul;
b) orice sistem, indiferent de complexitatea sa, este un subsistem al unui sistem mai
cuprinztor;
c) unitatea i complexitatea unui sistem presupune o anumit ordine n aezarea i
funcionarea elementelor sale;
d) orice sistem este caracterizat printr-o anumit structur, aceasta putnd fi privit ca atare,
adic sub forma exact de reuniune a tuturor subsistemelor pn la cele mai mici elemente
componente, sau poate fi privit prin urmrirea diferitelor structuri caracteristice;
e) orice subsistem poate avea o multitudine de bucle de reacie, care se nchid pe anumite
poriuni de proces, pe anumite poriuni de sistem sau chiar la nivelul ntregului sistem.
Orice sistem poate fi privit din trei puncte de vedere: funcional, structural i ierarhic.
Aspectul funcional descrie sistemul ntr-o formul cauzal, n sensul dependenei ieirilor
din sistem, de intrrile n sistem. n sistemele de fabricaie acest aspect reprezint viziunea
tehnologic, adic sistemul este ceva care trebuie s transforme semifabricate n produse finite
materializnd anumite procedee tehnologice.
La aspectul structural urmrim componena sistemului i relaiile dintre elementele sale. n
sistemele de fabricaie acest aspect asimileaz preocuprile constructive, adic proiectarea
echipamentelor din care este compus sistemul i crearea posibilitilor de interconectare a acestora.
Aspectul ierarhic contureaz limitele sistemelor, adic posibilitile de agregare/dezagregare
ale unui sistem ntr-un sistem mai mare sau n subsisteme. Acest aspect, este aspectul organizatoric
(managerial) care face ca sistemul de fabricaie s fie mai mult dect suma componentelor sale. El
ataeaz ranguri componentelor sistemului de fabricaie, le interfaeaz, le asociaz unor funcii, le
stabilete criterii de performan i modaliti de conducere, le integreaz i le conecteaz cu
elemente din mediul nconjurtor.
11
Aspectul ierarhic al sistemului de fabricaie pune n oper nsi flexibilitatea sistemului
deoarece prin ataarea unor noi subsisteme la sistemul considerat, aceasta va include din ce n ce
mai multe aptitudini de prelucrare, situaie, care n revers, presupune un efort economic tot mai
mare pentru construcia sistemului.
Prezentarea schematic a acestui principiu este redat n figura 1.1
Fig.1.1
1.2. Sistemul de producie
Prin noiunea de producie, se nelege activitatea n care oamenii, cu ajutorul mijloacelor de
producie, n cadrul unor forme sociale determinate, exploateaz i transform elementele din natur
n bunuri materiale.[16]
In acest context, sistemul de producie este constituit din totalitatea elementelor i
conceptelor, asfel organizate nct s rezulte capacitatea de realizare a bunurilor materiale derivate
din necesitile economico-sociale.
Produsul unui proces de producie poate deveni, pentru alt activitate productiv,
semifabricat sau o nou metod tehnologic de realizare a unor produse de calitate superioar.
n funcie de caracterul activitilor, procesele de producie pot fi: de extracie, metalurgice,
de prelucrare, de ntreinere i reparaii, etc.
Elementele componente principale ale sistemului de producie evideniate n schema din
figura 2 sunt urmtoarele:[16] subsistemul de aprovizionare desfacere (SAD), subsistemul de
personal ([Link].), subsistemul de proiectare ([Link]), subsistemul financiar contabil (SFC),
subsistemul de ntreinere (SI), subsistemul de conducere i organizare (SCO), subsistemul de
fabricaie (SF).
Intrrile n sistem sunt: fluxul de materiale (FM), fluxul de informaii (FI) i fluxul de
energie (FE).
Fluxul de materiale suport operaii de descompunere, transformare sau concentrare, iar la
ieirea din sistem este sub form de produs finit, sau de semifabricat pentru alt sistem de producie (
ex. produse laminate care pot fi folosite ca semifabricate n procesul de prelucrri prin achiere).
12
Fluxul energetic se constituie ca intrare n sistem, dar poate fi regsit i la ieirea acestuia,
dar nu ntotdeauna sub aceeai form ca la intrare.
Fluxul de informaii conine date tehnice referitoare la procesul de fabricaie i date cu
caracter economic pentru conducerea general a sistemului de fabricaie.
Fig.1.2
Principala component a sistemului de producie este subsistemul de fabricaie SF, care este
n corelaie cu celelalte subsisteme i care i asigur buna funcionare.
n industria constructoare de maini, se disting urmtoarele tipuri de procese de producie:
- producie individual sau de unicat, caracterizate prin realizarea
unor produse cu o mare diversitate dar n cantiti mici. Produsele realizate nu se repet sau
se repet la intervale mari de timp. M.U.i S.D.V-urile sunt universale i permit trecerea rapid de la
prelucrarea unei piese la alta. La un loc de munc se execut operaii foarte variate, fr o pregtire
tehnologic special. M.U. nu sunt aranjate dup succesiunea operaiilor procesului tehnologic. Ex.:
prototipuri, reparaii;
- producia de serie se caracterizeaz prin realizarea unei serii de
produse lansate pe loturi ce se repet dup un anumit interval de timp. Nomenclatorul de
piese este redus. La majoritatea locurilor de munc se execut aceeai operaie pe toata durata ct are
loc fabricarea unui produs.
[Link] aranjate n ordinea desfurrii operaiilor procesului tehnologic. (ex.: reductoare,
pompe, etc)
- Producia de mas se caracterizeaz prin faptul c produsele se execut n mod continuu,
n cantiti mari care depind de mrimea i complexitatea produsului ntr-o perioad lung de timp.
La majoritatea locurilor de munc se execut aceeai operaie. Ex.: rulmeni, cauciucuri, uruburi,
autoturisme, etc.
Caracterizarea detaliat a tipurilor de procese de producie din industria constructoare de
maini, este redat n tabelul 1.1[1]
1.3. Sisteme de fabricaie
Sistemul de fabricaie este o parte component a sistemului de producie, prin care se
realizeaz configuraia i proprietile finale ale produsului. Prin intermediul sistemului de fabricaie
se realizeaz transformarea fizic sau chimic a fluxurilor de materii prime prin intermediul
fluxurilor de energie i informaionale. Ca i sistemul de producie, sistemul de fabricaie este
strbtut de trei tipuri de fluxuri, de materiale, de energie i de informaii.
n cazul industriei constructoare de maini, sistemul de fabricaie trebuie s aib o structur
minim care conine cel puin patru subsisteme de rang inferior, respectiv, subsistemul de
prelucrare, subsistemul de comand, subsistemul de control i subsistemul logistic. (figura 1.4)[16]
13
- Subsistemul logistic ( SLg ), realizeaz operaii de manipulare, transport i depozitare a
materialelor supuse procesului de fabricare. Acest subsistem are o pondere important n sistemul
de fabricaie, deoarece ocup un timp relativ mare (60-70%) din durata total a unui ciclu de
fabricaie.
- Subsistemul de prelucrare (SPr), are funcia de a realiza transformarea formei i
propriettilor fizico-mecanice ale semifabricatelor prin combinarea nemijlocit a fluxurilor de
materiale, de informaii i energetice. Acest subsistem are caracteristici specifice fiecrui proces
tehnologic n parte i constituie elementul determinant al sistemului de fabricaie.
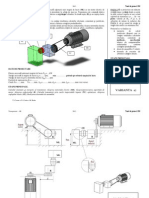
Elementele componente ale acestui subsistem sunt urmtoarele: (fig. 1.3) [12]
- maina unealt (MU) pe care se realizeaz prelucrarea;
- semifabricatul care este prelucrat (SF);
- scula utilizat pentru prelucrarea semifabricatului (SC);
- dispozitivul de orientare i fixare a semifabricatului (DOFSF);
- dispozitivul de orientare i fixare a sculei (DOFSC)
14
Fig.1.3
- Subsistemul de comand ( SCd ), realizeaz funcia de transformare i distribuie a
fluxurilor informaionale, astfel nct, prin realizarea unei interaciuni coordonate ale tuturor
subsistemelor, s se ndeplinesc funcia general a subsistemului de fabricaie.
- Subsistemul de control ( Sco ), are funcia de a determina valorile realizate ale parametrilor
ce definesc calitatea pieselor, de a le compara cu valorile prescrise, de a stabili abaterile i de a
comunica rezultatele determinate sistemului de prelucrare i de comand.
Fig. 1.4
Aceste subsisteme sunt interconectate prin fluxuri informaionale FI sau prin fluxuri
informaionale i de reglare FIR.
Deoarece se pot face, unele confuzii, trebuie specificat diferena dintre conceptul de
fabricaie i cel de producie.
Producia, nseamn orice activitate prin care se depune sau se transfer valoare de
ntrebuinare sau se confer utilitate unor bunuri i servicii. Producia, aadar, presupune, la modul
general, adugarea unui plus de utilitate pentru un obiect sau serviciu. n cadrul acestui concept,
fabricaia are un caracter mai restrictiv, fiind legat mai mult de obiect dect de servicii i urmrind,
n esen, generarea formei pieselor sau mbuntirea caracteristicilor fizico-mecanice ale acestora,
prin intermediul unor procese tehnologice specifice. Cu alte cuvinte, producia poate include i
activiti n genul transportului sau stocrii, extinzndu-se i n sfera serviciilor, iar fabricaia este
orientat spre obinerea unui obiect, opernd n general, cu elemente materiale.
1.3.1. Metode de organizare a fabricaiei
Modul de organizare a fabricaiei unui produs este determinat de structura procesului
tehnologic i de tipul predominant de producie n care se ncadreaz fabricaia produsului. Pornind
de la aceste dou elemente determinante, se pot distinge dou metode de organizare a fabricaiei:
organizarea fr flux i organizarea n flux.
a) Metoda de organizare fr flux, este specific produciei individuale i de serie mic. Ea
se caracterizeaz prin faptul c piesele se execut pe maini-unelte amplasate pe grupe cu aceeai
destinaie tehnologic: strunguri paralele, strunguri revolver, maini de frezat, maini de gurit, etc.
15
Amplasarea mainilor-unelte nu ine seama de succesiunea operaiilor de prelucrare, deoarece
fiecare tip de main este destinat unei game foarte largi de piese, care se execut dup tehnologii
diferite.
Aceast metod de organizare prezint dezavantajul unor trasee complicate de transport al
semifabricatelor de la o main la alta, precum i necesitatea depozitrii pieselor neterminate.
b) Metoda de organizare n flux se caracterizeaz prin faptul c mainile i utilajele necesare
fabricrii unui produs sunt amplasate n ordinea operaiilor prevzute n procesul tehnologic.
Elementul de baza care asigur fabricaia, este linia n flux.
Linia n flux, este alctuit din mai multe utilaje tehnologice amplasate n ordinea
succesiunii operaiilor tehnologice, fiind deservit de un mijloc de transport al semifabricatelor, de
la o main la alta.
Organizarea fabricaiei n flux, se aplic n special la producia de serie mare i de mas.
Acest mod de organizare, prezint numeroase avantaje din punct de vedere tehnic i economic,
avnd influene pozitive asupra productivitii, a preciziei de prelucrare i a reducerii costurilor. Din
aceste motive, adoptarea acestei forme de organizare trebuie aplicat ori de cte ori este posibil s
fie aplicat.
Condiiile cele mai bune pentru introducerea cu succes a fabricaiei n flux, sunt
specializarea i cooperarea ntreprinderilor, precum i tipizarea produselor, care permit mrirea
numrului de piese de acelai tip.
Specializarea ntreprinderilor, permite concentrarea fabricrii produselor de acelai fel ntr-o
singur ntreprindere, sau ntr-un numr restrns de ntreprinderi specializate, care pot fi echipate
corespunztor pentru organizarea produciei n flux.
Cooperarea ntreprinderilor permite distribuirea pieselor de acelai tip, la ntreprinderile
specializate, care pot astfel s-i organizeze fabricaia n flux.
Tipizarea, asigur restrngerea formelor constructive, permind elaborarea unor tehnologii
tip, care pot fi uor implementate pe liniile tehnologice n flux.
Organizarea fabricaiei n flux, prezint ns dezavantajul c, se adapteaz greu la
schimbrile foarte rapide ale produselor cerute de economia de pia.
Organizarea fabricaiei n flux, presupune existena unui program de producie minimal,
pentru o anumit dotare tehnic, care s permit continuitatea i stabilitatea locurilor de munc.
Acest program minimal se poate determina utiliznd relaia:[13]
=
=
k
i
ui
n
t
F
j
N
1
.
. min .
(1.1)
n care F
n
este fondul de timp planificat pentru prelucrarea reperelor de tip j; este
coeficientul de ncrcare a utilajului tehnologic ( = 0,65-0,85); t
ui
reprezint timpul unitar pentru
executarea unei operaii i asupra reperului j (i =1, 2, k)
Pentru a se justifica organizarea n flux, trebuie ndeplinit condiia ca volumul de producie
planificat N
j
s satisfac condiia:
N
j
N
[Link].
(1.2)
Verificarea acestei condiii se face dup ce, n prealabil, s-a proiectat procesul tehnologic
care s permit calculul timpului unitar. n caz contrar, timpii unitari pot fi aproximai pe baza
analizei unor procese tehnologice similare, existente.
1.4. Procesul tehnologic de prelucrare prin achiere
Procesul tehnologic este o parte a procesului de fabricaie prin care se realizeaz anumite
stadii de transformare a semifabricatelor n produse finite, pe baza unor tehnologii de fabricaie.
16
n cazul procesului tehnologic de prelucrri mecanice prin achiere, se disting urmtoarele
componente:
- operaia, care este acea parte a procesului tehnologic care se desfoar pe aceiai main
unealt.
Operaia se poate realiza printr-o singur prindere sau prin mai multe prinderi.
- faza, este acea parte a operaiei care se execut la o singur prindere a piesei, n care se
prelucreaz o suprafa sau mai multe suprafee simultan, prin utilizarea aceleai scule achietoare i
a aceluiai regim de achiere. Schimbarea unuia din elementele care caracterizeaz faza
(prinderea, suprafaa prelucrat, regimul de achiere, etc.) implic schimbarea fazei.
- trecerea, este o partea a fazei n care se ndeprteaz un singur strat de material, de pe
aceeai suprafa a piesei, pstrndu-se neschimbate scula achietoare i parametrii regimului de
achiere.
Adaosul de prelucrare poate fi ndeprtat printr-o singur trecere sau prin mai multe treceri.
- mnuirea, este componenta fazei care reprezint totalitatea micrilor executate de
muncitor, fr s ndeprteze materialul de adaos. ( Ex. pornirea mainii, reglarea cuitului la cot,
cuplarea avansului etc.).
- micarea, este o parte a mnuirii care const ntr-o aciune simpl a muncitorului (
prinderea manetei, luarea ublerului, cuprinderea piesei de ubler etc.).
Pentru exemplificare se consider prelucrarea piesei din figura 1.5.
Fig. 1.5
Operaia l - debitare:
Faze: a) prinderea barei n dispozitivul de fixare
1) debitare la lungimea L + A
1
(A
l
adaos de prelucrare)
b) desprinderea
Operaia 2 - strunjire
Faze: a) prinderea semifabricatului
1) strunjire frontal
2) executat gaura de centrare
3) strunjire degroare d
2
x ( L - l
2
)
4) strunjire degroare d
1
b) desprindere, ntoarcere, prindere pe d
2
5) strunjire frontala la cota L
6) executat gaura de centrare
7) strunjire degroare d
3
x l
2
c) desprindere i fixare ntre vrfuri
8) strunjire finisare d
1
x l
1
9) strunjire finisare d
2
17
10) strunjire finisare d
3
x l
2
11) teire 1 x 45
12) teire 1 x 45
13) teire 1,5 x 45
14) teire 1,5 x 45
15) strunjit degajare d
4
x 2
16) strunjit degajare d
5
x 3
d) desprindere semifabricat.
Operaia 3 control
Operaia 4 - frezare
Faze : a) prinderea semifabricatului
1) frezat dou laturi(l
3
x b)
b) desprindere semifabricat
Operaia 5 - control
Operaia 6 - rectificare
Faze : a) prinderea semifabricatului ntre vrfuri
1) rectificat d
3
x l
2
b) desprinderea piesei
Operaia 7 control final
Poziiile a, b, c, d reprezint mnuirile..
1.5. Sistemul om - main
1.5.1. Definirea sistemului
Prin sistemul om-main (O-M) se nelege ansamblul format din componente umane i
tehnologice, legate printr-o reea de informaii, care au un scop comun.[3]
Noiunea de main include mijloacele de producie (de la cele mai simple pn la instalaiile
foarte complexe), concepute i realizate de om.
Producia industrial modern se caracterizeaz prin folosirea procedeelor tehnologice
complexe i a unitailor de mare productivitate, concentrarea produciei n mari uniti cu grad
ridicat de mecanizare i automatizare.
n aceste condiii, considerarea omului ca factor central al utilizrii raionale i eficiente a
mijloacelor de producie, a condus la crearea unei noi concepii de proiectare, aplicabil la toate
felurile de activitate productiv a omului, cu mari avantaje tehnico-economice.
In figura 1.6 este reprezentat un sistem simplu om-main care ilustreaz modul de
interaciune dintre om i main.[3]
Fig.1.6
Caracteristicile generale ale sistemelor om-main sunt :
- existenta unui scop care reprezint nsi raiunea de a fi i care
definete structura i gradul de complexitate a sistemului;
18
- condiionarea performanelor sale prin eficiena funcionrii tuturor componentelor;
- depirea prin nivelul su de performane a gradului de eficien a fiecreia din
componentele sale luate separat;
Sistemele om-main, n funcie de scopul urmrit sunt foarte diversificate, de la cele mai
simple (lucrtorul manual i unealta de lucru) pn la formele foarte evoluate ale instalaiilor
industriale (centrale electrice, linii tehnologice automatizate, etc.).
.
[Link] sistemului om - main
Pentru ndeplinirea scopului final al sistemului, elementele componente realizeaz anumite
funciuni specifice care n esen se ntlnesc la om ct i la main. Funciile de baz sunt:[3]
a) Recepionarea informaiei - cu scopul de a msura informaiile externe i interne i a le
converti n limbajul specific sistemului prin traductoare i aparate de msur electrice, pneumatice,
optice, etc.;
b) Memorizarea informaiei - cu scopul de a pstra informaia cu ajutorul cartelelor
perforate, benzilor magnetice, inteligenei artificiale, etc.;
c) Tratarea informaiei i stabilirea deciziilor - cu scopul de a prelucra informaiile primite
i memorizate n vederea lurii deciziilor necesare, care determin succesiunea interveniilor n
proces, acestea facndu-se cu elemente logice, sisteme optimale, adaptive, autoinstruibile;
d) Execuia - ce are drept scop efectuarea interveniilor necesare n proces, pe baza deciziilor
primite, acestea fcndu-se cu ajutorul diverselor mecanisme i dispozitive.
1.5.3. Tipuri de sisteme om-main
In funcie de modul cum sunt repartizate funciile, ntre om i main se disting urmtoarele
tipuri de sisteme:[3]
a) Sisteme manuale, in care toate funciile, ncepnd cu
recepionarea informaiei i pn la execuie sunt ndeplinite de om; Exemple : maini unelte
obinuite ca: strunguri, freze, maini de rectificat, mijloacele de transport, etc.
b) Sisteme semiautomate, n care unele funciuni sunt executate de main sub controlul
omului; Exemple: maini unelte cu unele comenzi automate, sisteme de conducere cu dispozitive de
automatizare i telemecanic.
b) Sisteme automate, la care toate funciile sunt executate de ctre
maini, prezena omului fiind determinat doar de necesitatea programrii, supravegherii i
intreinerii sistemului n vederea prentmpinrii sau descoperirii defeciunilor. Exemple: maini
unelte complexe cu comand program, instalaii industriale cu automatizarea tuturor operaiilor
(linii de fabricaie automate, centrale hidroelectrice, sisteme de telefonie automat).
1.6. Sisteme flexibile de fabricaie
n prezent nu exist o definiie unic a sistemului flexibil de fabricaie(SFF). Din multele
definiii care exist, pentru domeniul tehnologiilor de prelucrare, se poate evidenia urmtoarea: "
un SFF este un complex integrat, controlat de un computer, alctuit din maini unelte cu control
numeric, echipamente automate de manipulare a materialelor i a sculelor i din echipamente
automate de control i testare, care, cu un minim de intervenie uman i de timp, pot prelucra
orice produs aparinnd unei familii care este inclus ntre limitele capacitii sale stabilite i n
conformitate cu un program de fabricaie prestabilit"( Comisia ONU pentru Europa,1986) [2]
Dac se analizeaz celelalte definiii, reiese c exist mai multe elemente comune care
permit definirea esenei conceptului. n acest sens, se poate afirma c: un SFF este un ansamblu de
staii de lucru care sunt inerconectate prin intermediul unui echipament automat de manipulare a
19
materialelor, componentelo i sculelor, a cror funcionare este coordonat prin intermediul unui
computer, n vederea fabricrii unei familii de produse diversificate, n condiii de ficien.[2]
Sistemul flexibil de fabricaie (SFF) reprezint un sistem evoluat de fabricaie, prin faptul c
determin o mbuntire substanial a eficienei procesului de producie, n condiiile n care
acesta este orientat spre necesitile de bunuri reale i predominante ale societii umane, adic
bunuri larg diversificate tipologic care se produc n cantiti mici. Problema ctig mult n
semnificaie i importan n contextul n care se apreciaz c, azi, producia de serie mic
reprezint 60-80% din producia industrial a rilor avansate, iar raportul dintre costul unitar la
producia de unicate i la producia de mas poate ajunge la 30/1.
[Link] ale SFF
Un SFF include urmtoarele componente:[2]
a) Componente primare:
- maini unelte, roboi, echipamente de fabricaie;
- sistem de manipulare a materialelor, reperelor, subansablelor;
- reea de control asistat de computer;
b) Componente secundare:
- tehnologie de procesare pe baz de control numeric;
- scule prinse de coad
- sisteme de pridere i fixare a pieselor
- menegementul fabricaiei
Configuraia exact a acestor componente depinde de tipul de aplicaie la care se refer SFF.
Astfel, elementele primare ale unui SFF, pentru prelucrarea prin achiere, pot s includ: centru de
prelucrae, schimbtor de scule, etc.
n practic, un SFF opereaz utiliznd una din urmtoarele modaliti:
a) folosind conceptul de tehnologie de grup, care limiteaz varietatea reperelor ce pot fi
executate;
b) folosind un grup de elemente speciale, care au fost proiectate specific, pentru un numr
prestabilit de tipuri de repere;
c) folosind diferite dispozitive care s asigure schimbarea rapid a sculelor, n vederea
reducerii timpului pentru schimbarea sculei i reglarea ntregului sistem;
d) echipnd sistemul flexibil de productie cu un numr mare de scule cu schimbare rapid,
pentru a fi capabil s fac fa variaii de operaii tehnologice, necesare pentru producerea ntregii
familii de repere;
e) Incrcarea rapid n sistem a unor programme existente, pregtite anterior, pentru a putea
produce orice tip de repere care au fost deja executate.
1.6.2. Flexibilitatea sistemelor de fabricaie
Prin flexibilitate se nelege capacitatea sistemului de fabricaie de a se adapta rapid i
economic la schimbrile provenite din mediul exterior sau din interiorul su, schimbri care pot fi
predeterminate sau accidentale, previzibile sau imprevizibile i pot avea un caracter de durat sau
temporar.
n ultimii 25-30 de ani, flexibilitatea a devenit o dominant n studiul sistemelor de
fabricaie. Aceast importan i-a dobndit-o n concordan cu diversificarea tot mai accentuat a
cererii de bunuri materiale i cu aciunea unor cerine economice din ce n ce mai exigente n spaiul
fabricaiei.
20
Evoluia sistemelor de fabricaie a fost motivat de doi factori principali : creterea
productivitii, pe de o parte, i mrirea numrului de tipuri de produse care se pot realiza n sistem
(flexibilitatea sistemului), pe de alt parte.
La sistemele flexibile de fabricaie ( SFF ) interesul pentru problemele de eficien
economic este mai pregnant dect la oricare dintre sistemele de fabricaie cunoscute. Explicaia
const n faptul c SFF genereaz costuri mari de investiii care trebuie recuperate n cel mai scurt
timp din economiile pe care acestea ar trebui s le determine.
1.6.3. Principiile fabricaiei flexibile
Dintre principiile care determin specificitatea tehnologic a sistemelor flexibile de
fabricaie sunt se pot meniona:
a) Fluctuaiile, ntre anumite limite, ale parametrilor fabricaiei.
Acum se opereaz cu mulimi de repere, cu intervale de performan. Sunt adecvate
metodele statistice i elementele de calcul probabilistic. n contextul fluctuaiei parametrilor sarcinii
de producie, se va opera cu mrimi statistice de genul mediei i dispersiei i vor fi utilizate acele
metode care ofer o imagine de tendin n mulimea valorilor acestor parametrii.
b) Necesitatea descrierii sarcinii de producie variabile.
Acest principiu presupune utilizarea sistemelor de codificare pentru descrierea i apoi
identificarea sarcinii de producie variabil. Pe aceast baz se realizeaz gruparea sarcinii de
producie n raport cu anumite criterii. Este un demers propriu etapei de analiz a sarcinii de
producie.
c) Necesitatea trecerii rapide i economice a sistemului de fabricaie de la fabricaia unui tip
de produs la altul.
Acest ultim principiu pune n primul plan activitile de pregtire a sistemului de fabricaie.
Din acest principiu decurge proprietatea de flexibilitate a sistemului. Programarea fabricaiei este
integrat n cadrul problemelor tehnologice. Aici programarea fabricaiei capt o valen nou i
determin o schimbare de stare a sistemului la fiecare schimbare a tipului sarcinii de producie.
Pe fundalul generat de aceste patru principii apar particulariti ale elementelor ce particip
la fabricaie n cadrul SFF.
Unitile de lucru (mainile-unete) trebuie s rezulte din soluii constructive modulare care
permit restructurarea sistemului fr oprirea lui din funciune. Vor fi accentuate problemele de
fiabilitate a subansamblelor i cele privind autodiagnosticarea defeciunilor i dereglrilor.
Sculele utilizate n SFF trebuie s fie ct mai universale.
Dispozitivele trebuie s permit, pe ct posibil, prelucrarea dintr-o singur prindere, s fie
ct mai universale.
Depozitele i stocatoarele SFF sunt foarte importante. Ele trebuie s aib mai mult atribuiile
de punct de tranzit cu aptitudini de recunoatere i selectare a pieselor, dect atribuiile de
acumulare i stocare.
Instalaiile de transport i manipulare trebuie s soluioneze dezideratul manipulrii unei
varieti de repere n orice secven necesar.
Piesele de prelucrat se vor selecta n urma unei analize complexe a sarcinii de producie. n
aceast analiz principiile tehnologiei de grup vor avea o mare importan.
Introducerea SFF a generat o serie de avantaje cum ar fi:
- creterea mobilitii n asimilarea produselor noi;
- ridicarea calificrii forei de munc prin deplasarea ei spre activitile preponderent
intelectuale;
- utilizarea mai bun a capitalului prin distribuirea sa mai eficient ntre cldirile, utilajele i
materialele procesului;
21
- realizarea unui proces de producie transparent uor de supravegheat n punctele sale
principale;
- mbuntirea calitii prin respectarea rigid a etapelor procesului de producie.
Cu toate acestea, fabricaia flexibil presupune i anumite dezavantaje sau dificulti care
tempereaz ritmul de introducere al SFF, dintre care se pot meniona:
- introducerea lor este costisitoare i nu sunt clarificate nc toate problemele tehnice;
- mare parte a acestor sisteme nu sunt integral un succes economic;
- apar unele erori de concepie, proiectanii ne fiind capabili s anticipeze cu precizie gradul
de flexibilitate optim;
- nu se poate face o fundamentare corect a costurilor investiionale i acestea de cele mai
multe ori depesc anticiprile;
- trebuie realizat o corelare perfect cu funciile de aprovizionare i ntreinere;
- este dificil, nc, evaluarea rentabilitii investiiilor n condiiile
modificrii permanente a tehnologiilor i a sortimentului produciei;
- genereaz dificulti n ceea ce privete integrarea eficient n
gestiunea sistemului productiv de ansamblu.
22
CAPITOLUL 2
PROBLEME GENERALE ALE PROIECTRII TEHNOLOGIILOR DE
PRELUCRARE A PIESELOR N CONSTRUCIA DE MAINI
2.1. Succesiunea operaiilor de prelucrare
Numrul i succesiunea operaiilor sau fazelor unui proces tehnologic de prelucrare
mecanic prin achiere, se stabilete n funcie de: mrimea i forma piesei, numrul suprafeelor ce
se prelucreaz, de poziia lor reciproc, de precizia impus i de calitatea suprafeelor, de mrimea
seriei de fabricaie etc.
Numrul variantelor unui proces tehnologic de prelucrare, care asigur fiecare n parte toate
condiiile tehnice impuse piesei respective, este foarte mare, cu att mai mare cu ct numrul
operaiilor i fazelor este mai mare.
Lundu-se n consideraie anumite aspecte practice i teoretice, s-au stabilit o serie de
recomandri care, dac se aplic, reduc considerabil variantele tehnic posibile i asigur condiiile
impuse piesei.
Prin urmare, pentru stabilirea succesiunii operaiilor de prelucrare se iau n considerare
urmtoarele principii i reguli:[15,18
a) dac prelucrarea piesei nu se poate face dintr-o singur aezare, atunci prima operaie va fi
de prelucrare a suprafeelor ce vor constitui baze tehnologice de prelucrare;(vezi cap. 5)
b) la piesele mari, n primele operaii este indicat a se prelucra suprafeele importante
funcional, ce nu admit defecte ( goluri, fisuri ), pentru a depista din timp defectele, nainte ca n
piese s se nsumeze un volum mare de manoper;
c) dac baza tehnologic nu corespunde cu baza de msurare, atunci se vor prelucra nti
suprafeele ce constituie bazele de msurare. Se recomand ca cele dou tipuri de baze s se
prelucreze la aceeai aezare, pentru a se asigura precizia reciproc corect a acestora;
d) cu ct suprafaa de prelucrat necesit o precizie de prelucrare mai mare, acestea se vor
prelucra cu prioritate, pentru a reduce posibilitatea rebutrii piesei, tiindu-se c, cu ct condiiile de
precizie sunt mai severe, cu att crete riscul rebutrii piesei;
e) se recomad ca procesul de prelucrare s cuprind un numr minim de operaii, iar n
cadrul unei aezri s se prelucreze ct mai multe suprafee, mai ales n cazul unor precizii mari de
poziie reciproc (paralelism, perpendicularitate);
f) suprafeele care, prin prelucrare micoreaz rigiditatea piesei, se vor prelucra ct mai la
urm posibil;
g) suprafeele piesei care, n timpul transportului nteroperaional se pot deteriora, se vor
prelucra la sfrit;
h) dac n timpul elaborrii semifabricatului s-au creat tensiuni interne care nu au fost
eliminate prin tratament termic, atunci ntre operaiile de degroare i finisare se va interpune un
interval de timp necesar detensionrii naturale (5-6 luni);
i) n cazul pieselor complexe, care necesit un tratament termic de mbuntire, se
recomand ca acesta s se execute nainte de prelucrarea prin achiere, pentru a reduce influena
deformaiilor termice.
Un proces tehnologic corect ntocmit va trebui s respecte urmtoarea schem de operaii:
- prelucrarea suprafeelor care vor constitui baze tehnologice sau baze de msurare pentru
operaiile urmtoare;
- prelucrarea de degroare a suprafeelor principale ale pieselor;
- prelucrarea de degroare a suprafeelor secundare ale pieselor
- finisarea suprafeelor principale;
23
- finisarea suprafeelor secundare
- prelucrarea canelurilor, filetelor, canalelor de pan, etc,
- tratament termic (dac este indicat n condiiile tehnice);
- operaii de netezire a suprafeelor principale;
- controlul dimensional
2.2. Modaliti de realizare a operaiilor tehnologice
Modul de realizare a operaiilor tehnologice de prelucrare mecanic a unei piese, se
stabilete n funcie de ritmul de fabricare, de mainile unelte i S.D.V.-urile de tipul suprafeelor
prelucrate, de precizia impus etc.
Operaiile pot fi proiectate pentru prelucrarea unei singure piese sau pentru prelucarea mai
multor piese identice, fixate concomitent pe aceeai main unealt. n cazul prelucrrii mai multor
piese identice, aceasta se poate face: n paralel (simultan) - fig.2.1, n serie ( succesiv ) fig.2.2 sau
mixt - fig.2.3[19]
Fig.2.1 Fig.2.2
Fig. 2.3
Dup numrul de suprafee ale aceleiai piese care se prelucreaz simultan, sau dup
numrul de scule achietoare care lucreaz simultan, operaiile de prelucrare prin achiere pot fi:
operaii concentrate (realizate conform principiului concentrrii operaiilor) sau operaii difereniate
( realizate conform principiului divizrii operaiilor).[19]
Principiul concentrrii operaiilor - const n realizarea simultan a mai multor prelucrri
care se realizeaz cu mai multe scule simultan ( fig.2.4) sau cu ajutorul unor scule combinate
(fig.2.5)
24
Fig. 2.4 Fig.2.5
Caracteristica principal a operaiilor concentrate o reprezint suprapunerea n timp a
prelucrrilor elementare, ceea ce implic:
=
<
n
i
bi tot b
t t
1
. .
( 2.1)
unde: t
b tot
- este timpul de baz necesar prelucrrii totale a suprafeelor piesei;
t
b i
- este timpul de baz necesar realizrii prelucrrilor elementare de rang i
n - este numrul tuturor prelucrrilor elementare, care asigur execuia complet a piesei.
Pot fi concentrate numai prelucrrile elementare similare sau care au regimuri de achiere
compatibile (ex. gurire cu alezare i filetare). Nu pot fi concentrate prelucrri de degroare i
finisare prin acelai procedeu atunci cnd se produc deformaii mari, datorit forelor de fixare sau
care apar la degroare.
Operaiile concentrate au avantajul creterii productivitii prin reducerea timpului de
main, a numrului de operaii, a timpului auxiliar, a creterii preciziei de prelucrare, reducerea
numrului de suprafee tehnologice etc. Ele necesit ns maini unelte mai complexe, portscule
mai perfecionate, operaii de reglare mai dificile etc. Se aplic n primul rnd la producia de serie
mare i de mas.
Principiul divizrii operaiilor - const n prelucrarea succesiv a fiecare suprafee cu
ajutorul unei singure scule sau a mai multor scule care intr succesiv n lucru. Ca urmare, timpul
total de baz va fi :
=
=
n
i
bi tot b
t t
1
. .
(2.2)
Productivitatea prelucrrii n acest caz este deci mai mic. Operaiile difereniate au ns
unele avantaje ca: sunt mai simple tehnologic i organizatoric, pot folosi maini unelte universale,
reglarea sculelor este mai simpl.
Operaiile difereniate sunt utilizate mai ales n producia individual i de serie mic, dar
pot fi aplicate i n producia de serie mare, atunci cnd ritmul liniei tehnologice impune
diferenierea unor operaii mai complexe, pentru respectarea sincronismului liniei tehnologice.
n fig. 2.6 este reprezentat prelucrarea unei piese prin operaii difereniate.
2.3. Utilaje tehnologice
Utilajele tehnologice utilizate n procesul de fabricaie se pot grupa dup destinaie n
urmtoarele categorii:
25
Fig. 2.6
Utilaje cu destinaie general, numite i utilaje universale, care permit executarea unei mari
varieti de prelucrri, la piese diferite att ca forma ct i ca dimensiuni. Datorit gradului ridicat
de universalitate pe care l au aceste utilaje, schimbarea sortimentului de fabricaie, se face relativ
uor, fr cheltuieli nsemnate de manoper. Mainile-unelte care fac parte din aceast grup de
utilaje sunt: strungurile paralele, strungurile carusel, mainile de frezat cu consol sau cu portal,
mainile de gurit cu coloan sau radiale, mainile de frezat i alezat, mainile de rectificat plan sau
rotund, etc.
Unele din aceste maini-unelte au un grad ridicat de universalitate, cum ar fi mainile de
frezat, iar altele, cum ar fi mainile de gurit, au un domeniu mai restrns de utilizare.
Pe aceste maini-unelte se pot monta dispozitive, scule sau accesorii standardizate sau
normalizate.
Utilaje de mare productivitate, au un grad de universalitate relativ mic, dar asigur o
productivitate foarte mare, deoarece sunt dotate cu seturi de scule care lucreaz simultan sau
succesiv, la unul sau mai multe posturi de lucru. Unele din aceste utilaje sunt dotate cu dispozitive
de alimentare cu semifabricate automate, sau pot avea i echipamente de control activ, care elimin
complet intervenia omului n procesul de msurare.
Din aceast categorie de utilaje fac parte: strungurile revolver semiautomate, strungurile
automate, mainile de rectificat fr centre, etc.
Utilaje cu destinaie determinat, se caracterizeaz prin faptul c pot realiza un numr
limitat de prelucrri, la piese de acelai tip, dar de dimensiuni diferite. Din aceast categorie fac
parte mainile de danturat, mainile de filetat, maini pentru prelucrat arbori cotii, maini de
prelucrat arbori cu came, etc.
Echipamentele i accesoriile acestor utilaje sunt specifice fiecrui tip de main unealt,
putnd fi sau nu standardizate sau normalizate.
Utilaje specializate, care sunt concepute pentru prelucrarea unui singur tip de pies, sau
pentru un grup de piese asemntoare, care se execut ntr-un numr foarte mare. n cele mai multe
cazuri, forma acestor piese permit prelucrarea simultan a mai multor suprafee cu scule simple sau
combinate. Ca urmare productivitatea acestor utilaje este foarte mare.
Utilajul specializat poate fi realizat dintr-un utilaj cu destinaie general prin dotarea cu
echipamente i dispozitive adecvate, sau poate fi proiectat i realizat dup o concepie proprie. De
exemplu, o main de frezat universal, poate fi specializat pentru prelucrarea suprafeelor sferice,
prin dotarea ei cu un dispozitiv de antrenare al piesei i un cap de frezat sferic.
Dac aceste utilaje se realizeaz n concepie proprie, se utilizeaz de obicei ansambluri
normalizate, fabricate n serie, care se monteaz pe acelai batiu, n funcie de forma piesei i tipului
26
de operaii care urmeaz a se executa. Mainile obinute n acest fel, se numesc maini unelte
agregat. Acestea lucreaz de obicei, dup un ciclu tehnologic semiautomat.
Utilaje speciale care sunt destinate exclusiv pentru executarea unei singure operaii la
acelai tip de pies, care se fabric ntr-un volum de producie foarte mare. Acest tip de utilaj se
realizeaz ca unicat sau ntr-un numr foarte mic. Ele sunt dotate cu echipamente tehnologice care
permit executarea operaiei n ciclu automat, ca urmare productivitatea este foarte mare.
2.4. Cerine funcionale i tehnologice impuse construciei actuale de maini
Pentru a rspunde tot mai bine nevoilor actuale ale oricrei industrii dezvoltate, n
construcia de maini trebuiesc ndeplinite urmtoarele condiii eseniale:[19]
a) Interschimbabilitatea reprezint proprietatea unor piese sau subansamble ca n stare finit
s fie montate fr o selecionare prealabil i fr prelucrri suplimentare.
Ca necesitate, interschimbabilitatea a aprut odat cu producia de serie i apoi de mas a
produselor i cu exploatarea simultan a unui numr mare sau foarte mare de maini i utilaje de
acelai tip
Realizarea interschimbabilitii pieselor se face prin prelucrarea tuturor pieselor strict n
limitele toleranei prescrise. n cazul pieselor de precizie ridicat aceast condiie se realizeaz cu
costuri ridicate deoarece sunt necesari timpi mai mari pentru finisare, munc calificat superior
precum i maini unelte de precizie ridicat.
Piesele care nu sunt interschimbabile trebuiesc ajustate la montaj i din aceast cauz se
mresc costurile de fabricaie prin manopera consumat sau prin imposibilitatea utilizrii unor piese
care devin rebuturi.
Asigurarea interschimbabilitii este posibil numai prin executarea suprafeelor funcionale
ale pieselor n strict conformitate cu prescripiile tehnice referitoare la felul i proprietile
materialului, la precizia dimensional de form, de poziie i rugozitate. Pentru a asigura
interschimbabilitatea pieselor aceste prescripii trebuie s fie foarte restrictive, respectiv jocuri,
strngeri, abateri de form, etc. n limite foarte strnse, ceea ce nseamn tolerane mici sau foarte
mici. Ca urmare, n procesul de prelucrare apar dificulti de ordin tehnologic, deoarece micorarea
toleranelor presupune utilizarea unor maini unelte foarte precise, manopera de nalt calificare,
etc., factori care scumpesc produsul. Pentru a se asigura interschimbabilitatea cu costuri reduse,
piesele trebuie s aib o form ct mai simpl ( tehnologicitate bun), form care se stabilete din
faza de proiectare. Prin urmare, interschimbabilitatea se bazeaz pe o legtur ct mai strns ntre
proiectare, tehnologia de fabricaie metodele i mijloacele de control.
b) Calitatea, care reprezint ansamblul parametrilor funcionali, tehnologici, economici etc.,
pe care trebuie s i realizeze produsul respectiv, fabricat pentru un scop dat.
Indicatorii calitii unei maini sau utilaj sunt urmtorii :
- indicatorii funcionali, care definesc modul de utilizare al mainii;
- indicatorii tehnologici, care determin procesul de fabricaie i
reparaie al mainilor i utilajelor i caracterizeaz nivelul tehnico-tiinific al soluiilor
adoptate n etapa de fabricare sau de reparare .
- indicatorii economici, (pre de cost, volum de producie) care reprezint caracteristicile
economice ale concepiei, fabricrii i exploatrii mainilor;
- indicatorii ergonomici, care determina interaciunea om - main - mediu i care in seama
de ansamblul de norme igienice, psihofiziologice i psihologice, care decurg din aceasta
interdependen ;
- indicatorii estetici (de design) care iau n considerare elemente referitoare la echilibrul i
armonia construciei mainii, la aspectul plcut, la elegana finisajului i al coloristicii mainii etc;
- indicatorii de fiabilitate, care fac ca produsul realizat i utilizat n condiii normale, s-i
menin parametrii funcionali, tehnologici, economici iniiali, o perioada de timp determinat;
27
n estimarea calitii unei maini sau utilaj, toi aceti indicatorii trebuie analizai n
ansamblul lor, ca un tot unitar. Calitatea unei maini sau utilaj nu este un scop n sine, ci trebuie sa
fie n concordan cu cerinele reale ce decurg din scopul pentru care au fost create i realizate.
c) Concepia modular n construcia de maini
Potrivit acestei concepii, fiecare main sau utilaj, privit sistemic, este format prin
reunirea mai multor subsisteme (module) corespunznd fiecare unei anumite funciuni, component
a funciunii globale a mainii.
Anterior acestei concepii se considera c orice main, utilaj sau instalaie este alctuit din
subansamble distincte, cu o anumit funcionalitate n cadrul ansamblului. Fa de un subansamblu,
modulul satisface urmtoarele caracteristici suplimentare :
a) are un caracter de sine stttor, conferindu-i posibilitatea de a funciona independent i de
a fi testat independent;
b) are capacitatea de a-i ndeplini funciunea ntr-o mare varietate de condiii externe, deci
de a fi interconectat cu alte module n cadrul altor sisteme cu funcionalitate determinat. Din punct
de vedere al gradului de integrare ntr-o main sau utilaj cu o funcionalitate impus, modulele pot
fi: - cu funcii elementare: organe de asamblare rulmeni, componente electronice etc.
- cu funcii unitare: motoare termice sau electrice, reductoare, pompe etc.
- cu funcii complexe: sisteme de acionare, maini unelte, roboi industriali etc.
n general, cu cat modulele sunt mai apropiate de cele cu funcii elementare, cu att crete
capacitatea de utilizare a lor, iar sistemul format din acestea este capabil s acopere un domeniu mai
variat de funcionaliti.
Principalele avantaje ale concepiei modulare n construcia de maini sunt:
a) permite realizarea de noi tipuri de maini i utilaje cu minimum de elemente de noutate,
ceea ce conduce la micorarea timpului necesar modernizrii n construcia de maini.
b) permite inginerului proiectant s-i concentreze atenia asupra concepiei de ansamblu a
unei maini sau instalaii sau asupra optimizrii funcionrii acestora, fiind eliberat de o mare parte
de proiectare de rutin;
c) asigur posibilitatea introducerii mai rapide n fabricare i exploatare a unor maini cu
performane mbuntite, se asigur reducerea timpilor de montaj, se uureaz localizarea
defeciunilor.
d) Concepia de flexibilitate n construcia de maini
Flexibilitatea reprezint capacitatea unei maini de a se adapta la sarcini de producie diferite
dar compatibile. Cerina de flexibilitate este relativ nou n construcia sistemelor tehnologice de
prelucrare, fiind dictat de diversificarea rapid a pieselor prelucrate cerut de modernizarea
permanent i rapid a produselor industriale. Este de menionat faptul c, flexibilitatea i
productivitatea sistemelor tehnologice de prelucrare au elemente contradictorii. Astfel, la producia
de serie mare i de mas, productivitatea operaiilor tehnologice este o cerin primordial, ea fiind
superioar la sistemele rigide de fabricatie. La producia de serie mic i mijlocie, datorit
diversitii tipurilor i dimensiunilor pieselor fabricate, devine preponderent cerina de flexibilitate
a sistemelor tehnologice de prelucrare.
e) Tehnologicitate ridicat
Conform acestei cerine, o main sau un utilaj tehnologic, care corespunde tuturor
cerinelor anterioare, trebuie n acelai timp, s permit pentru realizarea ei, aplicarea celor mai
productive metode tehnologice cu consumuri energetice, de materiale i manoper sczute.
Noiunea de tehnologicitate a construciei are un caracter dinamic, ea modificndu-se odat
cu perfecionarea sistemelor tehnologice, cu schimbarea volumului producie, cu introducerea unor
noi tehnologii avansate, unor noi materiale, etc. Noiunea de tehnologicitate, are Deasemenea, un
caracter relativ, n sensul c dac, de exemplu, o main sau un utilaj are o construcie tehnologic
n condiiile unei producii individuale sau de serie mic, ea va apare ca mai puin tehnologic
pentru producia de serie mare i poate deveni chiar netehnologic pentru producia de mas.
28
f) Utilizarea optim a pieselor i subansamblurilor standardizate
Aceast cerin se poate identifica prin relaia:
t = N
s
/N ( 2.3)
unde N
s
este numrul de componente standardizate incluse n produs i N este numrul total
de componente. Cu ct indicatorul "t" are valoare mai mare, cu att produsul respectiv poate fi mai
uor adaptat pentru modernizri, "t" fiind din acest punct de vedere i o msur a nivelului tehnic al
produsului.
2.5. Prelucrabilitatea prin achiere a metalelor
2.5.1. Conceptul de prelucrabilitate
Prelucrabilitatea unui material poate fi privit din mai multe puncte de vedere, pentru fiecare
din ele putndu-se enuna o definiie. Astfel, dac ne intereseaz n primul rnd energia consumat,
se poate spune c un material este mai uor prelucrabil, dac pentru prelucrarea lui se consum o
cantitate mai mic de energie. n schimb, dac privim problema din punct de vedere al
productivitii, se poate aprecia c un material este mai uor prelucrabil, dac se pot prelucra un
numr mai mare de piese ntr-un anumit interval de timp dat.
Deoarece un proces de prelucrare trebuie s se desfoare n condiii optime din principalele
punctele de vedere, este necesar ca n definirea conceptului de prelucrabilitate s fie incluse toate
aspectele care conduc la un proces de achiere optim.
Avnd n vedere acest lucru, se poate considera c o definire exact a conceptului de
prelucrabilitate se poate face numai dac se ine cont de toate elementele care l determin. Astfel,
se poate afirma c un material are o prelucrabilitate mai bun fa de un alt material, dac:
- la prelucrarea cu aceeai scul achietoare i acelai regim de achiere se asigur o
durabilitate mai mare ,
- energia consumat pentru ndepartarea aceluea volum de material este mai mic,
- timpul de nlurare a aceluea volum de material cu acela consum energetic, este mai mic,
- precizia de prelucrare este mai mare,
- calitatea suprafeei prelucrate este mai bun,
- achiile au o form care permite evacuarea lor uoar.
Indiferent de modul cum se definete, prelucrabilitatea prin achiere a unui material, aceasta
este o noiune complex, deoarece nsui procesul de achiere este un proces complex n care
intervin numeroi factori care pot aciona direct sau indirect i a cror influen asupra
prelucrabilitaii trebuie bine stabilit.
Evidenierea legturii dintre prelucrabilitatea unui material i factorii care intervin n
procesul de achiere este facut n schema din figura 2.7[11]
Cunoatera i evaluarea prelucrabilitii unui material are ca urmare posibilitatea calculrii
anticipate a costului estimativ al prelucrarii, prin luarea n consideraie att a timpului necesar
achierii ct i a cheltuielilor legate de energia consumat, de construcia i exploatarea S.D.V.-
urilor i a mainilor-unelte.
2.5.2. Criterii de apreciere a prelucrabilitatii
Prelucrabilitatea materialelor este nfluenat de numeroi factori care au fost prezentai
sintetic n schema din figura 2.7 Aceasta face ca studiul prelucrabilitii s fie foarte dificil.
Dificultatea stabilirii prelucrabiliii unui material, cost i n faptul c aceasta nu poate fi msurat
i exprimat valoric, fiind o noiune complex datorit multitudinii de factori de care depinde.
Din punct de vedere teoretic, pentru a stabili prelucrabilitate unui material, ar trebui s se
considere nfluena tuturor factorilor care o determin i msura n care acetia contribuie direct sau
29
indirect la variaia ei. Datorit ns numrului mare de parametrii care ar trebui analizai precum i
datorit interdependenei complexe dintre ei, o astfel de analiz ar fi foarte laborioas i nu ar putea
s dea soluii optime aplicabile n procesul de prelucrare.
Fig 2.7
Din acest motiv, pentru aprecierea prelucrabiliii se poate reduce numrul parametrilor analizai la
cei care nfluenraz ntr-o msur mai mare Prelucrabilitatea materialelor i au o importan
practic major n procesul de achiere. Din acest punct de vedere prezint interes urmtorii
indicatori:[14]
-viteza de achiere corespunztoare unei anumite durabiliti a sculei achietoare,
durabilitate care s asigure costul minim sau productivitatea maxim a prelucrrii;
-rezistena la achiere, definit ca lucru mecanic necesar detarii unei uniti de volum de
achii (s-au fora raportat la seciunea achiei) indicator ce caracterizeaz aciunile mecanice la care
sunt supuse maina-unealt i scula n procesul de achiere.
De obicei se folosete mai des ca indicator, mrimea forei de achiere.
-calitatea suprafeei prelucrate (rugozitate i adncimea stratului ecruisat), indicator care are
o deosebit importan n cazul operaiilor de finisare;
-forma achiei i modul de detaare a acesteia, care prezint interes n cazul prelucrrilor pe
maini-unelte automate i la prelucrarea gurilor adnci.
SCULA ACHIETOARE
- materialul sculei;
- geometria prii active;
- starea de uzur;
MATERIALUL RELUCRAT
- procedeul de obinere;
- comoziia chimic i
caracteristicile fizico- mecanice i
tehnologice;
- structur;
PRELUCRABILIT
ATEA
PRIN
ACHIERE
PARAMETRII REGIMULUI
DE ACHIERE
-viteza de achiere;
-avansul sculei;
-adncimea de achiere;
PARAMETRII PROCESULUI
DE
ACHIERE
- procedeul de prelucrare;
- tipul operaiei;
-dinamica procesului de achiere;
- temperatura de achiere;
30
Indicatorii menionai se determin pe cale experimental, dar se pot lua n consideraie i
indicatorii care se pot determina analitic, cum ar fi:
-unghiul de forfecare, care se poate calcula cu diverse relaii, dintre care cea mai cunoscut
este ecuaia lui Marchant;
= +
4 2 2
(2.4)
n care este unghiul de frecare pe suprafaa de contact scul - achie iar este unghiul de
degajare al sculei;
-coeficientul de dispersie a cldurii k
1
,care este dat de raportul:
k
1
=
(2.5)
n care este conductivitatea termic i este densitatea materialului de prelucrat.
Acest coeficient este important n cazul prelucrrii oelurilor inoxidabile.
-coeficientul de absorbie al cldurii k
2
, dat de relaia:
k
2
= c (2.6)
unde c este cldura specific.
Studiul indicatorii lor determinai analitic este mai rapid i mai economic, dar acetia nu pot
reflecta condiiile concrete de achiere.
2.6. Principii generale de proiectare a proceselor tehnologice
2.6.1. Etapele necesare realizrii unui produs
Pentru realizarea unui produs de serie n construcia de maini, trebuiesc parcurse
urmtoarele activiti:
- stabilirea caracteristicilor produsului;
- studii de marketing;
- realizarea proiectului teoretic;
- realizarea proiectului de execuie;
- execuia prototipului;
- experimentarea prototipului;
- analiza i modificarea documentaiei;
- execuie seria 0 ;
- experimentri n exploatare;
- analiza comportrii i realizarea modificrilor constructive;
- realizarea proiectului final de execuie;
- pregtirea fabricaiei care cuprinde:
- proiectarea tehnologiei;
- proiectarea S.D.V - urilor;
- proiectarea utilajelor i mainilor speciale;
- proiectarea sistemelor de transport;
- execuia S.D.V.-urilor;
-omologarea echipamentului tehnologic realizat;
- omologarea tehnologiei de prelucrare prin achiere
- aprovizionarea
- omologarea tehnologiei de fabricaie;
- execuia n serie.
2.6.2. Metodica de proiectare a proceselor tehnologice de fabricare a mainilor
31
Procesul tehnologic reprezint documentul de baza ce sintetizeaz condiiile optime create
pentru a transforma semifabricatul ntr-o pies finit ale cror caracteristici sunt impuse de
ansamblul funcional din care face parte. ntocmirea unui proces tehnologic presupune rezolvarea
problemelor complexe ce apar n procesul de transformare a semifabricatului n pies finit i este
n principiu conturat de proiectantul piesei prin forma funcional-tehnologic impus, ct i prin
semifabricatul ales. Un proces tehnologic nu poate avea alt desfurare, dect aceea admis de
forma i caracteristicile piesei.
Proiectarea oricrui proces tehnologic trebuie subordonat unor cerine exprimate prin
urmtoarele criterii:
- criteriul tehnic, care impune realizarea produsului (semifabricat, pies, subansamblu, etc.)
corespunztor condiiilor tehnice prevzute n documentaia tehnic i tehnologic. Pentru
ndeplinirea acestui criteriu, procesul tehnologic proiectat trebuie s asigure volumul de producie
stabilit, n perioada planificat, n condiiile respectrii tuturor parametrilor de calitate impui
(precizie dimensional, de form, de poziie reciproc, de calitate a suprafeelor)
Pentru atingerea scopului exprimat prin criteriul tehnic, este necesar ca procesul tehnologic
proiectat s respecte urmtoarele condiii generale: s conin, ntr-o form i o exprimare sintetic,
clar i uor accesibil., toate informaiile necesare fabricrii produsului; coninutul su s fie
conceput astfel nct s elimine posibilitatea unor interpretri echivoce; s fie adecvat dotrii
tehnice i calificrii forei de munc existent n ntreprindere.
- criteriul economic, impune realizarea procesului tehnologic n condiii de eficien
maxim, respectiv, cu consumuri minime de materiale, energie i manoper. Aplicarea acestui
criteriu impune analiza tuturor variantelor de proces tehnologic care satisfac criteriul tehnic, i
dintre acestea, pe baza unor calcule de eficien economic, s se adopte varianta optim din punct
de vedere economic.
- criteriul social impune proiectarea unor procese care s asigure condiii ct mai bune de
munc. n acest scop, trebuie introduse msuri de mecanizare i automatizare a operaiilor, care s
elibereze omul de activitile obositoare.
Detaliile tehnice, organizatorice, economice etc, menite s materializeze tehnologia propus
piesei revin inginerului tehnolog, care va alege varianta optim de prelucrare din punctul de vedere
al criteriilor menionate, funcie de forma , mrimea i complexitate pieselor.
n concordan cu aceste cerine, proiectarea unui proces tehnologic nseamn rezolvarea
urmtoarelor probleme:
- stabilirea tipului de producie
- calculul lotului optim de piese n cazul produciei de serie;
- alegerea semifabricatului;
- determinarea structurii operaiilor i a secvenelor tehnologice de prelucrare
- alegerea mainilor unelte i a S.D.V.-urilor;
- alegerea schemelor de orientare i fixare i calculul erorilor de orientare i fixare;
-calculul adaosurilor de prelucrare i a dimensiunilor interoperaional;
- calculul regimurilor de lucru;
- calculul preciziei de prelucrare;
- stabilirea modului de reglare a sculei la cot;
- determinarea normei de timp;
- calculul coeficientului de ncrcare a utilajelor ;
- sincronizarea operaiilor procesului tehnologic;
- alegerea variantei optime de proces tehnologic;
- ntocmirea documentaiei tehnologice.
Aceast succesiune a etapelor de proiectare a proceselor tehnologice, are un caracter
general, putnd apare particulariti, mai ales n funcie de tipul produciei. De exemplu, la
32
producia individual, nu se pune problema determinrii lotului optim de piese, sau calcularea
adaosurilor de prelucrare.
2.6.3. Date iniiale necesare proiectrii proceselor tehnologice de prelucrare mecanic
Pentru realizarea oricrui produs se ntocmete un proiect care trebuie s conin toate
informaiile necesare fabricrii acestuia. n principal acest proiect trebuie s conin urmtoarele
elemente:
Borderoul de desene, care conine enumerarea desenelor care fac parte din proiect, respectiv:
denumirea reperului, numrul desenului, formatul fiecrui desen i numrul de plane pentru fiecare
desen. Borderoul de desene servete pentru identificarea desenelor i d indicaii orientative asupra
volumului proiectului.
Desenul de ansamblu, care conine toate vederile i seciunile necesare identificrii
subansamblurilor i nelegerea funcionrii produsului (main, dispozitiv, etc.)
Desenele subansamblurilor, trebuie s conin toate vederile i seciunile din care s poat fi
identificate toate piesele componente i rolul funcional al acestora. n acest scop trebuiesc indicate
ajustajele funcionale, cotele de legtur cu alte subansamble, particularitile de asamblare i alte
date funcionale.
Desenul de execuie al pieselor componente, este cel mai important document tehnic ce
conine toate datele referitoare la caracteristicile acesteia i care st la baza proiectrii procesului
tehnologic de fabricaie.
Desenul de execuie trebuie s conin urmtoarele :
- un numr suficient de vederi i seciuni din care s rezulte forma i rolul funcional al
acesteia
- cote, tolerante i condiiile tehnice de precizie a formei i poziie reciproc a suprefaelor
i axelor, stabilite n funcie de rolul funcional;
- rugozitatea (R
a
) pentru suprafeele funcionale i pentru cele nefunctionale;
- materialul piesei;
- tratamentul termic indicat;
- indicaii speciale: modul de finisare al unor suprafee funcionale, duritatea , rezistena la
uzur sau oboseal, etc.
Volumul de producie, reprezint numrul de piese care trebuiesc fabricate ntr-o perioad
determinat. Pe baza acestuia, se definete structura procesului tehnologic al unei piese i se
determin condiiile concrete de organizare a fabricaiei.
Numrul de piese i valoarea acestora determin i volumul cheltuielilor pentru dotri
suplimentare cu dispozitive i scule speciale.
Condiiile reale n care urmeaz s se desfoare procesul tehnologic, se refer la mainile
unelte existente, la utilajele pentru tratamente termice, calificarea muncitorilor, etc.
2.6.4. Documentaia tehnologic
Documentaia tehnologic servete la punerea n aplicare a procesului tehnologic de
prelucrare proiectat. Aceasta se stabilete n funcie de caracterul produciei, de tipul piesei
prelucrate, de dotarea cu maini unelte i S.D.V. uri, etc. n raport cu aceste elemente
documentaia tehnologic poate fi: fi tehnologic, plan de operaii sau fi de reglare.
Pentru aceste documente exist formulare normalizate la nivel naional sau de ntreprindere.
Fia tehnologic, se elaboreaz n cazul produciei de serie mic i unicat i cuprinde dou
categorii de informaii: generale i tehnologico-organizatorice.
Informaiile generale precizeaz urmtoarele date: ntreprinderea i secia unde se realizeaz
prelucrarea; numrul fiei tehnologice i al comenzii de lucru; denumirea i codul reperului;
33
materialul semifabricatului i masa acestuia; starea structural, produsul din care face parte reperul;
numrul de piese pentru care este valabil fia tehnologic; numele tehnologului i normatorului cu
semnturile acestora.
Informaiile tehnologico-organizatorice se refer la urmtoarelele date: enumerarea
operaiilor de prelucrare (asamblare, control,etc.) n ordinea execuiei acestora; maina unealt i
S.D.V.-urile pentru fiecare operaie n parte; indicaii tehnologice sumare (parametrii regimului de
achiere); numrul de piese prelucrate simultan; timpul normat, unitar i de pregtire ncheiere, etc.
Trebuie menionat faptul c fia tehnologic conine informaii la nivelul operaiei i nu la
nivelul prilor componente ale acesteia.
Un exemplu de formular de fi tehnologic este prezentat n figura 2.8
Planul de operaii (fig.2.9) este sinteza unui proces tehnologic detaliat n cele mai mici
amnunte i se folosete n producia de serie mare i de mas. n cadrul planului de operaii, fiecare
operaie este prezentat separat, pe o fil sau pe mai multe file i ofer executantului toate
informaiile necesare prelucrrii piesei la parametrii de calitate i precizie prescrii.
Informaiile generale din planul de operaii sunt aproximativ identice cu cele din fia
tehnologic.
Informaiile referitoare la operaii sunt mai amnunite i se refer la: schia operaiei;
enumerarea fazelor operaiei n ordinea succesiunii executrii acestora; S.D.V.-urile necesare pentru
fiecare faz i pentru ntreaga operaie; regimurile de achiere pentru fiecare faz; timpul normat
pentru fiecare faz n parte i pentru ntreaga operaie; nstruciuni tehnologice speciale, etc.
Totalitatea filelor operaiilor formeaz planul de operaii. Acesta este prins ntr-o copert pe
care se nscriu date de identificare.
Fig. 2.8
Fia de reglare se elaboreaz pentru prelucrarea pieselor pe mainile unelte semiautomate
i automate, convenionale sau cu comand numeric. Fiele de reglare sunt specifice fiecrui tip de
main unealt, dar n general sunt prezentate urmtoarele date: succesiunea fazelor de prelucrare,
poziia i ordinea de intrare a sculelor n lucru, regimurile de achiere, etc.
Nerespectarea celor trei documente este considerat o abatere de la disciplina tehnologic i
are ca urmare reducerea productivitii, majorarea cheltuielilor de fabricaie, scderea calitii, etc.
34
Fig. 2.9
2.7 Normele de munc
2.7.1 Clasificarea normelor de munc
La proiectarea proceselor tehnologice, pentru obinerea unei eficiene economice maxime,
trebuie s se realizeze consumuri de timp minime, att pentru fiecare operaie ct i la totalitatea
operaiilor de prelucrare ale unei piese. Pentru obinerea unor consumuri de timp minime n
procesul de prelucrare, este necesar ca aceasta s se desfoare pe baza unei munci normate.
Norma de munc reprezint cantitatea de munc care se stabilete unui executant, care are
calificare corespunztoare i lucreaz n ritm normal, pentru efectuarea unei operaii, lucrri sau
serviciu, n anumite condiii tehnico-economice precizate.
Normele de munc pot fi clasificate dup mai urmtoarele criterii:
1) Dup specificul activitii:
35
a - Norma de timp N
t
, este timpul stabilit unui executant, care are calificare
corespunztoare, pentru efectuarea unei uniti de produs, n condiii tehnice ale locului de munc,
precizate. Se exprim n [ore om/produs], [min. om/produs],etc.
b - Norma de producie N
p
- reprezint cantitatea de produse sau lucrri, stabilit a se
efectua ntr-o unitate de timp de ctre un executant, care are calificare corespunztoare i lucreaz
cu intensitate normal, n condiii tehnice ale locului de munc, precizate. Se exprim n [nr.
produse om/min.], [[Link] om/or], etc.
Relaia dintre cele dou norme este:
t
p
N
N
1
= (2.7)
c - Norma de servire, sau zona de servire se refer la locul de munc delimitat prin
dimensiunile sau nzestrarea lui, n care un executant i exercit atribuiile sau sarcinile de munc
b -Norma de personal - reprezint numrul de lucrtori, meseria (funcia) i nivelul de
calificare necesar pentru un executant colectiv ce lucreaz la un loc de munc complex sau pe o
linie tehnologic cu flux continuu.
2) Dup gradul de complexitate:
- norme elementare, care se refer la executarea unei singure
operaii elementare
- norme grupate, ce rezult din nsumarea mai multor norme elementare ale unor
operaii cu structuri diferite
3) Dup sfera de aplicare:
- norme locale, specifice unei singure uniti industriale
- norme unificate, care se aplic la nivelul mai multor
uniti industriale de acelai profil .
4) Dup stadiul de aplicare:
- norm de lucru provizorie, reprezint norma de lucru la un
moment dat, corespunztoare nivelului de nsuire a noilor condiii tehnico- organizatorice
oferite executantului. Aceast norm se poate stabili prin comparaie cu alte lucrri similare
executate anterior.
- norm de lucru definitiv
2.7.2 Structura normei tehnice de timp
Structura normei tehnice de timp este prezentat n figura 2.10
Timpul de pregtire ncheiere T
p
, este timpul necesar studierii documentaiei tehnologice,
pregtirii locului de munc pentru nceperea prelucrrii i apoi a aducerii lui la starea iniial.
Aceast component cuprinde urmtoarele activiti: primirea comenzii; studierea documentaiei
tehnologice; aducerea S.D.V.-urilor; controlul pieselor produse, etc. Acest timp se acor o singur
dat pentru ntreg lotul de piese. Se exprim n procente din timpul operativ.
Timpul operativ(efectiv) T
op
este format din timpul de baz i timpul auxiliar
T
op
= T
b
+ T
a
(2.8)
Timpul de baz T
b
reprezint timpul n care au loc modificrile cantitative i calitative ale
produsului i se realizeaz efectiv transformarea semifabricatului n pies finit.
Timpul auxiliar T
a
- este timpul n care nu se realizeaz achierea i are urmtoarele
componente: timpul de prindere i desprindere a semifabricatului; timpul pentru reglarea regimului
de achiere, schimbarea sculei, etc.; timpul pentru msurtori, la luarea achiilor de prob; timpul
pentru evacuarea achiilor; timpul pentru msurtori de control;
36
Fig. 2.10
Timpul de deservire tehnica T
dt
a locului de munc are dou componente:
Timpul de deservire tehnica T
dt
care include timpul pentru ungerea unor organe de maina,
realizarea unor reglaje constructive, ascuirea sculelor i schimbarea lor, etc.
Timpul de deservire organizatoric T
do
este timpul n care muncitorul asigur organizarea i
ntreinerea locului de munc, respectiv, predarea schimbului de lucru, predarea pieselor, curirea i
ungerea utilajului, etc.
Timpul de ntreruperi reglementare T
r
are dou componente:
Timpul de odihn i necesiti fiziologice T
on
Timpul pentru ntreruperi tehnologice i organizatorice T
to
este rezervat reglrii periodice a
utilajelor, nlocuirea unor materiale tehnologice care se uzeaz, etc.
2.7.3 Metode de determinare a normei tehnice de timp.
Norma tehnic de timp, pune n eviden utilizarea corect a forei de munc i a condiiilor
de dotare din ntreprindere. Pentru determinarea normei tehnice de timp se pot utiliza urmtoarele
metode:
a) Metoda analitic, care const n determinarea analitic a unor componente ale normei de
timp, iar pentru restul, fcndu-se o apreciere procentual.
Pentru o operaie sau faz oarecare, norma de timp se determin cu relaia:
on do dt a b
pi
t
T T T T T
n
T
N + + + + + = (2.9)
n care:
n - este numrul de piese din lot;
Timpul de baz se calculeaz cu relaii caracteristice fiecrui procedeu de prelucrare. De
exemplu, pentru strunjire, se folosete relaia:
i
l
s
p
n
str
l
b
t
=
.
(2.10)
unde: l
str.
- este lungimea suprafeei strunjite; n
p
- turaia piesei; s
l
avansul longitudinal i i-
numrul de treceri.
Timpul auxiliar t
a
se determin analitic, n cazul proceselor tehnologice mecanizate sau
automatizate, sau prin cronometrare, n cazul realizrii manuale a micrilor.
Timpul de deservire tehnic se d n normative prin procente K
1
% din timpul de baz:
T
dt
=
b
T
K
100
1
[min.] (2.11)
Timpul de deservire organizatoric se d n normative prin procente K
2
% din timpul efectiv:
37
T
do
=
e
T
K
100
2
[min.] (2.12)
T
on
- este timpul de odihn i necesiti fireti;
Acest timp se d tot n procente K
3
% din timpul efectiv:
T
on
=
e
T
K
100
3
[min.] (2.13)
Metoda analitic este o metod tiinific, pe baza ei putndu-se stabili norma de timp foarte
precis, pe baza calculului timpului fiecrui element al operaiei.
b) Metoda cronometrrii, const n determinarea prin cronometrare a timpilor care se repet
ciclic n cadrul operaiei. Aceast metod se utilizeaz n cazul produciei de serie mijlocie i mare
c) Metoda statistic, const n determinarea normei tehnice de timp prin nsumarea
algebric, conform procesului tehnologic de fabricaie, a unor timpi elementari acordai anterior la
desfurarea unor operaii, faze sau micri elementare, asemntoare celor determinate anterior la
alte piese similare. Se aplic numai n cazul produciei individuale sau de serie foarte mic,
deoarece este foarte subiectiv.
d) Metoda similitudinii (comparativ), const n determinarea normei de timp a unei piese,
avnd la baz norma tehnic de timp a unei piese asemntoare, dar de dimensiuni diferite.
38
CAPITOLUL 3
ALEGEREA SEMIFABRICATELOR FOLOSITE LA FABRICAREA PIESELOR
3.1. Consideraii generale
Prin alegerea corect a unui semifabricat, necesar realizrii unei piese, se nelege: stabilirea
formei i a metodelor de obinere a acestuia, stabilirea dimensiunilor, a adaosurilor de prelucrare, a
toleranelor i a duritii acestuia, astfel nct prelucrarea mecanic a piesei s se reduc la un numr
minim de operaii, reducndu-se astfel costul prelucrrilor.
n acest scop trebuie s se aib n vedere urmtorii factori mai importani:
- forma, complexitatea i dimensiunea piesei finale;
- procedeul tehnologic de obinere a semifabricatului ce se preteaz unui anumit material i
anumite dimensiuni i forme;
- materialul impus de condiiile de funcionare (rigiditate, rezisten la uzur, coroziune,
tratament termic etc.);
- precizia dimensional i calitatea suprafeelor nefuncionale
(care rmn neprelucrate);
-numrul de piese (volumul produciei)
Din punct de vedere al costului prelucrrii, forma i dimensiunile semifabricatului trebuie s
fie ct mai aproape de forma i dimensiunile piesei finite.
Dac gradul de apropiere al semifabricatului de piesa final este mai mare, scade volumul
prelucrrilor mecanice, dar crete costul semifabricatului. Aceste semifabricate sunt obinute prin
metode caracteristice produciei de serie mare, cum ar fi: matriare, turnare, sudare etc.
Cnd gradul de apropiere este mic, crete volumul prelucrrilor mecanice, dar scad
cheltuielile pentru obinerea semifabricatului. Aceste semifabricate sunt obinute prin: laminare,
forjare liber, etc.
Pentru alegerea metodei de obinere a semifabricatelor se fac urmtoarele recomandri:
- piesele cu form complex care nu sunt expuse unor sarcini cu oc sau la solicitri mari, se
pot executa de regul, din semifabricate turnate din font cenuie;
- piesele cu configuraie complex, care lucreaz n condiii grele i suport sarcini mari, se
execut din semifabricate turnate din oel;
- piesele din oel cu forme complexe i de dimensiuni mici, n cazul produciei de serie
mare, se recomand a fi turnate cu modele fuzibile, pentru a reduce volumul prelucrrilor prin
achiere;
- piesele care nu au o configuraie complicat i necesit un fibraj bun sub aspectul
continuitii i omogenitii, se recomand a se executa din semifabricate forjate sau matriate; (cele
matriate se folosesc de obicei n cazul produciei de mas)
- piesele cu form complex din aliaje neferoase, n cazul produciei de serie mare sau mas,
se recomand s se toarne n forme metalice;
- piesele de dimensiuni relativ mici i configuraie simpl care nu prezint diferene mari
ntre seciunile transversale, se vor executa din semifabricate laminate.
n tabelul 3.1 sunt prezentate sintetic caracteristicile generale ale principalelor metode i
procedee de obinere a semifabricatelor
n urma analizrii acestor recomandri, se poate ntmpla ca dou sau trei procedee s
ndeplineasc condiiile cerute, astfel c, trebuie luat o decizie pentru alegerea unuia din aceste
procedee. n acest scop, se pot calcula cheltuielile pentru obinerea semifabricatului i cu
prelucrrile mecanice de degroare, tiind c la finisare, manopera este aceeai, indiferent de modul
de obinere a semifabricatului.
Pentru calculul acestor costuri se pot utiliza urmtoarele relaii:
a) pentru costul unui semifabricat laminat:
39
C
1
= m
1
C
ml
+ s T
1
(1+
100
R
) (3.1 )
b) pentru costul unui semifabricat forjat liber:
C
1
= m
2
C
ml
+ C
f
(1+
100
1
R
) + s T
2
(1+
100
R
) ( 3.2)
c) pentru costul unui semifabricat matriat
C
4
= m
4
C
ml
+ C
m
(1+
100
1
R
) +
n
P
+ s T
4
(1+
100
R
) ( 3.3)
d) pentru costul unui semifabricat turnat:
C
4
= m
4
C
l
+ S(1+
100
2
R
) +
n
P
m
+ s T
4
(1+
100
R
) ( 3.4)
n care: m
1
, m
2
, m
3
sunt masele de laminat [kg]; m
4
mas de metal lichid [kg]; C
ml
costul
unui kg. de laminat; [lei/kg.]; C
l
- costul unui kg. de metal lichid; [lei/kg.]; s salariul muncitorului
[lei/or]; T
1
, T
2
, T
4
, T
4
timpii consumai la prelucrrile de degroare, [ore]; R regia seciei de
prelucrri mecanice, [%] (R=150%200%); C
f
costul operaiilor de forjare, [lei]; R
1
regia seciei
de forj (R
1
=200%400%); C
m
costul operaiunilor de matriare[lei]; P - preul matriei; n -
numrul de piese executate pn la deteriorarea matriei, sau volumul produciei, dac acesta este
mai mic; S- suma cheltuielilor cu turnarea [lei]; R
2
- regia seciei de turnare [%] (R
2
=
250%450%); P
m
preul modelelor i cutiilor de miezuri [lei]
3.2 Tipuri de semifabricate utilizate la fabricarea pieselor
3.2.1. Semifabricatele obinute prin deformare plastic
a) Semifabricate laminate - sunt utilizate la fabricarea pieselor de tip arbore, mici i mijlocii,
cu variaii mici de seciune, precum i la fabricarea pieselor complexe, ce se nscriu n dimensiunile
laminatelor standardizate.
b) Semifabricate forjate liber - sunt destinate fabricrii pieselor de dimensiuni mari i foarte
mari (sute de tone) i de form simpl.
c) Semifabricate matriate - se pot utiliza pentru realizarea unor piese de pn la 1-2 t, de
forma simpl i simetric fa de suprafaa de separaie, de preferin plane, cu coniciti egale, raze
de racordare mari, etc.
Comparat cu forjarea, matriarea permite obinerea unor semifabricate cu adaosuri de
prelucrare mai mici.
d) Semifabricate tanate - se utilizeaz la obinerea pieselor din table, benzi etc.
3.2.2. Semifabricate obinute prin turnare
Se folosesc pentru obinerea unor piese de forme, n general complicate, ntr-o gam foarte
larg de dimensiuni i greuti. Pentru ca un aliaj s poat fi folosit la executarea unor piese turnate,
el trebuie s aib proprieti bune de turnare (s fie suficient de fluid la temperatura de turnare, s
umple bine forma dup solidificare, s aib un coeficient mic de contracie dup solidificare, s nu
prezinte poroziti i alte defecte).
Dac se ia ca baz preul de producie al unei piese turnate din font cenuie 1, preul de
producie la alte materiale turnate va fi aproximativ: 1,1 la font modificat; 1,4 la fonta maleabil;
1,8 la oel carbon; 2,5 la oelul slab aliat; 4 la aliaje neferoase; 6-8 la oeluri nalt aliate.
3.2.3. Semifabricate sudate
Obinerea semifabricatelor prin sudare se practic n general, n cazul pieselor de dimensiuni
mari i forme complicate. Elementele componente ale unui semifabricat sudat se pot fabrica la
rndul lor prin laminare, forjare, turnare. Semifabricatele sudate asigur o economie de metal de 20 -
40 %, creterea productivitii, reducerea costurilor permit realizarea unor mbinri dintre oeluri cu
caliti diferite, putndu-se obine astfel acoperiri cu straturi dure, rezistente la coroziune sau la
uzur. Sudarea se poate folosi nu numai la realizarea semifabricatului, ci i ca operaie intermediar
a procesului tehnologic.
Elementele din care se realizeaz semifabricatele sudate, pot fi i neprelucrate mecanic,
parial prelucrate sau prelucrate complet.
3.2.4. Alte tipuri de semifabricate
n afar de categoriile de semifabricate prezentate, n prezent se mai utilizeaz semifabricate
din pulberi metalice sinterizate, materiale plastice, cauciuc etc.
3.3. Tehnologicitatea pieselor
Tehnologicitatea, este nsuirea (caracteristica) unei piese, prin care aceasta, se poate
executa cu consumuri minime de materiale i manoper.
Forma i dimensiunile unei piese sunt determinate, n principal, de condiiile de funcionare.
Pentru acelai condiii funcionale se pot realiza diverse variante constructive, dar proiectantul
trebuie s asigure, prin forma adoptat, prelucrarea cea mai uoar i cu un pre minim.
Complexitatea procesului de prelucrare mecanic, depinde de forma piesei, deoarece, n
funcie de poziia, complexitatea i precizia impus suprafeelor supuse prelucrrii, se pot utiliza, n
anumite condiii de eficiena, anumite procedee de prelucrare.
Acea form a piesei care poate ndeplini rolul funcional i care se poate obine n urma celui
mai simplu proces tehnologic de prelucrare, se definete ca forma funcional-tehnologic.
n tabelul 3.2 sunt date cteva exemple de forme tehnologice i netehnologice. [18]
n cazul fabricaiei unei maini sau utilaj, tehnologicitatea acesteia se poate stabili cu
ajutorul urmtorilor indicatorii tehnico-economici mai importani:
- masa mainii sau utilajului, m, a diverselor variante constructive cu aceleai performane
tehnico-economice;
- gradul de utilizare al materialului = m/m
c
n care m
c
reprezint masa materialului
consumat pentru fabricarea mainii;
- gradul de unificare al pieselor
p
=(n
t
n
r
)/n
t
, n care n
r
reprezint numrul de repere
distincte i n
t
, numrul total de piese ale mainii;
- gradul de standardizare (normalizare) a pieselor = n
ps
/n
p
, n care n
p
este numrul total
de piese ale mainii, iar n
ps
,numrul de piese standardizate;
- volumul de munc pentru fabricarea mainii
=
=
n
i
i
T T
1
, n care T
i
este norma tehnic de
timp pentru fabricarea unei piese oarecare.
Tabelul 3.2
CAPITOLUL 4
CALCULUL ADAOSURILOR DE PRELUCRARE I A DIMENSIUNILOR
INTERMEDIARE
4.1. Calculul adaosului de prelucrare
Determinarea valorii optime a adaosului de prelucrare are o deosebit importan tehnico-
economic la elaborarea proceselor tehnologice de prelucrare mecanic a pieselor. Valoarea
adaosurilor de prelucrare trebuie s fie astfel stabilit nct, n condiii concrete de fabricaie, s
asigure obinerea preciziei i calitii prescrise a pieselor, la un cost minim.
Dac adaosurile de prelucrare sunt prea mari, se mrete consumul de metal, sunt necesare
faze i operaii suplimentare, se mrete consumul de scule achietoare, cresc consumurile de
energie electric, etc. n consecin piesele finite se obin la costuri mai ridicate.
Dac adaosurile de prelucrare sunt prea mici, nu se pot ndeprta complet defectele de la
prelucrrile precedente.
4.1.1 Structura adaosului de prelucrare
Adaosul de prelucrare este stratul de material care se ndeprteaz de pe o suprafa a piesei
n scopul obinerii suprafeei finite.
Adaosul de prelucrare poate fi de dou feluri:
- total (A
pt
) - care este diferena dintre dimensiunile semifabricatului i a piesei finite i este
suma adaosurilor intermediare
- intermediar ( A
pi
) car se ndeprteaz la executarea unei faze sau operaii.
Adaosurile intermediare pot fi la rndul lor, de degroare sau de finisare.
Adaosul de degroare cuprinde cea mai mare parte a adaosului total. Prin ndeprtarea
adaosului de degroare, semifabricatul este adus la o form foarte apropiat de piesa finit.
Adaosul de finisare este necesar realizrii preciziei prescrise piesei prelucrate.
Adaosul de degroare A
d
dat de relaia:
A
d
=A
STAS
a
f
(4.1)
Din punct de vedere al modului de dispunere, adaosurile de prelucrare pot fi:
- simetrice, n cazul suprafeelor interioare i exterioare de revoluie sau frontale, (fig. 4.1.
a,b,)
- asimetrice, n cazul suprafeelor plane ( fig. 4.1. c, d )
a b c d
Fig. 4.1
Pentru a se putea elimina toate erorile de prelucrare de la operaiile precedente i cea
curent, adaosul intermediar trebuie s aib o valoare mai mare dect suma tuturor abaterilor
acumulate, care reprezint adaosul de prelucrare intermediar minim (A
min.
)
Valoarea adaosul de prelucrare intermediar minim pentru operaia curent,(A
c min.
) (fig. 4.2.
)[1] i este dat de relaia :
A
c min.
=
oc ac p dp zp
S R + + + + (4.1.)
Fig.4.2
unde:
R
zp
- nlimea medie a rugozitii de la operaia precedent;
S
dp
- adncimea stratului superficial degradat la operaia precedent i care este format din:
incluziuni, crusta dur, strat decarburat i de oxizi (forjare) sau este ecruisat (achiere);
s
- este suma vectorial a erorilor spaiale obinute n operaia precedent;
ac
- sunt erorile de aezare, datorate neuniformitilor suprafeelor de aezare;
oc
- sunt erorile de orientare la fixarea pieselor pe main unealt sau n dispozitiv;
p
- sunt erori plane obinute la operaia de prelucrare precedent.
nlimea medie a rugozitii (R
zp
) pentru prima operaie de prelucrare, este cea a
semifabricatului, iar pentru urmtoarele operaii, este cea din operaia precedent.
Pentru a reduce valoarea rugozitii la semifabricatele forjate sau turnate, se vor folosi
matrie sau modele bine finisate i amestecuri de formare cu granulaie fin.
Adncimea stratului superficial degradat (S
dp
) din operaia precedent este format din:
incluziuni de nisip sau crusta dur rezultat din turnare sau o sablare necorespunztoare, dintr-un
strat decarburat i de oxizi, la piesele forjate.
Pentru a micora uzura abraziv a sculei achietoare, adncimea de achiere trebuie s fie
mai mare dect grosimea crustei dure.
La operaiile de prelucrare mecanic, suprafaa prelucrat prezint un strat degradat datorit
ecruisrii, a arderii sau datorit microfisurilor. La operaiile de finisare se va adopta un regim de
achiere din care s rezulte numai stratul ecruisat care are o duritate superioar restului materialului.
Valorile uzuale ale stratului degradat sunt cuprinse ntre 0,5 - 4 mm.
Erorile spaiale (
s
) se datoresc abaterilor de la poziie ale suprafeelor de prelucrat fa de
bazele tehnologice. n aceast categorie intr: necoaxialitatea suprafeei exterioare (aleas ca baz
tehnologic) cu alezajul de prelucrat la piesele de tip buc, cilindri, discuri etc.; necoaxialitatea
treptelor unui arbore fa de fusurile alese ca baze tehnologice sau fa de axa gurilor de centrare,
neperpendicularitatea suprafeelor plane frontale, fa de axa suprafeei cilindrice de orientare a
semifabricatului, etc. Erorile spaiale mai apar datorit deformrii semifabricatelor forjate sau
turnate, datorit tratamentului termic, precum i datorit erorilor geometrice ale mainilor unelte pe
care se execut operaiile de prelucrare.
Erorile de aezare (
ac
) apar datorit faptului ca la instalarea semifabricatului n dispozitiv
sau pe main unealt, acesta nu ocup o poziie bine determinat i invariabil la toate
semifabricatele din lot, fa de scula achietoare. Cauza cea mai frecvent o constituie impuritile
de pe suprafeele n contact.
Erori de orientare (
oc
) depind de sistemul de orientare al piesei n dispozitivul utilizat.
Abaterile spaiale reprezint vectori deoarece au o direcie i un sens ct i o valoare
numeric.
Adaosul de prelucrare intermediar minim nu are o valoare bine determinat, deoarece
dimensiunile intermediare se realizeaz cu tolerane corespunztoare preciziei de prelucrare pentru
cele dou operaii, curent i precedent. Astfel, adaosul de prelucrare ndeprtat este cuprins ntre
valoarea minim A
c min.
i valoarea maxim A
c max.
Determinarea adaosurilor de prelucrare este strns legat de calculul dimensiunilor
intermediare i ale dimensiunilor semifabricatului. Stabilirea valorilor adaosurilor de prelucrare,
permit determinarea masei semifabricatului, a costurilor de materiale, a regimurilor de achiere i a
normelor de timp pentru operaiile de prelucrare mecanic.
4.1.2. Metode de determinare a adaosurilor de prelucrare
a) Metoda experimental - statistic
Prin aceast metod, adaosurile de prelucrare se stabilesc cu ajutorul unor standarde,
normative sau tabele alctuite pe baza experienei uzinelor sau institutelor de cercetare, precum i
pe baza unor date statistice. Folosirea acestei metode, scurteaz timpul de proiectare tehnologic,
ns nu prezint garania ca adaosurile stabilite n acest mod sunt minime pentru condiiile concrete
de prelucrare. Se utilizeaz n producia individual i de serie mic
b) Metoda de calcul analitic
Aceast metod se bazeaz pe analiza factorilor care determin mrimea adaosului i
stabilirea elementelor componente ale acestuia pentru condiiile concrete de efectuare a diferitelor
operaii tehnologice. De asemenea permite evidenierea posibilitilor de reducere a consumurilor
specifice de material i a volumului de munc, precum i determinarea dimensiunilor intermediare
optime la toate operaiile, i asigur un numr minim de operaii i faze.
n comparaie cu valorile adaosurilor determinate experimental, calculul analitic poate
conduce la economii de 10 - 15% din masa net a piesei.
Metoda de calcul analitic se recomand s fie utilizat n special n cazul produciei de mas
i de serie mare i mijlocie.
Calculul analitic al adaosurilor de prelucrare se efectueaz numai dup stabilirea succesiunii
operaiilor cu precizarea procedeului de obinere a semifabricatului i a sistemului de orientare i
fixare.
Analitic, adaosul de prelucrare minim se calculeaz cu relaiile din tabelul 4.1.[1]
Valoarea maxim A
c max.
precum i cea nominal se poate calcula cu relaiile:
2 A
c max
= 2 A
c mn
+ T
p
+ T
c
[mm] (4.2)
2 A
c nom.
= 2 A
c mn
+ T
p
[mm] (4.3)
n care T
p
i T
c
sunt toleranele obinute la operaia precedent ,respectiv cea curent.
Tabelul 4.1.
Nr.
Tipul prelucrrii Relaia de calcul
Prelucrarea suprafeelor
cilindrice interioare i
exterioare
2A
cmin
= ( )
2 2
2 2
s p dp zp
S R + + +
Prelucrarea simultan a
suprafeelor plane
2A
cmin
= 2(R
zp
+S
dp
+
p
+
s
)
Prelucrarea unei suprafee
plane
A
cmin
= R
zp
+S
dp
+
p
+
s
Prelucrarea ntre vrfuri 2A
cin
= 2(R
zp
+S
dp
) +2
p
Alezarea, broarea 2A
cmin
= 2(R
zp
+S
dp
)
Supernetezirea, honuirea,
lepuirea
2A
cin
= 2R
zp
4.2. Calculul dimensiunilor intermediare
Dimensiunile intermediare sau interoperaionale sunt dimensiunile pe care le capt n mod
succesiv suprafeele piesei, la diferite faze i operaii de prelucrare prin achiere, ncepnd de la
semifabricat pn la piesa finit. Acestea sunt dimensiuni cu caracter tehnologic i se nscriu n
documentaia de fabricaie, respectiv n planele de operaii sau fiele tehnologice.
Pe baza dimensiunilor intermediare se proiecteaz dispozitivele pentru prelucrri pe
mainile unelte, verificatoarelor de tipul calibrelor, se stabilesc dimensiunile sculelor achietoare la
operaiile succesive de prelucrare a gurilor (burghie, lrgitoare, etc.). Dimensiunile calculate ale
semifabricatelor, servesc la proiectarea matrielor, modelelor pentru execuia formelor de turnare.
Calculul dimensiunilor intermediare i ale semifabricatului se face pe baza adaosurilor
minime calculate, pornind de la dimensiunile piesei finale ctre dimensiunile semifabricatului, adic
n sens invers desfurrii procesului tehnologic, avnd la baz adaosurile intermediare minime
calculate.
Dispunerea adaosurilor de prelucrare intermediare este diferit n funcie de metoda de
obinere a dimensiunilor (metoda trecerilor de prob sau reglarea cu piese de prob )
Dimensiunile nominale pentru fiecare din fazele prelucrrii unei suprafee, n cazul
prelucrrii prin treceri de prob, se iau astfel:
- pentru suprafeele cilindrice exterioare, dimensiunea nominal se ia egal cu dimensiunea
maxim, cmpul de toleran fiind dispus n minus fa de dimensiunea nominal, astfel, executantul
atinge la prelucrare mai nti valoarea nominal a dimensiunii i apoi urmeaz cmpul de toleran,
n acest fel reducndu-se la minim apariia rebutului irecuperabil.
- pentru suprafeele cilindrice interioare, dimensiunea nominal se ia egal cu dimensiunea
minim, dispunerea cmpului de toleran fiind n plus fa de dimensiunea nominal. i n acest
caz, n timpul prelucrrii, se atinge mai nti dimensiunea nominal.
4.2.1 Calculul dimensiunilor intermediare pentru suprafee cilindrice exterioare.
Modul de dispunere a adaosurilor de prelucrare intermediare pentru suprafeele cilindrice
exterioare, cnd obinerea dimensiunilor se face prin treceri de prob este ndicat n fig.4.3 [1]
Fig. 4.3.
Dac se consider un proces tehnologic format dintr-o operaie de strunjire 1 i de rectificare
2 (sau strunjire de finisare) (fig.4.4), dimensiunea intermediar rezultat dup operaia de strunjire
este :
d
1 max
= ( d
p
+ 2A
c min. 2
+ T
1
) (4.3)
sau:
d
1 max
= ( d
p
+ 2A
p nom. 2
)
(4.4)
unde: d
p
- este diametrul final al piesei prelucrate ;
T
1
- este tolerana piesei la operaia 1
Dimensiunea semifabricatului se determin cu relaia:
d
s nom
= ( d
p
+ 2A
c min. 1
+ 2A
cmin 2
+ T1 + a
i
) (4.5)
Pentru o suprafa ce comport noperaii de prelucrare, relaia (4.5) devine:
d
s nom
= [ ( d
p
+ 2 A
c1 min
+ 2A
c2 min
.. .+2A
c n min
) + (T
1
+ T
2
+ ..T
n-1
)+ a
i
]
(4.6)
4.2.2. Calculul dimensiunilor intermediare pentru suprafee cilindrice interioare
Pentru suprafeele cilindrice interioare, calculul adaosurilor de prelucrare i a dimensiunilor
intermediare se face ca i la suprafeele cilindrice exterioare, respectnd sensul de calcul.
Modul de dispunere a adaosurilor de prelucrare intermediare pentru suprafeele cilindrice
interioare este reprezentat n fig. 4.4 [1]
Fig.4.4.
Pentru operaia de strunjire 1 a suprafeei interioare, dimensiunea intermediar se calculeaz
cu relaia :
D
1 min
= [ D
p
- ( 2A
c min 2
+ T
1
)] [ mm ] (4.7)
sau:
D
1 min
=
( D
p
- 2A
c nom
) [ mm ] (4.8)
Dimensiunea semifabricatului se determin cu relaia :
D
s nom
= [ D
p
- ( 2A
c min 2
+ 2A
c min 1
+ T
1
+ A
s
)] [ mm ] (4.9)
Pentru o suprafa prevzut cu n operaii, relaia de calcul a dimensiunii semifabricatului
este:
D
s nom
= [D
p
- 2( A
c1 min
+ A
c 2 min
...+ A
c n min
) + T
1
+ T
2
...+ T
n-1
+ A
s
] [mm]
(4.10)
CAPITOLUL 5
ORIENTAREA I FIXAREA PIESELOR PE MAINILE UNELTE
5.1. Baze i sisteme de baze pentru orientarea semifabricatelor
Pentru a putea prelucra o suprafa la parametrii de precizie impui, este necesar ca
semifabricatul (piesa) s se poziioneze n sistemul tehnologic main unealt dispozitiv scul
pies (MU-D-S-P), astfel nct suprafaa sau suprafeele ce urmeaz a fi prelucrate s se suprapun
peste traiectoriile tiurilor principale ale sculelor.
Prin orientarea semifabricatelor (bazare) pe maina unealt, se nelege deci, operaia de
stabilire a poziiei elementelor semifabricatului (suprafee, axe, plane de simetrie) fa de traiectoria
sculei achietoare, n vederea generrii suprafeelor piesei.
Baze sunt acele elemente geometrice ale piesei care servesc la stabilirea poziiilor reciproce
ale altor elemente geometrice ale piese considerate, sau cu elementele geometrice ale altor piese
dintr-un subansamblu.
n funcie de modul n care sut utilizate, bazele pot fi de mai multe feluri:
a) Bazele de cotare, sunt elemente geometrice ale pieselor n funcie de
care se determin, prin dimensiuni liniare i unghiulare, poziia altor elemente geometrice
ale pieselor.
b) Bazele de orientare sunt constituite din elemente ale dispozitivelor de orientare i
fixare(reazeme), pentru a orienta semifabricatele.
c) Bazele tehnologice sunt elemente geometrice ale pieselor care, aduse n contact cu bazele
de orientare ale dispozitivelor de orientare i fixare, definesc poziia relativ a acestora n raport cu
scula achietoare i cu traiectoriile micrilor de generare, n procesul de prelucrare prin achiere.
Dac bazele tehnologice coincid cu bazele de cotare, atunci se numesc baze tehnologice
principale. Celelalte baze tehnologice sunt secundare.
Dac pentru un anumit scop, sunt utilizate dou sau mai multe baze, acestea detrmin un
sistem de baze.
In exemplul din fig. 5.1,[21] poziia canalului de pe pies este determinat de cotele a, b i c
fa de bazele A, A
1
si A
2
, baze care formeaz sistemul de baze de cotare.
Orientarea piesei pe maina unealt se face folosind suprafeele bazele) A
3
, A
1
si A
5
(prin
elementele 1, 2 si 3), care constituie sistemul de baze de orientare.
Fig.5.1
Se constat ca n cele dou sisteme, numai elementul A
1
este comun i prin urmare, poziia
axei canalului este determinat direct.
La orientarea suprafeelor de prelucrat, se poate porni direct sau indirect de la condiiile de
funcionalitate ale piesei. Atunci cnd orientarea suprafeelor de prelucrat se determin direct, bazele
de cotare se suprapun cu cele de orientare, caz n care orientarea se face fr erori.
In cazul determinrii indirecte, ca baz de orientare se folosesc alte elemente geometrice ale
piesei, iar orientarea este nsoit de erori.
5.1.1 Baze i sisteme de orientare pentru piese paralelipipedice
n cazul pieselor paralelipipedice, constituite numai din suprafee plane, sistemul de baze de
cotare poate fi constituit n general, din una, dou sau trei baze. Astfel, pentru prelucrarea prin
rabotare, frezare sau rectificare a suprafeei A
0
(fig. 5.2), [21] cu respectarea cotei h i a
paralelismului dintre suprafeele A i A
0
, este necesar, dar i suficient, o singur baz de orientare,
respectiv baza de aezare constituit din reazemele 1, 2 i 3, care determin planul Q. Prin contactul
piesei cu aceste reazeme, sunt legate gradele de libertate de care dispune suprafaa A
0
n raport cu
suprafaa A, respectiv: translaia n lungul axei OZ i rotaiile n jurul axelor OY i OX.
Translaia i rotaia piesei n planul Q nu modific condiiile de realizare a cotei h i a
paralelismului celor dou suprafee.
Fig.5.2 Fig. 5.3
Pentru prelucrarea prin frezare sau rabotare a suprafeelor A
o
i A
o
a piesei din fig.5.3,[21]
cu respectarea cotelor h i b i a paralelismului suprafeelor A
0
cu A i A
0
cu A
1
, este necesar i
suficient, un sistem de orientare, format numai din dou baze:
a) baza de aezare [ ] determinat de reazemele 1, 2 si 3 care formeaz planul Q.
b) baza de ghidare [ ] format din reazemele 4 si 5, care determin dreapta . Aceast
baz preia dou grade de libertate: o translaie ( n lungul axei OY ) i o rotaie ( n jurul axei OZ).
Cele dou baze de orientare, sunt determinate pe pies de suprafeele A i A
1
. i n acest
sistem de orientare se observ c, numrul cotelor liniare i unghiulare prin care sunt legate cele
dou suprafeele de prelucrat n sistemul bazelor de cotare, este egal cu numrul gradelor de
libertate care sunt legate n sistemul de orientare.
In cazul cnd trebuiesc preluate toate cele ase grade de libertate, se va folosi a treia baz de
orientare, care trebuie s mai lege un singur grad de libertate (translaia pe direcia axei OX), numit
baz de sprijin [ ]
5.1.2 Baze i sisteme de baze pentru piese cilindrice lungi
Orientarea acestor categorii de piese se face prin sistemele de baze determinate de suprafee
cilindrice exterioare, interioare i plane frontale n figura 5.4 [21] este reprezentat sistemul de baze
de orientare pentru prelucrarea unui canal de pan pe toat lungimea piesei
Fig.5.4
Bazele care alctuiesc sistemul de orientare pentru suprafeele exterioare sunt:
a) Baza dubla de ghidare [ ] formata din reazemele 1, 2, 3 si 4, care determin
generatoarele
1
, respectiv
2
. Aceast baz preia patru grade de libertate (dou translaii pe
direcia axelor OY si OZ, dou rotaii n jurul axelor OY si OZ ).
Baza de sprijin se poate folosi i pentru orientarea unghiular, atunci cnd este necesar s se
preia i rotirea n jurul axei proprii.
In dispozitivul de orientare, baza dubl de ghidare este materializat de suprafeele nclinate
ale unei prisme normale. (Fig.5.5)
Fig. 5.5 Fig.5.6
Dac este necesar s se preia i al aselea grad de libertate (n situaia n care canalul de pan
ar avea lungimea mai mic dect piesa), se va folosi a treia baz care va prelua un singur grad de
libertate ( deplasarea pe direcia OX ), numit baz de sprijin.
Pentru suprafeele cilindrice interioare se folosete n principal o baz dubl de centrare
[ ], materializat de suprafaa exterioar a unui dorn i care preia patru grade de libertate (dou
rotaii i dou translaii ) figura 5.6
Pentru orientarea pieselor pe suprafeele cilindrice lungi, se folosesc foarte des sistemele de
orientare autocentrante, cu ajutorul crora se pot lega patru grade de libertate (2 rotaii i 2
translaii). In plus, prin deplasarea radial simultan a celor trei bacuri se realizeaz contactul pe
trei generatoare i suprapunerea astfel a axei geometrice a piesei
p
cu axa de rotire
m
a mandrinei
( fig. 5.7) [21]
Fig. 5.7
5.1.3. Baze si sisteme de orientare pentru piese cilindrice scurte
In cazul pieselor cilindrice scurte exterioare, sistemul de orientare poate fi format din
urmtoarele baze (fig.5.8):
a) Baza de aezare determinat de reazemele 1, 2 i 3, care determin un plan Q. Aceasta
baz leag trei grade de libertate ( 2 rotaii i o translaie ).
b) Baza de centrare ( ) determinat de reazemele 4 i 5 materializate n dispozitivul de
orientare de feele nclinate ale unei prisme nguste (fig.5.9)[21] Aceast baz leag 2 grade de
libertate ( 2 translaii ).
c) Baza de sprijin, determinat de un reazem, care leag un grad de libertate (rotirea n jurul
axei piesei ), atunci cnd este necesar i o orientare unghiular.
Fig. 5.8
In dispozitiv, sistemul de orientare este materializat de o plac de rezemare frontal i o
prism (fig.5.9), sau de un dorn scurt i o baz de aezare format de umrul acestuia (fig. 5.10b)
sau de sisteme autocentrante (fig.5.10 a i c)
Fig.5.9
a b c
Fig.5.10
5.1.4. Baze i sisteme de orientare pentru suprafee conice
Pentru orientarea pieselor pe suprafee conice lungi, se folosete o baza dubl de centrare i
sprijin determinat de o suprafaa conic lung, care leag cinci grade de libertate (fig. 5.11 a)
Dac suprafaa conic folosit pentru orientare este scurt, aceasta reprezint o baz
simpl de centrare i de sprijin i leag numai trei grade de libertate (fig.5.11b)
a b
Fig.5.11
Un caz particular de orientare a pieselor pe suprafee conice, l reprezint orientarea pe
guri de centrare (fig.5.12). In acest caz, pentru orientare se folosete o baz dubl de centrare i
sprijin ( ) i o baz simpl de centrare ( ) materializate de 2 vrfuri de centrare.
a b c
Fig.5.12
Gurile de centrare sunt cele mai corecte suprafee tehnologice (n afara celor principale) la
prelucrarea arborilor mici i mijlocii. Forma i dimensiunile gurilor de centrare sunt indicate n
STAS 1361-82 ( fig.5.12 )
Forma A (fig. 5.12.a) este utilizata la prelucrarea arborilor mici i mijlocii cu precizie
obinuit, cnd nu este necesar recentrarea arborelui naintea operaiilor de finisare.
Forma B (fig.5.12.b) este utilizat la prelucrarea arborilor mijlocii i mari, cnd este necesar
recentrarea lor naintea operaiei de finisare i cnd se impune ca gaura de centrare s rmn pe
arbore n vederea verificrii i recondiionrii .
Forma R (fig.5.12.c) se recomand la prelucrarea arborilor conici prin metoda deplasrii
ppuii mobile, cnd cele dou vrfuri de centrare rmn paralele, dar nu pe aceeai ax.
Modul de utilizare a gurilor de centrare este indicat n figura 5.13
Fig.5.13
5.2. Calculul erorilor de orientare
5.2.1. Calculul erorilor de orientare admisibile
Eroarea total rezultat n procesul de prelucrare este funcie de mai muli factori a cror
influen se face prezent nainte, n timpul i dup prelucrare. Eroarea total poate fi exprimat cu
relaia general:[19]
( ) ( ) ( ) ( )
2 2 2 2
c c p p s s o o T
K K K K + + + = (5.1)
n care:
o
= eroarea de orientare
s
= eroarea de fixare
p
= eroare de prelucrare
c
= eroare de control ( msurare )
K
o
, K
s
, K
p
, K
c
sunt coeficieni ce caracterizeaz curbele de distribuie a erorilor respective.
Folosind relaia (5.1) i tiind c eroarea total trebuie s fie mai mic sau egal cu tolerana
prescris, se poate determina eroarea de orientare admisibil.
( ) ( ) ( )
o
K
c c
K
p p
K
s s
K T
a
o
2 2 2
+ +
(5.2)
In cazul cnd toate erorilor au o distribuie normal de frecven, atunci coeficienii sunt
egali cu unitatea, i relaia (5.2) devine:
( )
2 2 2 2
c p s
a
o
T + + (5.3)
Influena erorilor
s
,
p
si
c
se poate prezenta global prin aa numita precizie medie
economic ( ) astfel c relaia 5.3 devine:
T
a
o
(5.4)
unde:
= ( )
3
1
2
1
T (5.5)
nlocuind aceast relaie n relaia 5.5, rezult:
a
o
( )
3
1
2
1
T (5.6)
[Link] erorilor de orientare reale
Erorile de orientare reale se datoreaz nesuprapunerii bazelor de cotare cu bazele de
orientare sau tehnologice. Prin urmare, erorile de orientare reale apar n faza de orientare a piesei n
toate cazurile n care n sistem nu se folosesc ca baze tehnologice, bazele de cotare ci alte elemente
geometrice ale piesei, numite baze auxiliare.
Pentru exemplificare, se va prezenta calculul erorilor de orientare, pentru situaiile mai des
ntlnite.
a) La orientarea pieselor pe suprafee cilindrice exterioare
Dup cum s-a artat, pentru orientarea pieselor pe suprafeele cilindrice exterioare, se
folosete o baz dubl de centrare, materializat n dispozitiv de suprafeele nclinate ale unei
prisme. Pentru a calcula erorile de orientare reale, n acest caz se consider situaia orientrii unei
piese cilindrice, n vederea prelucrrii unui canal de pan ( fig.5.14) [21]
Fig. 5.14
Eroarea de orientare real liniar pentru cota h corespunde cu variaia distanei L(h)
determinat pe direcia de msurare i anume:
|
|
|
|
\
|
+ = 1
2
sin
1
2
) (
d
h L (5.7)
r
0
(h) =
|
|
|
|
\
|
+ = 1
2
sin
1
2
) (
d
T
h L (5.8)
Analiza relaiei 5.8 arat c erorile de orientare reale scad cu creterea unghiului . Din
aceast cauz, la prismele folosite pentru prelucrri puin pretenioase se recomand = 60
o
pentru
prelucrri de precizie normal, = 90
o
i pentru prelucrri de precizie = 120
o
b) La orientarea pieselor pe suprafee cilindrice interioare
Dup cum s-a vzut, orientarea pieselor pe suprafeele cilindrice interioare se face n
dispozitiv pe dornuri de centrare
In aceast situaie, traiectoria tiurilor frontale ale sculei este reglat n raport cu baza de
orientare O
d
prin cota C
k
(fig.5.15a)[21].
a b c
Fig. 5.15
Deoarece axa piesei O
p
poate ocupa, n limitele jocului maxim, orice valoare n raport cu axa
dornului, (fig.5.15 b i c) rezult c variaia bazei de cotare O
p
corespunztoare cotei h
o
este egal
cu jocul maxim. Astfel, pentru cota h
o
, eroarea de orientare ar fi :
o
r
(h
o
) = J
max
(5.9)
Pentru cota h
1
, a crei baz de cotare corespunde cu generatoarea inferioar (G
i
) , eroarea de
orientare real va fi dat de relaia:
o
r
(h
1
) =
2
max
2
2
1
J
d
T + |
\
|
(5.10)
c) Erori de orientare reale la orientarea pieselor ntre vrfuri
In sistemele de orientare realizate cu vrfuri de centrare (fig.5.16) [21], se asigur
suprapunerea bazelor de orientare cu cele de cotare prin contactul dintre gurile de centrare i
vrfurile de centrare. Ca urmare suprafeele cilindrice exterioare vor deveni coaxiale cu axa
geometric a piesei. Cu toate acestea, pe direcia longitudinal, bazele de cotare i de orientare sunt
diferite, ceea ce conduce la apariia unor erori de orientare care afecteaz dimensiunile liniare.
Astfel, dac se consider cota liniar l, care trebuie obinut cu scula reglat la cota C
R
, eroarea de
orientare real se poate calcula cu relaia:
o
r
=
2
2
) (
tg
D
T
l L = (5.11)
Fig. 5.16
5.3 Proiectarea sistemului de baze de orientare
Sistemele de baze de orientare au rolul de a asigura piesei care se prelucreaz o anumit
poziie care s suprapun suprafeele ce urmeaz a se prelucra, peste traiectoriile tiurilor
principale ale sculelor.
Sistemul de baze de orientare proiectat, este apoi materializat prin elementele dispozitivului
pentru orientarea i fixarea piesei de prelucrat pe maina unealt.
Pentru a se proiecta un sistem de baze de orientare n mod operativ, trebuie parcurse
urmtoarele etape.[21]
[Link] schiei piesei
Schia trebuie s ndeplineasc condiiile:
a) s redea piesa n poziie de lucru pe maina unealt, astfel nct suprafeele de prelucrat s
se suprapun peste traiectoriile tiurilor principale ale sculelor.
b) s evidenieze suprafeele de prelucrat (prin ngroarea conturului sau cu alt culoare).
c) s fie nscrise toate cotele, toleranele i abaterile de form i poziie precum i rugozitatea
suprafeelor de prelucrat.
a) s releve micrile sculei i piesei din procesul de generare.
5.3.2 .Identificarea bazelor i sistemelor de baze de cotare
Identificarea bazelor de cotare este necesar pentru a stabili cte din elementele geometrice
ale piesei pot ndeplini rolul de baze de orientare principale (care se confund cu bazele de
orientare) i care pot fi baze de orientare auxiliare (care nu se confund cu bazele de orientare).
Se vor determina care sunt baze reale i care sunt imaginare (axe) n vederea materializrii
celor din urm.
Cotele se ordoneaz n funcie de precizia cu care trebuie s fie realizat.
5.3.3. Simbolizarea bazelor de orientare
Pentru a realiza pe una i aceeai schi a piesei un numr ct mai mare de variante de
sisteme de orientare, pentru bazele de orientare se folosesc diferite simboluri, dintre care cele mai
importante sunt indicate n tabelul 5. 1.
Aceste simboluri ofer proiectantului surse de informaii referitoare la tipul bazei,
elementele care materializeaz baza n dispozitiv, numrul gradelor de libertate de fiecare baz n
parte.
Tabelul 5.1
Nr Moduri de orientare Simbolul bazei
Grade de libertate
preluate
Denumirea
bazei
1 Pe suprafee plane
3 grade - 1 transl. + 2 rot.
2 grade - 1 transl. + 1 rot.
1 grad 1 transl.
Baz de aezare
Baz de ghidare
Baz de sprijin
2
Pe suprafee cilindrice
exterioare scurte
2 grade 2 transl. Baz dubl de centrare
3
Pe suprafee cilindrice
exterioare lungi
5 grade 2 transl. + 2 rot. Baz dubl de ghidare
5
Pe suprafee cilindrice
interioare lungi
5 grade 2 transl. + 2 rot.
Baz dubl de centrare (de
ghidare)
5
Pe suprafee cilindrice
interioare scurte
2 grade 2 transl.
Baz simpl de centrare (de
sprijin)
6
Pe suprafee conice
exterioare lungi
5 grade 3 transl. + 2 rot
Baz dubl de centrare
(de ghidare i sprijin)
7
Pe suprafee conice
interioare lungi
5 grade 3 transl. + 2 rot
Baz dubl de centrare (de
ghidare sprijin)
8
Pe suprafee conice
interioare scurte
5 grade 3 transl. + 2 rot
Baz dubl de centrare (de
ghidare i sprijin)
9
Pe suprafee cilindrice
interioare sau exterioare
scurte cu strngere
simultan din trei
direcii
2 grade 2 transl Baz dubl de sprijin
10
Pe suprafee cilindrice
interioare sau exterioare
lungi cu strngere
simultan din trei
direcii
5grade2 transl. + 2 rot. Baz dubl de centrare
5.3.4. Determinarea numrului sistemelor de orientare, tehnic posibile
Pentru orice pies exist mai multe posibiliti de orientare a acesteia n raport cu traiectoria
sculei achietoare.
n vederea determinrii numrului posibil de sisteme de orientare sunt necesare urmtoarele
precizri:
a) dac toate cotele liniare i unghiulare trebuie s fie obinute cu precizie ridicat, ori de cte
ori este posibil, sistemul de baze de orientare se va constitui numai din baze principale care permit
poziionarea piesei fr erori;
b) dac toate cotele liniare i unghiulare se cer realizate cu tolerane
largi, atunci, se pot realiza i sisteme de orientare constituite din baze auxiliare (care nu se
suprapun cu bazele de cotare);
Numrul de sisteme de orientare posibil de aplicat, se obine prin combinarea bazelor de
orientare n care se pot prelua toate gradele de libertate necesare determinrii poziiei piesei n
raport cu traiectoria tiurilor principale ale sculelor. Toate combinaiile de baze, care se pot folosi,
se ordoneaz ntr-un tabel. (tabelul 5.2)
Tabelul 5.2
Baze de orientare Observaii Nr. sistemului de
orientare A B C
1
2
5.3.5 Selectarea sistemelor de baze de orientare
Pentru gsirea variantei optime de sistem de orientare din variantele rezultate i nscrise n
tabelul 5.2 se elimin acelea din ele care nu asigur precizia necesar i care sunt mai scumpe. n
acest scop se aplic dou criterii de selecie:
a) Criteriul preciziei de orientare.
Erorile de orientare reale (
r
o
) sunt mrimi geometrice care se pot calcula analitic sau
grafic, funcie de poziia bazelor de orientare n raport cu cele de cotare.
Erorile admisibile (
a
o
) se determin pornind de la cmpurile de toleran prescrise
diferitelor cote i de la condiiile concrete de generare a suprafeelor.
Criteriul preciziei de orientare presupune ca fiind corecte acele sisteme de orientare n care
toate cotele respect condiia:
r
o
<
a
o
.
Pentru selectarea sistemelor de orientare dup criteriul preciziei de orientare se poate folosi
tabelul 5.3
Tabelul 5.3
Erori de
Erori de
orientare
reale
r
o
Obs.
Sistemul
de
orientare
Natura
cotei
(liniar sau
unghiulara)
orientare
admisibile
a
o
1 2 3 5..n
L
b) Criteriul economic
Criteriul economic se aplic sistemelor de orientare selectate dup criteriul preciziei de
orientare.
Selecia dup criteriul economic se face innd cont de urmtorii factori mai importani:
- numrul i tipul elementelor care materializeaz sistemul n dispozitiv;
- gradul de complexitate al sistemelor de orientare;
- configuraia i dimensiunile de gabarit ale dispozitivului dictate de elementele de orientare
i asamblare a lor;
- comoditatea exploatrii, instalrii pe maina-unealt, a ntreinerii i reparrii
dispozitivului.
Tabelul 5.4
Numrul de uniti valorice
atribuit
Observaii
Sistemul de orientare analizat
Numrul
elementului
de
dispozitiv 1 2 3m
1
2
.
p
UV
Pentru a aplica mai uor criteriul economic, fiecrui element din dispozitiv i se atribuie o
unitate valoric fictiv stabilit n funcie de factorii enumerai mai sus. Aceste uniti valorice sunt
nscrise n tabelul 5.4. Prin nsumarea unitilor valorice ale tuturor elementelor unui sistem de
orientare se va putea constata care este cel mai ieftin.
5.4. Elemente costructive ale dispozitivelor utilizate la orientarea semifabricatelor
Dispozitivul pentru orientarea i fixarea semifabricatelor este un element al sistemului
tehnologic elastic M.U. - D - P - S ( maina unealta, dispozitiv, piesa, scul ) care materializeaz
sistemul de orientare i face legtura ntre pies i maina unealt.
Rolul dispozitivelor este de a orienta suprafeele de prelucrat ale semifabricatului n raport
cu traiectoria tiurilor principale ale sculelor i de a menine orientarea n tot timpul ct dureaz
procesul de prelucrare.
Pentru a-i ndeplini rolul pe care l au, dispozitivele de orientare i fixare trebuie s aib n
compoen urmtoarele elemente:
- elemente necesare orientrii suprafeelor de prelucrat n raport cu traiectoriile tiurilor
principale ale sculelor i care se numesc reazeme;
- elemente i mecanisme de fixare necesare meninerii orientrii n timpul procesului de
prelucrare;
- elemente de reglare, ghidare sau de conducere a sculelor care determin poziia reciproc
dintre dispozitive i scule;
- corpul dispozitivului pe care sunt asamblate toate celelalte elemente.
5.4.1. Elemente de orientare ( reazeme )
Elementele de orientare materializeaz punctele teoretice de sprijin din sistemul de orientare.
Reazemele pot fi de dou feluri :
- principale, care preiau gradele de libertate;
- suplimentare, care mresc rigiditatea piesei.
Deoarece precizia dimensional, de forma i de poziie, precum i rugozitatea, influeneaz
direct precizia de prelucrare a semifabricatelor, este necesar ca reazemele s ndeplineasc
urmtoarele condiii:
- suprafeele de lucru s fie rezistente la uzur;
- precizia dimensional, de form i de poziie trebuie meninut n timp;
- s poat fi uor demontate i nlocuite.
[Link].Reazeme pentru suprafee plane
In funcie de condiiile concrete cerute n prelucrare, reazemele pot fi: fixe, reglabile i
autoreglabile.[21]
Reazemele fixe pentru suprafeele plane se construiesc sub forma unor cepuri sau plcue
(fig.5.17), care se fixeaz demontabil n corpul dispozitivului
Cepurile cu faa de lucru plan, se utilizeaz pentru suprafeele netede, iar cele cu striaii
pentru suprafeele neprelucrate ( fig. 5.17 c)
Pentru sprijinirea semifabricatelor pe suprafee prelucrate de dimensiuni mari, se folosesc
plcuele de reazem ( fig. 5.18)
a b c
Fig. 5.17 Fig.5.18
Reazemele reglabile se caracterizeaz prin posibilitatea reglrii poziiei feei de lucru fa de
corpul dispozitivului. Aceast reglare este necesar n cazul prelucrrii unor piese cu abateri
dimensionale mari, sau a unor grupe de piese a cror dimensiuni sunt variabile.
Reazemele reglabile dau posibilitatea compensrii uzurii i mresc durata de utilizare a
dispozitivelor. In fig. 5.19 [21] este prezentat o variant de reazem reglabil, n care: 1 este un dorn
reglabil, 2 piuli de fixare, 3 buc filetat, 4 corpul dispozitivului i 5 urub de blocare.
Fig. 5.19
Reazemele autoreglabile se folosesc n cazul orientrii unor piese cu suprafee denivelate
care nu permit reazemele fixe s vin n contact simultan cu toate aceste suprafee. Aceste reazeme
au posibilitatea s oscileze n jurul unui punct i s vin astfel n contact cu suprafeele care
constituie baze de orientare
[Link]. Reazeme pentru suprafee cilindrice
Pentru orientarea pieselor pe suprafee cilindrice exterioare se folosesc ca reazeme, prismele,
caracterizate de dou suprafee nclinate ( fig.5.20 )
In funcie de lungimea feelor de lucru, prismele pot fi normale sau nguste.
Fixarea prismelor n corpul dispozitivului se face cu uruburi, iar poziionarea lor cu tifturi
de centrare. Prismele nguste se folosesc la orientarea pieselor pe suprafeele cilindrice exterioare
scurte, sau foarte lungi, caz n care se utilizeaz dou prisme nguste la distan. (fig.5.21) [21]
Fig.5.20 Fig.5.21
Fig. 5.22
Pentru a putea orienta piese de acelai fel sau de dimensiuni variabile, una din prisme poate
s fie mobil (fig. 5.22)
Pentru orientarea pieselor pe suprafee cilindrice interioare lungi si scurte, se folosesc
dornurile scurte(fig.5.23 a), respectiv lungi (fig.5.23 b)
a b
Fig. 5.23
Un dispozitiv de orientare rezult prin asamblarea pe corpul dispozitivului a elementelor de
reazem, conform schemei de orintare optime proiectate. Astfel, n figura 5.25 [22] este prezentat un
dispozitiv pentru realizarea unei guri radiale n piesa cilindric din figura 5.24. Condiiile de
precizie impuse pentru acest alezaj sunt perpendicularitatea pe suprafaa A i intersectarea axului
gurii longitudinale. Pentru orientarea acestei piese se folosete prisma ngust 3 care preia 2 grade
de libertate, suprafaa frontal a reazemului 4, care constituie o baz de aezare i preia 3 grade de
libertate i bolul frezat 5 care constituie un reazem pentru preluarea rotaiei piesei n jurul axei sale
(necesar poziionrii burghiului pe direcia axei gurii longitudinale). Dispozitivul mai conine placa
superioar 2 n care este introdus buca de ghidare 6, precum i elementele necesare fixrii piesei,
repectiv, tija filetat 7, potcoava 8 i piulia 9. Toate elementele dispozitivului sunt montate pe
corpul 1.
Fig. 5.24 Fig. 5.25
5.5. Eficiena economic a folosirii dispozitivelor i alegerea variantei constructive
economice
Utilizarea dispozitivelor este dictat n general de reducerea timpilor auxiliari, de mrimea
preciziei de prelucrare i de uurarea muncii operatorului.
Pentru realizarea dispozitivelor este necesar ns consumarea unor timpi de proiectare i
fabricare care se includ n timpul total de pregtire tehnologic. Timpul de pregtire tehnologic
poate s varieze ntre 25% - 70% din timpul de pregtire tehnic pentru producia individual,
respectiv de mas. Din acest motiv, se impune ca nainte de a decide utilizarea unui dispozitiv, s se
efectueze calcule economice de eficien. Pentru ca folosirea unor dispozitive s fie eficient,
trebuie ca cheltuielile necesare proiectrii i execuiei dispozitivului s fie acoperite de creterea
productivitii datorat utilizrii acestuia.
Pentru ca un dispozitiv s-i dovedeasc eficiena, este necesar s se respecte inegalitatea
E N C , [lei / an] (5.12)
unde: E = efectul economic al folosirii dispozitivului, [lei / buc]
N = numrul de piese prelucrate pe acest dispozitiv n cursul unui an, [buc / an]
C = cheltuielile pentru realizarea dispozitivului in care sunt incluse si cele pentru reglare,
ntreinere i reparare, [lei / an].
In condiiile respectrii inegalitii (5.12), eficiena economic F a utilizrii unui dispozitiv,
se determin cu relaia:
F = E N - C, [ lei / an] (5.13)
Prin efectul economic E se nelege ctigul obinut la fabricarea unei piese prin folosirea
unui dispozitiv fa de prelucrarea piesei fr dispozitiv.
Prin eficienta economica F, se nelege felul cum efectul economic acoper sau nu
cheltuielile necesare pentru realizarea dispozitivului.
Dac relaia (5.13) se raporteaz la numrul de piese N prelucrate pe dispozitiv, se obine
eficiena economic specific ( f =
N
F
)
f = E - c [ lei / an buc] (5.14)
unde : c = cheltuielile anuale specifice pentru dispozitive ( c = C/N )
Din analiza relaiilor ( 5.13 i 5.14 ) se pot trage urmtoarele concluzii:
- pentru un numr de piese N > N
min
, dispozitivul este eficient, deoarece cheltuielile pentru
realizarea dispozitivului sunt acoperite de efectul economic;
- pentru un numr de piese N < N
min
, utilizarea dispozitivului nu este justificat.
Dac pentru aceeai piesa i aceeai operaie se realizeaz dou sau mai multe dispozitive ,
de complexiti diferite, ele vor avea domenii diferite de eficien ( N
1 min
N
2 min
).
Reprezentnd grafic eficiena economic pentru fiecare variant de dispozitiv, se poate
determina domeniul de utilizare a celor dou variante ( fig. 5.27).
Numrul N
critic
de piese de la care este eficient varianta mai complex se determin din
condiia de egalitate a eficienelor specifice ( f
1
= f
2
).
Fig. 5.27
crit crit
N
C
N
C
E E
2
.
1
2 1
= (5.15)
de unde rezult c:
2 1
2 1
.
E E
C C
crit
N
= [buc/an] (5.16)
CAPITOLUL 6
DETERMINAREA REGIMULUI OPTIM DE ACHIERE
Procesele tehnologice de prelucrare prin achiere trebuie s se realizeze n condiiile
asigurrii unui cost minim i a unei productiviti maxime a prelucrrii. Rezolvarea celor dou
probleme, a preului de cost minim i a productivitii maxime, sunt de cele mai multe ori
contradictorii i, din acest motiv parametrii regimului de achiere care satisfac n cea mai mare
msur ambele deziderate, formeaz regimul optim de achiere.
Calculul regimului de achiere se poate face prin doua metode:
a) metoda clasic, caracterizat prin determinarea aprioric a unei valori a durabilitii sculei
i apoi a parametrilor regimului de achiere, cu verificarea ulterioar a unor condiii restrictive;
b) metoda programrii matematice, care presupune un model matematic care nglobeaz
toate condiiile restrictive i din a crei rezolvare rezult regimul optim de achiere.
6.1. Metoda clasic de calcul a regimului de achiere
In cazul acestei metode se pleac de la cunoaterea valorii durabilitii, care este dat de
relaia lui Taylor:
v v
y x
p
v m
s t V
C
T
= [min] (6.1)
n care : m - este exponentul durabilitii, iar C
v
, x
v
si y
v
- sunt exponeni care mpreun cu
m, se stabilesc experimental i depind de condiiile concrete de achiere.
Dac se impune obinerea unei productiviti maxime, durabilitatea se calculeaz cu
relaia:[23]
s op
m
m
T
=
1
[min] (6.2)
iar dac se cere un pre de cost minim al prelucrrii, se folosete relaia:
|
\
|
+
=
m
s
S
C
s ec
m
m
T
1
[min] (6.3)
n care: m, este exponentul durabilitii;
s
, este timpul necesar schimbrii sculei [min ]; S
m
, este salariul muncitorului de la M.U [ lei/min ]
C
s
= reprezint cheltuielile legate de exploatarea sculei i care se calculeaz cu relaia:
C
s
=
r
C
sa
+
s
os
n
C
(6.4 )
n care:
r
, este timpul pentru reascuirea sculei [ min ]; C
sa
, este salariul muncitorului care
ascute scula [ lei/min ]; C
os
, este costul iniial al sculei [ lei ]; n
s
, este numrul de reascuiri
permis, pn la scoaterea din uz a sculei
Relaia (6.1) fiind o ecuaie cu trei necunoscute (t, s, v), permite calculul unuia din factori, n
condiia cunoaterii celorlali doi. Acetia pot fi calculai n prealabil sau determinai din diagrame
sau tabele i apoi verificai prin condiii concrete de restricii (rigiditatea sistemului tehnologic
elastic M.U. - S - D - P; puterea mainii unelte; precizia de prelucrare; calitatea suprafeei
prelucrate, etc.), impuse de procesul de prelucrare.
Pentru ca regimul de achiere astfel calculat, s poat asigura realizarea scopului propus (
pre de cost minim sau productivitate maxim), cunoaterea durabilitii ( T
ec
sau T
ap
) i adoptarea
sau calcularea a doi din parametrii regimului de achiere, dup care s rezulte cel de-al treilea, nu
sunt suficiente. Este necesar stabilirea acelui parametru care, prin creterea valorii sale n
detrimentul scderii valorii celorlali doi, s duc la creterea productivitii. Aceast problem se
rezolv pe baza legilor achierii, i anume:
1) La o durabilitate dat a sculei, pentru mrirea productivitii, este mai bine s se
mreasc adncimea de achiere, pe seama avansului.
2) La o durabilitate dat a sculei, pentru mrirea productivitii, e mai bine s se mreasc
avansul , pe seama vitezei de achiere.
Din aceste dou legi se poate trage concluzia c, pentru creterea productivitii operaiei
tehnologice, este recomandabil s se lucreze cu seciuni maxime ale achiei, pe seama micorrii
vitezei de achiere, deci ordinea de determinare a parametrilor regimului de achiere va fi: t - s - v.
Determinarea elementelor regimului de achiere este specific fiecrui procedeu de
prelucrare prin achiere, avnd ns n comun aceleai principii de baz amintite.
Pentru exemplificare se va considera cazul operaiei de strunjire.
6.1.1 Calculul adncimii de achiere (t)
Timpul de baz
b
, care determin productivitatea operaiei tehnologice este dat de relaia:
b
=
t
A
p
s n
l
i
s n
l
[ min ] (6.5)
n care: l este lungimea suprafeei prelucrate [mm]; n este turaia [ rot/min ]; s este avansul [
mm/rot ];i este numrul de treceri (i=
t
A
p
), iar A
p
este adaosul de prelucrare [ mm ]
Deci, pentru micorarea timpului de baz se va alege valoarea maxim posibil a adncimii
de achiere.
La degroare, ea este egal, n majoritatea cazurilor, cu adaosul de prelucrare pentru aceast
faz, deoarece adaosurile sunt relativ mici, fiind impuse de economia de material.
In funcie de mrimea piesei, adncimea de achiere la degroare poate lua valori cuprinse
ntre 2 - 6 mm, la strungurile normale i ntre 20 - 26 mm la prelucrrile pe strungurile carusel.
La strunjirea de finisare, adncimea de achiere poate fi de 0,6 - 2 mm, pentru R
a
6,3 i 0,1 - 0,4 pentru R
a
= 1,6 - 3,2
6.1.2. Calculul avansului
La strunjirea de degroare, avansul se stabilete la valori maxime admise de rezistena i
rigiditatea piesei de prelucrat i a sculei. Cu valoarea determinat cu cele dou condiii se verific
apoi mecanismul de avans.
a) Verificarea avansului din punct de vedere al rezistenei piesei
Pentru cazul solicitrii simple de ncovoiere, la fixarea piesei vrfuri (ceea ce permite
asimilarea lui cu o grind simplu rezemat la capete) (fig. 6.1) se pune condiia ca :
3
max 8
4
d
l F
W
l F
W
M
ai
(6.6)
unde:
a i
- este rezistena admisibil la ncovoiere [daN / mm
2
]; M
max
- este momentul
ncovoietor maxim la care este supus arborele, [daN mm ]; W - este modulul de rezisten al
seciunii arborelui [ mm
3
]
Fig. 6.1
Valoarea forei rezultante de achiere este dat de relaia :
2 2 2
z
F
y
F
x
F F + + = = F
z 1
2 2
+ +
yz xz
C C
=
z
F
z
=
Fz Fz
y x
Fz
s t C
(6.7)
unde: C
x z
=
z
x
F
F
;
y z
=
z
y
F
F
Din relaiile ( 6.6 ) i ( 6.7 ) rezult:
s z
F
y
l
z
F
x
t
Fz
C
d
ai
8
3
(6.8)
Relaia ( 6.8) este util practic, numai n cazul arborilor elastici, n celelalte cazuri valorile
date de membrul drept sunt foarte mari.
b) Verificarea avansului din punct de vedere al rezistenei sculei
Se consider c principala solicitare a sculei este la ncovoiere i pentru calcul se ia n
considerare numai fora Fz. Pentru cazul general, cnd seciunea cuitului este dreptunghiular i
schema de ncrcare este cea din fig. ( 6.2) [23], se pleac de la condiia :
2
6
max
h b
c
l
y
F
W
M
ai
= (6.9 )
tiind c : F
y
= C
Fy
y
F
y
y
F
x
s t
rezult expresia avansului :
s
c
l
y
x
t
y
F
C
ai
h b
6
2
(6.10 )
unde: l
c
- este lungimea n consol a cuitului [ mm ];b i h - dimensiunile seciunii
cuitului;
a i
- este rezistena admisibil a materialului sculei [daN / mm
2
]
Fig.6.2
Pentru verificarea avansului se mai poate lua n considerare rezistena admisibil a
mecanismului de avans, rigiditatea piesei i calitatea suprafeei prelucrate.
6.1.3. Calculul vitezei principale de achiere
Fiind cunoscute adncimea de achiere i avansul, iar durabilitatea T
ec
putnd fi calculat cu
relaia (6.3) sau adoptat n funcie de condiiile concrete existente, viteza principal de achiere
pentru o durabilitate dat, se determin cu relaia:
V
T
=
v
y
v
x
t
v
m
V
s T
C
=
n
i 1
K
v i
[m / min] ( 6.11)
unde: C
v
, X
v
si Y
v
- sunt constante determinate experimental;
K
vi
- sunt coeficieni de corecie ai vitezei de achiere care in seama de toi factorii de
influen.
In funcie de viteza principal de achiere se poate calcula turaia arborelui principal cu
relaia:
n =
d
V
T
1000
[ rot / min ] (6.12 )
Dac turaia calculat nu poate fi realizat la strungul dat, se adopta turaia cea mai
apropiat, dup care se calculeaz viteza real de achiere V
r
:
V
r
=
1000
,
n d
(6.13 )
unde n' este turaia real care se poate obine din cutia de viteze
Variaia vitezei se determin cu relaia:
% 5 (%) 100 (%) < =
r
T r
V
V V
V ( 6.14)
Dup calculul tuturor parametrilor regimului de achiere se determin puterea necesar a
achierii cu relaia :
P P
p
=
3
10 6
p Z
V F
[ kw ] (6.15 )
dup care se verific condiia:
MU
P
m
P
(6.16 )
n care: P
m
- este puterea motorului electric;
MU
- este randamentul mainii unelte
6.2. Metoda programrii matematice
Metoda clasic de determinare a parametrilor regimului de achiere nu permite obinerea
soluiilor cele mai favorabile deoarece determinarea acestora implic elemente arbitrare Aceste
dezavantaje se elimin folosind programarea matematic prin metoda programrii liniare.
Problema programrii liniare [7,11,24] const n optimizarea, adic determinarea valorii
maxime sau minime a unei expresii liniare denumit funcie obiectiv sau funcie scop, n prezena
unor restricii exprimate prin ecuaii sau inecuaii, de asemenea liniare. Formulat matematic,
problema programrii liniare, n ipoteza maximizrii, const n determinarea valorilor
variabilelorx x x
n 1 2 ,
,........ pentru care funcia obiectiv,
F c x
j
j
n
j
=
=
1
(6.17)
ia valoarea maxim, innd seama de restriciile :
a x b
ij
j
n
i i
=
1
,. i =1,2.......m (6.18)
Pentru ntocmirea modelului matematic a problemei, trebuie n prealabil, s se
determine funcia de optimizare i funciile care exprim relaiile de restricie sau relaiile care
ngrdesc parametrii regimului de achiere i durabilitatea sculei. Metoda cea mai general pentru
determinarea optim a parametrilor regimului de achiere, este cea a programrii liniare. Forma cea
mai simpl de programare liniar este forma normal sau canonic, care const ntr-un sistem de
m ecuaii, cu n necunoscute, care reprezint procesul tehnologic de prelucrare prin achiere:
a
11
x
1
+ a
12
x
2
+ ....... a
1j
x
j
..... a
1n
x
n
= b
1
a
21
x
1
+ a
22
x
2
+........ a
2j
x
j
..... a
2n
x
n
= b
2
:
:
a
i1
x
1
+ a
i2
x
2
+ ........ a
ij
x
j
...... a
in
x
n
= bi (6.19)
:
:
a
m1
x
1
+ a
m2
x
2
+........ a
mj
x
j
...... a
mn
x
n
= b
m
n care coeficienii a
ij
(i = 1- m si j = 1-n) sunt coeficieni tehnici determinai sau dai,
necunoscutele x
j
sunt mrimi care trebuie determinate (parametrii regimului de achiere, iar
coeficienii b
i
( i = 1-m ) sunt mrimi constante date determinate de condiiile concrete de achiere
sau coeficienii de restricie ai programului ntocmit. Programul ntocmit este subordonat unui
anumit scop, n cazul de fa este vorba de determinarea regimului optim de achiere n anumite
condiii ( productivitate maxim, cost minim, precizie maxim ).
Dac sistemul de ecuaii de condiii de restricii este compatibil i bine determinat din punct
de vedere economic sau tehnic, nu mai este necesar determinarea valorilor optime pentru funcia de
eficien, aceasta avnd o valoare unic, bine determinat, corespunztoare sistemului de soluii ale
ecuaiilor de condiii.
Astfel de situaii se ntlnesc cnd numrul ecuaiilor nu este egal cu numrul necunoscutelor
i cu rangul r al matricei format de coeficienii a
ij
.
Cnd sistemul de ecuaii este compatibil sau nedeterminat, atunci concordana intern este
elastic, oferind posibilitatea alegerii dintr-o infinitate de soluii, numai acelea care fac optim
funcia de eficien f (x). Aceasta situaie are loc cnd r < n sau r m.
6.2.1. Funcii obiectiv
Dup cum se tie, finalitatea procesului de prelucrare prin achiere este realizarea unor
piese care s corespund condiiilor de funcionalitate date. Aceasta presupune asigurarea prin
prelucrare a preciziei dimensionale, de form i de poziie, pecum i a calitii suprafeei prelucrate.
Obinerea acestor deziderate nu se poate face ns n orice codiii, deoarece prelucrarea presupune
consum de energie, manoper, materiale, etc. care determin preul de cost al piesei.
Competitivitatea unei piese, maini, instalaii,etc. este dictat n principal de calitatea acestora, de
cost i de productivitatea prelucrrii. Din acest motiv, prelucrarea nu se poate face fr s se
respecte aceste obiective. Aceste obiective se pot prezenta sub forma unor funcii, numite funcii
scop sau funcii obiectiv i care constitue criterii de optimizare. In procesul de optimizare se caut
valorile variabilelor procesului de achiere pentru care aceste funcii au valori maxime sau minime.
Pentru a putea face optimizarea lor, este necesar stabilirea expresiilor lor matematice i gsirea
acelor variabile ale procesului de achiere care au influen asupra valorii lor optime. Dac funcia
obiectiv cuprinde i termeni care nu depind de variabilele de decizie, atunci aceti termeni nu
influeneaz asupra variabilelor de decizie ce fac funcia maxim sau minim, ci modific doar
valoarea funciei n punctul extrem.
Funcia obiectiv este o funcie cu valori reale, iar natura geometric a funciei depinde de
relaiile dintre variabilele fa de care aceasta este definit.
Dac se consider c funcia obiectiv trebuie s fie costul prelucrrii, n acest caz el poate fi
exprimat cu relaia (6.20)[24] care cuprinde toate cheltuielile necesare realizrii operaiei
considerate :
C C
i
i
=
=
1
8
[lei/[Link].] (6.20)
n care: C
1
este costul prelucrrilor; C
2
-costul cu schimbarea sculei; C
3
-costul cu ascuirea
sculei; C
4
-costul cu amortizarea sculei; C
6
-costul cu amortizarea mainii-unelte; C
6
-costul cu
amortizarea mainii de acuit; C
7
-costul energiei electrice consumat de maina-unealt; C
8
-costul
energiei electrice consumat de maina de ascuit.
Costul prelucrrii este dat de relaia:
( )( ) q
n
t
b
t c C + + =
1
1 1
[lei/[Link].] (6.21)
n care: c
1
este salariul muncitorului care execut operaia, n lei/min; t
b
-timpul de baz, n
min; t
n
- suma timpilor neproductivi (auxiliari, de deservire tehnico-organizatoric, etc.), n min.;
q -coeficient care ine seama de contribuiile personalului tehnico-economic i administrativ la
realizarea operaiei (se consider q = 0,6 pentru o producie bine organizat).
Costul cu schimbarea sculei este dat de relaia:
C
2
= c
1
t
s
t
T
b
[lei/[Link].] (6.22)
n care: t
s
este timpul de schimbare a sculei i refacerea reglrii, n min; t
b
/T - numrul de
schimbri ale sculei n cadrul unei operaii; T -durabilitatea sculei achietoare, n min;
Costul cu ascuirea sculei este dat de relaia:
C
3
= c
2
t
a
t
T
b
[lei/[Link]] (6.23)
n care: c
2
este salariul muncitorului care ascute scula, n lei/min; t
a
- timpul consumat cu
ascuirea sculei, n min.
Costul cu amortizarea sculei este dat de relaia:
C
4
=
t
T
C
N
b s
[lei/[Link].] (6.24)
n care: C
s
este costul sculei noi, neuzate, n lei/buc; N -numrul permis de ascuiri pn la
scoaterea din uz a sculei.
Costul cu amortizarea mainii-unelte este dat de relaia:
C
6
=C
mu
t t
F
b n
t
+
[lei/[Link].] (6.25)
n care: C
mu
este costul mainii-unelte pe care se realizeaz operaia, n lei; F
t
-durata
normat de amortizare a mainii-unelte, n min, calculat cu relaia:
F
t
= A w z s h 60 [min] (6.26)
n care: A este viaa normat a mainii-unelte, n ani; w - numrul de sptmni dintr-un an
(se consider w = 60 sptmni); z - numrul de zile lucrtoare dintr-o sptmn; s - numrul de
schimburi dintr-o zi; h - numrul de ore lucrate ntr-un schimb.
Costul cu amortizarea mainii de ascuit este dat de relaia;
C
6
= t
C
F
t
T
a
mu
ta
b
[lei/[Link]] (6.27)
n care: C
ma
este costul maini de ascuit, n lei; F
ta
- durata normat de amortizare a mainii
de ascuit, n ani, calculat cu relaia (6.26)
Costul energiei electrice consumat de maina-unealt este dat de relaia:
C
7
= P c
3
t
b
60
[lei/[Link]] (6.28)
n care c
3
este costul energiei electrice consumat la operaia de prelucrare, n lei/kW h; P -
puterea consumat la achiere, n kW, care, n cazul strunjirii este:
P =
F v
z
60 10
4
[kW] (6.29)
F
z
fiind fora de achiere principal, n N; v - viteza de achiere, n m/min; - randamentul
mainii-unelte.
Costul energiei electrice consumate de maina de ascuit este dat de
relaia:
C
8
= P
a
c
3
t t
T
a b
60
[lei/[Link]] (6.30)
n care P
a
este puterea mainii de ascuit, n kW.
Introducnd costurile C
1
......C
8
n relaia (6.24) i ordonnd termenii
se obine relaia complet a costului unei operaii de prelucrare care are forma:
.] . / [
60
60
1 3
3 2 1 1
oper buc lei t
F
C
c
t
c P
t
c P
F
C
t
N
C
t c t c
T
t
F
C
c t C
n
t
mu b
a
a
ta
ma
a
s
a s
b
t
mu
b
|
|
\
|
+ + +
|
|
\
|
+ + + + +
|
|
\
|
+ =
(6.31)
Dac n relaia (6.31 ), se face urmatoarea explicitare:
t
L A d
s t v
b
p
=
10
3
[min] (6.32)
n care:L este lungimea de prelucrat inclusiv poriunile de intrare i ieire ale sculei, n mm;
A
p
- adaosul de prelucrare, n mm; d - diametrul piesei de prelucrat, n mm; s -avansul de lucru, n
mm/rot; t - adncimea de achiere, n mm (n cazul strunjirii longitudinale); v- viteza de achiere, n
m/min., se poate constata c aceasta este o funcie de forma:
C = f (T,s,t,v) (6.33)
Dac se impun alte funcii obiectiv, ele se trateaz n mod similar.
6.2.2. Restricii
Restriciile la optimizarea procesului de achiere pot fi de natur economic sau tehnic.
Restriciile de natur economic sunt: productivitate, cost, energie. Restriciile tehnice pot fi:
rigiditatea sistemului tehnologic, cinematica mainii unelte, rugozitatea suprafeei prelucrate,
precizia de prelucrare, stabilitatea termic a sculei, etc.
Dac se alege pentru optimizare una din funciile obiectiv, atunci celelalte pot fi
considerate restricii. Dac, de exemplu, se cere s se gseasc parametrii ce asigur energia
minim, trebuie s se precizeze c, productivitatea trebuie s fie maxim, costul s fie ct mai mic,
pe lng celelalte restricii
In cele ce urmeaz se vor analiza restriciile care influenez cel mai mult condiiile de
desfurare a procesului de achiere
a) Durabilitatea sculei achietoare
Pentru determinarea relaiei restrictive a durabilitii sculei achietoare se pleac de la
egalarea expresiilor vitezei de achiere date de relaia lui Taylor i cea a vitezei reale dat de
cinematica mainii-unelte:
C K
T t s
HB
D n
v v
ec
m x y
n
v v
|
\
|
=
200
1000
(6.34)
Se separ n mebru stng al relaiei parametri necunoscui n i s, (adncimea de achiere
fiind un parametru cunoscut, dat de adaosul de prelucrare n cazul unei prelucrri dintr-o singura
trecere), durabilitatea sculei este cunoscut, deoarece se consider egal cu durabilitatea economic,
rezultnd:
n s
C K
T t D
HB
y v v
ec
m x
n
v
v
=
|
\
318
200
(6.35)
b) Putera motorului elecric pentru acionarea micrii principale.
Se calculeaz n acest scop momentul de torsiune M
t
la arborele principal al mainii-unelte,
dat de componenta F
z
:
M
F D C t s HB K D
t
z F
x y n
F
F F F
=
=
2 2
[daNmm] (6.36)
Momentul de torsiune la axul principal al mainii-unelte, dat de motorul electric se
determin cu relaia:
M
N
n
t
e
=
6 10
3
[daNmm] (6.37)
unde N
e
este puterea motorului electric de acionare.
Egalnd cele dou relaii ale momentului de torsiune i separnd n membrul stng
parametrii necunoscuti, rezult:
n s
N
C t HB K D
y e
F
x n
F
F
F F
1950 10
3
(6.38)
In cazul prelucrrilor din mai multe treceri, n membrul stng se introduce i parametrul t,
adncimea de achiere
c) Avansul maxim admis de rigiditatea sculei i a piesei de prelucrat i de rezistena
mecanismului de avans
Considernd operaia de strujire cu un cuit de seciune dreptunghiular, fixat n consol i
solicitat la ncovoiere de ctre componenta F
z
a forei de achiere, sgeata acestuia este dat de
relaia;
f
c
= 4
F L
E b h
z c
c
3
3
(6.39)
nlocuind expresia forei de achiere, se obine:
s
f E b h
C t HB L
y c c
F
x n
c
F
F F
3
3
4
(6.40)
n care; E
c
este modulul de elasticitate al materialului cuitului, n daN/mm ; b i h-
limea, respectiv nlimea seciunii corpului cuitului, n mm; L
c
- lungimea n consol a cuitului,
n mm.
Dac se consider ca piesa de prelucrat este solicitat la ncovoiere de rezultanta forelor de
achiere F
z
si F
y
, atunci egalitatea ce limiteaz avansul de achiere se obine din expresia rigiditii
piesei de prelucrat i anume;
3
4
p
F
n
F
x
F
p p
F
y
L HB t C
d E f
s
K
p
(6.41)
n care: f
p
este sgeata la ncovoiere admisibil a piesei de prelucrat, n mm; E
p
- modulul de
elasticitate al piesei de prelucrat, n daN/mm
2
; D - diametrul piesei de prelucrat, n mm; L
p
-distana
ntre punctele de reazem ale piesei de prelucrat, sau lungimea n consol a acesteia, n mm; K
p
-
coeficient care ine seama de modul de prindere a piesei; ( K
p
=3,18, pentru prinderea piesei ntre
vrfuri; K
p
=6,36, pentru prinderea n universal i vrful ppuii mobile; K
p
=0,13, pentru prinderea n
universal)
Inegalitatea ce limiteaz marimea avansului n funcie de rezistena mecanismului de avans,
se obine din cerina ca valoarea componentei axiale a forei de achiere F
x
s fie mai mic dect
fora admis de rezitena mecanismului de avans F
adm
. Considernd F
x
0,2 F
z
, rezult:
s
F
C t HB
y adm
F
x n
F
F F
0 2 ,
(6.42)
d) Avansul maxim admis de rugozitatea prescris suprafeei prelucrate.
La prelucrarea de finisare valoarea maxim admis a avansului este limitat de rugozitatea
prescris suprafeei prelucrate. Astfel, n cazul strunjirii longitudinale, avansul se determin cu
relaia experimental:
s
C R r
t
s z
y u
x z z
=
1
(6.43)
n care: C
s
,y,u,x,z sunt coeficieni i exponeni care depind de materialul prelucrat i cel al
sculei, precum i de conditiile de achiere; R
z
-nalimea neregularitilor de pe suprafaa prelucrat;
r - raza la vrf a cuitului; .si
1
-unghiul de atac principal i respectiv secundar de atac.
Dac adncimea de achiere este cunoscut, relaia restrictiv funcie de rugozitatea prescris
suprafeei de prelucrat, poate fi scris:
s
C R r
t
s z
y u
x z z
1
(6.44)
e) Avansul admis de cinematica mainii-unelte.
Avansul rezultat din condiiile de achiere (6.42) si (6.44) trebuie s se afle cuprinse ntre
limitele s
min
.....s
max
ale gamei de avansuri ale mainii-unelte i anume:
s s s
min max
(6.45)
f) Adncimea de achiere
Adncimea de achiere poate fi limitat de condiiile de achiere. Astfel, aceasta nu poate fi
mai mic dect valoarea t
[Link].
, la care n funcie de procedeul de achiere i de materialul prelucrat
apare fenomenul de rzuire i respectiv ecruisare a stratului superficial, ceea ce nrutete calitatea
suprafeei prelucrate i crete uzura sculei. Deasemenea, adncimea maxim nu poate depi
mrimea adaosului de prelucrare A, deci:
t t A
ecr min.
(6.46)
g) Turaia admis de cinematica mainii-unelte
Gama de turaii ale arborelui principal este cuprins ntre n
min
....n
max
, deci turaia n rezultat
din condiiile de achiere trebuie s ndeplineasc condiia:
n n n
min max
(6.47)
h) Precizia prelucrrii
Resticiile impuse de precizia prelucrrii, pot fi formulate numai dac se cunoate ponderea
fiecrei categorii de erori n cadrul erorii totale. Formularea analitic a restriciilor, impune
cunoaterea ponderii erorilor datorate uzurii sculei, deformrii elastice a sistemului tehnologic, a
erorilor datorate deformrii termice a sculei i piesei, n cadrul erorii totale de achiere.
Se pot considera n principal trei cazuri tipice;
a) Dac erorile datorate uzurii sculei au pondere principal, atunci asigurarea preciziei de
prelucrare impune restricia;
( ) h
h
T
h V
v s t T
h
r b r
adm
= =
0 0
.
(6.48)
unde h
r
este uzura radial a sculei, ce apare n urma prelucrrii unei singure piese;
b
-timpul
de baz; h
o
-uzura admisibil a sculei; V -volumul de achii detaate n cursul prelucrrii unei piese;
(h
r
)
adm.
-uzura admisibil a sculei la prelucrarea unei piese, impuse de asigurarea preciziei de
prelucrare;
b) Dac erorile datorate deformrii termice a sculei reprezint principala component a erorii
de prelucrare, atunci se impune restricia:
= C v s t
x y z
adm 0 .
(6.49)
unde i
adm.
reprezint valoarea efectiv i respectiv cea admisibil a temperaturii n zona
de achiere, iar C x y si z
, , . , sunt constante dependente de caracteristicile sculei i
semifabricatului.
c) Cnd erorile datorate variaiei deformaiei elastice a sistemului tehnologic, sunt mai
importante dect celelalte, restricia impus este cea a rigiditii piesei. Astfel, dac se consider
cazul strunjirii exterioare a unei piese fixate ntre vrfuri, restricia este de forma f f
adm max. .
,unde
f
max.
este sgeata maxim de deformare elastic a piesei, iar f
adm.
este valoarea admisibil a acestei
sgei
Pentru situaia de prelucrare considerat, sgeata maxim de deformare elastic a piesei
simplu rezemate la capete este:
f
F l
EI
C t s v l
E d
r
yz F
x y n
z
F
z
F
z
F
z
max
=
=
3
3
4
48
4
3
(6.50)
n care E este modulul de elasticitate, I - momentul de inerie al seciunii transversale a
arborelui, l - distana dintre reazeme, considerat aproximativ ca fiind egal cu lungimea arborelui,
iar:
F F F F
r y z yz z
= +
2 2
(6.51)
Dac n relaia (6.50) v =
d n
1000
se poate obine restricia privind rigiditatea piesei sub
forma:
( )
n t s
d
d C l
f
n x y
n
yz
n
F
adm
F
z
F
z
F
z
F
z
F
z
z
3 10
4
3
4
3
.
(6.52)
6.2.3 Modelul matematic al problemei optimizrii regimului de achiere.
Pentru a putea face optimizarea unui anumit proces, este necesar alctuirea unui model
matematic, format din variabilele procesului (variabile de proiectare), funcia obiectiv i restricii.
n cazul procesului de prelucrare prin achiere, variabilele de proiectare sunt: materialul de
prelucrat, scula achietoare, parametrii regimului de achiere i condiiile de achiere
Funciile obiectiv sunt: preul de cost, productivitatea, energia consumat, precizia de
prelucrare i calitatea suprafeei prelucrate,
Restriciile care limiteaz valorile variabilelor procesului de achiere n funcie de condiiile
n care se face prelucrarea, s-au evideniat anterior, acestea fiind: durabilitatea sculei, avansul,
adncimea de achiere, turaia arborelui principal al mainii-unelte, puterea motorului de antrenare,
etc.
In baza acestor considerente, pentru fiecare operaie, se poate alctui modelul matematic al
regimului optim de achiere. Astfel, n cazul strunjirii n mai multe treceri, dac se ia drept criteriu
de optimizare costul minim al operaiei, modelul matematic pentru determinarea regimului de
achiere optim poate fi scris sub forma dat de relaia 6.56.
In sistemul de ecuaii (6.56), funcia de optimizare s-a obinut din ecuaia 6.31, prin
explicitarea tuturor termenilor n funcie de parametrii regimului de achiere i n care s-a
considerat durabilitatea sculei achietoare cunoscut, deci o constant, iar viteza de achiere a fost
nlocuit cu viteza periferic.
Dac se consider mai important alt criteriu, atunci n sistemul de ecuaii (6.56), funcia de
optimizare va fi obinut din relaia funciei obiectv corespunzatoare.
Dac se pune problema optimizrii multicriteriale a parametrilor regimului de achiere,
atunci ntr-o prim etap se optimizeaz m funcii obiectiv considerate, pentru fiecare admitndu-
se acelai sistem de restricii tehnologice.
Intr-o a doua etap se definete funcia obiectiv globala F ca suma ponderat a celor m
funcii-obiectiv. De exemplu, dac funciile obiectiv primare sunt cele ale costului fabricrii C,
productivitii maxime a operaiei Q, consumului minim de energie E, atunci se poate scrie c:
F C Q E = + +
1 2 3
(6.54)
unde
i
sunt coeficieni de pondere care respect condiia:
i
i =
=
1
1 (6.55)
i se stabilesc n funcie de prioritatea acordat fiecarui criteriu component.
( )
\
|
=
=
max
min
min
max
min
1
3
4
3
3
3
2 , 0
4
10 1950
200
318
. min , ,
n n
n n
A t
t t
s s
s s
r R C
s t
HB C
F
s t
K
L HB C
D E f
s t
L HB C
h b E f
s t
D K HB C
N
s t n
HB
D T
K C
s t n
n s t f C
crt
z z
u y
z s x
F
n
F
adm
F
y
F
x
p
p
F
n
F
p p
F
y
F
x
c
F
n
F
c C
F
y
F
x
f
F
n
F
e
F
y
F
x
n
m
ec
v v
v
y
v
x
(6.56)
Dup optimizarea acestei funcii obiectiv F, tehnologul decide dac soluia obinut
conduce la valori acceptabile pentru fiecare din funciile obiectiv componente. Dac rspunsul este
negativ, atunci se introduc relaii restrictive suplimentare, care precizeaz limitele ntre care poate
lua valori funcia-obiectiv ce nu era satisfacut de soluia iniial.
Numrul de restricii din sistemul de ecuaii (6.56) i natura lor sunt determinate de
la caz la caz, n funcie de condiiile de achiere i cerinele tehnologice.
6.2.4. Algoritmul de calcul
Pentru linearizarea relaiilor i inegalitilor care exprim funcia de optimizare i restriciile,
acestea se logaritmeaz. Deoarece valorile lui s, t si A pot fi mai mici dect 1, pentru a se evita
logaritmii negativi, aceste mrimi se nmulesc cu 100 n toate relaiile respective. Astfel, pentru
restricia dat de durabilitatea sculei, (relaia 6.34), dac prelucrarea se face ntr-o trecere, rezult:
( ) ( )
n t s
C K
T D
HB
x y
x y
v v
ec
m
n
v
v
v v
=
|
\
|
+
100 100
100 318
200
(6.57)
Pentru funcia de optimizare se obine;
( ) ( ) ( ) ( ) ( )
f
K
n t s
C
n t s
=
=
10
100 100 100 100
4
0
(6.58)
Se logaritmeaz funcia de optimizare i restriciile, rezultnd;
ln f=ln C
0
-lg n -ln (100 t) -ln (100 s); (6.59)
( ) ( )
N
m
ec
v v
y x
v v
HB
D T
K C
s y t x n
v v
|
\
|
= + +
+
200
318 100
ln 100 ln 100 ln . ln (6.60)
i aa mai departe pentru toate celelalte restricii.
Pentru simplificarea calculelor se fac urmtoarele notaii:
ln f = f
0
; ln C
0
= K
0
; ln n = z
1
; ln (100 t) = z
2
; ln (100 ) = z
3
; (6.61)
ln
100 318
200
1
x y
v v
ec
m
n
v v
C K
T D
HB
b
+
|
\
|
= (6.62)
ln
100 1950 10
3
2
x y
e
F
n
F
F F
F
N
C HB K D
b
+
(6.63)
i aa mai departe, pentru toate celelalte restricii, pn la b
10
, pentru exemplul dat.
Cu aceste notaii, sistemul (6.56) devine:
f K z z z
z x z y z b
z x z y Z b
x z y z b
x z y z b
x z y z b
x z z b
z b
z b
z b
v v
F F
F F
F F
F F
0 0 1 2 3
1 2 3 1
1 2 3 2
2 3 3
2 3 4
2 3 5
2 3 6
3 7
3 8
1 9
=
+ + =
+ +
+
+
+
+
min
>
<
>
(6.64)
Determinarea regimului optim de achiere implic gsirea soluiilor pozitive pentru z
1
, z
2 ,
i
z
3
din sistemul de ecuaii (6.64) la care funcia liniar f
o
are valoare minim.
CAPITOLUL 7
PRECIZIA DE PRELUCRARE
7.1. Factorii de influen ai preciziei de prelucrare
Precizia de prelucrare reprezint gradul de concordan ntre dimensiunile, forma
geometric, poziia reciproc i calitatea suprafeelor piesei prelucrate i parametrii analogi dai n
desenul de execuie ai piesei proiectate (piesa ideala). Ea se evalueaz, n principiu prin diferena
dintre valorile realizate i cele prescrise ale parametrilor de precizie, adic prin eroarea ( abaterea )
de prelucrare.
Relaia dintre eroarea de prelucrare i componentele sale, este exprimat de funcia :
t
= f (
1
.........
5
) (7.1)
n care:
1
- este funcia componentei preciziei dimensionale
2
- este funcia formei geometrice a suprafeei
3
- este funcia formei profilului suprafeei
4
- este funcia poziiei reciproce a suprafeelor
5
- este funcia microgeometriei suprafeei.
Fiecare din cele j funcii au ca variabile ali parametri de influen
j
= f
i
( x
i
.... x
m
) (7.2)
Factorii de influen (
i
) a celor cinci funcii sunt specifici pentru fiecare din componentele
sistemului tehnologic M.U.-D-S-P, dintre care cei mai importani sunt urmtorii:
a) Maina unealt:
- imprecizia lanurilor cinematice ale mainii unelte
- imprecizia geometric a mainii unelte
- uzura mainii unelte
- rigiditatea mainii unelte
- vibraiile mainii unelte n timpul funcionrii
- reglaje necorespunztoare
b) Dispozitivele de orientare si fixare a semifabricatelor i a sculelor:
- orientarea i fixarea necorespunztoare a dispozitivelor pe maina unealt
- scheme de orientare greite
- uzura reazemelor
- deformaii elastice n timpul prelucrrii
- vibraii.
c) Scule achietoare:
- proiectare i execuie necorespunztoare
- ascuire necorespunztoare
- orientarea i fixarea n dispozitiv, incorect
- deformaii elastice i termice n timpul prelucrrii
- uzura
- vibraiile datorate geometriei prii active i a regimului de achiere
necorespunztor
d) Semifabricate:
- orientarea i fixarea necorespunztoare pe M.U. sau dispozitiv
- deformaiile elastice la strngere sau n timpul prelucrrii
- deformaii termice
- abateri ale formei
- neomogenitatea materialului
n afar de elementele sistemului tehnologic, erorile de prelucrare mai sunt influenate de:
e) Verificatoarele
- execuie necorespunztoare
- uzura elementelor componente
- influena temperaturii
- reglri greite ale operaiilor
- citiri greite
f) Factori de natur subiectiv
- ntocmirea greit a procesului tehnologic
- nerespectarea tehnologiei
- calificarea necorespunztoare a muncitorilor, n raport cu precizia prescris
- neatenia i lipsa de contiinciozitate a operatorului uman
Pentru exemplificare, se vor considera cteva cazuri a cror analiz este semnificativ.
7.2 Influena sculei achietoare
7.2.1 Uzura dimensional a sculei la achierea continu.
Influena cea mai mare asupra preciziei de prelucrare o are uzura sculei pe direcie
perpendicular pe suprafaa prelucrat (fig.7.1). aceast uzur este denumit uzur radial
(dimensional) ( U
r
).
Uzura radial depinde de lungimea achiei detaat, adic de drumul parcurs de muchia
achietoare a sculei n materialul prelucrat.
Modul de variaie a uzurii radiale este reprezentat n fig. 7.2 , n care:
U
r
- este uzura radial ; VB - este uzura pe faa de aezare; l
1
, l
2
- drumurile parcurse de scula
achietoare.
Fig.7.1 Fig. 7.2
Pe curb se pot evidenia trei zone: I - perioada uzurii iniiale; II - perioada de uzur
normal; III - perioada de uzur accentuat (catastrofal )
Prima perioad corespunde unei lungimi de achie de aproximativ 1000-1500m, cnd uzura
crete rapid, datorit retezrii microasperitilor rezultate n urma ascuirii.
Perioada de uzur normal II, se desfoar pe durata realizrii unei lungimi de achie de
circa 10000 - 30000m, cnd uzura crete aproape proporional cu lungimea achiei detaate. Datorit
caracterului liniar al uzurii n aceast etap, uzura poate fi caracterizat cu ajutorul unui indicator
denumit intensitatea uzurii normale (I) [13], care se determin cu relaia:
6
2
10 .
= =
l
n
U
tg I (7.3)
Din punct de vedere practic, s-a dovedit mai util ca uzura normal s fie raportat la 1000m
lungime de achie. Aceast valoare se numete uzur radial relativ i se exprim n [m/km]
1000
n
U
r
U = [m/km] (7.4)
innd seama de uzura iniial i de cea relativ, uzura dimensional a sculelor cu achiere
continu corespunztoare unui drum de achiere l
a
, se poate exprima cu relaia:
3
10
a
l
r i d
U U U + = [m] (7.5)
Pentru operaia de strunjire, lungimea de achiere se poate calcula cu relaia:
3
10
=
s
L d
a
l
[m] (7.7)
n care: d este diametrul suprafeei achiate [mm], L - lungimea suprafeei achiate [mm] i s
avansul [mm/rot]
Datorit uzurii radiale a sculei, diametrul efectiv al piesei se modific n timpul prelucrrii
unei piese de lungime mare, n sensul creterii acestuia, (fig. 7.3) sau de la o pies la alta, n cazul
pieselor scurte.
Fig. 7.3
In figura 7.3. curba 1 reprezint forma generatoarei dup prelucrarea cu un cuit nou ascuit,
iar curba 2 reprezint generatoarea obinut cu un cuit cu uzura iniial fcut.
Pentru ca dimensiunea piesei s rmn n cmpul de toleran, este necesar ca:
U
r
<
2
d
T
(7.8)
sau,
VB
. 2tg
d
T
(7.9)
La rndul ei, uzura sculei achietoare depinde de mai muli factori, precum: proprietile
fizico-mecanice ale materialului semifabricatului, viteza de achiere, adncimea de achiere,
avansul etc.
7.2.2. Uzura dimensional a sculei la achierea discontinu.
La achierea discontinu (frezare frontal, rabotare, etc.) [13] o pondere important n
fenomenul de uzur o are uzura prin frmiare, datorit discontinuitii procesului de achiere. Ca
urmare, uzura relativ a sculelor cu achiere discontinu poate fi exprimat cu relaia:
U
r
= U
r1
+ U
r2
[m/km] (7.10)
n care U
r1
este uzura relativ la achierea continu, iar U
r2
este uzura relativ datorit
achierii discontinue, care la rndul ei se poate determina cu relaia:
U
r2
= n
a
U
imp.
[m/km] (7.11)
unde n
a
reprezint numrul de intrri n achie a unui dinte la 1000m lungime de achie, iar
U
imp.
este uzura de impact la intrarea n achie.
Numrul de intrri al sculei n achie la 1000m lungime de achiere se determin cu relaia:
s
l
a
n
1000
= ( 7.12)
n care l
1000
este o fraciune din dimensiunea piesei pe direcia micrii de avans, care
corespunde unui drum de achiere de 1000m, n mm, iar s este avansul n mm/rot, la frezare sau
mm/c.d., la rabotare.
[Link] sculei
Datorit temperaturii degajate n procesul de formare i desprindere a achiei, o parte din
cldura este acumulat n scul, producnd dilatarea (alungirea) acesteia. Ca urmare a alungirii
termice a cuitului pe direcia axei Oy, n timpul procesului de achiere, forma geometric a piesei
prelucrate, dup nclzirea sculei, va fi conform celei din fig.7.4b, n care:
d
2
= d
1
- 2l
sc
(7.13)
a b
Fig.7.4
7.3 Influena semifabricatului
7.3. 1 Influena rigiditeaii piesei
Componenta pe direcia x a forei de achiere acioneaz asupra piesei producnd
deformarea acesteia. Astfel, la strunjirea unei piese fixate ntre vrfuri (fig. 7.5) va apare o sgeat a
crei valoare se poate calcula cu relaia :
Fig.7.5
Y =
( )
l I E
x x
x
F
3
2 2
1
(7.14)
n care :Y - este mrimea deformaiei
F
y
- componenta pe direcia y a forei de achiere
E - este modulul de elasticitate [ daN/cm
2
]
I - este momentul de inerie al arborelui, [ cm
4
]
l - este lungimea arborelui
- este distana de la reazem la punctul de aplicare al forei F
y
.
Datorit acestei deformaii, piesa prelucrat va avea forma din figura 7.6
Fig.7.6
Dac piesa este fixat numai n universal (consol), forma piesei rezultat n urma
prelucrrii va fi cea din fig.7.7
Fig.7.7
[Link] abaterilor de la form a semifabricatelor
Abaterile de la forma a semifabricatelor, conduc la neuniformiti ale adaosului de
prelucrare. Aceste variaii ale adaosului de prelucrare produc variaii ale forelor de achiere i
implicit deformaii elastice ale semifabricatului i sculei, variabile. Ca urmare se vor obine erori de
cilindricitate.(fig.7.8)
Fig.7.8
7.4. Influena deformaiei elastice a sistemului tehnologic
Deformaia elastic a sistemului tehnologic M.U.-D-S-P provoac variaia poziiei relative
scul-pies, ceea ce determin erori dimensionale, erori de form geometric, erori de poziie ale
suprafeelor. De exemplu, n cazul strunjirii unui arbore fixat ntre vrfuri ( fig.7.9) [19] deformaia
sistemului elementelor componente care sunt legate n serie (suportul port cuit, arborele principal,
piesa) i ea determin o eroare dimensional de prelucrare.
Fig.7.9
Datorit forei F
x y
, care acioneaz asupra sistemului, n reazeme apar reaciunile F
pf
i F
pm
care deplaseaz ppua fix, ppua mobil i suportul cuitului din poziia AB n poziia AB cu
mrimile Y
pt
, Y
pm
i Y
sc
. Fora care acioneaz asupra suportului cuitului fiind constant i
mrimea Y
sc
va fi constant.
Valorile cu care se deplaseaz ppua fixa i mobil sunt:
Y
p f
=
pf
J
pf
F
(7.15)
unde: F
pf
= F
yx
l
x
;
J
pf
- rigiditatea ppuii fixe
Y
p m
=
pm
J
Fpm
(7.16)
unde: F
pm
= F
yx
l
x l
; J
pm
- rigiditatea ppuii mobile
Mrimea cu care s-a deplasat axa de rotaie a piesei din poziia C n C este:
Y
x
= Y
AP
+ Y
P
(7.17)
unde: Y
AP
- este deplasarea axului principal
Y
AP
= Y
Pf
+ Y
Pm
(7.18)
Y
P
- deformaia piesei
Deplasarea total a sistemului va fi dat de suma tuturor deplasrilor, adic:
Y
sist
= Y
AP
+ Y
sc
+ Y
P
(7.19)
sau, dac se nlocuiesc deplasrile cu expresiile lor, se obine:
Y
sist
= F
z y
[ W
p f
( )
2
1
l
x
+ W
P m
2
|
\
|
l
x
+ Ws c +
( )
l I E
x x l
3
2 2
]
(7.20)
n care: W
pf
- cedarea ppuii fixe
W
pm
- cedarea ppuii mobile
W
s c
- cedarea suportului cuitului
W - este inversul rigiditii ( W =
J
1
)
Datorit deformaiei sistemului tehnologic M.U.-D-P-S, piesa rezultat n urma prelucrrii
va avea forma din fig.7.10, dac rigiditatea piesei este foarte mare.
Fig.7.10 Fig. 11
Dac rigiditatea piesei este mic, dup prelucrare, aceasta va avea forma din fig.7.11
7.5. Precizia economic
Pentru fiecare procedeu de prelucrare se poate defini o precizie economic, adic precizia
care poate fi obinut prin procedeul respectiv, ntr-un timp minim de prelucrare, cu muncitori cu
calificare medie i folosind dispozitive universale, adic, n condiii normale de prelucrare .
De exemplu, la prelucrarea unei suprafee cilindrice exterioare prin diferite procedee (
fig.7.24) [19], curba I corespunde strunjirii de finisare, curba II rectificrii de degroare, iar curba III
rectificrii de finisare.
Fig. 7.12 Fig.7.13
Se observ c, folosind la strunjire, muncitori de calificare nalt, strunguri de precizie
ridicat i condiii de achiere adecvate, se poate obine o precizie de prelucrare corespunztoare
treptei 7 ISO sau chiar 6, dar n comparaie cu rectificarea, acest procedeu de prelucrare nu este
economic.
Deoarece factorii care influeneaz precizia de prelucrare sunt interdependeni, problemele
preciziei de prelucrare nu trebuie analizate i rezolvate separat, pentru o anumit etap a prelucrrii,
ci sistemic, n ansamblul acestui proces.
Abordarea problemei preciziei de prelucrare n construcia de maini, necesit n principiu
parcurgerea urmtoarelor etape:[19]
a) stabilirea preciziei de prelucrare necesare de prelucrare a
pieselor, inndu-se seama de condiiile de funcionare i de calitatea impus produsului;
b) stabilirea procedeelor i metodelor de prelucrare necesare obinerii n condiii economice
a preciziei prescrise, precum i alegerea metodelor i mijloacelor de control necesare verificrii
preciziei impuse;
c) determinarea preciziei de prelucrare reale obinut prin procedeele folosite la prelucrare
n funcie de precizia real determinat, se analizeaz cauzele apariiei erorilor de prelucrare i se
prescriu msurile necesare pentru eliminarea acestor erori.
Prima etap se rezolv de ctre inginerul proiectant, n faza de proiectare, iar urmtoarele
etape, de ctre inginerul tehnolog.
Importana economic a preciziei de prelucrare rezulta din faptul c aceasta influeneaz
condiiile de exploatare. Astfel, din graficul din fig. 7.25, se poate constata ca, la un ajustaj piston-
cilindru, ca odat cu creterea preciziei de prelucrare (scderea toleranei), cresc cheltuielile de
fabricaie ( C
f
) i scad cheltuielile de exploatare ( C
e
)
Curba rezultat C, admite un punct de minim, care definete tolerana optim de execuie.
Ca urmare a importanei preciziei de prelucrare n construcia de maini, n ultimii 30-35 ani
s-a manifestat o tendin continu de cretere a preciziei de execuie de 1,5-2 ori n paralel cu
mbuntirea performanelor funcionale.
n tabelul 7.1[12] se prezint precizia medie economic obinut la cteva din procedee de
prelucrare, n care:
- Precizie obinut fr msuri tehnologice deosebite (precizie medie)
x - Precizie obinut cu msuri tehnologice deosebite (precizie limit)
7.6. Determinarea erorii totale de prelucrare
Determinarea erorii totale de prelucrare se face lund n consideraie toi factorii care
influeneaz precizia de prelucrare. Determinarea erorii totale de prelucrare intereseaz n special, la
prelucrrile de finisare.
Eroarea total de prelucrare se determin prin dou metode: analitic i statistic.
[Link] analitic a erorii totale de prelucrare
Calculul analitic al erorii totale de prelucrare este foarte complicat i presupune cunoaterea
cu exactitate a influenei tuturor factorilor. Elementele de calcul analitic necesit studii
experimentale i teoretice aprofundate pentru cea mai mare parte a cazurilor.
Elementele de calcul analitic necesit studii experimentale i teoretice aprofundate pentru
cea mai mare parte a cazurilor.
Eroarea total de prelucrare este dat de suma erorilor primare de prelucrare, care sunt de
trei tipuri: sistematice, grosolane i ntmpltoare.
Deoarece erorile grosolane se datoresc neateniei sau calificrii reduse a muncitorilor,
acestea pot fi eliminate prin luarea unor msuri adecvate. Astfel, n calculul analitic al erorii totale
T
se pot lua numai erorile sistematice i ntmpltoare:[23]
T
=
s
+
2
i
(7.21)
n care
s
- este suma algebric a erorilor sistematice i cuprinde urmtoarele erori:
s
=
g
+
o
+
tc
+
de
+
dt
+
u
+
mc
(7.22)
g
- este eroarea datorit impreciziei geometrice a elementelor sistemului tehnologic
o
- este eroarea de orientare a elementelor sistemului tehnologic
fc
- este eroarea de fixare constant a elementelor sistemului tehnologic
de
- este eroarea datorat deformaiilor elastice a elementelor sistemului tehnologic
dt
- eroarea datorat deformaiilor termice ale elementelor sistemului tehnologic
u
- eroarea datorat uzurii elementelor sistemului tehnologic
mc
- eroarea de msurare constant
iar
2
i
este - suma medie ptratic a erorilor ntmpltoare i care cuprinde erorile:
2
i
=
2 2 2 2 2
mc fv ti A HB
+ + + + (7.23)
HB
- eroarea datorit variaiei duritii materialului prelucrat
A
- eroarea datorat variaiei adaosului de prelucrare
Ti
- eroarea datorata tensiunilor interne
fv
- eroarea de fixare variabil
mv
- eroarea de msurare variabil
Pentru diverse cazuri concrete de prelucrare, unele din erori pot fi neglijate i nu se iau n
calcul.
Erorile care intr n calcul se pot lua cu semnul (+) sau (-), n funcie de sensul influenei
factorului considerat. Pentru ca prelucrarea s ndeplineasc condiiile de precizie este necesar ca :
T
< T (7.24)
n care T - este tolerana.
7.6.2. Determinarea cmpului de mprtiere a erorii de prelucrare prin metoda statistic
Datorit numeroilor factori care influeneaz precizia de prelucrare i prezentai anterior, la
prelucrarea unui lot de piese de aceeai tipo-dimensiune, prin acelai procedeu, la aceeai main
unealt, cu acelai dispozitiv i cu aceeai scul reglat la cot, din cauza erorilor de prelucrare,
piesele din lot vor avea dimensiuni efective diferite. Diferena dintre dimensiunile efective limit,
rezultate din aceste condiii de prelucrare, se numete cmp de mprtiere (cmp de dispersie sau
amplitudinea dimensiunilor ) i este dat de relaia:
W = d
ef max
- d
ef min
(7.25)
Cmpul de mprtiere este o caracteristic a preciziei de prelucrare pe o main unealt dat,
n anumite condiii de achiere. In general, cu ct cmpul de mprtiere W este mai mic, cu att
precizia mainii unelte este mai mare i invers.
Pentru studiul distribuiei erorilor de prelucrare efective, se poate folosi dou metode:[23]
a) metod statistic empiric care se aplic astfel:
- se prelucreaz un lot de circa 100 de piese, folosind aceleai condiii;
- cu un aparat de precizie corespunztor, se msoar dimensiunea fiecrei piese i se noteaz
ntr-un tabel;
- se face o sistematizare a dimensiunilor sau abaterilor efective n ordinea cresctoare, pe
intervale i frecvene. Din valorile dimensiunilor efective obinute se elimin cele accidentale i
necaracteristice;
- se calculeaz cmpul de mprtiere;
- cmpul de mprtiere se mparte n mai multe intervale convenabile i ( i = 5 - 17 ) n
funcie de mrimea lotului de piese;
- se calculeaz amplitudinea unui interval a cu relaia:
a =
i
w
[ mm ] (7.26)
Parcurgnd aceste etape, se ntocmete tabelul frecvenelor sau distribuia de frecven.
Distribuia de frecven se poate reprezenta grafic, sub forma de histogram, poligon de
frecven sau curba empiric de distribuie. ( fig.7.13)
Dac n poligonul de frecvene se unesc punctele cu linii curbe, se obine curba empiric de
distribuie.
Fig.7.14 Fig.7.15
b) Metoda statistici matematice
Dac ns se mrete la numrul intervalelor (claselor), concomitent cu micorarea lor,
poligonul de frecven se transform ntr-o curb continu n form de clopot, care se numete
curb teoretic a distribuiei normale sau curba Gauss-Laplace, ( fig.7.14) care are expresia:
2
2
_
2
) (
2
1
) (
X x
e x
i
= (7.27)
n care: - este abaterea medie ptratic
e - este baza logaritmilor naturali ( e = 2,718 )
x
i
- este dimensiunea efectiv ntmpltoare, sau media intervalului i;
x - este media ponderal a dimensiunilor
=
N
i
n
i
x X
_
(7.28)
unde: n
i
- este frecvena de apariie a unei dimensiuni n intervalul i ;N - este numrul
total de cazuri posibile ( N =
i
n )
n
i
/N - probabilitatea de apariie a unei dimensiuni n intervalul i
Pentru trasarea acestei curbe se procedeaz astfel:
- se calculeaz abaterea medie ptratic a dimensiunilor , cu relaia:
=
=
=
|
|
\
|
m
i
i
n
m
i
i
n
a
M i
x
a
1
1
2
0
(7.29)
n care :a este amplitudinea intervalului; m - este numrul de intervale ales ( ntre 5 - 17
); x
i
- este media intervalului; M
o
- este media intervalului de frecven maxim; n
i
- este frecven
absolut a intervalului (numrul de piese din interval )
- se calculeaz cmpul de mprtiere a erorilor de prelucrare cu relaia:
W = 6 (7.30)
Curba normal de distribuie prezint dou puncte de inflexiune cu valorile pe axa absciselor
de x = + i x = -, iar n punctele + 3 i - 3 devine asimptot la axa X
Suprafaa dintre - i + i curba reprezint 78,27% iar cea cuprins ntre -3 i +3 i
curba 99,73% din ntreaga suprafa de sub curb.
Aceasta face ca intervalul de la - la -3 si +3 la + s fie neglijabil. Ca urmare, cmpul
de mprtiere are mrimea W = 6
La prelucrarea unor piese cu scula reglat la cot ( cota d
r
) cele mai multe dimensiuni vor
avea d
ef
d
r
. Frecvena de apariie a acestor dimensiuni va scdea de o parte i de alta a cotei de
reglare. Aa se explic i de ce pe curba Gauss exist un maxim, adic un centru de grupare a
dimensiunilor efective n dreptul mediei ponderale x .
Eroarea accidental
a
din fig.7.14 reprezint abaterea unei mrimi ntmpltoare fa de
media ponderatx .
In practic se consider numai poriunea din curba egal cu 6, care reprezint o
probabilitate de cuprindere a dimensiunilor de peste 99%.
Poriunea 6 din curba de distribuie, se mai numete i precizie caracteristic a
procedeului de prelucrare, pentru un anumit sistem tehnologic. Fiecrui procedeu de prelucrare sau
de control, fiecrei maini unelte i respectiv, fiecrui mijloc de control, i este caracteristic un
anumit 6. Cu ct cmpul de mprtiere a erorilor 6 este mai mic, cu att procedeul de prelucrare
pentru sistemul tehnologic dat este mai precis i invers.
Erorile sistematice constante se produc doar deplasarea curbei fa de originea O, fr a-i
schimba forma.
Erorile sistematice variabile n timp provoac att deplasarea curbei, ct i schimbarea formei
acesteia.
7.6.3. Interpretarea practic a curbelor de distribuie
Interpretarea practic a distribuiei erorilor de prelucrare const n a vedea n ce raport se afl
cmpul de mprtiere 6, ca mrime i ca poziie, fa de toleraa T prescris la piesele prelucrate.
Astfel, poriunea curbei de distribuie care depete tolerana prescris T (fig.7.15) [23], reprezint
probabilitatea de a rebuta piesa.
Poriunea curbei de repartiie normal care depete tolerana prescris T (fig. 7.15)
reprezint probabilitatea de rebut i este dat de aria A
1
, adic:
P(x
i
>d
max.
) =A
1
(7.31)
Deoarece aria A
1
este greu de calculat, ea se poate determina indirect n baza relaiei:
A
1
= 0,5 A
2
(7.32)
= =
M
A A
M
d
X
dX
x
e
d
X
ydx A
2
2
2
2
2
2
1
2
(7.33)
fcnd schimbarea de variabil:
_
2
2
X
M
d A
X
A
Z
= = (7.34)
2
A
M
Z d X = (7.35)
Dac n relaia (7.34) se nlocuiete
=
N
i
n
i
x X
_
, (relaia 7.19), rezult valoarea ariei A
2
:
( )
= =
M
A
d
d
Z d
Z
e
A
Z A
2
2
2
2
2
1
2
(7.36)
Valoarea funciei (Z
A2
) se poate lua i direct din tabele speciale, ntocmite n funcie de
valoarea calculat Z
A2
.
Probabilitatea de apariie a rebuturilor se calculeaz cu relaia (7.32)
Fig. 7.16
Dac 6 > T, rezult c maina unealt nu asigur precizia necesar i se va alege o alt
main mai precis.
Dac 6 < T i totui apar rebuturi, rezult c reglajul la cot a fost fcut greit, urmnd ca
reglajul s fie refcut.
In cazul considerat (fig. 7.16) scula s-a reglat prea aproape de dimensiunea d
max.
Pentru a se
nltura posibilitatea apariiei rebuturilor (suprafaa A
1
) se va corecta reglajul astfel ca diametrul de
reglare d
r
= d
optim.
=
_
X (curba cu linie ntrerupt)
In cazul cnd se prelucreaz mai multe loturi de piese, la maini diferite, curbele de
distribuie obinute pot fi de dou feluri: simetrice ( fig. 7.17) i asimetrice ( fig. 7.18)
Fig.7.17. Fig.7.18
Pentru cele dou loturi de piese (din fig. 7.17), reglarea sculei s-a fcut la aceeai cot x
1
= x
2,
iar mainile unelte au precizia caracteristic 6
1
i respectiv 6
2
.
Dac cele doua loturi de piese se amestec dup o nou msurare se va obine curba de
distribuie rezultanta R.
Curbele din fig.7.18 se obin la prelucrarea pe aceeai maina unealt (
1
=
2
=
3
) dar n
schimburi diferite cu scula reglat la cote diferite (
_
2
_
1
X X )
7.7. Reglarea sistemului tehnologic n vederea realizrii preciziei prescrise
In funcie de caracterul produciei se disting trei metode de reglare mai frecvent utilizate:
a) reglarea prin treceri de prob folosit n producia de unicate i serie mic;
b) reglarea prin piese de prob;
c) reglarea cu etaloane.
Ultimele dou metode se folosesc n producia de serie i de mas.
7.7.1. Reglarea sculei prin treceri de prob
La aceast metod, cota la care se face reglarea, este de regul dimensiunea medie prescris:
2
. min . max
.
d d
med
d
r
d
+
= = (7.37)
2
. min . max
.
D D
med
D
r
D
+
= = (7.38)
In cazul pieselor de precizie relativ ridicat, pentru a se evita rebutul irecuperabil, reglarea
sculei se face la 2/3 din tolerana, fa de limita rebutului definitiv fig.7.19a [23]
a b
Fig.7.19
Diametrele care rezult cu un astfel de reglaj se mai numesc diametre probabile:
d
T d
prob
d
r
d
3
2
. min .
+ = = (7.39)
D
T D
prob
D
r
D
3
2
. max .
= = (7.40)
Metoda reglrii prin treceri de prob, const n efectuarea unei treceri de prob pe o anumit
lungime l
i
, msurarea dimensiunii rezultate d
i
, calculul adncimii de achiere pentru obinerea cotei
finale i trecerea final.
t
f1
=
2
. med
d
i
d
(7.41)
t
f2
=
2
. prob
d
i
d
(7.42)
t
f1
=
2
. . i
D
med
D
(7.43)
t
f2
=
2
.
i
D
prob
D
(7.44)
La prelucrarea pieselor cu precizie suficient de ridicat, pentru a se reduce influena
deformaiilor elastice din sistem, se procedeaz la mai multe treceri de prob, pn se stabilete cota
de reglare.
Adncimea de achiere minim care se poate lua la o trecere trebuie sa fie t > 0,03 mm
pentru strunjiri, frezri, rabotri, etc., pentru a nu se produce tasri fr achiere.
7.7.2. Reglarea sculei la cot cu ajutorul pieselor de prob
Aceast metoda se aplic n cazul produciei de serie i ia n consideraie condiiile concrete
n care se desfoar procesul de prelucrare. Astfel, se are n vedere, att influena uzurei sculei
achietoare, ct i dilatarea sculei, care influeneaz n cea mai mare msur precizia de prelucrare
(fig.7.20)
Din fig.7.20 se observ c n prima faz diametrele efective obinute n urma prelucrrii scad
datorit dilatrii sculei, ca apoi s creasc datorit uzurii sculei ( curba C
1
).
Dac se ia n considerare numai aciunea erorilor sistematice, dup un timp t
k
de la nceputul
prelucrrii lotului piesele cu numr de ordin n
k
ar trebui s aib dimensiuni d
k
. In realitate, datorit
erorilor ntmpltoare (variaii ale duritii materialului, variaia adaosului de prelucrare etc.)
dimensiunea d
k
nu este constant, ci variaz ntr-un cmp 6 care reprezint mrimea cmpului de
dispersie al abaterilor provocate de erorile ntmpltoare. Abaterile dimensiunii d
k
se supun legii
normale de distribuie ( curba C
2
)
Fig.7.20 Fig.7.21
Pentru ca durata ntre dou reglri s fie ct mai mare, curba C
1
trebuie s aib o anumit
poziie fa de cmpul de toleran ( fig. 7.19)
Din fig. 7.21 [23] se observ c durata ntre doua reglri
r
difer n funcie de poziia curbei
C
1
, astfel c
rII
>
rI
. In acest caz, dimensiunea de reglare optim d
ro,
a sculei la prelucrarea arborilor
este:
d
ro
= d
r2
= d
min.
+3 +r (7.45)
iar pentru prelucrarea alezajelor:
D
ro
= D
r2
= D
max
-3 - r (7.46)
unde r este eroarea de reglare.
Determinarea dimensiunii optime de reglare necesit cunoaterea parametrului
(caracteristica de precizie a mainii unelte). Dac acest parametru nu se cunoate, n cadrul acestei
metode de reglare, se recurge la estimarea lui pe baza unui sondaj statistic de volum redus,
obinndu-se abaterea medie ptratic '
Pentru calculul lui ' se prelucreaz un numr mic de piese ( 5-10), numite piese de prob,
cu dimensiunea de reglare a sculei corespunztoare mijlocului cmpului de toleran:
2
. min
T
d
r
d + = (7.47)
Dup prelucrarea celor n piese de prob, se calculeaz ' cu relaia:
' = ( )
=
n
i
i
d d
n 1
2
1
1
(7.48)
n care: n reprezint numrul de pieselor de prob prelucrate; d
I
dimensiunile efective ale
pieselor de prob;
_
d - dimensiunea medie a pieselor de prob, care se calculeaz cu relaia:
_
d =
=
n
i
i
d
n
1
1
(7.49)
Deoarece valoarea erorii de reglare r n cazul acestei metode este nesemnificativa i nu se
cunoate, n calculul iniial al cotei de reglare nu se ine cont de ea. Astfel, dimensiunea de reglare a
sculei va fi :
d
ro
= d
min.
+3' (7.50)
iar pentru prelucrarea alezajelor:
D
ro
= D
max
-3' (7.51)
Corectitudinea reglrii se verific prelucrnd cu scula reglat la dimensiunea d
ro
(D
ro
) un
numr suplimentar de piese (5-10). Reglarea este corect dac centrul de grupare a dimensiunilor
acestor piese prelucrate coincid cu d
ro
(D
ro
) sau se abate foarte puin.
7.7.3. Reglarea sculei cu etaloane
Metoda de reglare cu etaloane sau calibre presupune utilizarea unor calibre sau piese etalon
pe care sunt materializate cotele optime de reglare. Cotele caracteristice etaloanelor sunt prezentate
n fig.7.22 [23]
Fig.7.22
Calibrele i etaloanele se execut din oel clit cu suprafeele prelucrate foarte precis.
Valorile teoretice ale cotelor de reglare optim pentru suprafeele cilindrice sunt:
d
ro
= d
min.
+3 (7.52)
iar pentru prelucrarea alezajelor:
D
ro
= D
max
-3 (7.53)
Deoarece reglarea este static i nu intervin forele de achiere care s produc deformaia
elastic a sistemului tehnologic, pentru a ine cont de aceste deformaii, dimensiunea etalonului se
va calcula cu relaiile:
d
et
=d
ro
-2
de
(7.54)
D
et
= D
ro
+ 2
de
(7.55)
unde 2
de
este eroarea de prelucrare datorit deformaiilor elastice ale sistemului tehnologic
In cazul cnd parametrul nu se cunoate, se poate determina valoarea aproximativa a sa, '
ca n cazul metodei de reglare dup piese de prob.
Deoarece, n majoritatea cazurilor nu se cunoate nici valoarea erorii datorit deformaiilor
elastice, pentru a determina dimensiunea etalonului se procedeaz astfel:
- se execut etalonul la o dimensiune aproximativ, fr a include mrimea deformaiilor
elastice:
d'
et
= d
min.
+ 3' (7.56)
- se regleaz scula dup acest etalon i se prelucreaz un numr de piese (minim 10) n
aceleai condiii ca restul pieselor ce urmeaz a fi prelucrate;
- se msoar diametrele efective i se calculeaz media dimensiunilor:
_
d
=
=
n
i
i
d
n
1
1
(7.57)
Diferena dintre aceasta valoare
_
d i dimensiunea aproximativ a etalonului, reprezint
deformaia elastic a sistemului tehnologic:
2
de
=
_
d - d'
et
(7.5)
Cu aceast valoare se realizeaz corectarea reglrii folosind dou metode:
- prin ndeprtarea de pe etalon a unui strat de material cu: t =
de
, dimensiunea rezultat a
etalonului fiind :
d
et
= d'
et
- 2
de
(7.59)
- prin modificarea poziiei sculei cu ajutorul mecanismului de reglare a mainii unelte.
7.8. Controlul activ al pieselor
Datorit complexitii procesului de achiere, factorii care influeneaz precizia de
prelucrare acioneaz simultan astfel c este dificil de nlturat efectul lor nefavorabil.
Prelucrarea pieselor cu sculele reglate la cot are dezavantajul c influena acestor factori, nu
poate fi nlturat total. Din acest motiv, n cazul prelucrrii pieselor de precizie ridicat, n
producia de serie i de mas, se folosete controlul activ.
In cazul controlului activ, rezultatele msurtorilor efectuate asupra pieselor n timpul
prelucrrii, genereaz intervenii directe asupra mecanismelor de comand ale mainilor unelte
dotate cu mijloace de control activ n sensul reducerii influenelor factorilor perturbatori.
Deoarece controlul dimensional i de form geometric a pieselor se realizeaz simultan cu
prelucrarea acestora, controlul activ asigur obinerea unor piese cu dimensiuni efective cuprinse
strict n limitele toleranelor prescrise. n acest fel, obinerea unor piese rebut, este mult diminuat i
n unele cazuri practic exclus, dac echipamentul de control activ funcioneaz n bune condiii.
Prin urmare, controlul activ n procesul de prelucare mecanic prin achiere, asigur
comanda funcionrii mainii unelte sau a utilajului i reglarea la cot a sculei, pe toat durata
fluxului tehnologic de prelucrare a pieselor, n regim automat.
Modul general de utilizare a echipamentelor de control activ ntr-un sistem tehnologic, este
redat n figura 7.21.[20]
Din punct de vedere constructiv funcional, echipamentul pentru controlul activ poate
efectua controlul activ preoperaional, operaional, postoperaional i cu autocorectarea reglajului.
n cazul controlului activ preoperaional, (fig. 7.22.a)[20] semifabricat 1, controlat de
echipamentul de msurat 2, intr n selectorul 3. Dac semifabricatul corespunde preciziei prescrise,
acesta este transmis la postul de lucru 4 reglat de sistemul de comand 5. Dac semifabricatul nu
corespunde prescripiilor de precizie este eliminat din fluxul tehnologic de ctre selectorul 3.
Controlul activ operaional, (fig. 7.22.b)[20] se bazeaz pe principiul msurrii continue a
variaiei grosimii adaosului de prelucrare. n acest caz, blocul de msurare 1 i blocul de citire 2
transmit informaiile despre mrimea grosimii adaosului de prelucrare blocului de comand 5 care
acioneaz asupra mecanismului de reglare a sculei 4 n sensul uniformizrii grosimii adaosului de
prelucrare, pn cnd dimensiunea efectiv se nscrie n limitele toleranei.
Echipamentele de control postoperaional (fig.7.23a) [20] se caracterizeaz prin aceea c
blocul de control 3 realizeaz msurarea pieselor dup prelucrare, dup care piesele sunt selectate n
clase de precizie. n acest caz, piesele finite 7 sunt transferate de la postul de lucru 1 reglat de
subsistemul de comand alctuit din blocul 3 de culegere a datelor i din blocul 2 de decizie, ctre
blocul de sortare 4 de unde, n funcie de dimensiunile efective msurate ale piesei finite 5, se emit
comenzile corespunztoare de reglare a sculei 1 fa de semifabricatul 7.
Fig. 7.21
Echipamentele de control activ cu autocorectarea reglajului (fig. 7.23 b) [20] realizeaz
autoconducera procesului de prelucrri mecanice prin achiere. Ele sunt alctuite din blocul de
culegere a informaiilor 1, blocul de decizie primar 2, blocul de acionare 3, mecanismul de reglare
a sculei 4. Funcionarea echipamentului se bazeaz pe buclele a, b i c. Bucla de control "a" culege
informaia curent de la operaia de prelucrare i o compar cu informaia blocului de decizie 2 dat
de elementul de referin 5. n funcie de rezultatul obinut n urma comparrii, prin bucla "b" de
reacie se acioneaz asupra buclei "c" care corecteaz poziia reciproc scul-pies.
a b
Fig. 7.22
a b
Fig.7.23
CAPITOLUL 8
CALITATEA SUPRAFEEI PRELUCRATE
8.1. Caracteristicile geometrice ale suprafeei prelucrate
Noiunea de calitate a suprafeei prelucrate cuprinde mai multe caracteristici care determin
pe de o parte, geometria suprafeei reale, iar pe de alt parte, proprietile fizico-mecanice ale
stratului superficial.
Caracteristicile de calitate ale stratului superficial influeneaz n mod decisiv asupra
comportrii n exploatare a piesei noi sau recondiionate.
Cea mai important caracteristic de calitate a stratului superficial este rugozitatea. n cazul
prelucrrii prin achiere, rugozitatea suprafeelor (microgeometria suprafeei) prelucrate are trei
componente: rugozitatea de generare, rugozitatea datorat vibraiilor i rugozitatea datorat
deformrii elasto-plastice a materialului prelucrat.
Pentru cazul cel mai des ntlnit la strunjire, atunci cnd profilul teoretic al suprafeei
prelucrate este generat de ambele tiuri ale sculei, (figura 8.1) valoarea teoretic maxim a
rugozitii de generare R
max.
se poate calcula cu relaia:
1
. max
. . ctg ctg
s
R
+
= (8.1)
Fig. 8.1
n cazul achierii cu un cuit cu raza de racordare r
, valoarea maxim a rugozitii de
generare este dat de relaia:
4
2
. max
s
r r R =
(8.2)
sau cu aproximaie:
r
S
R
8
2
. max
(8.3)
n cazul frezrii cu o frez cilindric, nlimea rugozitii este dat de o relaie similar:
r
z
U
R
8
2
. max
(8.4)
unde u
z
reprezint avansul pe dinte.
Rugozitatea practic (pus n eviden prin msurtori), este diferit de cea teoretic,
repectiv de cea calculat cu relaiile menionate, datorit numeroilor factori de influen care
intervin n procesul de achiere.
Rugozitatea datorat fenomenelor plastice legate de formarea achiei i a depunerilor pe
tiul sculei (figura 8.2), se poate prezenta sub form de solzi de depunere (1), ondulaii (2), fisuri
(3) i poroziti (4).
Fig. 8.2 Fig. 8.3
Solzii de depunere sunt particule desprinse din depunerile pe tiul sculei i imprimate n
materialul prelucrat. Aceste depuneri apar mai nti pe faa de degajare n apropierea muchiei
achietoare i pot crete pn cnd se poate substitui muchiei achietoare i realizeaz rizuri adnci
pe suprafaa prelucrat (figura 8.3). La anumite valori limit a nlimii tiului de depunere, acesta
se rupe datorit solicitrii i se divide, una din pri rmnnd n achie, iar cealalt se impregneaz
n suprafaa prelucrat.
Ondulaiile se datoresc unor vibraii care apar n procesul de achiere.
Fisurile apar n locurile n care s-a fcut desprinderea achiilor de pe suprafaa prelucrat.
Apariia fisurilor este favorizat de utilizarea sculelor cu unghiuri de degajare negative sau de
fragilitatea materialului achiat.
Porozitile apar la smulgerea unor particule din materialul prelucrat ca urmare a
solicitrilor intense la care este supus stratul superficial n timpul achierii.
Aceste neregulariti ale suprafeelor prelucrate au un caracter aleator i nu pot fi luate n
consideraie la determinarea rugozitii suprafeelor.
8.2 Caracteristicile fizico- mecanice ale suprafeei prelucrate
In timpul procesului de achiere, datorit fenomenelor care nsoesc formarea i desprinderea
achiilor, n material au loc solicitri fizico-mecanice complexe, care conduc la modificarea
proprietilor mecanice ale stratului superficial, modificri care poart denumirea de ecruisare.
Ecruisarea, are ca efect mrirea duritii stratului superficial, fenomen care este favorabil
piesei n timpul funcionrii, deoarece i mrete rezistena la uzur, dar este defavorabil procesului
de achiere, deoarece mrete uzura sculei.
Gradul de ecruisare depinde de caracteristicile fizico-mecanice ale materialului prelucrat, de
geometria prii active a sculei i de parametrii regimului de achiere.
Aciunea mecanic din timpul achierii produce o deformare plastic a stratului superficial i
o deformare elastic a acesteia. Dup achiere, materialul deformat elastic tinde s revin la forma
lui iniial, acionnd asupra stratului superficial deformat plastic. Aceast interaciune face s apar
tensiuni de compresiune n stratul superficial i tensiuni de ntindere n restul materialului.
Astfel, la achierea unui oel OLC45 s-a obinut o diagram a eforturilor unitare din stratul
superficial indicat n figura 8.4
Pornind de la exterior ctre interior se constat mai nti o puternic compresiune pe o
adncime foarte mic, urmat de o zon cu eforturi de ntindere care cuprinde cea mai mare poriune
din grosimea stratului afectat. n ultima zon eforturile sunt din nou de compresiune dar de valoare
mic, ns pe o grosime relativ mare
Figura 8.4.
8.3 Factorii de influen asupra calitii stratului superficial
Mrimea rugozitii este influenat de numeroi factori dntre care cei mai importani sunt:
- propritile fizico-mecanice ale materialului prelucrat;
- procedeul de generare a suprafeei i parametrii regimului de achiere;
- parametrii geometrici ai prii active a sculei;
- rigiditatea sistemului tehnologic elastic M.U.D.S.P.
- fluidele de rcire ungere.
8.3.1 Influena materialului de prelucrat
Materialul prelucrat poate influena rugozitatea prin: proprietile fizico-mecanice; structur
(mrimea grunilor); coninutul de ferit, perlit i carbon, precum i prin gradul de ecruisare.
Dintre proprietile fizico-mecanice, influena cea mai mare asupra rugozitii o are
duritatea. Aceast influen asupra rugozitii este prezentat grafic n figura 8.5.
Se observ c rugozitatea scade la prelucrarea materialelor cu duritate mare. Curbele 1 i 2,
s-au obinut cu viteze de achiere diferite (v
2
> v
1
).
n figura 8.6[24] sunt prezentate curbele de variaie a rugozitii n funcie de constitueni
din structura materialului prelucrat, repectiv: 1 perlit lamelar; 2 perlit globular; 3 sorbit;
4 troostit. Se poate observa c troostit d rugozitatea cea mai mic.
Fig. 8.5 Fig. 8.6
Rugozitile mari obinute la achierea materialelor cu plasticitate ridicat se datoresc
depunerilor pe ti care sunt favorizate de aceast plasticitate precum i de deformaiile mari care au
loc.
[Link] parametrilor regimului de achiere
Cea mai mare influen asupra mrimii rugozitii o are viteza de achiere i avansul. n
diagrama din figura 8.7 [24] se poate observa c rugozitatea scade cu creterea vitezei de achiere i
se mrete dac avansul crete. Valorile mai mari ale rugozitii din jurul vitezei de 20 - 30 m/min.
se datoresc faptului c la aceast vitez de achiere apar condiii favorabile depunerilor pe ti, care
prin rupere periodic se imprim n material.
Fig. 8.7 Fig. 8.8
La viteze mai mici, ct i la viteze mai mari (peste 50m/min) datorit lipsei depunerilor pe
ti rugozitatea se va micora i va fi format numai de urmele lsate de scul.
Din diagramele din figurile 8.7 i 8.8 se poate observa i influena avansului asupra
rugozitii, respectiv faptul c valoarea rugozitii scade prin micorarea avansului. Aceast
dependen rezult i din relaiile 8.2 8.3
Micorarea avansului n scopul reducerii rugozitii nu se poate face ns sub anumite limite,
deoarece la valori foarte mici ale avansului, nu numai c nu este posibil diminuarea pn la orice
valoare a rugozitii, ci din contra este posibil ca aceasta s creasc. Fenomenul i are explicaia n
faptul c, n aceste condiii apar dificulti la ptrunderea sculei n materialul prelucrat, mai ales
cnd raza de bontire a acesteia este destul de mare, ceea ce conduce la o comprimare important a
materialului prelucrat, n faa suprafeei de degajare, cu consecine nefavorabile asupra desprinderii
achiilor.
[Link] parametrilor geometrici ai prii active a sculei
Unghiul de degajare influeneaz puin rugozitatea, dar se poate remarca faptul c prin
mrirea valorii sale se poate obine o micorare a rugozitii datorit reducerii volumului
deformaiilor plastice.
Unghiul de aezare influeneaz frecarea dintre faa de aezare i suprafaa prelucrat. La
valori mari ale acestuia, stratul superficial este mai puin solicitat, astfel c rugozitatea rezultat este
uor micorat. Unghiurile de aezare cu valori mici mresc suprafaa de frecare dintre pies i scul
cu efecte negative asupra mrimii rugozitii.
Unghiul de atac principal i secundar
1
, au influene similare asupra mrimii rugozitii,
repectiv, odat cu creterea valorii acestora creste i mrimea rugozitii (figura 8.9 )
La prelucrarea suprafeelor prin abraziune, forma i dimensiunile microasperitilor
suprafeelor generate depind n special de geometria i dimensiunile particulelor abrazive. Numrul
foarte mare de granule abrazive care particip la generarea suprafeelor, asigur valori ale rugozitii
mult mai mici dect n cazul prelucrrii cu scule metalice.
Mrimea rugozitii depinde i de parametrii regimului de achiere (viteza de rotaie a
discului abraziv, viteza de rotaie a piesei, avansul longitudinal). Astfel, s-a demonstrat
experimental c prin creterea vitezei de rotaie a discului abraziv (cu granulaia de 40) de la
8m/sec. la 30m/sec., nlimea microneregularitilor poate s scad de aproximativ patru ori. La
granulaii mai mici, influena vitezei de achiere este mai mic. Aceeai influen asupra rugozitii
o are i viteza periferic a piesei. La creterea acestei viteze, crete numrul de granule care achiaz
i ca urmare scade nlimea microneregularitilor.
Avansul longitudinal i transversal influeneaz direct mrimea rugozitii, adic la scderea
valorii acetora se micoreaz i rugozitatea
Figura 8.9
Influena razei la vrf asupra mrimii rugozitii se poate deduce din relaiile (8.2 i 8.3),
adic prin creterea razei la vrf se obine o micorare a valorii rugozitii.
Pe lng rugozitate, calitatea suprafeei generate prin achiere mai este afectat de abateri
macrogeometrice (abateri de form) care se datoresc n principal deformaiilor sistemului tehnologic
M-U.D.S.P i neuniformitilor materialului prelucrat.
Proprietile fizico-mecanice ale stratului superficial sunt influenate la rndul lor de ali
factori. O influen semnificativ o are i temperatura atins de pies n timpul achierii. Datorit
temperaturii accentuate atins de pies n stratul superficial, apar tensiuni datorit dilatrilor care se
suprapun peste tensiunile date de deformaiile elastice i plastice. Cumularea acestor efecte
mecanice i termice conduc la repartizare neuniform i datorit tendinei de echilibrare se poate
produce deformarea piesei, dac rigiditatea acesteia este sczut.
Dac aceast temperatur depete limita transformrilor de faz, apare fenomenul de
ardere cu transformri de faz nedorite. Astfel, are loc descompunerea martensitei n sorbit, ceea ce
va determina scderea duritii. Acest fenomen apare mai ales la prelucrrile prin abraziune, datorit
frecrilor mai mari dintre granulele abrazive i piesa prelucrat.
8.4. Legtura dintre rugozitatea suprafeelor i precizia dimensional a pieselor
Pentru a ndeplini rolul funcional, piesele trebuiesc realizate cu o anumit precizie
dimensional, de form i de poziie reciproc a suprafeelor i axelor, precum i cu o calitate
corespunztoare a stratului superficial. n general, piesele care necesit n funcionare o precizie
dimensional ridicat, necesit n acelai timp i o calitate superioar a stratului superficial,
deoarece aceasta influeneaz n mod decisiv durata n exploatare.
Din punct de vedere tehnologic, s-a constatat c n general, indiferent de metoda sau
procedeul de prelucrare aplicat, abaterile microgeometrice ale suprafeelor generate, rezult mai
mici valoric dect erorile de prelucrare.
Exprimarea analitic a legturii dintre parametrul rugozitii R
z
a suprafeelor i precizia
dimensional obinut n urma prelucrrii, se poate face cu ajutorul relaiei:[24]
R
z
= KT (8.5)
n care K este un coeficient care depinde de importana funcional al piesei i T tolerana
dimensional a piesei.
K are urmtoarele valori: (0,10..0,15)T pentru dimensiuni mai mari de 50mm.; (0,15..0,20)
pentru dimensiuni cuprinse ntre 18 i 50mm; ( 0,20..0,25) pentru dimensiuni sub 18 mm.
Exprimarea analitic a legturii dintre parametrul rugozitii R
a
a suprafeelor i precizia
dimensional obinut n urma prelucrrii, se poate face cu ajutorul relaiei:
R
a
= KT
n
(8.6)
n care K i n, sunt coeficieni a cror valoare depinde de caracterul ajustajului. n funcie de
valorile lui K se obin trei grupe pentru rugozitatea R
a
i anume: grosolan (K = 0,1); medie (K =
0,06) i fin (K = 0,025).
Legtura dintre rugozitate i precizia de prelucrare se poate deduce i din diagrama din
figura 8.10 [24]
Figura 8.10
La prescrierea rugozitilor pieselor trebuie s in seama de posibilitile diferitelor metode
sau procedee tehnologice de prelucrare aplicate, deoarece fiecrui procedeu i corespunde o anumit
rugozitate care se obine n condiii normale de achiere, numit rugozitate economic i care se
obine cu costuri minime. Aceste rugoziti sunt prescrise n tabelul 8.1[24]
8.5. Influena rugozitii suprafeelor asupra comportrii pieselor n exploatare
Rugozitatea influeneaz n mod deosebit comportarea n exploatare a pieselor i de aceea
este necesar ca n desenele de execuie ale pieselor s se prescrie ct mai corect rugozitatea
suprafeelor n funcie de condiiile concrete de funcionare. La prescrierea rugozitii trebuie avut n
vedere i costul prelucrrii fiind cunoscut faptul c, rugozitile mici se obin cu costuri mari i cu
timpi de prelucrare mari.
Rugozitatea suprafeelor prelucrate prin achiere influeneaz comportarea pieselor n
exploatare n urmtoarele direcii: asupra rezistenei la uzare, asupra rezistenei la oboseal, asupra
rezistenei la coroziune i asupra caracterului ajutajelor pieselor.
Tabelul 8.1
Rugozitatea [m]
Denumire
Procedeului
Faza
0
,
0
1
2
0
,
0
2
5
0
,
0
5
0
,
1
0
,
2
0
,
4
0
,
8
1
,
6
3
,
2
6
,
3
1
2
,
5
2
5
Strunjire Degroare
Finisare
x
x
x
x
x
x x
Frezare Degroare
Finisare
x
x
x
x
x
x
Gurire Degroare
Finisare
x
x
x
x
x
Alezare Degroare
Finisare
x
x
x
x
x
x
Rabotare Degroare
Finisare
x
x
x
x
x
Broare Fin
Foarte fin
x
x
x x
Rectificare Degroare
Finisare
x
x
x
x x
Lepuire Degroare
Finisare
x
x
x
x
x
Honuire Degroare
Finisare
x
x
x
x x x x
Superfinisare Preliminar
Final
x
x
x
x
x
x
a) Influena asupra rezistenei la uzur.
Conform curbei experimentale de evoluie n timp a uzurii (figura 8.12), se disting trei
poriuni distincte:
o t
1
, n care se produce uzura rapid n prima perioad de funcionare a pieselor, cnd
contactul se face pe vrfurile asperitilor (figura 8.11 ), pe care se exercit presiuni foarte mari. La
sfritul acestei perioade de uzur iniial (t
1
) nlimea asperitilor se micoreaz cu aproximativ
60 80% din nlimea maxim iniial (figura 8.11a) .
t
1
t
2
, perioada uzurii de regim, n care viteza de cretere a uzurii este sczut datorit
suprafeelor de contact mrite (fig.8.11.b), deci a ncrcrilor specifice mici. Aceast zon trebuie s
fie ct mai mare pentru a se realiza o funcionalitate a pieselor pe o perioad ct mai lung.
- dup t
2
, cnd are loc uzura de avarie i dimensiunile efective ale piesei se modific repede,
fapt care conduce la ieirea din parametrii de funcionare normal.
Viteza cu care se desfoar procesul de uzur depinde de suprafaa de contact dintre
asperiti, repectiv de coeficientul de portan R dintre suprafeele n contact i a crui valoare este
dat de relaia:[1]
L
m
i
i
l
R
=
=
1
(8.7)
unde l
1
..l
m
sunt suprafeele portante elementare ale microasperitilor i L lungimea de
asamblare a suprafeelor (figura 8.11.b).
Mrimea suprafeelor portante elementare depinde de forma microneregularitilor. Dac
acestea sunt ascuite i au pasul S
r
mic (figura 8.12.a) [1] uzura se produce rapid pn la nivelul U
n
dup care urmeaz uzura normal (figura 8.12 a). n aceast situaie este posibil ca uzura U s fie
mai mare dect tolerana prescris piesei i astfel piesa s ias din cmpul de toleran admis chiar n
timpul perioadei de rodaj.
a b
Figura 8.11
Dac rugozitatea are nlimea mic i pasul S
r
mare (figura 8.13b) [1] uzura de rodaj este
mic (figura 8.12b), se atinge mai repede suprafaa portant optim, astfel c piesa nu iese din
cmpul de toleran.
La suprafeele generate prin procedee de finisare, microasperitile au un palier iniial (figura
8.13c) care elimin poriunea de rodaj din curba de variaie a uzurii (figura 8.12 c), astfel c piesele
asamblate vor realiza de la nceput ajustajul prescris.
Fig. 8.12 Fig. 8.13
b) Influena asupra rezistenei la oboseal
Rezistena la oboseal a pieselor este determinat i de starea suprafeelor prelucrate, n
special de forma i mrimea microasperitilor.
Microcraterele ascuite ale microasperitilor sau zgrieturilor provocate de sculele
achietoare, reprezint concentratori de tensiune, adic amorse de rupere la oboseal a pieselor.
Coeficientul de calitate a stratului superficial, din punct de vedere al rezistenei la oboseal,
poate fi calculat cu relaia:
e
c
1
1
(8.8)
n care
-1
este rezistena la oboseal a epruvetei cu o anumit calitate a suprafeei i
-1e
reprezint rezistena la oboseal a epruvetei etalon care are o suprafa neted.
Fig. 8.14.
Pe baza cercetrilor experimentale s-a stabilit c rezistena la oboseal a pieselor crete dac
suprafeele au o calitate superioar. Aceast dependen este ilustrat n diagrama din figura 8.14.
c) Influena asupra caracterului ajustajului pieselor
Datorit faptului c n urma procesului de uzare nlimea microasperitilor este micorat
(figura 8.15) dimensiunile efective ale pieselor se modific, iar dac aceast modificare este mare se
poate schimba caracterul ajustajului.
n figura 8.15 se prezint diametrele efective obinute prin msurare dup prelucrare (D
ef.
i
d
ef.
) i dup o anumit perioad de funcionare (D
r
i d
r
).
Dac se consider o anumit nlime a rugozitii R
i
( figura 8.15) diametrele dup o
anumit perioad de funcionare vor avea valorile:
D
r
= d
ef
+ 2R
I
d
r
= d
ef
2r
i
(8.9)
Dac se consider un ajustaj cu joc (figura 8.15), mrimea acestuia se determin cu relaia:
J
r
= D
r
d
r
= (D
ef.
d
ef.
) + 2(R
I
+ r
i
) (8.10)
sau:
J
r
= J
ef
+ 2(R
I
+ r
i
) (8.11)
n cazul n care J
ef.
J
max.
, rezult c dup o scurt perioad de funcionare se poate ajunge la
J
r
> J
max.
i astfel sunt modificate condiiile de funcionare prescrise.
a b
Fig. 8.15
CAPITOLUL 9
TEHNOLOGIA DE PRELUCRAE A ARBORILOR
[Link] de prelucrare a arborilor drepi
(n producia individual i de serie mic)
[Link] constructive i condiii tehnice
Arborii drepi se caracterizeaz prin faptul c axele tuturor suprafeelor sunt coaxiale.
Domeniul de utilizare al arborilor drepi este foarte larg, iar varietatea lor constructiv i
dimensional este extrem de larg. Astfel, se pot ntlni arbori cu diametre de 1-1500 mm, cu
lungimi de pn la 2000-30000 mm i mase de pn la 100t.
Din punct de vedere al raportului dintre lungime i diametru, arborii se mpart n dou
catergorii:
- arbori scuri, care au raportul l/d < 12,
- arbori lungi, care au raportul l/d > 12
Condiiile de funcionare sunt i ele foarte variate, acoperind gama solicitrilor statice i
dinamice.
Precizia dimensional impus de condiiile de funcionare, pentru diferite tronsoane
cilindrice, corespunde n general treptelor de precizie 6 - 8, dac suprafeele respective formeaz
ajustaje, sau treptele 8-10, dac suprafeele respective nu formeaz ajustaje.
Rugozitatea suprafeelor care formeaz ajustaje trebuie s fie cuprins ntre limitele R
a
=
(1,6 0,2) m.
La arborii drepi se pot prescrie i condiii referitoare la precizia de poziie a axelor i
suprafeelor (abateri de la paralelism, perpendicularitate), precum i abateri de form (abateri de la
cilindricitate, circularitate, etc)
In figura 9.1[8] sunt prezentate cele mai utilizate forme de arbori: a- arbore n trepte
simetric; b - arbore n trepte asimetric; c- arbore n trepte asimetric cu flan danturat i cu alezaj; d
- arbore n trepte asimetric cu pinion conic
a
b c
d
Fig. 9.1
9.1.2. Materiale i semifabricate utilizate la fabricarea arborilor
Piesele de tip arbore sunt folosite ntr-o mare diversitate de scopuri i forme, de la arbori
netezi sau n trepte i pn la arbori cotii. n toate cazurile, acetia sunt solicitai n special la
torsiune i ncovoiere static sau dinamic. Precizia de execuie a arborilor este dictat de condiiile
funcionale ale acestora, respectiv de ajustajele prescrise.
La fabricarea arborilor se folosesc cel mai frecvent urmtoarele materiale:
- oeluri carbon obinuite, OL 37, OL 42, OL 50, OL 60 (STAS 500/2 80) sau oeluri
carbon de calitate, OLC 25, OLC 35, OLC 45 (STAS 880 88), pentru arbori supui la solicitri
mecanice medii.
- oeluri aliate cu mangan, nichel, crom, 15CN15, 13CN30,
21TMC12, etc. (STAS 791 88), pentru arbori supui la solicitri mecanice mari sau care
lucreaz n condiii grele de uzur.
- fonte de nalt rezisten cu grafit nodular, sau font modificat,
(STAS 6071 - 70) pentru arbori grei cu flane mari
n funcie de scop, importan i dimensiuni, semifabricatele pentru arbori se pot obine
astfel:
a) Prin turnare, n cazul arborilor de dimensiuni mari i uor sau mediu solicitate. Rezistena
mecanic a arborilor turnai este cu 20 - 30% mai mic dect a celor laminai sau forjai.
b) Prin forjare din lingouri sau din semifabricate laminate pentru fabricarea arborilor
puternic solicitai i cu configuraie n trepte cu variaii mari de seciune.
c) Din laminate, pentru fabricarea arborilor cu dimensiuni diametre mai mici de 150 mm.
9.1.3. Debitarea semifabricatelor
Operaia de debitare este necesar cnd semifabricatul ales este laminat sau forjat. n cazul
semifabricatelor forjate, operaia nu este de debitare, ci de tiere a capetelor rmase peste lungimea
necesar. Debitarea se execut pe urmtoarele maini: fierstraie cu pnz, cu freze disc sau cu
discuri abrazive, cu ghilotin (d<60 mm) pe strung. n unele cazuri debitarea se poate face prin
tiere cu flacr oxiacetilenic sau cu jet de plasm.
9.1.4. Indreptarea semifabricatelor
Semifabricatele pentru arbori fiind piese cilindrice lungi, se pot deforma n timpul
transportului, necesitnd din aceast cauz operaia de ndreptare.
Aceast operaie este obligatorie mai ales atunci cnd curbura semifabricatelor este mai mare
de 1/4 din adaosul de prelucrare.
ndreptarea se poate executa la cald sau la rece n funciile de dimensiunile i materialul
arborilor, pe maini speciale, pe maini speciale de ndreptat, cu role. Semifabricatele forjate sau
matriate se ndreapt pe prese hidraulice.
ndreptarea arborilor se face pe maina de ndreptat i calibrat (fig. 9.2). Aceasta se
compune din trei perechi de role 1,2 i 3, nclinate sub un unghi de aproximativ 20
o
, care sunt fixate
pe un cadru 4. Prin rotirea acestui suport, rolele capt o micare de rotaie. Datorit acestei micri
de rotaie, perechea de role 1, realizeaz avansul arborelui, iar rolele 2 i 3 efectueaz ndreptarea.
Prin inversarea sensului de rotaie, semifabricatul poate fi trecut de mai multe ori printre role, dac
deformaiile acestuia sunt mari. Dac maina dispune i de un dispozitiv de calibrare 6, se poate
realiza i operaia de calibrare. Maina poate fi utilizat pentru ndreptarea barelor cu diametrul
cuprins ntre 6-150mm.
Fig. 9.2
9.1.5. Prelucrarea suprafeelor frontale
Deoarece operaia de debitare nu asigur o calitate corespunztoare a suprafeelor frontale,
este necesar prelucrarea ulterioar a acestora. Prelucrarea suprafeelor frontale are o importan
deosebit, deoarece acestea constituie de multe ori baze de aezare i de msurare, afectnd precizia
de prelucrare a arborelui. Prelucrarea frontal se poate face pe urmtoarele maini unelte: strung
universal (fig.9.3) pentru producia individual i de serie mic i cu maini speciale de frezat i
centruit n cazul produciei de serie mare i de mas.
st
n
n
st
a b
st
n
st
n
c d
Fig, 9.3
9.1.6. Prelucrarea gurilor de centrare
Gurile de centrare (vezi paragr.5.1.4.) sunt baze tehnologice pentru un numr mare de
operaii, motiv pentru care ele trebuie realizate de la nceput i ct mai corect. Ele trebuie s aib nu
numai o anumit dimensiune (condiionat de greutatea arborelui care trebuie prelucrat), ci i o
conicitate precis. Nerespectarea acestei coniciti, duce la uzarea prematur a gurilor de centrare,
precum i la apariia erorilor de form la prelucrarea arborelui. O importan deosebit o are i
coaxialitatea gurilor de centrare. Nerespectarea acestei condiii face ca piesa s nu se rezeme pe
vrfurile de centrare pe ntreaga suprafa conic a gurilor de centrare (fig.9.4), fapt care conduce la
deteriorarea rapid att a gurilor ct i a vrfurilor.
Fig. 9.4 Fig. 9.5
Gurile de centrare trebuiesc date n aa fel nct adaosul de prelucrat s fie uniform n toate
punctele de pe suprafaa exterioar a semifabricatului. Dac adaosul de prelucrare nu este uniform
(fig.9.5), atunci n timpul prelucrrii adncimea de achiere variaz modificnd i valoarea forei de
achiere cu implicaii asupra preciziei de prelucrare a piesei. Dac gaura de centrare nu este corect
realizat i adaosul de prelucrare este mic, pe suprafaa arborelui pot rmne zone neprelucrate (fig.
9.5 ).
Erorile de poziie ale gurilor de centrare sunt cauzate n principal de neregularitile
suprafeei exterioare a semifabricatului, care constituie baza tehnologic pentru fixarea lui n maina
unealt. La strungurile normale se poate obine o abatere minim de la excentricitate de 0,20 - 0,05
mm.
Gurile de centrare se fac pe strungul normal. Sculele folosite pentru realizarea gurilor de
centrare sunt burghiele de centruit (STAS 1114 - 82).
La semifabricatele de dimensiuni mari, turnate sau forjate, realizarea gurilor de centrare se
face n cele mai multe cazuri, dup o operaie de trasare manual a centrului gurii naintea
prelucrrii suprafeelor frontale. n acest scop, semifabricatul este aezat pe dou prisme i cu
ajutorul unui echer se traseaz mai multe axe. Deoarece centrul acestor axe nu coincide datorit
abaterilor de form ale suprafeei, axa gurii de centrare se va situa n centrul cercului nfurtor al
interseciilor coardelor trasate.(fig. 9.6).
Fig. 9.6
La realizarea arborilor cu precizie ridicat, gurile de centrare trebuie tratate termic i
rectificate.
9.1.7. Prelucrarea suprafeelor cilindrice
Prelucrarea suprafeelor cilindrice ale arborilor se poate face prin urmtoarele operaii:
strunjire, frezare, broare, rectificare, n funcie de forma geometric a acesteia.
[Link].Strunjirea de degroare
ntruct n cadrul acestei operaii se ndeprteaz cea mai mare parte a adaosului de
prelucrare (90 - 95%) calculul regimului de achiere se face innd cont n primul rnd de puterea
mainii unelte. Strunjirea de degroare se poate executa ntr-o trecere sau mai multe treceri, cu unul
sau mai multe cuite. La strunjirea abaterilor n trepte se recomand s se nceap cu strunjirea
treptei celei mai mari. Treapta cu diametrul cel mai mic se strunjete ulterior, pentru a nu se reduce
rigiditatea arborelui n timpul prelucrrii (fig. 9.7 ).
Fig. 9.7
Deoarece pentru strunjirea fiecrei trepte cuitul se regleaz la cot prin luarea de achii de
prob, este raional s se strunjeasc nti la cote finale, suprafeele cilindrice i apoi cele frontale
pentru realizarea lungimii treptei. Dac se procedeaz invers exist pericolul rebutrii piesei.
Precizia economic obinut la degroare se ncadreaz n treptele 10 - 12 ISO.
[Link]. Strunjirea de finisare
n general aceast operaie se realizeaz din dou treceri, una de prefinisare, cu scopul de a
obine o precizie a formei i un adaos de prelucrare uniform, iar a doua trecere este de finisare care
trebuie s asigure precizia dimensional i de form i rugozitatea final. Operaia de finisare se
caracterizeaz printr-un regim de achiere mai uor, cu un avans mult mai mic i vitez de achiere
mare (s=0,02-0,1 mm/rot pentru v > 60 m/min). Aceast operaie se poate executa pe aceeai main
unealt pe care s-a executat i degroarea. Pentru a se asigura ns o precizie dimensional i de
form superioar este recomandat ca operaia de semifinisare i finisare s se execute pe maini
unelte cu precizie mai ridicat.
In figura 9.8 sunt indicate modurile de prelucrare ale suprafeelor cilindrice exterioare, ale
arborilor, precum i sculele utilizate.
Fig.9.8
n cazul arborilor mari i foarte mari, fixarea acestora pe strungurile orizontale este foarte
dificil. Din aceast cauz, arborii care au raportul dintre lungime i diametru, L/d<15, se
recomand s se prelucreze pe strungurile carusel (verticale)(fig. 9.9 ).[1]
Reglarea pe vertical se face cu ajutorul dispozitivelor de reglare 5, fixate pe platoul 6, iar
centrarea se face prin deplasarea bacurilor 4, folosind un comparator sau vrful cuitului.
Pentru prelucrarea suprafeelor cilindrice i frontale se folosesc cuitele 2, 3 i 4.
Fig. 9.9
9.1.8. Prelucrarea racordrilor
Razele de racordare au rolul de a ridica gradul de fiabilitate al arborilor. Variaiile de
seciune la unghiul de 90
0
constituie surse de concentrare a tensiunilor care favorizeaz apariia
fisurilor respectiv a arborilor solicitai dinamic. De aceea este indicat ca trecerea de la o seciune la
alta s se fac cu raze de racordare sau teituri. (fig. 9.10)
Formele i dimensiunile degajrilor, precum i a razelor de racordare, sunt prevzute n
STAS-7447-66.
Razele de racordare de dimensiuni mici (r = 0,2-15 mm) se prelucreaz uor deoarece cuitul de
strunjit i pietrele de rectificat pot fi ascuite la raze corespunztoare (fig.9.10a). n acest caz este
recomandat ca razele de racordare s se realizeze cu avans manual, avnd ns grij ca scula s nu se
angajeze n material mai mult dect trebuie.
a b c
fig. 9.10
La prelucrarea racordrilor cu raze mari, se folosete procedeul de copiere dup ablon sau
se folosesc cuite rotitoare. La rectificare se folosesc pietre profilate fixate n dispozitive care le pot
roti dup arcul de cerc dat. n ambele cazuri este indicat s se prelucreze nti racordarea i apoi
partea cilindric i frontal a arborelui, pentru a se asigura suprapunerea corect a suprafeelor.
9.1.9. Prelucrarea degajrilor i canalelor
Degajrile i canalele de pe suprafeele cilindrice sau frontale sunt prelucrate n scopuri
tehnologice sau funcionale. Forma geometric a degajrilor i canalelor poate fi dreapt, rotund
sau profilat (fig. 9.11 ) n funcie de scopul pentru care a fost prevzut.
a b c
Fig. 9.11
a b c
Fig. 9.12
Fig.9.13
Degajrile i canalele arborilor se pot executa prin strunjire, frezare, mortezare, broare i
rectificare. Degajrile i canalele radiale de dimensiuni reduse (fig. 9.12 a, c) prelucrate prin
strunjire se pot realiza folosind cuite profilate n funcie de forma care trebuie obinut. n
majoritatea cazurilor prelucrarea se face cu avans radial, dar sunt i cazuri cnd se prelucreaz cu
avans longitudinal. La prelucrarea canalelor prin strunjire se recomand regimuri de achiere slabe
datorit seciunii mici a cuitului. Degajrile i canalele de dimensiuni mari nu pot fi prelucrate cu
cuite profilate, ci prin efectuarea mai multor treceri. Se pot prelucra simultan mai multe canale,
folosind mai multe cuite sau cuite pieptene (la pistoane).
Canalele transversale se pot prelucra prin mortezare.(figura 9.13) Pentru prelucrarea lor este
necesar executarea n prealabil a unor guri prin care s poat ptrunde scula.
Canalele longitudinale (de pan, n T, caneluri, etc.) se pot prelucra prin frezare, mortezare i
rectificare. Pentru prelucrarea canalelor de pan cu profil dreptunghiular se folosesc freze disc cu
trei tiuri i freze deget (fig.9.14a), iar pentru celelalte cazuri, freze unghiulare sau profilate
adecvate formei canalelor respective. Frezarea canalelor de pan cu freze disc, (fig. 9.14b) montate
pe maini de frezat orizontale, este foarte productiv, dar precizia de prelucrare este mic, canalul
obinut fiind mai mare cu aproximativ 0,1mm. Abaterea este provocat de deformaiile elastice ale
axului port-frez i de montarea incorect a frezelor.
a b
Fig.9.14
9.1.10. Strunjirea suprafeelor conice
a) Strunjirea conic prin nclinarea saniei portcuit. Considernd c avem de prelucrat o
suprafa conic cu unghiul la vrf 2, este necesar nclinarea direciei avansului fa de axa de
rotire a piesei cu un unghi . Pentru aceasta se rotete sania portcuit 2 cu unghiul fa de direcia
axei piesei 3 (figura 9.15). Unghiul se regleaz cu ajutorul unui cadran gradat prevzut pe sania
transversal 1. Avansul (micarea II) se realizeaz manual cu ajutorul roii de mn 4, care
acioneaz sania portcuit.
Fig. 9.15
b) Strunjirea conic prin deplasarea ppuii mobil. Se utilizeaz la strunjirea conicitilor
cu unghi la vrf mic ( 8) la piesele cilindrice lungi (figura 9.16).
Piesa este fixat ntre vrfurile 2 i 5 fiind rotit de inima de antrenare 3, ppua mobil 4 se
deplaseaz transversal fa de direcia axului principal, pe un ghidaj special. Mrimea deplasrii
transversale h este dat de relaia:
2
sin
L h = (9.1)
2
min max
2
cos
2
sin
=
l
d d
(9.2)
Fig. 9.16
Deoarece la unghiuri mici 1 cos
2
, rezult:
l
L d d
h
2
min . max
(9.3)
c) Strunjirea conic folosind rigla de copiat. Se utilizeaz o rigl rigid 1, nclinat la
unghiul dorit (nu mai mare de 10
o
12
o
) i care comand deplasarea saniei transversale 5, pe
ghidajele 2 ale dispozitivului, aceasta fiind decuplat de urubul transversal (figura 9.17). La
deplasarea longitudinal a cruciorului, sania transversal urmrete direcia riglei.
Fig.9.17
Pentru strunjirea suprafeelor conice scurte se orienteaz muchia achietoare a cuitului
paralel cu generatoarea conului.
Tiul principal trebuie s fie mai lung dect generatoarea conului (fig.9.18). Pentru
prelucrare se folosete avansul transversal sau longitudinal.
Se poate utiliza i vrful cuitului i manevrarea simultan a ambelor avansuri manual.
a b c
Fig. 9.18
9.1.11. Prelucrarea filetelor
Se realizeaz pe strunguri normale sau revolver, n producia individual i de serie mic
folosind cuitele profilate pentru filetat, care sunt cuite prismatice, a cror parte achietoare este
identic cu forma profilului filetului, materializnd generatoarea filetului (figura 9.19).
Pentru achierea filetelor metrice cu cuite profilate se utilizeaz urmtoarele scheme (figura
9.19).
a b
Fig. 9.19
a cu avans radial (figura 9.19 a), la care cuitul execut un avans radial, perpendicular pe
axa urubului. Grosimea achiilor detaate de cele dou tiuri sunt egale. Valorile avansului radial
sunt 0,05 ... 0,1 mm. Se utilizeaz pentru prelucrarea filetelor cu pas mic p < 2,5 mm.
b cu avans paralel cu unul din flancuri (figura 9.19 b), la care cuitul execut un avans
paralel la unul din flancuri, obinut prin rotirea saniei portcuit cu unghiul 90-/2. Se pot realiza
adncimi mai mari ale achiei (0,1 ... 0,2 mm), dar calitatea suprafeei este mai redus, pe flancul
drept rmnnd urme de prelucrare. Se folosete la prelucrarea filetelor cu pas mare (p > 2,5 mm) la
care se face apoi finisarea cu avans radial.
d - filetarea n vrtej se realizeaz cu mai multe cuite armate cu plcue dure, montate ntr-
un cap rotativ, fixat pe sania port-cuit i care realizeaz o micare circular i una de avans
longitudinal. Piesa realizeaz o micare circular de avans (figura 9.20).
Sunt cunoscute dou scheme de filetare n vrtej: filetare cu tangen exterioar (figura 9.20
a) i filetare cu tangen interioar (figura 9.20 b).
a b
Fig. 9.20
La rotaia capului de filetat pe care sunt fixate cuitele de filetat, fiecare cuit ndeprteaz o
achie de grosime variabil. Prin aceast metod se pot realiza att filete exterioare ct i filete
interioare.
Este o metod de mare productivitate deoarece se pot alege viteze mari de achiere (v
p
=100
... 300 m/min), motiv pentru care se folosesc frecvent la filetarea arborilor de dimensiuni mari.
Excentricitatea de reglare "e", se determin respectiv cu relaiile:
2
1
d s
d
e
= ,
2
1
d d
e
s
+
= (9.4)
dup cum, prelucrarea se face cu tangen exterioar sau interioar.
Prelucrarea filetelor trapezoidale cu pas mic (p < 4 mm), prelucrarea se face cu un singur
cuit profilat, n mod asemntor cu a filetelor triunghiulare.
La filete cu pas mare, (figura 9.21) degroarea se ncepe cu prelucrarea unui canal elicoidal
cu profil dreptunghiular, cu un cuit care are lungimea tiului mai mic cu 0,2 ... 0,3 mm dect a
fundului filetului. Urmeaz prelucrarea succesiv a flancului stng i a celui drept, dup care
operaia de finisare se face cu un cuit avnd profilul identic cu cel al filetului.
a b c d
Fig. 9.21
Filetarea filetelor cu mai multe nceputuri, se realizeaz dup aceeai schem ca la un urub
cu un singur nceput. Mai este nevoie de o micare de divizare dup execuia unei spire. Aceast
divizare se realizeaz astfel:
- prin rotirea piesei cu un unghi 2/i, unde i = numrul de nceputuri ale filetului. Rotirea se
face cu ajutorul unei flane de antrenare divizat sau cu un cap divizor;
- prin deplasarea cuitului pe generatoarea cilindric a filetului cu o mrime egal cu pasul
aparent p
a
= p/i.
- prin filetare cu mai multe cuite simultan. Cuitele se poziioneaz simultan cu ajutorul
unui ablon.
9.1.12. Prelucrarea suprafeelor profilate prin strunjire
Suprafeele profilate ale arborilor se pot prelucra prin urmtoarele metode:
a) prin strunjire manual, pe strunguri universale, prin realizarea simultan a micrilor de
avans longitudinal i avans transversal. Precizia realizat prin aceast metod este relativ sczut.
Pentru a se mbunti precizia de form, se pot folosi abloane, care se pot poziiona pe una sau
dou suprafee de referin. (fig. 9.22). Finisarea acestor suprafee se poate face cu benzi abrazive.
b) prin strunjire cu cuite profilate, care se face prin avansul radial al sculei. Se poate aplica
atunci cnd profilul suprafeei se ncadreaz n lungimea muchiei achietoare ( 50..60 mm). Dac
profilul este complex i are o lungime cuprins ntre 60 80 mm, se recomand ca degroarea s se
fac cu avans mic ( 0,1 0,2 mm/rot) pentru a evita vibraiile care se datoresc forelor mari de
achiere. Pentru a menaja profilul cuitului, se poate face mai nti o degroare cu alt cuit (straturile
I i II ), cu avans manual, urmnd ca finisarea s se fac cu cuitul profilat (stratul III.) (fig. 9.23 ).
Fig. 9.22 Fig. 9.23
9.1.13. Rectificarea arborilor
[Link].Rectificarea suprafeelor cilindrice
Rectificarea suprafeelor cilindrice ale arborilor se poate face ntre vrfuri dup una din
urmtoarele metode:
a) Rectificarea cu avans longitudinal (fig.9.24 a) la care avansul longitudinal poate fi
realizat de pies sau de discul de rectificat.
a b c
Fig. 9.24
Pentru realizarea adncimii de achiere, avansul transversal este imprimat discului de
rectificat, la fiecare sfrit de curs dubl i este cuprins ntre 0,005 - 0,05 mm. Aceast metod este
avantajoas pentru rectificarea arborilor drepi.
b) Rectificarea cu avans longitudinal, cu discul de rectificat reglat la dimensiunea
nominal. La aceast metod adaosul de prelucrare este ndeprtat la o singur trecere a discului de
rectificat, acesta fiind reglat la dimensiunea nominal. Avansul longitudinal nu este continuu
automat, ci manual cu ntreruperi la fiecare 2-3 rotaii ale arborelui avansndu-se cu 5-10 mm.
Pentru a se crea condiii mai bune de achiere prin participarea unui numr mai mare de granule la
achiere, discul de rectificat se teete la o pant de 1:20 pe o lungime de 6-12 mm (fig. 9.24 c).
c) Rectificarea cu avans transversal se utilizeaz la arbori n trepte cnd lungimea treptei de
rectificat este mai mic dect limea pietrei de rectificat (cu 3-5 mm). Pentru obinerea diametrului
prescris se imprim discului de rectificat cu avans transversal (fig. 9.24 b ).
d) Rectificarea cu avans transversal pe segmente i cu avans longitudinal, care se aplic la
arbori netezi lungi (fig.9.25). Rectificarea dup aceast metod se mparte n dou: rectificarea de
degroare care se face cu avans transversal pe segmente, care se suprapun pe o lungime de 3-5 mm,
apoi rectificarea de finisare cu avans longitudinal automat. Pentru aceast faz se prevede un adaos
de prelucrare de numai 0,02 mm, care se ndeprteaz n 2-3 treceri.
Fig.9.25
[Link].Rectificarea gurilor de centrare i a racordrilor
Rectificarea gurilor de centrare (fig.9.26.a,b) care se face dup tratamentul termic, este
necesar n cazul prelucrrii arborilor cu precizie de poziie reciproc a axelor i suprafeelor,
ridicat. Se pot aplica dou metode de rectificare, respectiv prin nclinarea axului port piatr, cu un
unghi , (fig.9.26.a,) sau folosind o piatr cu aceeai conicitate ca a gurii de centrare (fig.9.26.b).
a b
Fig. 9.26
Rectificarea racordrilor, se poate face cu ajutorul unui dispozitiv de rotire a discului de
rectificat, (fig. 9.27a), sau cu ajutorul unei pietre profilate (fig. 9.27 b). Prima metod este mai
precis, deoarece nu depinde de precizia de ascuire a sculei.
a b
Fig. 9.27
[Link]. Regimul de achiere la rectificare
Elementele regimului de achiere la rectificare sunt:
a) Viteza periferic a discului de rectificat, este cuprins ntre 30-80 m/s. Cu ct viteza
discului de rectificat este mai mare cu att numrul de treceri ale fiecrei particule abrazive va fi mai
mare i cu att mai subiri vor fi achiile desprinse. Aceasta atrage dup sine mbuntirea calitii
suprafeei prelucrate i micorarea forelor de achiere, deci deformaii mai mici ale sistemului
tehnologic. Deoarece la majoritatea mainilor de rectificat, turaia axului principal este constant,
viteza periferic a discului scade pe msur ce se uzeaz, nrutindu-se calitatea suprafeei
prelucrate.
b) Viteza periferic a arborelui de prelucrat
Dintre elementele regimului de achiere la rectificare, o are viteza periferic a arborelui
rectificat. Astfel cu ct viteza periferic a arborelui este mai mare cu att mai mic este timpul de
trecere al cldurii din zona de achiere n arbore i cu att mai mare nclzirea local a lui. La arborii
din oel neclit, limita inferioar a vitezei periferice este de 25-30 m/min, iar la arborii din oel clit
30-50 m/min, vitez care evit arderea local a stratului superficial. La viteze mai mari de 50
m/min. pericolul arderii stratului superficial poate fi evitat prin alegerea corect a granulaiei
discului, liantului, adncimii de achiere i a avansului. Viteza periferic a arborelui influeneaz i
asupra calitii suprafeei prelucrate cu ct crete viteza periferic cu att scade calitatea suprafeei.
c) Avansul longitudinal are influen asupra arderii stratului superficial, asupra
productivitii i asupra calitii suprafeei ca i viteza periferic a arborelui. n plus avansul
longitudinal mai este limitat i de limea discului de rectificat. La rectificarea de finisare, pentru
obinerea unei rugoziti corespunztoare (Ra = 0,8-0,4m ) i a unei precizii de form ridicate,
trebuie ca mrimea avansului longitudinal s nu fie mai mare de 1/3 din grosimea B a discului, la o
rotaie a arborelui rectificat. n acest caz muchiile discului nu sunt solicitate mai mult ca partea din
mijloc.
d) Avansul transversal are o importan deosebit asupra creterii productivitii. Printre
factorii care limiteaz mrirea avansului transversal sunt: arderea stratului superficial al suprafeei
prelucrate, rigiditatea sistemului tehnologic i puterea mainii de rectificat.
9.1.14. Tratamente termice
Tratamentele termice aplicate arborilor au scopul de a crete gradul de prelucrabilitate, de a
reduce tensiunile interne (recoaceri, detensionri, etc.) i de a mri durabilitatea n funciune
(cementare, clire, etc.). Tratamentele termice depind de materialul arborilor i de scopul funcional
pe care l au piesele. Aa cum s-a artat materialele din care se execut arborii sunt foarte diverse,
totui utilizarea cea mai larg (90-95%) o au oelurile de uz general STAS 500-68 care nu necesit
tratamente termice. Oelurile utilizate n construcia arborilor i care pot fi tratate termic sunt
mprite n dou grupe: oeluri de cementare i oeluri de mbuntire. Oelurile de cementare
(STAS 791-66) au pn la 0,25%C i din aceast cauz au rezisten redus la solicitri statice i
dinamice, precum i rezisten slab la uzur. Prin cementare crete coninutul de carbon n stratul
superficial care apoi prin clire i revenire joas duce la obinerea unei structuri martensitice.
Cementarea const n nclzirea peste Ac3 a pieselor ntr-un mediu capabil s cedeze carbon atomic
(crbune de lemn, gaz natural, gaz de sond), pentru a realiza mbogirea n carbon a stratului
superficial. Compoziia stratului mbogit variaz ntre 0,8 i 1,2%C, iar grosimea este 0,5-2 mm.
Clirea se face prin nclzire pn la temperatura de 800-975
o
C (n funcie de tipul oelului) urmat
de rcire n ap sau ulei. Revenirea se face la temperaturi n jur de 170
o
C. Oelurile de mbuntire
sunt supuse n general unui tratament termic de clire i revenire la temperaturi nalte. Clirea se
efectueaz n domeniul austenitic cu rcire n ap, ulei sau sruri n scopul formrii unei structuri
martensitice sau austenitice reziduale, iar revenirea are ca scop obinerea unei structuri de dispersie
cu granulaie foarte fin i o distribuie uniform a carburilor prin revenirea martensitei.
9.1.15. Tehnologii tip de prelucrare
Datorit rolului funcional deosebit pe care l au n construcia de maini, piesele de tip
arbore se fabric n toate tipurile de producie i n special de serie mic, mijlocie i unicat. Din
aceast cauz este necesar s se utilizeze metode de proiectare ale proceselor tehnologice ct mai
economice, cu folosirea ct mai larg a unor tehnologii pentru piese care au anumite caracteristici
comune, aa cum sunt piesele de tip arbore.
Sistemul de proiectare individual a proceselor tehnologice i de elaborare a documentaiei
tehnologice a arborilor, precum i executarea arborilor n acest sistem are unele inconveniente dintre
care mai importante sunt:
- varietatea nejustificat de mare a variantelor tehnologice de obinere a semifabricatelor, a
regimurilor de achiere a normelor tehnice de timp, a S. D. V. - urilor, conducnd la valori foarte
diferite ale preului de cost.
- orice proces tehnologic este proiectat ca i cnd ar fi realizat pentru prima dat pentru un
arbore de acelai tip, care n cazul unor ntreprinderi diferite, ar putea fi elaborate dup o tehnologie
tip.
- multe uzine proiecteaz i realizeaz prin autodotare un numr mare de S.D.V.-uri, care din
cauza dinamicii produciei de arbori se scot din folosire mult nainte de a se uza, fcnd producia
neeconomic.
Procesul tehnologic tip poate fi elaborat att pentru un tip de arbore caracteristic, precis
determinat, ct i pentru un grup de arbori de acelai tip avnd aceiai succesiune de operaii. Se
poate constata ns c n cadrul unui proces tehnologic tip pot exista mai multe procedee
tehnologice aplicate care s difere destul de mult, dintre care trebuie aleas varianta optim.
La elaborarea proceselor tehnologice tip, operaiile se grupeaz dup criterii tehnologice.
Aceast grupare are rolul de a uura analiza operaiilor de acelai fel din punctul de vedere al
eficienei economice a diferitelor variante tehnologice i alegerea variantei celei mai raionale. Ca
urmare trebuie s se analizeze atent avantajele i dezavantajele fiecrui procedeu, pentru obinerea
preciziei de prelucrare a rugozitii cerute n condiiile unei productiviti ct mai ridicate i la un
pre de cost minim.
Tehnologia tip are avantajul c micoreaz volumul de documentare i proiectare, numrul de
scule speciale sau specializate, de dispozitive, verificatoare i aparate.
Un proces tehnologic tip de prelucrare a arborilor netezi i n trepte, pentru producia
individual i de serie mic, este prezentat n tabelul 9.2
Tabelul 9.2
Nr Denumirea operaiei Scule Maini unelte
Pnze pentru ferstru
alternativ
Pnze pentru fierstru
circulare
Ferstru alternativ
Ferstru circular
1
Debitarea semifabricatului din
bare laminate
Cuit de debitat Strung universal
2 Prelucrarea suprafeelor frontale Cuit pentru strunjire
frontal
Idem
3 Executat guri de centrare Burghiu pentru gri de
centrare
Idem
4
Strunjirea exterioar de degroare
a treptelor de la un capt, ncepnd
cu diametrul cel mai mare.
Cuite de strung, diverse,
n funcie de tipul
suprafeei
Idem
5
Strunjirea exterioar de degroare
a treptelor de la cellalt capt
Idem
Idem
6
Strunjirea exterioar de
semifinisare a treptelor de la
primul capt
Idem Idem
7
Strunjirea exterioar de
semifinisare a treptelor de la al
doilea capt
Idem Idem
8 Strunjirea de degroare a filetelor Cuit pentru filetare Idem
9 Strunjirea de finisare a filetelor Idem Idem
10
Prelucrarea alezajelor coaxiale cu
suprafeele cilindrice exterioare
(gurire, strunjire de degroare,
finisare)
Cuite de interior Idem
11 Prelucrarea canalelor de pan sau
a canelurilor
Freze disc, freze deget Maini de frezat
universale,
12
Prelucrarea alezajelor
perpendiculare pe axa arborelui
Burghie, cuite de
mortezat
Maini de frezat
universale, maini de
rabotat
13
Tratament termic n funcie de
materialul piesei
Cuptoare cu nclzire cu
flacr sau electric
14
Rectificare de degroare i finisare
a suprafeelor cilindrice
Pietre abrazive diferite,
funcie de suprafaa
prelucrat
Maini de rectificat
15 Rectificare de degroare i finisare
a filetelor
Pietre abrazive pentru
filete
Idem
16 Rectificare de degroare i finisare
a canelurilor
Pietre abrazive profilate Idem
17 Superfinisarea suprafeelor cu
precizie ridicat
In funcie de procedeul de
superfinisare
18
Control dimensional final
ublere, micrometre,
comparatoare, etc
Mese de control,
dispozitive de control
9.2. Tehnologia de fabricare a arborilor cotii
9.2.1. Caracteristicile constructive i condiiile tehnice de execuie
Arborii cotii se caracterizeaz prin faptul c axele suprafeelor nu sunt coaxiale, dar sunt
paralele.
Sunt organe de maini cu configuraie complicat i supui unor solicitri dinamice variabile
complexe. Datorit acestor condiii de funcionare, pentru arborii cotii se prescriu urmtoarele
condiii de precizie:
- rugozitatea suprafeelor pentru fusurile paliere i manetoane trebuie s fie R
a
= 0,2-0,1m
- abaterea de la forma geometric: conicitate 0 ,010-0,015mm , ovalitate 0,06-0,015mm
- btaia radial a fusurilor sub 0,025-0,035 mm
- abaterea de la concentricitatea axelor manetoane i fusurile paliere 0,025-0,035 mm
- abaterea de la paralelismul celor dou axe 0,015-0,020 mm /100 mm
- abaterile admisibile ale diametrelor fusurilor paliere i manetoane trebuie s fie cuprinse
ntre 0,05-0,003.
9.2.2. Metode i procedee de obinere a semifabricatelor
Semifabricatele pentru arbori cotii pot fi obinui prin forjare, matriare i turnare n funcie
de mrime i greutatea lor. Pentru motoarele cu gabarite mici (automobile, tractoare) semifabricatele
se obin mai ales prin matriare. Matriarea se execut ntr-o serie de matrie nchise din mai multe
nclziri (fig.9.28). n realizarea unui semifabricat pentru arbori cotii, o condiie esenial este
repartizarea corespunztoare a fibrelor materialului, de-a lungul acestuia. Din acest punct de vedere
forjarea i matriarea corespund acestei cerine.
Figura 9.28 [8] reprezint fazele de obinere a unui semifabricat pentru un arbore cotit, prin
matriare. Din figur se observ c semifabricatul se ndoaie la unghiuri rotunjite n planele
aproximative ale manetoanelor (pentru a se evita rsucirea i ntreruperea fibrelor) n vederea
introducerii n matri.
Forma final a unui semifabricat n matri este prezentat n figura 9.29 [13]
Fig.9.28 Fig. 9.29
n cazul obinerii semifabricatului prin forjare liber, forma acestuia este redat n figura
9.30 [13]
Fig. 9.30
n comparaie cu metoda de obinere a semifabricatelor prin forjare sau matriare,
metoda de obinere prin turnare prezint unele avantaje ca: se realizeaz o form mai raional din
punct de vedere al solicitrilor cu un numr mai mic de operaii, durata de obinere este mai sczuta,
semifabricatul obinut este mai apropiat ca form i dimensiuni de piesa finit, ceea ce conduce la
micorarea considerabil a numrului de operaii de prelucrare prin achiere. Semifabricatele turnate
au dezavantajul unei rezistene sczute, iar rebuturile sunt mai numeroase datorit defectelor de
turnare.
9.2.3. Tehnologia tip de fabricare a arborilor cotii pentru un motor cu patru cilindri
n general arborii cotii de motoare, compresoare, pompe, etc. pot fi ncadrai ntr-o
tehnologie tip avnd o succesiune tehnologic asemntoare cu excepia arborilor cotii prelucrai
prin copiere sau din mai multe buci. Principalele operaii ale procesului tehnologic de fabricare a
arborilor cotii pentru motoarele cu patru cilindri sunt urmtoarele:
1. Prelucrarea suprafeelor frontale
2. Executarea gurilor de centrare
3. Strunjirea de degroare a fusurilor paliere i a suprafeelor cilindrice exterioare de la
capetele arborelui.
4. Strunjirea de finisare a fusurilor paliere i a suprafeelor cilindrice exterioare de la
capetele arborelui
5. Rectificarea fusurilor paliere
6. Calibrarea gurilor de centrare (orientarea arborelui se face pe fusurile paliere)
7. Frezarea suprafeelor de pe braele manetoanelor
8. Strunjirea manetoanelor 1 i 4
9. Strunjirea manetoanelor 2 i 3
10. Rectificarea fusurilor manetoanelor 1 i 4
11. Rectificarea fusurilor manetoanelor 2 i 3
12. Executarea gurilor de ungere n fusurile paliere
13. Executarea gurilor de ungere n fusurile mari
14. Executarea gurilor n flana arborelui
15. Tratament termic (clire)
16. Rectificarea fusurilor paliere
17. Rectificarea fusurilor manetoane n dou faze (1 i 4; 2 i 3)
18. Frezarea canalelor de pan
19. Echilibrare
20. Control
Majoritatea operaiilor de prelucrare mecanic prin achiere a arborilor cotii se realizeaz pe
maini speciale.
9.2.4. Tehnologia de prelucrare a gurilor de centrare i a gurilor de ungere
Deoarece tehnologia de prelucrare a arborilor cotii este complex,
gurile de centrare sunt considerate principale baze tehnologice i de fixare.
Gurile de centrare utilizate sunt de tip A i C cu con de protecie.
Prelucrarea gurilor de centrare este precedat de frezarea feelor frontale. Pentru realizarea
gurilor de centrare arborii cotii se aeaz pe dou fusuri paliere situate la extremitile lui, pe
prisme sau n dispozitive cu prisme. Prelucrarea gurilor se face simultan pe maini de gurit
bilaterale. Deoarece gurile de centrare sunt foarte solicitate n procesul de prelucrare a arborilor, n
unele cazuri sunt utilizate pastile cu guri de centrare care se preseaz n guri prevzute n acest
scop. Cnd pastilele se uzeaz se dau alte guri mai mari i se preseaz alte pastile. Gurirea
canalelor de ungere este o operaie foarte dificil deoarece acestea sunt guri lungi. Operaia de
gurire se execut n dou faze. n prima faz se execut o pregtire (nceputul gurii) cu un burghiu
cu diametru mai mare, pentru a uura centrarea burghiului mai mic cu diametrul gurii de ungere.
Ambele burghie sunt ghidate prin buce de ghidare care sunt incorporate n dispozitivul n care se
aeaz arborele (fig. 9.31) [8]
fig.9.31
n faza a doua se execut canalele de ungere, pe maini agregat multiax, toate canalele
realizndu-se simultan. Capetele de gurit realizeaz avansul prin acionare hidraulic, avnd un
ciclu automat, reglat astfel nct la o anumit adncime a gurii burghiele sunt retrase de mai multe
ori, asigurnd astfel ndeprtarea achiilor i rcirea sculelor.
9.2.5. Tehnologia de prelucrare a fusurilor paliere i manetoane
Suprafeele fusurilor paliere i manetoane se prelucreaz prin strunjire sau frezare. Strunjirea
se realizeaz pe struguri speciale, multicuit la care semifabricatul este antrenat de la mijloc sau de
la ambele capete, pentru a reduce deformaia prin torsiune datorit eforturilor mari de achiere.
Fusul pentru sprijin este mai nti prelucrat (strunjit sau eventual rectificat). Dup strunjirea de
degroare se execut o strunjire de finisare pe aceeai main unealt pentru a se putea realiza o
precizie corespunztoare necesare prelucrrii fusurilor manetoane. n vederea prelucrrii fusurilor
manetoane mai este necesar prelucrarea anterioar a unor suprafee pentru orientarea unghiular
(suprafaa lateral a unui bra maneton sau o gaur din flana pe care se monteaz volantul).
La strunjirea simultan a fusurilor paliere, sculele sunt poziionate longitudinal i
materializeaz prin profilul lor att suprafeele acestor fusuri ct i alte suprafee concentrice cu ele.
Strunjirea fusurilor manetoane se face de asemenea simultan pe maini speciale. Pentru strunjirea
fusurilor manetoane exist dou modaliti de fixare i prelucrare a arborilor cotii. La una din
metode arborele cotit este fixat cu axa fusurilor paliere coaxiale cu axul principal al strungului.
Cuitele (2) sunt montate pe snii portcuit (3) independente, numrul lor fiind egal cu al fusurilor
manetoane. Aceste snii sunt susinute de doi arbori cotii etalon (4), (5) care rotindu-se cu aceeai
turaie n ca i piesa (1) dau sniilor de translaie o traiectorie circular de raz egal cu
excentricitatea arborelui cotit prelucrat (etalon) (fig. 9.32).[8] n acest fel cuitele urmresc fusurile
manetoane i prelucreaz toate suprafeele concentrice cu acestea, precum i suprafeele frontale
adiacente.
Fig.9.32 Fig. 9.33
La cealalt metod, fusurile manetoane sunt poziionate chiar pe axa strungului prin
intermediul dispozitivului din fig. 9.33,[8] care deplaseaz fusurile paliere cu excentricitatea
arborelui cotit.
Anumite construcii de arbori cotii permit executarea unor guri de centrare destinate
prelucrrii fusurilor manetoane.
9.2.6. Tratamentul termic al arborilor cotii
Tratamentele termice la arborii cotii se fac n scopul mbuntirii prelucrabilitii,
detensionrii i al mririi duritii suprafeelor supuse uzurii. Tipul tratamentului termic aplicat este
funcie de materialul arborelui ct i de dimensiunile sale. Astfel la semifabricatele realizate din
font modificat sau aliat, se aplic de obicei un singur tratament i anume de feritizare, naintea
operaiilor de prelucrare mecanic. La semifabricatele forjate din oeluri de cementare, nitrurare i
carbon (OLC 45) se aplic mai nti un tratament de normalizare n vederea executrii operaiilor de
prelucrare mecanic, iar apoi se aplic tratamente difereniate n funcie de tipul oelului (cementare,
nitrurare i respectiv clire).
9.2.7. Tehnologia superfinisrii fusurilor paliere i manetoane
ntruct suprafeele active ale arborilor cotii, respectiv fusurile paliere i manetoane vor
funciona n lagre cu alunecare aceste suprafee trebuie s aib o calitate deosebit. Aceast calitate
se obine prin rectificare, superfinisare i n unele cazuri prin deformare plastic superficial.
Rectificarea fusurilor paliere se face fixnd arborele cotit ntre vrfurile de centrare, axa de rotaie a
mainii unelte coinciznd cu axa arborelui cotit. Se rectific astfel dintr-o prindere toate suprafeele
fusurilor paliere. Discurile de rectificat sunt antrenate independent de motoare speciale pentru acest
scop i li se imprim un avans radial. Pentru rectificarea fusurilor manetoane, este necesar ca
arborele s fie prins ntr-un dispozitiv special (asemntor celui pentru strunjire) care s permit
aducerea cu precizie a axelor manetoanelor pe linia axului mainii de rectificat. Mainile de
rectificat arbori cotii sunt maini speciale, n acest scop asigurnd pietrei de rectificat un avans
radial i longitudinal. Regimul de rectificare este apropiat de cel al rectificrii arborilor drepi cu
diferena c vitezele de rectificare se aleg la valori minime. Operaia de rectificare se execut n
dou etape: degroare, n care adaosul de prelucrare este cuprins n limitele (0,2..0,4)mm i finisare
pentru care adaosul de prelucrare prescris trebuie s aib valorile cuprinse ntre (0,08..0,15)mm.
Discul abraziv are diametrul relativ mare (500-900 mm) pentru a putea ptrunde printre
brae pn la fusurile excentrice (fig. 9.34).[24]
Fig. 9.34
Superfinisarea arborilor cotii se face n scopul asigurrii suprafeelor de lucru, o calitate
superioar, o duritate maxim i tensiuni remanente minime. Superfinisarea se poate face prin
achiere (vibronetezire, finisare cu band, finisare cu cuit lat) sau prin deformare plastic (prin
alunecare, prin rulare i prin lovire).
Vibronetezirea se realizeaz cu ajutorul unor baghete abrazive 1, montate n capul de
vibronetezire 2, care execut o micare vibratorie f i una de avans S
a
n lungul piesei 3.(fig. 9.35)
Fig.9.35
Piesa execut o micare de rotaie lent (avans circular). Baghetele abrazive sunt apsate pe
pies cu un sistem elastic. ntre baghete i pies curge un lichid de ungere - rcire format din petrol
sau petrol cu ulei. Suprafaa rezultat prin vibronetezire prezint o portan mare (microasperitile
au paliere) i deci o rezisten mare la uzur. Prin vibronetezire se obine o rugozitate R
a
= (0,01 -
0,2)m. Regimul de achiere la vibronetezire este: presiunea capului de netezit asupra piesei este de
1,4-1,8 daN/cmp, amplitudinea micrii oscilatorii H = 1,5-6 mm, frecvena de oscilaie f = 1000-
3000 curse duble/min., avansul longitudinal este de 0,1-0,2 mm/rotaie iar viteza periferic a piesei
4-18 m/min.
Finisarea prin rulare urmrete obinerea unei caliti superioare a suprafeelor i creterea
duritii acestora. Principiul rulrii este redat n figure 9.36 a.[8] Netezirea i ecruisarea se
realizeaz prin apsarea unei role sau bile 2, (fig. 9.36 b) cu o anumit for pe suprafaa piesei.
Piesa execut o micare de rotaie n
p
iar braul 3 cu role, o micare de avans S
a
a b
Fig. 9.36
9.3. Tehnologia de prelucrare a axelor cu came
9.3.1. Caracteristici constructive i condiii tehnice de execuie.
Axele cu came (figura 9.37) se caracterizeaz din punct de vedere constructiv prin camele
dispuse n diverse zone de-a lungul axei i fusurile cilindrice de sprijin, plasate intercalat. n plus
arborii cu came pot avea i suprafee funcionale cum ar fi: danturi, caneluri, canale de pan, filete,
etc.
Fig. 9.37
Principalele condiii tehnice impuse fusurilor de lagr sunt: precizia de execuie n treapta 6,
conicitatea i ovalitatea sub 0,01..0,02 mm iar btaia radial sub 0,0150,04 mm. Pentru came sunt
prescrise urmtoarele condiii: tolerana prii cilindrice sub 0,040,05 mm, abaterile profilului fa
de profilul nominal s nu depeasc 0,020,05 mm, poziia unghiular a camelor s aib abateri
mai mici de 1
0
-2
0
. Duritatea fusurilor i a camelor trebuie s fie de 54-62 HRI, iar rugozitatea
suprafeelor acestora de 0,4-0,2 m .
Gama materialelor utilizate pentru fabricarea axelor cu came este relativ restrns, cele mai
des utilizate fiind oeluri carbon de calitate (ndeosebi OLC 45 AT) i fonte cu grafit nodular.
Metodele de obinere a semifabricatelor sunt: matriarea i turnarea. Procedeul de turnare cel mai
folosit este turnarea n forme coji.
9.3.2 Particulariti tehnologice de prelucrare a axelor cu came
Tehnologia de fabricaie a arborilor cu came prezint cteva particulariti privind strunjirea
camelor, tratamentul termic i rectificarea camelor, tratamentul termic i rectificarea camelor.
Datorit profilului camelor, unghiurile funcionale ale cuitului de aezare (
f
) i de degajare (
f
)
variaz foarte mult n lungul profilului (fig. 9.38). Se impune de aceea ca unghiul de aezare
constructiv s aib valori mari astfel ca achierea s fie posibil.
Fig. 9.38
Strujirea camelor se execut pe maini specializate care asigur cuitelor translaia radial de
copiere.
Pentru a reduce variaia unghiurilor de aezare i degajare i a asigura sculei o rezisten
suficient, la prelucrarea camelor cu supranlare mai mare de 6 mm se imprim cuitului o micare
complex compus dintr-o translaie radial a i o rotaie b n jurul unei axe cu ajutorul unui
dispozitiv special (fig.9.39). [8]
Astfel, cuitul 2 execut o micare oscilatorie n jurul articulaiei 6 comandat de cama 5, cu
scopul de a menine constante unghiurile funcionale de aezare i de degajare. Urmrirea
profilului camelor este comandat de cama 4 care imprim o micare alternativ a saniei
transversale pe ghidajul 3. Camele 4 i 5 se rotesc sincron cu piesa de prelucrat.
Fig.9.39
Tratamentul termic al axelor cu came este mai dificil datorit faptului c este nsoit de
deformaii mai pronunate datorate att seciunii mici a axului ct i a formei nesimetrice a seciunii
sale transversale. Pentru reducerea deformaiilor, axele cu came se trateaz termic pe maini
speciale (prese de tratament termic), unde rcirea este dirijat i axul este mpiedicat s se
deformeze. n acelai timp fusurile sunt supuse unei rulri mecanice cu role, tratamentul acestor
suprafee devenind astfel termo-mecanic.
Rectificarea camelor se execut pe maini specializate care permit micarea de copiere a
profilului acestora.
CAPITOLUL 10
TEHNOLOGIA DE PRELUCRARE A ROILOR DINATE
10.1. Caracteristici constructive i condiii tehnice
Din punct de vedere constructiv roile dinate sunt determinate de urmtoarele tipuri de
suprafee:
- suprafee danturate (cilindrice, conice, melcate, etc.)
- suprafee de centrare (alezaje sau fusuri)
- suprafee de antrenare n micarea de rotaie (canale de pan, caneluri)
- suprafee de antrenare n micarea de translaie axial pentru cuplare (la roile baleadoare)
Cteva tipuri constructive de roi dinate sunt prezentate n fig. 10.1 (a - roat cilindric
simpl; b - roat conic simpl; c - roat melcat asamblat; d - roat cilindric n construcie
sudat; e - roi baladoare; f roat cilindric cu dantur interioar; g pinion conic pe arbore; h -
pinion cilindric pe arbore)
Condiiile tehnice impuse roilor dinate sunt legate de:
- precizia dimensional, de form i de poziie a danturii n raport cu suprafeele de centrare.
- precizia dimensional, de form i de poziie a suprafeelor de antrenare, n raport cu
suprafeele de centrare.
- precizia dimensional, de form i de poziie reciproc a suprafeelor de centrare
- precizia danturii care cuprinde trei criterii:
a b c d e f
g h
fig.10.1
a) Criteriul de precizie cinematic, care stabilete pentru roata care se verific,
eroarea maxim total a unghiului de rotire n limita unei rotaii complete a roii precum i
elementele danturii, ale cror erori determin aceast eroare total.
b) Criteriul de funcionare lin a roilor n angrenaj, care stabilete valorile
componentelor erorii totale a unghiului de rotire, care se repet de mai multe ori n timpul unei
rotatii, precum i elementele danturii ale cror erori determin aceste componente ciclice.
c) Criteriul de contact dintre dini, care stabilete precizia de execuie a flancurilor
dinilor, prin raportul minim, n procente, dintre dimensiunile petei de contact i dimensiunile
suprafeei utilizate a flancurilor, precum i elementele danturii i angrenajului ale caror erori
determin forma i mrimea petei de contact.
Precizia de execuie a roilor dinate se ncadreaz n clasele de precizie 7-8 ISO, cu
rugozitatea 3,2-6,3m
10.2. Materiale i metode de obinere a semifabricatelor
Alegerea materialelor necesare pentru construcia roilor dinate se face pe baza urmtoarelor
criterii:
- rezistena mecanic a eforturilor de solicitare static i dinamic
- rezistena la uzur
- viteza de funcionare.
Principalele materiale utilizate n acest scop sunt:
- oeluri de cementare: OLC 10, OLC 15, 17 MoC12 folosii n special la fabricarea
pinioanelor care sunt solicitate mai mult la uzur.
- oeluri de mbuntire: OL 50, OL 60, OLC 45, etc. pentru roile solicitate prin oc.
- oeluri aliate : 15Cn15, 20MoN35, 45Cn10,etc. pentru roi dinate foarte greu solicitate
- oeluri turnate: OT50 3, OT60-3, etc
- font cenuie Fc 250 i Fc 300 pentru roile care lucreaz cu viteze periferice mici (v < 20
m/s.)
- aliaje neferoase (bronz, alam) pentru roile care lucreaz n condiii de frecare mare (roi
melcate)
- materiale sinterizate
- materiale nemetalice i plastice pentru roi de dimensiuni mici i
care sunt supuse la solicitri modeste.
Semifabricatele pentru fabricarea roilor dinate se pot obine prin:
- turnare n cazul roilor din font sau a celor de dimensiuni mari din oel turnat (d > 500
mm)
- forjare sau matriare (presare volumic), cnd se impune ca fibrele materialului s fie
orientate n lungul dintelui
- laminare
- prin sudare n cazul fabricrii roilor de dimensiuni mari n producia de unicat i serie
mic.
- presare i sinterizare
10.3. Tehnologia tip de prelucrare a roilor dintate cilinrice
Pe baza caracteristicilor constructive comune ale pieselor din aceast categorie se poate
elabora o tehnologie tip pentru fiecare din tipurile reprezentative de roi dinate. Astfel, n tabelul
10.1 este prezentat tehnologia tip de prelucrare n producia de serie mic i mijlocie, pentru o
roat dinat cilindric simpl (fig 10.1a)
n funcie de forma, dimensiunile i condiiile tehnice impuse, procesul tehnologic tip poate
s ia diferite forme specifice.
Tabelul 10.1
Utilajul folosit
pentru fabricaia
Nr
Grupa de opereaii
Serie mica sau individual Serie mijlocie
1 Prelucrarea suprafeelor
frontale i a celor de
revoluie, concentrice cu
dantura
Strunguri universale Strunguri cu comand
numeric sau de copiat
2 Degroarea suprafeelor de
antrenare
Masini de frezat universale, Maini de frezat caneluri
3 Degroarea danturilior Maini de frezat sau
mortezat dantura
Maini de frezat sau
mortezat dantura
4 Prelucrarea suprafeelor
auxiliare
_ _
5 Tratament termic - -
6 Finisarea suprafeelor de
centrare
Maini de rectificat
universale
Maini de rectificat
semiautomate cu control
activ al dimensiunilor
7 Finisarea suprafeelor de
antrenare
Maini de rectificat
universale
Maini de rectificat
caneluri prin copiere sau
rulare
8 Finisarea danturilor Maini de rectificat dup
procedeele Maag sau Niles
Maini de rectificat dup
procedeele Reishauer,
maini de lepuit, maini de
everuit
9 Control final
10.4. Prelucrarea mecanic a danturii roilor dinate cilindrice
Prelucrarea danturii roilor dinate cilindrice se poate realiza prin dou metode:
a) cu generatoare materializat de muchia achietoare a sculei (prin copiere);
b) cu generatoare cinematic (de rulare - rostogolire).
Din punct de vedere al preciziei de prelucrare se deosebesc alte dou metode:
a) de danturare propriu-zis (prin frezare, mortezare, broare, etc);
b) de finisare a danturii (prin rectificare, severuire, lepuire, rodare).
Metodele prezentate vor analiza numai prelucrarea danturilor n evolvent, folosite aproape
n exclusivitate la angrenajele cilindrice i conice.
10.4.1. Prelucrarea cu generatoarea materializat
a) Frezarea danturii cilindrice prin copiere
Metoda const n realizarea golurilor dintre dini de profilul muchiilor achietoare ale sculei.
n acest scop se utilizeaz freze disc modul (fig.10.b ) i freze deget modul (fig.10.2 a) [13,24,25],
ultimile fiind recomandate la prelucrarea roilor cu modulul mare (m>20 mm), la prelucrarea
danturilor n V sau W, sau acolo unde din motive de gabarit nu este posibil utilizarea frezelor disc.
a b
Fig.10.2
Micarea principal de achiere este rotaia I a frezei, n timp ce piesa, fixat pe capul
divizor care este aezat pe masa mainii, execut o micare de avans longitudinal II. Danturarea se
execut gol dup gol i pentru aceasta este necesar micarea de divizare IV cu unghiul 2/z (z =
numrul de dini ai roii). Micarea III este necesar pentru ptrunderea sculei pe adncimea golului.
Prelucrarea ntregii danturi se realizeaz prin repetarea de z ori a urmtoarelor faze:
1) frezarea unui gol al danturii (micarea I i II);
2) retragerea sculei n poziia iniial;
3) executarea divizrii;
4) apropierea frezei de pies i prelucrarea unui nou gol.
Pentru o anumit dantur cu unghiul de angrenare i modulul m date, forma profilului
dintelui depinde de numrul de dini ai roii, fiind necesar cte o scul pentru fiecare numr de
dini. Din motive de economicitate intervalul de numere de dini z > 12, se mparte pentru fiecare
modul, ntr-un numr de zone, pentru fiecare zon folosindu-se aceeai frez modul. Ca urmare, la
prelucrare vor aprea erori de profil. Exist 3 seturi de freze: 8 freze pentru module mici (m < 8
mm), 15 freze pentru module (m >8 mm), 26 pentru precizii ridicate.
Pentru danturi nclinate, freza modul se alege pe baza numrului echivalent (ideal) de dini
dat de relaia:
z
e
= z/cos
3
d
, (10.1)
unde
d
este unghiul de nclinare al danturii pe cilindru de divizare.
Frezarea danturilor cilindrice prin copiere se execut pe maini de frezat universal, ceea ce
constituie un avantaj al metodei. Dezavantajele metodei sunt: productivitatea redus (datorit
existenei cursei de retragere), erorile de pas (datorate divizrii), erori de profil, pre ridicat al sculei
profilate. De aceea frezarea prin copiere se folosete la producia individual sau de serie mic i la
degroarea roilor dinate cu modul mare.
b) Mortezarea danturilor cilindrice prin copiere
Un procedeu frecvent utilizat pentru mortezarea danturii cilindrice prin copiere, l reprezint
prelucrarea cu capete cu cuite profilate, utilizat n producie de serie i de mas. In acest caz,
capul de mortezat (fig. 10.3) are un numr de cuite 1, egal cu numrul de dini ai piesei, profilul
fiecrui cuit fiind identic cu a golului dintre dini. In acest caz nu mai este necesar micarea de
divizare. In timpul prelucrrii cuitele sunt fixe, iar piesa realizeaz micarea de translaie alternativ
I, n direcie axial, realiznd micarea principal de achiere. (V = 7-8m/min; f = 60-180 c.d./min)
Fig. 10.3
La fiecare curs dubl a piesei care realizeaz micarea de achiere I, cuitele realizeaz
avansul de ptrundere IIII (0,05 0,5 mm), la nceputul cursei active i micarea de retragere II a
cuitelor, la fiecare curs n gol a semifabricatului, pentru protejarea feelor de aezare a cutitelor.
Micrile II i III se realizeaz cu ajutorul unor inele conice 2 i 3, care acioneaz pe feele conice
de la coada cuitelor.
Aceasta metod este foarte productiv, dar are dezavantajul c pentru fiecare roat dinat
trebuie construit un cap cu cuite.
c) Rectificarea danturii prin copiere
Rectificarea roilor dinate cilindrice se realizeaz n cazurile cnd roile necesit o precizie
ridicat i sunt tratate termic sau sunt executate dintr-un material dur. Aceast operaie este
costisitoare deoarece se realizeaz cu un numr mare de treceri.
Rectificarea danturii prin copiere se realizeaz cu ajutorul unor discuri abrazive profilate
dup forma flancurilor dinilor care se rectific. Acest lucru impune ca pentru fiecare numr de dini
ai roii, s se execute un disc abraziv special. Modul de prelucrare este asemntor, principiului
cinematic de la frezarea cu freze disc modul.
Se cunosc trei metode de rectificare prin copiere: [25]
- rectificarea ambelor flancuri cu un singur disc abraziv, al crui profil coincide cu cel al
golului dintre dini (fig. 10.4 a);
- rectificarea fiecrui flanc n parte cu acelai disc abraziv al crui profil coincide cu cel al
flancului dintelui (fig. 10.4 b);
- rectificarea a dou flancuri opuse, aparinnd la doi dini diferii, cu dou discuri diferite, al
cror profil coincide cu cel al flancului dintelui (fig. 10.4 c);
Prima metod are dezavantajul unei nclziri mai puternice, datorit ariei mari de contact i
avantajul echilibrrii forelor de achiere. La prelucrarea succesiv a flancurilor productivitatea este
mai sczut. n ambele cazuri sunt necesare dispozitive de corecie automat a profilului pietrei i
de compensare a uzurii pietrei.
a b c
Fig.10.4
10.4.2 .Prelucrarea cu generatoarea cinematic
a) Mortezarea danturii cilindrice prin rulare cu cuit-roat
Mortezarea danturii cilindrice prin rulare cu cuit - roat este un procedeu de danturare cu
divizare continu, bazat pe metoda de generare direct a profilului dinilor. Scula achietoare este o
roat dinat cu profil evolventic i detalonat, iar principiul de lucru se bazeaz pe reproducerea
condiiilor de angrenare dintre roat-scul i roata dinat de prelucrat (fig.10.5)[24]
Cuitul roat execut micarea principal de achiere I, rectilinie alternativ cu o curs activ
i una pasiv. Att scula ct i piesa de prelucrat execut micri de rotaie II i respectiv III,
sincronizate astfel nct s fie ndeplinit relaia:
p
s
s
p
n
n
Z
Z
= (10.2)
Fig. 10.5
unde: Zp i Zs sunt numrul de dini ai piesei i sculei, n
s
= turaia sculei i n
p
= turaia
piesei.
n timpul cursei pasive scula execut micarea alternativ IV pentru retragerea din
angrenare, n scopul evitrii frecrii cu piesa. Pentru a se achia ntreaga nlime a dintelui, este
necesar i micarea de avans V, numit avans de ptrundere i realizat de scul. Cu aceast
metod dinii roii se prelucreaz succesiv pe ntreaga nlime i lime a lor. Profilul dinilor se
obine ca o nfurtoare a poziiilor succesive ale tiurilor sculei. Pentru ca eroarea de profil s fie
ct mai mic, este necesar ca numrul curselor de lucru repartizate pentru un dinte s fie ct mai
mare, iar avansul tangenial, ct mai mic.
Pentru a prelucra dantura nclinat, se utilizeaz un ablon elicoidal care imprim sculei la
micarea de achiere i o micare de rotaie suplimentar care au ca rezultant o micare elicoidal.
Mortezarea cu cuit roat are avantajul c permite danturarea unor piese care nu se pot
prelucra cu alte procedee: danturi interioare, sectoare dinate, blocuri de roi dinate, etc. Metoda
este mai puin productiv dect danturarea cu frez melc, dar se obine o calitate superioar a
suprafeei flancurilor.
b) Mortezarea danturii cilindrice prin rulare cu cuit-pieptene
Mortezarea danturii cilindrice prin rulare cu cuitul - pieptene este un procedeu de danturare
cu divizare discontinu. Cuitul - pieptene materializeaz n micarea sa cremaliera generatoare.
Aceast metod se caracterizeaz prin obinerea unor roi dinate cu precizie ridicat,
deoarece scula are profilul similar cremalierei generatoare i se poate executa cu precizie ridicat.
Dup modul de generare al evolventei, mainile de danturat cu cuit pieptene se mpart n
dou grupe:
- maini care lucreaz pe principiul generrii evolventei cu dreapt fix (tip MAAG)
- maini care lucreaz pe principiul generrii evolventei cu dreapt mobil (tip Parkinson)
Prelucrarea danturii la mainile MAAG comport urmtoarele faze tehnologice:
a) In prima faz, piesa se deplaseaz din poziia iniial 1 n poziia 2 (fig.10.6a) [24],
executnd simultan o micare de translaie III i una de rotaie II, n timp ce scula realizeaz
micarea de achiere I. Deplasarea se face pe o distan k p, p fiind pasul danturii, timp n care se
prelucreaz numru k de dini stabilit (2,3 dini sau mai muli)
b) In faza urmtoare (fig. 10.6b) piesa se deplaseaz napoi cu viteza V
R
, fr rotire, pentru a
nu fi n contact cu scula n timp ce scula este oprit n poziia de sus. Micarea din aceast faz
asigur rotirea de divizare a semifabricatului pentru o nou prelucrare i aduce piesa n poziia
iniial 1.
Prelucrarea danturii la mainile tip Parkinson, (fig.10.7)[24] comport urmtoarele faze
tehnologice:
a) In faza nti, scula 1, realizeaz pe lng micarea de achiere I i micarea de avans
tangenial III, pe distana k p, timp n care piesa 2 se realizeaz micarea de rotaie II pentru a
asigura rularea cu cuitul - pieptene 1.
b) Dup prelucrarea celor k dini, poiesa i oprete micarea iar scula se retrage din pies
c) Are loc deplasarea sculei n sens invers avansului tangenial n poziia iniial, dup care
rencepe ciclul
Pentru a ndeprta ntregul strat de achiere mai este necesar un avans de ptrundere Sp
(mm/cd), realizat de pies sau scul.
a b
Fig. 10.6
a b
Fig. 10.7
c) Frezarea danturii cilindrice cu frez melc modul
Frezarea danturii cilindrice cu frez - melc reprezint o metod de danturare prin rulare cu
divizare continu. Freza - melc materializeaz melcul evolventic (urub fr sfrit) conjugat al roii
dinate de prelucrat (fig. 10.8 ).
Perpendicular pe linia elicoidal a frezei sunt practicate canale pentru evacuarea achiilor.
Freza - melc poate fi considerat ca fiind compus din mai multe cremaliere deplasate reciproc,
prin poziionarea lor pe elicea melcului. La rotaia frezei, fiecare cremalier ajunge succesiv n
contact cu piesa de prelucrat, simulnd deplasarea unei singure cremaliere n direcia axial a frezei.
Datorit acestei particulariti nu mai este necesar o micare distinct de divizare i nici o micare
de readucere n poziia iniial a sculei fa de pies .
Schema cinematic a procedeului cuprinde urmtoarele micri: micarea principal de
rotaie I executat de freza - melc i micarea circular de avans II, executat de pies, micri care
simuleaz angrenarea frezei - melc cu roate de prelucrare i ntre care exist relaia:
k
z
n
n p
p
s
= (10.3)
unde: n
s
= turaia sculei; n
p
= turaia piesei; z
p
= numrul de dini ai roii de prelucrat; k =
numrul de nceputuri ale frezei - melc.
Pentru prelucrarea flancurilor dinilor pe toat limea lor este necesar micarea de avans
radial IV (fig.10.8 ) n cazul prelucrrii roilor cu modul mare.
Fig.10.8
Unghiul de nclinare al frezei-melc modul trebuie s aduc direcia dintelui frezei n
coinciden cu direcia dinilor roii dinate. Din acest motiv, unghiul de montaj al frezei este funcie
de unghiul de pant al al spirei melcului i de unghiul de nclinare al danturii roii care se
prelucreaz.
In tabelul 3 [24,25] sunt prezentate cteva situaii de poziionare a frezei melc n raport cu
piesa.
La danturarea roilor melcate, axa frezei melc este perpendicular pe axa roii, avansul sculei
fcndu-se radial sau tangenial.
Tabelul 3
c) Rectificare prin rulare a danturilor cilindrice
Metoda general de rectificare prin rulare a danturilor cilindrice este cea a cremalierei
materializate cu ajutorul unor pietre disc sau a unui melc modul abraziv. n primul caz, generarea
are loc dup schema cu dreapt fix i divizare discontinu. Procedeele de rectificare a danturilor
cilindrice prin divizare discontinu difer ntre ele dup modul de realizare a rulrii fr alunecare,
cele mai utilizate fiind procedeul Niles i Maag.
Procedeul Niles folosete pietre disc biconice care materializeaz un dinte al cremalierei
generatoare (fig.10.9) [24], piesa rulnd alternativ pe ambele flancuri ale discului abraziv.
Fig.10.9
Micrile necesare rectificrii flancurilor unui gol al danturii sunt: micarea de rotaie I a
pietrei disc, micarea de avans longitudinal II, rectilinie alternativ n lungul dintelui, caracterizat
prin avansul S
l
(mm/cd), micarea de rulare fr alunecare a cercului de divizare al roii de prelucrat
pe dreapta de divizare a cremalierei generatoare definit prin componentele: rotaia lent n ambele
sensuri III executat de pies i translaia alternativ IV i micarea de divizare discontinu V.
Procedeul se poate aplica n dou variante. n prima, piatra disc este mai ingust dect golul dintre
dini i rectificarea se face pentru fiecare flanc n parte. Fazele rectificrii flanc cu flanc sunt
urmtoarele (fig.10.9 ).
a) rectificarea flancului din dreapta a golului 1 cu micarea de rulare spre dreapta.
b) inversarea sensului micrii de rulare i efectuarea unei deplasri suplimenatre pentru
compensarea diferenei dintre grosimea pietrei i limea golului apoi rectificarea flancului stng al
golului 1 cu micarea de rulare spre stnga.
c) retragerea radial a pietrei i efectuarea micrii de divizare i rentoarcerea pietrei n
poziie de lucru.
d) inversarea sensului micrii de rulare i rectificarea flancului drept al golului 2.
n a doua variant a procedeului, grosimea pietrei este egal cu limea golului i se rectific
simultan ambele flancuri. Pentru a se menine n permanen profilul pietrei, aceasta se reprofileaz
n timpul fazei de divizare cu un dispozitiv cu trei vrfuri de diamant.
Procedeul MAAG utilizeaz dou pietre taler ale cror suprafee frontale materializeaz
dou flancuri ale dintelui cremalierei generatoare (fig. 10.10 a) [24,25]. La roile dinate cu modul
mic, cele dou pietre prelucreaz flancurile peste n dini (n = 2-4) (fig.10.10 b).
a b
Fig.10.10
Micrile necesare pentru rectificare sunt identice cu cele de la procedeul NILES cu
deosebire c avansul longitudinal II este realizat de pies .
Procedeul REISHANER este un procedeu de generare cu dreapt mobil i divizare
continu. Schema de achiere (fig. 10.11) [24] este principial analoag celei de la generarea
danturilor cilindrice cu freze melc.
Fig.10.11
Deoarece profilul melcului abraziv se modific relativ repede prin uzur, acest procedeu este
recomandabil mai ales la rectificri cu precizie sczute. Avantajul procedeului const n
productivitatea lui deosebit de mare, ajungnd pn la de 10 ori mai mare ca la celelalte procedee.
d) everuirea roilor dinate cilindrice
everuirea roilor dinate cilindrice este un procedeu de finisare a danturilor prin rulare,
aplicat n cazul materialelor de prelucrat cu duritate maxim 35-40 HRC. Operaia se realizeaz cu
ajutorul unor scule achietoare numite evere. everul are forma unei roi dinate, cremaliere sau
melc evolventic, cel mai folosit fiind primul. everul are pe flancurile dinilor canale transversale
care formeaz muchiile achietoare ale sculei (fig.10.12 ).
Fig.10.12
n urma micrii relative rezultat din angrenarea everului cu roate dinat prin combinarea
micrilor I i II, este detaat materialul de pe flancurile dinilor, sub forma unor achii foarte subiri
(1 - 5m ). Pe lng aceast rzuire a danturii mai are loc i un proces de tasare local a suprafeei
flancurilor. Pentru a avea loc everuirea everuirea este necesar ca ntre scul i roata dinat s se
execute o anumit presiune de contact i s se produc o alunecare relativ a danturilor conjugate
pe o direcie perpendicular pe muchiile achietoare (micarea III). Pentru aceasta, everul formeaz
cu roata un angrenaj, pentru aceasta everul va avea dantura nclinat pentru prelucrarea roilor cu
dini drepi, iar pentru roile cu dini nclinai everul va avea dantura nclinat la un unghi diferit de
aceasta sau poate avea dini drepi.
10.5 Prelucrarea danturii roilor dinate conice
Prelucrarea prin rulare a danturilor conice, cu dini drepi sau nclinai, este n principal
analoag cu a danturilor cilindrice cu meniunea c rolul cremalierei generatoare de referin este
luat de roate plan generatoare, care are semiunghiul conului de divizare = 90
0
(fig.10.13 ).
Fig. 10.13
O particularitate a roii plane este aceea c ea nu poate angrena dect cu roile angrenajului
pe care l definete, spre deosebire de cremaliera de referin care poate angrena cu orice roat
dinat avnd acelai modul. Profilul dinilor rotii plane, proiectat pe un plan tangent la cilindrul
exterior, este trapezoidal. Roata plan pune n eviden i forma curbei directoare a dintelui.
Deoarece roile dinate conice se fabric ntr-o mare varietate de forme geometrice i
constructive, n practic exist mai multe procedee de prelucrare, dar cele mai utilizate sunt:
prelucrarea prin copiere i prelucrarea prin rulare.
10.5.1. Prelucrarea prin copiere
Prelucrarea prin copiere a danturii conice cu dini drepi sau nclinai se face cu freze disc
modul sau cu freze deget modul. Danturarea prin acet procedeu este neproductiv i puin precis.
Aplicarea ei se recomand la danturarea roilor cu module mici n producia de unicat i serie mic,
datorit productivitii sczute.
La utilizarea frezelor disc modul trebuie avut n vedere faptul c pentru partea golului
dinspre diametrul mai mic, care este mai ngust, se va folosi o frez mai subire dect cea normal.
Din aceast cauz, pentru realizarea golului dintre dini, se folosesc cel puin dou freze disc cu
module diferite. Freza cu modulul mai mare prelucreaz golul dintre dini n poriunea cu diametrul
mai mare, iar freza cu modul mic va prelucra golul dinspre diametrul mic. Materialul rmas pe
flancurile dinilor va fi ndeprtat apoi cu freza mai ngust sau cu o a treia frez cu modulul
intermediar.(fig 10.14 ) [7]
Fig. 10.14
Frezele deget modul se utilizeaz pentru prelucrarea roilor conice cu modul mare,
aplicndu-se acelai procedeu, ca i n cazul prelucrrii cu freze disc.
10.5.2. Prelucrarea prin rulare
a) Rabotarea prin rulare
Acest procedeu are la baz angrenarea dintre roata de prelucrat 1(fig.10.15)[7] i o roat
generatoare imaginar 2, la care dou dintre flancuri sunt generate de cuitele 3 i 4 n cursul
micrii de rabotare cu viteza V.(procedeul Gleason). La danturile drepte, direciile micrilor
converg ctre vrful angrenajului tehnologic astfel format, iar la cele nclinate, translaiile cuitelor
rmn mereu tangente la un cerc de raz e.
Fig. !0.15
.
c) Frezarea prin rulare
Frezarea prin rulare a danturii conice este o metod de generare indirect, cu divizare
discontinu, dantura fiind realizat cu ajutorul a dou freze disc ale cror tiuri au profilul rectiliniu
i materializeaz un dinte al roii plane. Capetele de frezat 1 i 2, sunt nclinate reciproc fa de
nlimea dintelui cu unghiul 2 ( = unghiul de angrenare). Cuitele sunt discontinue i se
ntreptrund n zona de prelucrare (fig. 10.16 b) [24], cuitele unei freze prelucrnd un flanc al
dintelui, iar a doua frez cellalt flanc.
Cele dou freze nu au avans n lungul flancului, ceea ce face ca, n urma prelucrrii, fundul
dintelui s rmn concav (fig.10.16b). Concavitatea este ns mic deoarece frezele au diametre
mari. Tot datorit lipsei avansului longitudinal, flancurile rezult bombate longitudinal (fig.10.16 a)
[24], dar aceast form asigur condiii mai bune de funcionare.
a b
Fig. 10.16
Ciclul normal de lucru este urmtorul:
- degroarea unui gol dintre dini, prin ptrunderea radial a frezelor, n timp ce piesa este
fix,
- finisarea celor dou flancuri n timp ce piesa ruleaz, axa conului de rulare deplasndu-se
din poziia I n poziia II(fig. 10.16 b).
- retragerea piesei sau a sculei
- divizarea cu un dinte
- reluarea ciclului de prelucrare
CAPITOLUL 11
TEHNOLOGIA PRELUCRRII CARCASELOR
11.1. Caracteristici constructive i condiii tehnice
Din punct de vedere funcional, carcasele se caracterizeaz prin faptul c servesc la
montarea pe ele a unor mecanisme subansamble ale mainilor, ndeplinind rolul pieselor de baz din
unitile de asamblare. Din clasa carcase fac parte piese cu destinaie foarte diferit: carcase de
reductor, carcasa cutiilor de vitez, blocul cilindrilor la motoare cu ardere intern, corpuri de
pompe, carterul punii din spate la autovehicule, etc. (fig.11.1).
Cu toat aceast mare diversitate de forme, se poate considera c din punct de vedere
constructiv o carcas prezint trei grupe de suprafee care necesit prelucrri prin achiere:
- suprafae plane exterioar, al cror rol este de a asigura asmblarea cu alte piese ale
produsului din care face parte.
- suprafee ale alezajelor principale (pentru lagrele arborilor, cilindrii motoarelor, etc.)
- suprafee auxiliare cilindrice, filetate sau nu, care se folosesc la asamblarea cu alte piese.
Dup destinaia funcional i forma constructiv, carcasele se pot grupa n urmtoarele
grupe principale:[4]
a) Carcase cu form de cutie aproximativ paralelipipedic (fig.11.1 a) avnd pereii subiri.
Din aceast grup fac parte carcasele unor reductoare, carcasele cutiilor de viteze sau de avansuri
ale mainilor unelte, etc. Pe lng suprafeele plane exterioare, caracteristica acestor carcase o
constituie existena alezajelor pentru lagrele arborilor. Aceste carcase pot fi dintr-o bucat i capac,
sau din dou buci separate asamblate pe suprafee plane de separaie care trec prin axa alezajelor
lagrelor.
b) Carcase cu form de cutie cu perei subiri, la care suprafeele principale sunt suprafee
cilindrice. Din aceast grup fac parte carcasele transmisiilor care conin un angrenaj conic,
(fig.11.1 d) sau melc roat-melcat. In general aceste carcase au dou alezaje cu axe concurente.
a b
b c
e
Fig. 11.1
Ca i carcasele precedente, pot fi construite dintr-o bucat sau din dou buci care se
asambleaz pe o suprafa de separaie dispus de obicei numai prin axa unuia din alezaje. (fig.11.1
d)
c) Carcase sub form tubular cu alezajele dispuse pe o singur ax sau pe axe concurente n
plan. (fig.11.1 e).Ca exemplu pentru aceast grup se poate da carcasa punii din spate a
autovehiculelor.
d) Carcase cu form spaial complex. In aceast grup intr n principal corpurile
pompelor centrifuge i ale turbinelor cu aburi. Ele sunt construite din dou buci asamblate.
e) Carcase sub form de blocuri (corpuri) cu un numr relativ mare de suprafee interioare
cilindrice cu prescripii severe de precizie i rugozitate. Din aceast grup fac parte blocurile
cilindrilor motoarelor i compresoarelor.
f) Carcase (corpuri) cu configuraie simpl, prevzute cu alezaje dispuse pe una sau dou
axe. Din aceast categorie pot fi menionate corpurile robinetelor i vanelor (fig.11.1c)
Principalele condiii tehnice, prescrise carcaselor se refer la:
- precizia dimensional a diametrelor alezajelor principale este corespunztoare treptelor 6-7
de precizie.
- precizia distanelor ntre suprafeele plane paralele care trebue s se ncadreze n limitele de
0,05 - 0,15 mm.
- precizia distanelor ntre axele alezajelor principale care trebue s se ncadreze n limitele
de +/- 0,025 .... +/- 0,3 mm (pentru carcasele reductoarelor cu roi dinate cilindrice)
- precizia coaxialitii alezajelor principale (se admit necoaxialiti mai mici de 1/2 din
tolerana diametrului cel mai mic).
- precizia paralelismului i perpendicularitatea axelor alezajelor principale sau ntre axe i
unele suprafee plane.
- precizia formei suprafeelor plane (abaterea de la rectilinitate de 0,005 - 0,02 mm pe
ntreaga lungime)
- precizia formei alezajelor principale (de maxim 0,5 - 0,7 din tolerana la diametru).
11.2. Materiale i metode de obinere a semifabricatelor
n funcie de diversitatea formelor, gabaritelor i a rolului funcional, n fabricaia carcaselor
se folosesc urmtoarele materiale:[4]
- font (Fc 250; Fc 300, pentru bloc motor, chiulase, cutii de viteze; font maleabil, Fm 35,
Fm 42 pentru carcase care lucreaz la solicitri complexe cum ar fi carcasa punii din spate la
autovehicule; Fm 45p, Fm 50p pentru carcasele pompelor care lucreaz la presiune ridicat, etc.);
- oel turnat (OT 45, OT 50 pentru carcase care lucreaz la solicitri complexe);
- oel inoxidabil pentru carcase care lucreaz n medii corozive;
- oel carbon obinuit (OL 42, OL 45) pentru carcasele obinute prin sudare.
Alegerea procedeului de turnare depinde n principal de material, de forma constructiv, de
gabarit, de precizia necesar i de volumul produciei. Cel mai utilizat procedeu este turnarea n
forme din amestec de formare, datorit universalitii.
Condiiile concrete de fabricaie conduc la diverse moduri de formare. Astfel, formarea
manual n rame, realizat n general cu modele din lemn, este utilizat la obinerea carcaselor de
dimensiuni mici i mijlocii, n cazul produciei individuale i de serie mic. Pentru carcase de
dimensiuni mari se folosete turnarea n sol. Formarea mecanic n rame, realizat n general cu
modele metalice, se utilizeaz pentru turnarea carcselor de dimensiuni mici i mijlocii n producie
de serie i de mas. Turnarea n cochilie este utilizat n special pentru semifabricate din aliaje de
aluminiu, n producie de serie i de mas. Turnarea sub presiune se folosete pentru carcasele de
dimensiuni mici i mijlocii, n producia de mas, din aliaje neferoase.
Obinerea semifabricatelor carcaselor, prin sudare, se face atunci cnd acestea au dimensiuni
mari i n condiiile unei producii individuale i de serie mic. Elementele componente ale
semifabricatelor sudate se pot obine prin tiere sau tanare din table i uneori matriate. Dup
sudare, aceste semifabricate sunt supuse unui tratament de normalizare.
11.3. Orientarea i fixarea carcaselor pe mainile unelte
n vederea prelucrrii suprefeelor caracteristice ale carcaselor, exist urmtoarele modaliti
de orientare i fixare pe maini-unelte, a semifabricatelor:[4]
- aezarea direct pe masa mainii unelte cu verificarea poziiei n raport cu axul principal al
mainii unelte
- aezarea dup trasaj pe masa mainii
- aezarea n dispozitiv.
Alegerea metodei de aezare este determinat de complexitatea constructiv, dimensiunile
de gabarit, precizia prescris piesei i de volumul produciei.
11.3.1. Aezarea carcaselor direct pe masa mainii unelte
Aceast metod este cea mai imprecis i este folosit la producia individual i de serie
mic. La aceast metod semifabricatul se aeaz direct pe masa mainii unelte i nainte de
strngerea definitiv este necesar verificarea poziiei lui, adic a paralelismului sau a
perpendicularitii suprafeelor plane sau axelor alezajelor fa de axul principal al mainii unelte.
Acest mod de orientare a carcaselor conduce la o precizie de prelucrare sczut, datorit erorilor
mari care depind de calificarea muncitorului, de metodele i mijloacele de msurare. Totodat,
metoda este neproductiv, deoarece se consum mult timp pentru verificarea poziiei, timp care-l
depete de multe ori pe cel necesar prelucrrii. Pentru mrirea productivitii i asigurarea
preciziei de prelucrare a carcaselor, n cazul aezrii semifabricatelor direct pe masa mainii, se pot
face urmtoarele recomandri:
a - Pentru carcasele de tip cutie, caracterizate prin aceea c au o suprafa plan de baz i
alezajele au axele paralele cu baza, aezarea se face pe suprafaa de baz prelucrat anterior.
Poziionarea lor pe mas se poate face n trei moduri (fig.11.2).[4]
b - La alegerea poziiei carcasei pe masa mainii, se va ine cont c suprafeele de prelucrat
trebuie s fie ct mai aproape de arborele principal al mainii. (fig.11.2 a ). Amplasarea carcaselor
ca n figura 11.2 b, c, la mijlocul mesei necesit o distan n consol a arborelui principal, mai
mare, ceea ce atrage prelucrarea cu regimuri de achiere neproductive i micorarea preciziei de
prelucrare.
a b c
Fig.11.2
c - n cazul prelucrrii unui alezaj ale cror axe sunt paralele la suprafaa de baz i paralele
sau perpendiculare cu una din feele laterale, pentru orientarea carcasei se poate folosi o prism 1,
care se introduce n canalul T (fig. 11.3 ).
Fig.11.3
Cu ajutorul unui comparator se verific paralelismul suprafeei a a prismei cu axa
arborelui principal, dup care aceasta se fixeaz n canalul T. Carcasa se va orienta pe masa mainii
prin ghidarea pe suprafaa a a prismei, fr a mai fi nevoie de verificarea poziiei suprafeei b,
pentru fiecare semifabricat n parte.
d - La prelucrarea carcaselor pe maini orizontale de alezat se folosete aezarea semifabricatelor,
pe colar (fig.11.4) [4], dac sunt necesare urmtoarele prelucrri:
- prelucrarea alezajelor ale cror axe sunt perpendiculare pe baza de aezare (b) a piesei;
- prelucrarea suprafeelor plane i alezajelor situate la diverse unghiuri fa de baza de
aezare sau alte suprafee.
Fig.11.4
n cazul fixrii carcaselor direct pe masa mainii-unelte, naintea fixrii definitive a acestora
n vederea prelucrrii, este obligatorie efectuarea urmtoarelor verificri: [4]
a) Paralelismul dintre suprafaa plan a carcasei i axa arborelui
principal. Aceast verificare se face cnd trebuie prelucrate alezaje a cror ax este paralel
cu una din suprafeele laterale prelucrate anterior (fig.11.5a). Pentru efectuarea verificrii se
procedeaz astfel:
- se fixeaz provizoriu carcasa 1 (fig.11.5 b) pe masa 2 a mainii de frezat, cu bride i
uruburi pentru canale T.
- se urmrete suprafaa prelucrat anterior cu comparatorul 3 fixat prin intermediul
suportului 4 n axul principal 5 al mainii unelte, prin deplasarea mesei.
- n funcie de abaterile evideniate de comparator se va modifica poziia carcasei n sensul
eliminrii abaterilor sesizate
- cnd comparatorul va indica abaterea zero n punctele extreme ale suprafeei msurate, se
va fixa definitiv carcasa pe masa mainii unelte.
- pentru precizii de pn la 0,3mm, n locul comparatorului se
poate folosi un ac de trasaj 6 i o cal (ler) 7 (fig.11.5 a), sau calele plan- paralele 8, aezate
ntre axul principal i suprafaa carcasei (fig.11.5 c)
a b c
Fig.11.5
b) Perpendicularitatea suprafeei plane a carcasei cu axa arborelui principal. Aceast verificare se
face cnd trebuie asigurat perpendicularitatea axei alezajului ce se prelucreaz pe suprafaa plan frontal a
(fig.11.6 ).
Pentru efectuarea verificrii se procedeaz astfel:
- se fixeaz provizoriu carcasa pe masa a mainii de frezat, cu bride i uruburi pentru
canale T.
- se poziioneaz comparatorul pe extremitatea suprafeei carcasei prelucrate anterior (poz.I),
- se rotete axul principal al frezei cu180
o
( [Link]) i se deplaseaz carcasa pn cnd
comparatorul indic poziia zero,
- cnd comparatorul va indica abaterea zero n punctele extreme ale suprafeei msurate, se
va fixa definitiv carcasa pe masa mainii de frezat.
Pentru precizii sczute, verificarea perpendicularitii se poate face i cu ajutorul unui echer
(fig.11.6. b)
a b
Fig.11.6 Fig.11.7
11.3.2. Orientarea carcaselor pe masa mainii-unelte dup trasaj
Operaia de trasare a carcasei nainte de prelucrare este necesar atunci cnd semifabricatul
nu este suficient de precis, ca urmare a procedeului prin care a fost obinut. n acest caz trebuie s se
asigure prin trasaj uniformitatea adaosurilor de prelucrare pentru toate seprafeele ce urmeaz a fi
prelucrate.
Orientarea carcaselor dup trasaj este necesar la prelucrarea carcaselor n producie
individual i de serie mic, unde folosirea dispozitivelor nu este posibil din punct de vedere
economic sau neindicat din cauza dimensiunilor mari ale pieselor. Ca i metoda anterioar i
aceast metod este nsoit de erori datorate calificrii muncitorului i a preciziei mijloacelor de
msurare. Metodologia i mijloacele de verificare dup trasaj a poziiei pieselor la aezarea pe
maini-unelte, sunt asemntoare cu cele folosite la metoda anterioar, cu deosebirea c la
orientarea pieselor dup trasaj se utilizeaz reperele realizate pe semifabricat (fig. 11.7 ).
Trebuie menionat faptul c deseori, n special la carcase complicate, nu este posibil s se
efectueze de la nceput toat trasarea semifabricatului, trebuind ca dup prelucrarea unor suprafee
s se continue trasarea, folosind ca baze de msurare aceste suprafee.
11.3.3 Orientarea i fixarea carcaselor dup un alezaj prelucrat anterior
Orientarea i fixarea carcaselor dup un alezaj prelucrat n prealabil, este o verificare de
precizie, care se face n cazul cnd axa alezajului care trebuie prelucrat (axa II-II, fig. 11.8a) trebuie
s fie paralel cu o precizie relativ ridicat cu axa altui alezaj (axa I-I) prelucrat anterior la alt
main unealt sau din alt aezare. In acest caz se verific paralelismul axei I-I cu axa arborelui
principal.
Cnd alezajele prelucrate iniial au diametre mici (fig. 11.8a), pentru realizarea orientrii, n
acestea, se introduc dornuri de control 1, cu jocuri foarte mici i se procedeaz astfel: [4]
- comparatorul fixat n axul principal 2 n plan vertical, se deplaseaz n lungul dornului
(poz.A), deteminnd abaterea de la paralelismul axei alezajului cu axul principal al mainii.
- n funcie de mrimea abaterii se modific poziia carcasei
- se repet aceste operaii n plan orizontal (poz. B)
- cnd comparatorul va indica abaterea zero n punctele extreme ale dornului de control, pe
cele dou direcii, se va fixa definitiv carcasa pe masa mainii de frezat.
La alezajele cu diametrele mari, comparatorul se introduce direct n alezaj i se deplaseaz pe
suprafaa acestuia, n lungul axei pentru dou poziii perpendiculare (fig.11.8 b)
Observaie: toate deplasrile se vor face de ctre masa mainii, pentru evitarea erorilor de
poziionare a comparatorului, n cazul cnd s-ar roti arborele principal.
a b
Fig. 11.8
11.3.4. Orientarea i fixarea carcaselor n dispozitiv
Folosirea dispozitivelor la orientarea i fixarea carcaselor pe maini-unelte, reduce timpii
auxiliari, elimin erorile de orientare i micoreaz cerinele de munc calificat. Prelucrarea
carcaselor cu aezarea lor n dispozitive, necesit ns cheltuieli pentru proiectarea i executarea
dispozitivelor i timpi suplimentari pentru fabricarea lor naintea introducerii n fabricaie a
carcaselor. Eliminarea acestor neajunsuri se poate face prin folosirea n msur ct mai mare a
dispozitivelor normalizate, realizate n construcia modular. Dispozitivele din elemente modulate
se pot folosi pentru diferite procedee de prelucrare a carcaselor n producia de serie mic, dar cea
mai raional utilizare o au cele pentru prelucrri de frezare i gurire. Principiile care stau la baza
proiectrii i realizrii dispozitivelor de prelucrare pe maini-unelte au fost prezentate n capitolul
.IV.
Un exemplu de dispozitiv pentru gurirea unei carcase este prezentat n figur 11.9 [4] , n
care 1 este o prism oscilant n jurul bolului 2, 3 este un reazem care se poate roti n jurul bolului
4, iar 5 este un element de fixare.
Fig.11.9
11.4. Prelucrarea suprafeelor plane ale carcaselor
Prelucrarea mecanic a suprafeelor plane se face prin metode care depind de tipul
produciei, astfel: [4]
- n producia individual i de serie mic, suprafeele plane se prelucreaz prin rabotare,
frezare, strunjire plan i rectificare plan.
- n producia de serie, suprafeele plane se prelucreaz prin frezare i rabotare pe maini de
frezat sau rabotat longitudinal i prin rectificare.
- n producia de mas, suprafeele plane se prelucreaz pe maini de frezat cu tambur sau tip
carusel, pe maini de broat plan sau pe maini de rectificat plan.
Rabotarea suprafeelor plane este utilizat la piese cu lungime mare i lime mic. Prin
rabotare se pot obine abateri de la rectilinitate de 0,02 mm, msurate pe dou direcii
perpendiculare. Operaia de rabotare se face n mai multe faze: degroare, semifinisare i finisare.
Regimurile de achiere utilizate au urmtoarele valori orientative pentru operaia de degroare:
t = 5 - 20 mm la raboteze
t = 3 - 8 mm la epinguri
s = 1 - 3 mm / curs dubl la rabotez
s = 1 -2 mm / curs dubl la epinguri
v
as
= 10 - 70 m/min. valorile maxime realizndu-se la cuitele cu carburi metalice
(K40).
Frezarea suprafeelor plane, n producia de serie, se face pe maini de frezat longitudinal,
dup urmtoarele scheme:
- cu aezarea carcaselor pe un singur rnd i prelucrarea paralel - succesiv a dou suprafee
plane paralele (fig. 11.10 a).
- cu aezarea carcaselor pe dou rnduri i prelucrarea paralel - succesiv a dou suprafee
plane i cte o suprafa perpendicular pe acestea, folosind capete de frezat (fig.11.10 b).
- cu aezarea carcaselor de acelai tip n diferite poziii astfel ca la o trecere s se prelucreze
ct mai multe suprafee (fig.11.10c).
a b c
Fig. 11.10
11.5. Prelucrarea alezajelor principale ale carcaselor
Alezajele principale sunt suprafee precise i netede ale carcaselor care constituie n cele mai
multe cazuri locauri pentru rulmeni sau lagre de alunecare. Cteva exemple tipice de alezaje al
unei carcase, sunt prezentate n figura 11.11
Fig. 11.11
n cazul produciei individuale i de serie mic, prelucrarea alezajelor principale se face pe maini
unelte universale fr dispozitive de prindere a semifabricatelor. Pentru prelucrare se folosesc urmtoarele
procedee: burghierea, lrgirea, strunjirea, alezarea i rectificarea.
Burghierea n material plin se folosete la prelucrarea alezajelor mici care nu pot fi obinute
la turnare (d < 30 mm).
Lrgirea gurilor constituie prelucrri prealabile ale alezajelor nainte de finisarea acestora.
Lrgirea cu burghiul se utilizeaz n general dup burghierea n material plin, la prelucrarea gurilor
cu diametre mai mari. Astfel, pentru guri cu diametru d > 35 mm, prima burghiere se face cu
diametrul de pn la 25 mm i a doua cu diametrul de 35-45 mm. Lrgirea cu lrgitorul (sau
adncitorul) se folosete att pentru gurile executate prin burghiere ct i a celor rezultate prin
turnare. n cazul unor alezaje cu precizie nu mai mare de treapta a 9-a i cu rugozitate nu mai mic
de 6,3, lrgirea poate constitui o prelucrare final. n cazul cnd este raional din punct de vedere
economic, se folosesc adncitoare combinate pentru prelucrarea suprafeelor n trepte ale alezajului.
Strunjirea suprafeelor alezajelor este un procedeu utlizat att pentru degroare ct i pentru
finisare, prin folosirea adecvat a sculelor achietoare i a regimurilor de achiere corespunztoare.
Astfel se pot obine precizii corespunztoare treptei 6-7 i rugoziti de 1,6 - 3,2. Strunjirea
diferitelor suprafee ale alezajelor carcaselor se face att cu cuite normale de strunjit ct i cu cuite
sau blocuri de cuite speciale pe maini de alezat. Schema de achiere a alezajelor carcaselor este
indicat n fig. 11.12
Achierea se realizeaz cu ajutorul unui cuit de strug 1 de seciune mic care este fixat
radial sau sub un anumit unghi ntr-o bar 2 numit bar de alezat. Barele de alezat sunt prevzute
cu o coad conic prin care se fixeaz n axul principal al mainii de alezat.
Fig.11.12
Micrile necesare alezrii sunt: micarea de rotaie I a barei de alezat 2 i micarea de avans
II care poate fi realizat atat de bara de alezat ct i de pies.
Seciunea cuitelor poate fi ptrat sau rotund. Datorit particularitii montrii lor este
indicat la folosirea cuitelor normale, poriunea de fixare a acestora s fie ptrat, cu toate c
locaurile ptrate n dornuri se execut mai greu. Cuitele cu seciune ptrat prezint urmtoarele
avantaje:
- poziia cuitului este fix, asigurnd valori stabile pentru unghiurile de achiere.
- rapiditatea poziionrii corecte a cuitului.
- existena bazelor la ascuirea cuitelor.
Strunjirea interioar cu ajutorul cuitelor fixate pe dorn sau bare de alezat se realizeaz prin
dou metode:
a) arborele principal (scula) execut att micarea de rotaie, iar micarea de avans
longitudinal. Se aplic cnd gaura are lungime mic i cnd se poate folosi un dorn rigid. Dac
rigiditatea dornului nu este suficient de bun se pot obine guri conice.
b) arborele principal (scula) execut numai micarea de rotaie, iar micarea de avans este
realizat de pies (mas).
Aceast metod prezint avantajul c lungimea n consol a dornului este constant,
putndu-se obine precizii ridicate ale alezajului. Pentru prelucrarea unei singure suprafee se
folosesc dornuri cu un singur cuit.
La prelucrarea alezajelor cu diametre descresctoare ntr-un singur sens se folosesc bare cu
dou sau mai multe cuite pentru prelucrarea simultan a alezajelor (fig.11.13 ). [4]
Fig.11.13 Fig.11.14
n cazul cnd adaosul de prelucrare este mare, pentru strunjirea de degroare se folosesc
dornuri cu dou cuite dispuse diametral opus (R
1
< R
2
) i deplasate ntre ele n lungul dornului (L
1
> L
2
) (fig.11.14). Dispunerea diametral a cuitelor contribuie la micorarea solicitrilor de
ncovoiere a dornului, mrind astfel rigiditatea lui.
La prelucrarea alezajelor coaxiale cu diametre cresctoare spre interiorul carcasei, sunt necesare
scule care se monteaz pe bar dup introducerea acesteia n gaur.
Fig.11.15
n aceste cazuri sunt necesare capete de strunjit interior cu montare i demontare rapid, de
pe bara portscul (fig.11.15 ).[4] n cazul prelucrrii alezajelor din pereii interiori ai carcasei de
diametre mici, aezate la distane mari, rigiditatea sculei se poate mri prin crearea unor reazeme
suplimentare n gurile prelucrate anterior (fig. 11.16 ) [4]
fig.11.16
n producia individual i de serie mic, prelucrarea alezajelor principale se realizeaz pe
maini orizontale de alezat i frezat. Obinerea preciziei relative a axelor alezajelor fa de
suprafeele plane exterioar i a poziiei reciproce, depind de aezarea piesei pe masa mainii i de
metodele de aezare iniial a arborelui principal pe axa alezajului. Reglarea sculei se face prin
urmtoarele metode:
a) Prin trasarea axelor dup coordonatele indicate n desenul de execuie, pentru carcasele la
care dimensiunile ntre axe au tolerane largi. Trasarea se va face numai dup prelucrarea
suprafeelor plane exterioare. Centrarea arborelui principal cu alezajele urmtoare se face prin
deplasarea ppuii arborelui principal i al piesei cu valoarea coordonatelor prevzute n desenul de
execuie al piesei.
b) Reglarea prin coordonate cu ajutorul dornului de control sau al comparatorului, pentru
carcase la care dimensiunile cotelor alezajelor au tolerane strnse (precizie mare) (fig.11.17 ). [4]
Fig.11.17
Cota de reglare h, se calculeaz cu relaia:
1
2
1 b
d
T B h + = (11.1)
Centrarea arborelui principal se ncepe de la axa alezajului care este poziionat prin
coordonate fa de suprafeele de baz, iar dup prelucrarea acestui alezaj se trece la centrarea
pentru prelucrarea succesiv a celorlalte alezaje, cu dornul de control, prin deplasarea dornului i a
mesei cu mrimile a
2
i b
2
.
c) Reglarea dup ablon la prelucrarea n serie mic a carcaselor care au un numr mare de
alezaje, dispuse pe o linie frnt. abloanele se execut din tabl cu grosimile de 5-8 mm i sunt
prelucrate pe maini de gurit n coordonate. Diametrele gurilor din ablon sunt mai mari cu 5-10
mm dact gurile din carcas. Poziia gurilor din ablon au toleranele la distane de cel mult
jumtate din mrimea toleranelor gurilor din carcas. Aezarea precis a ablonului pe pies se
face cu ajutorul unor plcue sau dornuri de reazem dup suprafeele plane ale carcasei prelucrate
anterior (fig.11.18 ). [4]
Fig.11.18
La aezarea piesei pe masa mainii se verific cu comparatorul paralelismul suprafeei
superioare i laterale, cu direcia de deplasare a arborelui principal. Centrarea dup gurile
ablonului se face cu cuttorul de centre cu comparator cu precizie pn la 0,01 mm.
Alezarea este procedeul pentru prelucrarea fin i foarte fin a alezajelor principale ale
carcaselor cu precizie pn la treapta a 7-a i rugozitatea pn la 0,4m. Utilizarea alezajelor de
finisare este limitat de mrimea diametrului alezajelor. Astfel la diametre mai mari de 60 mm se
nrutesc condiiile de achiere (presiunile mari pe suprafee implic temperaturi mari) cu
implicaii negative asupra preciziei de prelucrare. Pentru alezarea carcaselor se folosesc alezoare
dintr-o bucat, cu dini aplicai sau cu dini reglabili.
Rectificarea alezajelor are o utilizare limitat aplicat doar la alezajele cu diametre foarte
mari. Ca metod se folosete rectificarea planetar. Suprafeele alezajelor prelucrate prin rectificare
planetar, dei au o precizie ridicat, sunt inferioare suprafeelor prelucrate prin alezare sau
hornuire. Aceasta se datorete rigiditii sczute a sistemului M.U-.D.-S.-P ca urmare a unui numr
mare de jocuri ntre piesele sistemului. Alt dezavantaj este cel al productivitii sczute.
11.6. Prelucrarea carcaselor reductoarelor formate din dou prti
Prelucrarea carcaselor reductoarelor formate din dou pri este mai complicat, deoarece
necesit pe de o parte lucrri suplimentare pentru suprafeele plane de separaie i pentru gurile
elementelor de asamblare, iar pe de alt parte operaii de montaj i demontaj, a celor dou pri n
vederea prelucrrii mpreun a unor suprefee ca suprafee frontale exterioare alezajelor, alezajele
principale, gurile de fixare de pe suprafeele frontale. Procesul tehnologic tip pentru prelucrarea
acestor carcase de reductoare este urmtorul:
1) Prelucrarea de degroare i finisare a tlpii semicarcasei inferioare (baza principal a
ntregii carcase a reductorului ca baz de aezare) se folosete suprafaa plan brut de separaie.
2) Prelucrarea de degroare i finisare a suprafeei de separaie a semicarcasei inferioare (ca
baz de aezare se folosete suprafaa prelucrat anterior).
3) Prelucrarea de degroare (burghiere, lamare) a gurilor cu axele perpendiculare pe baza
principal i finisarea a dou guri, vor servi ulterior ca baze. Ca baz de aezare se folosete
suprafaa de separaie, iar ca baze de ghidare i de reazem, se folosesc suprafeele plane laterale ale
tlpii sau suprafaa brut a alezajului cu diametrul cel mai mare.
4) Prelucrarea de degroare (burghierea) i de finisare, a gurilor semicarcasei inferioare,
pentru asamblarea cu cea superioar (finisarea se face numai pentru gurile de centrare). Baza de
aezare este baza principal i dou guri cu axa perpendicular pe aceasta.
5) Prelucrarea de degroare i de finisare a suprafeei de separaie a semicarcasei superioare.
Ca baz de aezare se folosete o suprafa plan brut, paralel cu suprafaa de separaie, iar ca
baz de reazem i ghidare se folosesc suprafeele laterale perpendiculare pe acestea sau suprafaa
brut a alezajului cu diametrul cel mai mare.
6) Prelucrarea de degroare (burghiere) i de finisare a gurilor pentru asamblarea cu
semicarcasa inferioar (finisarea se face numai pentru gurile tifturilor de centrare). Ca baz de
aezare se folosete suprafaa de separaie, iar ca baze de ghidare i reazem, se folosesc n cele mai
multe cazuri suprafeele laterale perpendiculare pe aceasta.
7) Prelucrarea unor suprafee auxiliare (guri de vizitare). Ca baz de aezare se folosesc
suprafeele de separaie i dou guri perpendiculare pe acestea i finisate anterior.
8) Asamblarea celor dou carcase
9) Prelucrarea de degroare i finisare a alezajelor principale. Ca baz de aezare se folosete
suprafaa de aezare a reductorului i cele dou guri finisate anterior.
10) Demontarea semicarcaselor i marcarea lor.
CAPITOLUL 12
TEHNOLOGIA DE FABRICAIE A LAGRELOR CU ALUNECARE.
12.1. Caracteristici constructive i condiii tehnice
Lagrele cu alunecare folosite n construcia utilajelor i instalaiilor sunt compuse din dou
pri principale: corpul lagrului i cuzinetul. Acestea la rndul lor, pot fi dintr-o singur bucat
(fig.12.1) sau din dou buci (fig.12.2)
Condiiile tehnice ale acestora sunt n mare parte identice cu cele prescrise carcaselor,
respectiv:
- precizia dimensional a diametrelor alezajelor principale este corespunztoare treptelor 6-7
de precizie.
- precizia distanelor ntre suprafeele plane paralele este de 0,05 - 0,15 mm.
- precizia paralelismului alezajului principal cu suprafaa plan a tlpii.
- precizia formei suprafeelor plane (abaterea de la rectilinitate de 0,005 - 0,02 mm pe
ntreaga lungime)
- precizia formei alezajelor principale (de maxim 0,5 - 0,7 din tolerana la diametru).
Fig.12.1
Fig. 12.2
12.2 Materiale i metode de obinere a semifabricatelor
Materialele utilizate la construcia corpului lagrului pot fi fonte (Fc 250; Fc 300) sau
oeluri pentru turnare (OT 45, OT 50), n cazul obinerii semifabricatelor prin turnare, sau OL 37,
OL 42, OL 50 dac, corpul lagrului se realizeaz prin sudare. Semifabricatele pentru fabricarea
corpului lagrului se pot obine prin turnare sau sudare i mai rar din laminate. Alegerea procedeului
de obinere a semifabricatelor pentru corpul lagrului, se face n funcie de numrul de piese, de
complexitatea formei i de gabaritul lagrului.
Semifabricatele pentru cuzinei se obin n funcie de forma constructiv i felul materialului
antifriciune prin mai multe metode.
O prim metod, simpl, este turnarea materialului antifriciune sub form de jumtate
semicilindric fr carcas, cuzinetul fiind format numai din material antifriciune, acesta
ndeplinind i rolul de carcas. Materialul folosit n acest caz este un aliaj pe baz de aluminiu cu
siliciu, turnat n cochilie i tratat termic prin nclzire pn la 500
0
C timp de 100 min. i rcit n
ap. Se obine astfel o duritate de circa 110 HB.
O a doua metod este aceea prin care semifabricatele cuzineilor din materiale antifriciune
se execut n carcase de oel sau prin aplicare acesteia prin placare. La aceast metod ca materiale
antifriciune se folosesc aliaje din Bz, Pb, Sn, Sb. Realizarea benzilor placate se face astfel: o band
de oel este curat, decapat i prelaminat cu o folie de aluminiu, peste care se aeaz o band de
material antifriciune dup care sunt laminate mpreun, realizndu-se o bun aderen a acestora. n
ultimii ani se folosesc materiale antifriciune din pulberi sinterizate, care au proprietatea de
autolubrefiere. Aceast caracteristic se datorete faptului c n aceste materiale volumul porilor
reprezint 10-30% din volumul total al piesei. Prin impregnare porii sunt umplui pn la saturare
cu ulei cu capacitate mare de umectare. Datorit rotaiei fusului n lagr se produce un efect de
aspiraie al uleiului din porii materialului sinterizat, realizndu-se astfel pelicula de lubrefiant.
Printre alte avantaje ale lagrelor autolubrefiante este i acela c se elimin posibilitatea de gripaj
datorit prezenei permanente a lubrefiantului. Ca materiale, pentru fabricarea lagrelor, se folosesc
amestecurile fier-grafit i fier-cupru-grafit, bronz grafilat, etc.
12.3. Tehnologia de prelucrare a corpului lagrului
Prima operaie care se realizeaz este prelucrarea bazei de aezare (talpa) lagrului. Aceasta
se face prin frezare cu freze frontale sau cilindrice (fig. 12.3 ).
Fig.12.3
n majoritatea cazurilor prelucrarea se face din dou treceri, degroare i finisare, pentru a se
obine o rugozitate Ra = 11,5. n talpa lagrului se dau apoi gurile pentru uruburile de fixare, dup
care suprafaa frontal superioar a acestora se lameaz (frezeaz pe adncimea de 1,5 - 2 mm). Se
frezeaz partea superioar profilat la cotele impuse i rugozitatea Ra = 6,3 - 3,2. Suprafaa de
contact a capacului cu partea inferioar a lagrului este frezat separat. Se asambleaz apoi capacul
pe corp i se prinde n puncte provizorii de sudur sau n dispozitive. n aceast poziie se realizeaz
gurile pentru fixarea capacului de corp (fig. 12.4) i frezarea prii superioare.
Se desfac punctele de sudur, se cur i se marcheaz corpul i capacul n vederea
asamblrii. Se asambleaz corpul i capacul cu uruburi i se strunjete alezajul. Prelucrarea
alezajului se face pe maini de alezat sau pe strunguri normale. n final alezajul lagrului se rectific
(H7), obinndu-se rugozitatea Ra = 1,6.
Fig. 12.4
12.4. Tehnologia de prelucrare a cuzineilor
Tehnologia de prelucrare a cuzineilor, este mai complex, dar se ncadreaz ntr-o
tehnologie tip. Pentru exemplificare se consider un cuzinet cu guler cu perei groi utilizai la
motoarele cu explozie. Se folosete un semifabricat sub forma unei buce (fig.12.6 a), care prin
strunjire se aduce la forma din figura 12.6 b.
a b
Fig. 12. 5 Fig.12.6
n foarte multe cazuri la cuzineii cu perei groi se strunjesc la interior canale simple sau
profilate pentru fixarea mai bun a compoziie (fig. 12.6 ).
Dup aceste operaii preliminarii se face testarea materialului antifriciune. Ca urmare a
deformaiilor termice produse la turnare este necesar o redresare la o pres astfel nct ovalitatea
maxim s fie de 0,1 - 0,15 mm. Se fixeaz cuzinetul ntr-o buc elastic i se strunjete suprafaa
interioar i frontal. Se fixeaz apoi pe un dorn elastic i se strunjete la exterior i cealalt
suprafa frontal. Obinerea semicuzineilor se face prin tiere cu o frez disc, conform cu figura
12.7, rezultnd astfel numai un singur semicuzinet. Urmeaz prelucrarea suprafeelor de separaie a
semicuzinetului prin frecare, asigurndu-se o abatere de la paralelism de circa 0,04 - 0,05 mm, iar
de la planeitate de 0,010 - 0,015 mm.
Fig. 12.7 Fig. 12.8
Dup prelucrarea suprafeelor de separaie i a umerilor de centrare se asambleaz doi
semicuzinei prin coliere i se alezeaz la interior, obinndu-se o rugozitate Ra = 1,6. La aceeai
prindere se strunjete gulerul i degajarea cu cuite profilate (fig.12.8 )[24]. Se face apoi o nou
prindere i se prelucreaz la fel cellat capt.
Urmeaz operaii de rectificare interioar i exterioar, dup care se controleaz aderena
materialului antifriciune cu lichide penetrante. Dup rectificare se mascheaz semicuzineii i se
prelucreaz i se prelucreaz canalele de ungere pe maini speciale.
12.5. Tehnologia de turnare a materialului antifriciune
Turnarea stratului de material antifriciune trebuie s asigure o bun omogenitate i aderen
cu carcasa cuzinetului. Turnarea se face n general centrifugal, iar n producia de mas se face sub
presiune. n scopul turnrii sunt necesare cteva operaii preliminarii:
- curirea mecanic a corpului cuzinetului
- curirea chimic cu acid clorhidric urmat de splare
- prenclzire i cositorire (zincare) pentru a asigura aderena materialului antifriciune.
Pentru cositorire corpul cuzinetului se introduce ntr-o baie de cositor electrolitic la
temperatura de 270 280
o
C, timp de 5-10min, dup care se face imediat turnarea compoziiei pe o
main special. Turnarea compoziiei se face repid (<1 min.) dup cositorire. La nceputul
cuzinetul se rotete uor, dup care se toarn compoziia i se mrete turaia pn la valoarea: n =
(6000 - 7000)/D (rot/min), unde D este diametrul interior al lagrului.
CAPITOLUL 13
TEHNOLOGIA DE PRELUCRAREA A FILETELOR
13.1 Caracteristici constructive i condiii tehnice
Filetele se fabric n multe variante constructive i pot fi clasificate dup mai multe criterii i
anume:
a) dup scop: filete de fixare, filete de micare sau transport, filete de presiune i filete cu
destinaie special
b) dup forma suprafeei filetate: filete cilindrice i filete conice
c) dup profilul filetului: filete triunghiulare, filete trapezoidale, filete ptrate, filete rotunde,
filete dinte de ferstru
d) dup mrimea pasului: filete normale, filete fine, filete speciale
e) dup precizie: filete n clasa de precizie fin, mijlocie, semimijlocie i grosolan,
ncadrate n treapta de precizie 3 9.
f) dup numrul de nceputuri: filete cu un singur nceput sau cu mai multe nceputuri,etc.
Condiiile de precizie impuse filetelor sunt variate i se stabilesc n funcie de domeniul de
utilizare a acestora. Astfel, pentru filetele de strngere i de etanare, trebuiesc prescrise: precizia
pasului filetului, precizia diametrului mediu, precizia de form a profilului, rugozitatea suprafeei
flancurilor. Pentru filetele de conducere (micare), pe lng condiiile menionate anterior, mai
trebuie prescrise: coaxialitatea filetului cu fusurile axului, precum i cele referitoare la abaterile de
form i poziie ale filetului i ale suprafeelor cilindrice ale axului.
13.2 Consideraii generale privind generarea suprafeelor filetate prin achiere
Prin filetare se nelege operaia de prelucrare a unui filet. Filetul se obine prin deplasarea
unei generatoare de form oarecare, n lungul unei directoare n form de elice, de obicei cilindric
sau conic. Generatoarea filetului se materializeaz cu ajutorul tiurilor sculei de filetare, care la
filetarea pe strung poate fi: cuitul de strung, filiera i tarodul.
n cazul filatrii cu cuitul, pentru a realiza pasul constant al filetului, trebuie respectat
condiia ca la fiecare turaie a axului principal, (a piesei) cruciorul mpreun cu cuitul s se
deplaseze cu aceeai mrime egal cu pasul p al filetului prelucrat.
Figura 13.1
Pentru aceasta, de la cutia de viteze CV, micarea este transmis arborelui principal i piesei
1, pe de o parte i pe de alt parte, prin intermediul roilor de schimb RS i al cutiei de avansuri i
filete CAF, la urubul conductor 2, care deplaseaz sania longitudinal 3 i cuitul pentru realizarea
avansului longitudinal s
l
(figura 13.1).
Mrimea pasului filetului prelucrat este dat de relaia:
] [mm
z
z
z
z
i p p
D
C
B
A
CAF sc
= (13.1)
unde:
p
sc
= pasul urubului conductor;
i
CAF
= raportul de transmitere al mecanismului de avansuri i filete;
z
A
, z
B
, z
C
, z
D
= numrul de dini ai roilor de schimb.
n mod normal, obinerea diferiilor pai se realizeaz prin modificarea raportului de
transmitere n cutia de filete i
CAF
. n cazul cnd este necesar prelucrarea unui filet cu pas mai rar
utilizat, se alege o valoare oarecare al raportului i
CAF
i se calculeaz raportul necesar la roile de
schimb.
D
C
B
A
RS
z
z
z
z
i = . (13.2)
13.3. Tehnologia prelucrrii filetelor prin strunjire
13.3.1 Prelucrarea filetelor metrice
Se realizeaz pe strunguri normale sau revolver, n producia individual i de serie mic
folosind cuitele profilate pentru filetat, care sunt cuite prismatice, a cror parte achietoare este
identic cu forma profilului filetului, materializnd generatoarea filetului.
Pentru achierea filetelor triunghiulare cu cuite profilate se utilizeaz urmtoarele scheme
(figura 13.2).
a b
Figura 13.2
a cu avans radial (figura 13.2 a), la care cuitul execut un avans radial, perpendicular pe
axa urubului. Grosimea achiilor detaate de cele dou tiuri sunt egale. Valorile avansului radial
sunt 0.05 0.1 mm. Se utilizeaz pentru prelucrarea filetelor cu pas mic p < 2.5 mm.
b cu avans paralel cu unul din flancuri (figura 13.2 b), la care cuitul execut un avans
paralel la unul din flancuri, obinut prin rotirea saniei portcuit cu unghiul 90-/2. Se pot realiza
adncimi mai mari ale achiei (0.10.2 mm), dar calitatea suprafeei este mai redus, pe flancul
drept rmnnd urme de prelucrare. Se folosete la prelucrarea filetelor cu pas mare (p > 2.5 mm) la
care se face apoi finisarea cu avans radial.
Numrul de treceri prin care se realizeaz prelucrarea depinde de: dimensiunile filetului,
materialul piesei, rigiditatea sistemului tehnologic i de precizia prescris.
c - filetarea n vrtej se realizeaz cu mai multe cuite (1 pn la 8), armate cu plcue dure,
montate ntr-un cap rotativ, fixat pe sania port-cuit i care realizeaz o micare circular i una de
avans longitudinal. Piesa realizeaz o micare circular de avans (figura 13.3).[24]
a b
Figura 13.3.
La rotaia capului de filetat pe care sunt fixate cuitele de filetat, fiecare cuit ndeprteaz o
achie de grosime variabil. Prin aceast metod se pot realiza att filete exterioare, ct i filete
interioare.
Este o metod de mare productivitate deoarece se pot alege viteze mari de achiere (v
p
=100-
300m/min).
13.3.2. Prelucrarea filetelor ptrate
La prelucrarea filetelor cu seciune ptrat, cuitul poate fi aezat n dou poziii, n raport
cu planul axial al urubului. Dac unghiul de nclinare al filetului este mai mic de 6
o
, ( < 6
o
) se
recomand aezarea cuitului cu faa de degajare n planul axial urubului (figura 13.4 a).[13]
Cuitele care lucrez n aceast poziie, prezint avantajul c se pot executa cu muchiile rectilinii i
dac au unghiul de degajare nul (= 0), realizeaz filete cu profil foarte precis. n schimb, unghiurile
funcionale ale cuitului pe feele laterale, au valori diferite. Ca urmare, condiiile de achiere difer
de la o muchie la cealalt. De aceea, pentru unghiul de nclinare al filetului mai mare de 6
o
, ( > 6
o
) se recomand aezarea cuitului cu faa de degajare n planul normal la elicea filetului (figura 13.4
b). n acest caz, unghiurile funcionale pe cele dou laturi ale cuitului, sunt egale. Pentru aceast
poziie ns, precizia profilului filetului scade.
a b
Fig. 13.4
13.3.3. Prelucrarea filetelor trapezoidale
Pentru filetele cu pas mic (p<4 mm), prelucrarea se face cu un singur cuit profilat, n mod
asemntor cu a filetelor triunghiulare.
La filete cu pas mare, (figura 13.5) degroarea se ncepe cu prelucrarea unui canal elicoidal
cu profil dreptunghiular, cu un cuit care are lungimea tiului mai mic cu 0.20.3 mm dect a
fundului filetului (figura 13.5 a). Urmeaz prelucrarea succesiv a flancului stng i a celui drept
(figura 13.5 b i c), dup care operaia de finisare se face cu un cuit avnd profilul identic cu cel al
filetului (figura 13.5 d).
a b c d
Figura 13.5
13.3.4 Filetarea filetelor cu mai multe nceputuri
Se realizeaz dup aceeai schem ca la un urub cu un singur nceput. Mai este nevoie de o
micare de divizare dup execuia unei spire. Aceast divizare se realizeaz astfel:
a - prin rotirea piesei cu un unghi 2/i, unde i = numrul de nceputuri ale filetului. Rotirea
se face cu ajutorul unei flane de antrenare divizat sau cu un cap divizor;
b - prin deplasarea cuitului pe generatoarea cilindric a filetului cu o mrime egal cu
pasul aparent p
a
= p/i.
c - prin filetare cu mai multe cuite simultan. Cuitele se poziioneaz simultan cu ajutorul
unui ablon.
13.3.5. Prelucrarea filetelor cu tarozi i filiere
Tarozii i filierele sunt scule la care att directoarea, ct i generatoarea sunt materializate.
Directoarea este constituit din elicea cilindric a filetului tarodului sau filierei, iar generatoarea este
definit de profilul spirei filetului. Prin urmare, diametrul, pasul i profilul filetului prelucrat sunt
determinate de mrimile analoage ale filetului tarodului sau filierei.
Tarodul se folosete pentru prelucrarea filetelor interioare i are aspectul unui urub prevzut
cu canale longitudinale, care au rolul de a realiza muchiile achietoare, de a depozita i dirija
achiile detaate i de a permite ptrunderea lichidelor de achiere.
Partea conic de atac a tarodului servete la ndeprtarea adaosului de prelucrare, iar partea
cilindric are rolul de conducere a burghiului i de calibrare a filetului. Pentru a reduce frecarea
scul-pies partea cilindric are o mic conicitate (1/1000) invers.
Conul de atac este de trei tipuri:
a- ascuit, care se ntinde pe 79 pai i care ptrunde mai uor n material. Se folosete la
materiale greu achiabile.
b - normal, care se ntinde pe 35 pai, este varianta cea mai rspndit, asigurnd o
ptrundere relativ uoar i o productivitate mare;
c - teit, care se ntinde pe 11,5 pai i se folosete la prelucrarea filetelor nfundate.
La materiale greu achiabile i la filetarea manual, pentru micorarea momentului de
torsiune se utilizeaz jocuri de 2-3 tarozi, primul tarod ndeprtnd 60% din adaosul de prelucrare.
Filetarea cu tarodul Se poate face manual sau mecanic. La tarodarea manual scula
execut micarea principal de rotaie, prin antrenarea manual, iar micarea de avans axial rezult
ca urmare a nurubrii, piesa fiind fix.
La tarodarea mecanic micarea principal de rotaie este executat de scul sau de pies
(mai rar) simultan cu micarea de avans axial. Se impune condiia ca avansul axial s fie egal cu
pasul urubului.
n mod uzual filetarea cu tarodul se utilizeaz la filete interioare cilindrice sau conice cu
pasul p =0,25 5 mm i D = 1 - 60 mm, n materiale cu HRC 25.
Ca lichid de achiere se recomand uleiul mineral (pentru oeluri de construcie) sau ulei de
in cu petrol (pentru oeluri dure).
Filiera , este utilizat pentru prelucrarea filetelor exterioare i are aspectul unei piulie
prevzute cu canale circulare paralele cu axa sculei. La fiecare capt al filierei este prevzut un con
de atac (2 = 40-60), iar partea din mijloc constituie partea de calibrare
Filetarea cu filiera se execut manual sau mecanic. La filetarea manual filiera este montat
n port-filier, iar la filetarea mecanic n mandrin.
La filetare trebuie asigurat coaxialitatea filierei i a piesei n special la nceputul filetrii.
Filetarea cu ajutorul filierelor se aplic la prelucrarea filetelor exterioare, cilindrice sau
conice, avnd d = 1-75 mm i p = 0,2 6 mm.
La diametre nominale de peste 30 mm i p > 4 mm, filierele se folosesc numai la finisarea
filetului, degroarea fcndu-se cu alte procedee.
Se aplic la lucrri de lctuerie i reparaii avnd o precizie sczut.
13.4. Prelucrarea filetelor prin rectificare
Prelucrarea prin rectificare se aplic n scopul creterii preciziei i a micorrii rugozitii.
Rectificarea se aplic n urma tratamentului termic care conduce ns i la deformaii. De aceea, se
impune ca pentru operaia de rectificare, s se lase un adaos de prelucrare corespunztor, care s
permit eliminarea erorilor de la prelucrrile anterioare.
Dac pasul filetului este mai mic de 0,5 mm. Degroarea anterioar tratamentului termic este
inutil, deoarece prin ncalzire, spirele filetului se ard, deoarece sunt foarte subiri. Aceste filete se
obin direct prin rectificare, dup tratamentul termic.
n funcie de caracteristicile filetului prelucrat, rectificarea se execut cu disc siplu
(monoprofil) sau cu disc multiplu (multiprofil).
Rectificarea cu disc monoprofil (figura 13.5)[13] se aplic la filetele foarte precise.
Fig. 13.5
n timpul prelucrrii, ppu portpiatr, mpreun cu scula, se nclin cu unghiul de pant al
filetului . Viteza de achiere, cu valori cuprinse ntre 30 45m/sec, este asigurat de rotaia
discului abraziv. Piesa realizeaz micarea de avans circular cu valori ntre 1,5 6m/min., la
degroare i ntre 0,4 2m/min. la finisare.
Filetul se execut la mai multe treceri succesive, dup fiecare curs dubl executat de pies,
scula se repoziioneaz la o nou adncime de achiere. Avansul de ptrundere are valori cuprinse
ntre0,05 0,2mm/c.d., la degrosare i ntre 0,02 0,05mm/c.d. la finisare.
Deoarece discul de rectificat se uzeaz n timpul prelucrarii, este necesar ascuirea lui
periodic.
Prin rectificare se obine o precizie foarte mare, respectiv de 2m la diametrul mediu i de
1 -22m la pasul filetului pentru o lungime de 25mm.
Rectificarea cu discuri multiprofil se poate executa n dou variante: cu avans transversal
pn la un opritor (figura 13.6)[13] i cu avans longitudinal (figura 13.7) [13].
Fig. 13.6 Fig.13.7
n prima variant, avansul se face continuu pn la opritor. Concomitent cu avansul
transversal piesa execut un avans circular corelat cu un avans axial pe distana de 2 3 pai.
Procedeul are productivitate ridicat dar prezint dezavantajul c nu se poate prelucra filete
cu lungimi mai mari de aproximativ 70mm, din cauza creterii pronunate a forelor de achiere.
n cazul prelucrrii cu avans longitudinal se utilizeaz discuri abrazive a cror lime
depinde de pasul filetului, dar n general nu depesc 70mm.
Micrile necesare generrii sunt identice cu cele de la prelucrarea cu cu disc monoprofil.
CAPITOLUL 14
TEHNOLOGIA DE PRELUCRARE A PIESELOR TIP BUC
14.1. Caracteristici constructive i condiii tehnice
Bucele sunt organe de maini care susin elemente n micare de rotaie (arbori, osii, etc.),
de translaie (coloane de ghidare) de roto-translaie (arbori filetai, uruburi speciale), sau ghideaz
scule achietoare (burghie, alezoare).
Cteva din formele constructive de aceste tipuri de piese sunt prezentate n figura 14.1[13]
Fig14.1
Principalele suprafee ale bucelor sunt suprafeele cilindrice interioare, exterioare i
suprafeele plane frontale.
De asemenea, trebuie fcut deosebirea ntre guri i alezaje, ambele fiind suprafee
cilindrice interioare. Alezajele sunt suprafee cilindrice interioare prelucrate n condiii de precizie
nalt, pe cnd gurile sunt suprafee cilindrice interioare prelucrate n condiii de precizie sczut.
n general, alezajele sunt suprafee interioare care formeaz mpreun cu suprafee exterioare,
ajustaje.
Prelucrarea suprafeelor interioare se face n condiii mai grele n comparaie cu suprafeele
exterioare ale arborilor. Trebuie avut n vedere c realizarea unei anumite tolerane la un alezaj este
mai dificil dect la o suprafa cilindric exterioar, deoarece suprafaa alezajului este mai greu
accesibil, iar rigiditatea sistemului tehnologic de prelucrare este mai mic dect la prelucrarea
arborilor, ceea ce impune ca prelucrarea s se fac cu regimuri de achiere mai uoare. De
asemenea, nu n toate cazurile se poate realiza o ghidare corect i o rcire corespunztoare a sculei
achietoare, iar evacuarea achiilor este mai dificil. Astfel, se prevd, de obicei, tolerane mai mari
pentru alezaje dect pentru suprafeele exterioare de revoluie cu aceleai dimensiuni.
La piesele de tip buc (bucele pentru lagrele de alunecare i alte buce de precizie) se
prevede pentru diametrele exterioare, treapta 7 - 9 ISO i Ra = (3,2 ...0,8) m; pentru diametrele
interioare, treapta de precizie 7 ISO, iar pentru ajustaje de precizie, treapta de precizie 6 ISO i Ra =
(1,6 ...0,1) m; abaterea de la concentricitatea suprafeelor exterioare i interioare nu trebuie s
depeasc (0,,02 ... 0,1) mm; abaterea de la perpendicularitatea suprafeei frontale fa de axa de
simetrie a suprafeei interioare nu trebuie s fie mai mare de 0,2 mm la o raza de l00 mm.
Atunci cnd buca este supus i unei fore axiale preluat de suprafeele ei frontale,
abaterea de la perpendicularitate nu poate fi mai mare de (0,02 ...0,3) mm.
14.2. Materiale i metode de obinere semifabricatelor
Materialele utilizate la fabricarea bucelor sunt asemntoare cu cele folosite la construcia
arborilor. Pentru bucele de ghidare a coloanelor sau a sculelor achietoare se utilizeaz ca
materiale, de obicei, oeluri carbon de calitate OLC 10, OLC 15 (STAS 800-80), oteluri de scule ca
OSC 8, OSC 10 (STAS 1700-80) sau oeluri aliate ca 18MnCr 10 (STAS 791-88).
Pentru buce cu diametrul interior pn la 20 mm confecionate din oel, alam, aluminiu se
folosesc drept semifabricate bare laminate trase. Semifabricatele pot fi, de asemenea, turnate sau
forjate individual fr alezaj.
Pentru buce cu diametrul interior mai mare de 20 mm, semifabricatele trebuie s fie
confecionate cu alezaj direct din laminare sau turnate, cele mai des folosite semifabricate pentru
astfel de buce fiind evi1e laminate. Semifabricatele turnate sub presiune pot fi realizate i cu alezaj
cu diametrul mai mare de 3 mm, funcie de materialul folosit.
Semifabricatele din masa plastic se obin prin presare.
14.3. Prelucrarea alezajelor
In general, prelucrarea suprafeelor interioare prin achiere, innd seama de precizia de
prelucrare i calitatea suprafeelor, se poate face prin unu sau mai multe procedee de prelucrare, i
anume: burghiere, adncire, strunjire, broare, rectificare, strunjire, honuire, rodare, lepuire,
vibronetezire.
O problem tehnologic specific prelucrrii este aceea de asigurare a concentricitii
suprafeei interioare fa de suprafaa exterioar, precum i a perpendicularitii suprafeelor frontale
pe axa de simetrie a suprafeei interioare. Aceast problem poate fi rezolvat dup trei metode de
prelucrare i anume:
-prelucrarea suprafeelor exterioare i interioare, precum i a unei suprafee frontale s se
fac dintr-o singur prindere;
-prelucrarea tuturor suprafeelor s se fac din dou prinderi sau n dou operaii, orientarea
fcndu-se pe suprafaa exterioar pentru prelucrarea suprafeelor interioare la dimensiunea final;
-prelucrarea tuturor suprafeelor s se fac din dou prinderi sau n dou operaii, orientarea
fcndu-se pe suprafaa interioar pentru prelucrarea suprafeelor exterioare la dimensiunea final.
Prelucrarea dup prima metod este cea mai precis i este posibil atunci cnd
semifabricatul este bar sau eav laminat. Dup aceast metod se face prelucrarea bucelor, n
general, n producia de serie mare i mas. Dup aceast metod se pot prelucra i bucele
confecionate din semifabricate turnate, matriate sau forjate, ns cu un adaos mare de prelucrare la
lungime pentru a fi posibil fixarea cu un capt n universal. Intruct consumul de material este
mare, acest caz se ntlnete numai n producia individual sau de serie mic.
14.3.1. Prelucrarea prin burghiere
Burghierea este operaia care are ca scop tehnologic executarea unei guri n material plin,
unde adaosul de prelucrare ocup toat gaura Burghierea n material plin asigur precizii n treptele
11... 14, funcie de calitatea ascuirii burghiului, i o rugozitate a suprafeei Ra = 12,5 ...6,3 m. Se
pot prelucra numai guri cu d > 0,05 mm. Pentru dimensiuni mai mici se folosesc procedee
neconvenionale. Scula folosit la executarea microgurilor are o construcie special, diametrul
cozii este superior diametrului prii active .
Gurile se execut, n general, cu burghie elicoidale. Burghie speciale se folosesc numai n
cazuri deosebite ca de exemplu la executarea alezajelor cu diametru mai mic de 0,5 mm i a gurilor
adnci. De asemenea, burghie speciale se folosesc la executarea gurilor cu diametrul mai mare de
80 mm.
In cazul unor diametre mari, datorit lungimii mari a tiului transversal unghiul de degajare
al burghiului variaz n lungul muchiei achietoare, nrutind condiiile de achiere spre centrul
burghiului, de aceea gurile cu diametrul mai mare de 30 mm se recomand s se execute n dou
treceri. Diametrul primului burghiu trebuie sa fie astfel ales, nct inima celui de-al doilea burghiu
(la a doua trecere) s lucreze n gol. Acest lucru se ntmpl atunci cnd diametrul primului burghiu
este egal cu 0,2 d, unde d este diametrul final al gurii. Pentru a se mpri ns efortul de achiere
mult mai egal pe ambele burghie, se alege diametrul primului burghiu egal cu (0,5 -0,6)d.
Burghiele elicoidale cu diametrul de 50 - 80 mm se folosesc la executarea gurilor din plin
numai a pieselor masive pe maini-unelte grele, foarte rjgide, deoarece pentru a lucra cu avansul
corespunztor diametrului este necesar o for de achiere foarte mare. (De exemplu, pentru
executarea in plin a unei guri cu diametrul de 50 mm ntr-un material cu Rm= (50...60) daN/mm2,
cu un avans de 0,85 mm/rot este necesara o for axial de 3000 daN. )
Gurile cu diametrul de la 80 pn la 400 mm i cu adncimea de 150- 200 mm se execut cu
burghie speciale numite burghie tubulare.
Pentru guri normale se utilizeaz burghie a cror coada au aceleai diametre cu partea
activ. Pentru executarea gurilor normale se cunosc dou scheme de achiere:
- scula execut i micarea principal de achiere i micarea de avans
- piesa execut micarea principal de achiere iar scula micarea de avans
Cnd piesa are micarea de rotaie se obin, n general guri mai precise. In acest caz o eroare
de ascuire asimetric a burghiului are o influen mai mic asupra preciziei de prelucrare.
Burghiele standardizate se realizeaz pn la diametrul de 80 mm. Peste aceasta valoare se
realizeaz burghiu la comand.
nainte de burghiere, se puncteaz poziia axelor guri1or cu ajutorul unui punctator n
locurile trasate. Precizia distanei dintre axele gurilor la burghierea dup trasaj este de 0,2 ...0,3
mm.
14.3.2. Regimul de achiere la burghiere.
Adncimea de achiere se determin cu relaia:
t =
2
D
[mm]. (14.1)
Avansul s, n mm/rot, de naintare a burghiului n lungul axei gurii se alege inndu-se
seama de prescripii impuse pentru precizia i rugozitatea suprafeei gurii, de rigiditatea sistemului
tehnologic de prelucrare, de rezistena burghiului precum i de rezistena mecanismului de avans al
mainii-unelte.
Avansul s se poate calcula cu relaia: [13]
6 , 0
D C s
s
= [mm/rot], (14.2)
n care: Cs este un coeficient funcie de materialul de prelucrat i de precizia gurii; D -
diametrul burghiului.
Viteza de achiere V
p
se calculeaz cu relaia: [13]
v v
v
y m
z
v
s T
D C
V
= [m/mm], (14.3)
n care: Cv este un coeficient funcie de cuplul material pies material scul; D - diametrul
burghiului, n mm; T -durabilitatea burghiului, n min; s - avansul, n mm/rot; m
v
, z
v
i y
v
-
exponeni determinai experimental.
Turaia necesar la burghiere .
n =
D
V
1000
[rot/min]. (14.4)
n cazul burghierii unor guri cu diametre mari apar fore axiale mari i momente de
torsiune, care ar putea depi fora maxim admis de rezistena mecanismului de avans al mainii,
respectiv momentul de torsiune admisibil maxim. De aceea, este necesar sa se calculeze :
. - fora axial la burghiere : [13]
p
y x
p
k s D C P
p p
= [daN], (14.5)
unde: C
p
este un coeficient funcie de materialul burghiat; k
p
-coeficient de corecie pentru
for;
- momentul de torsiune [13]
M =
M
y x
M
k s D C
M M
[daNcm], (14.6)
unde: C
M
este un coeficient funcie de materialul piesei; k
M
-coeficient de corecie pentru
moment.
Pentru ca achierea s se fac n condiii optime este necesar s fie satisfcute condiiile:
P P
adm.
i M M
adm.
, (14.7)
unde: P
adm.
este fora axial maxim admis de mecanismul de avans al mainii de gurit;
M
adm
- momentul de torsiune admis la arborele principal, pentru turaia la care se face burghierea.
Valorile P
adm
i M
adm
sunt indicate de firma constructoare a mainii de gurit, in grafice sau
tabele de utilizare a mainilor, pentru a se evita suprancrcarea lor.
Puterea efectiv necesar la burghiere este :
N
e
N
Mu
, (14.8)
unde: N
MU
este puterea motorului electric al mainii de gurit; - randamentul mainii de
gurit.
14.3.3 Precizia prelucrrii la burghiere.
n timpul burghierii cu burghiul elicoidal se pot produce o serie de erori de
prelucrare, care influeneaz negativ precizia de pre1ucrare.
Precizia diametrului gurii burghiate depinde de tolerana la diametrul burghiului i de
erorile care apar datorit supralrgirii gurii. Supralrgirea se manifest prin aceea c diametrul
gurii rezult mai mare dect diametrul burghiului i se datoreaz ascuirii defectuase, nesimetrice, a
tiurilor principale (neegalitii unghiului de atac i neegalitii lungimii muchiilor achietoare),
precum i datorit dilatrii bughiului ca urmare a nclzirii acestuia, dac lichidele de rcire nu sunt
folosite corespunztor. Nesimetria tiurilor face ca mrimile componentelor radiale s fie diferite
i s nu se mai echilibreze reciproc, putnd aprea devierea burghiului, mrirea considerabil a
frecrii faetelor de ghidare pe pereii gurii i supralrgirea gurii. Alt cauz a supralrgirii gurii
const n necoaxialitatea prtii achietoare cu coada sa, sau a necoaxialitii alezajului conic a
pinolei ppuei mobile cu axa de rotaie a arboreluj principal. Pentru burghie cu coada conic
necoaxialitatea prii achietoare este mai mic dect pentru burghie cu coada cilindric, pentru
aceleai dimensiuni ale prii active.
Pe de alt parte, din cauza uzurii feelor de ghidare i a influenei conicitii inverse a
burghiului, la burghiere pot rezulta i diametre mai mici dect diametrul nominal al burghiului. De
aceea, tolerana la dimensiunea gurii burghiate se recomand s fie dat cu abateri n plus i minus
.
Alte erori care apar la burghiere sunt nclinarea axei gurii fa de
poziia nominal corect
i eroarea de la rectilinitate a axei gurii, aceste erori fiind produse de ascuirea nesimetric a
tiurilor principale, uzura nesimetrica a taiurilor principale, uzura neuniform a acestora,
deformaiile elastice ale sistemului tehnologic, avansul axial mai mare dect cel admisibil funcie de
rigiditatea burghiului (fig. 14.2). Pentru evitarea unor erori mari n ce privete nclinarea i
nerectilinitatea axei gurii, se recomand ascuirea corect, simetric a burghiului i folosirea
bucelor de ghidare. De altfel i supralrgirea gurii se micoreaz prin ghidarea sculei n buc.
Fig.14.2
14.3.4. Lrgirea
Lrgirea const n mrirea diametrului unei guri burghiate sau a unei guri brute obinute
la turnare, forjare sau matriare. Se realizeaz cu lrgitoare elicoidale cu trei sau patru dini, sau cu
burghie. Se recomand lrgirea cu lrgitor, deoarece se asigur o productivitate i o precizie mai
bun dect lrgirea cu burghiu.
Lrgirea cu lrgitor permite micorarea devierii axei gurii de la poziia corect, ns numai
dac scula este ghidat n buca de ghidare. Lrgirea poate fi de degroare sau de finisare. Lrgirea
de degroare se aplic 1a gurile brute i asigur precizia 12 ISO i rugozitatea Ra = 12,5 . Lrgirea
de finisare asigur precizia 11 ISO i rugozitatea Ra = (12,5 6,3) m i se aplic dup lrgirea de
degroare sau dup burghiere. La fel ca la burghiere, se recomand ca dimensiunile gurilor lrgite
s fie prevzute cu abateri n plus i n minus.
14.3.5. Regimul de achiere la lrgire
Adncimea de achiere la lrgire se determin cu relaia:
t =
2
0
D D
[mm]. (14.9)
Adncimea de achiere cu lrgitor poate avea valori de la 0,5 la maxim 4 mm. Cnd lrgirea
se face cu burghiul, adncimea de achiere trebuie s fie de maxim 5 mm pentru a se evita ruperea
coluri1or burghiului.
Avansul maxim admis din punct de vedere tehnologic se calculeaza cu relaia: [13]
6 , 0
D C s
s
= [mm/rot], (14.10)
n care: D este diametrul lrgitorului, n mm; C
s
-coeficient funcie de materialul prelucrat i
de precizia impus gurii.
Viteza de achiere la lrgire se calculeaz cu formula:[13]
v v v
v
y x m
x
v
s t T
D C
V
= (14.11)
La lrgire nu se verific regimul comparativ cu rezistena mecanismului de avans sau cu
puterea mainii-unelte, deoarece regimul este mai uor ca la burghiere.
14.3.6. Adncirea gurilor
Adncirea gurilor poate s fie cilindric sau conic.
Adncirea cilindric, este prelucrarea prin care se obine un loca cilindric la extremitatea
unei guri fa de care este coaxial (fig.14.3). Scopul principal al lrgirii este obinerea fundului
plan al locaului, ns inevitabil are loc i o lrgire a diametrului. Se aplic la executarea locaurilor
pentru capul uruburilor cu cap cilindric sau degajrilor pentru aibe, inele elastice, garnituri. Scula
folosit este un adncitor cilindric cu 2, 4 sau 6 dini prevzut cu cep de ghidare (fig. 14.3.).[13]
Cepul ghideaz n gaura iniial de diametru mai mic, obinndu-se astfel o concentricitate
suficient a adncimii cu gaura care rmne la dimensiunile iniiale.
Fig.14.3 Fig.14.4
Cepul de ghidare poate s fie fix sau demontabil. Avantajul cepu1ui demontabil const n
faptul c poate fi schimbat pentru a fi adaptat la diametrul gurii n care ghideaz, iar demontarea
uureaz, pe de alt parte, ascuirea sculei. Cepurile demontabile se execut din oeluri de cementare
clite la (56 + 60) HRC sau oeluri nitrurate, pentru a preveni uzarea produs la rotirea cepului n
gaur. Prelucrarea se execut mai ales pe maini de gurit.
Adncirea conic, este prelucrarea prin care se executa o gaur conic la extremitatea unei
guri fa de care este coaxial (fig.14.4). Aceasta prelucrare este necesar, de exemplu, la
realizarea locaurilor pentru capetele uruburilor, a niturilor cu cap necat etc. Sculele folosite sunt
adncitoare conice la 60
0
, 90
0
i 120
0
cu coada cilindric sau conic (fig.14.4 ). Acestea se pot
executa i cu cep de ghidare demontabil. Pentru diametre de peste 50mrn, se pot folosi adncitoare
conice cu alezaj, demontabile, economisindu-se astfel oelul rapid pentru construcia sculei. In
guri le mici, cu diametrele pn la (8 10) mm, se recomand ca teirea muchiilor s se fac cu
burghie elicoidale normale, scurtate n urma uzrii i reascuite la unghiul de teire, necesar.
14.3.7. Lamarea
Lamarea const n prelucrarea plan a unei suprafee frontale circulare a bosajului gurii,
pentru obinerea condiiei de perpendicularitate pe axa gurii executate n prealabil sau n vederea
angajrii corecte a burghiului (fig.14.5,a).[13] Astfel de suprafee lamate se execut n jurul gurii,
pentru aezarea corect a unei piulie, a unui cap de urub, a unui capac etc. Scula achietoare, n
forma cea mai simpl, este un (cuit-lam, de unde i denumirea de lamare dat acestei prelucrri),
aceast lam fiind fixat ntr-o bar portscul, care servete ca a element de antrenare i ghidare.
Frecvent, se folosete ns adncitorul pentru lamare (sau lamator), care nu are dect tiuri
principale pe partea frontal (nu are tiuri pe partea cilindric) i uneori numai canale petru
evacuarea achiilor de la dinii frontali (fig.14.5,b). Pentru obinerea perpendicularitii suprafeei
plane pe axa gurii, scula este prevazut cu cep demontabil, care poate fi schimbat n funcie de
diametrul gurii.
a b
Fig.14.5
Scula achietoare are o micare de rotaie i o micare de avans axial, iar avansul trebuie s
fie oprit nainte de a nceta micarea de rotaie a sculei, care trebuie s-i continue rotirea cteva ture
pentru a se obine o suprafa plan i nu elicoidal.
Lamarea se poate face pe aceleai maini ca i burghierea: maini de gurit, maini de alezat
i frezat orizontale, strunguri revolver etc.
Adncimea la care se face lamarea este reglat cu ajutorul unui limitator de sf'rit de curs
al arborelui principal care, la mainile de gurit cu comand mecanic a avansului, realizeaz la
momentul dorit decuparea avansului.
Prin lamare se asigur perpendicularitatea suprafeei frontale fa de axa gurii n limite de
pn la 0,1 mm pe raz de 100 mm.
14.3.8 Alezarea gurilor:
Alezarea este un procedeu de prelucrare final specific alezajelor, prin care se obine o form
geometric corect a acestora, rectilinitatea axei, diametrul prescris, cu precizie mare i o calitate
superioar a suprafeei. Alezarea asigur o precizie a diametrului n treptele de precizie 7 8 ISO i
o rugozitate Ra = (3,2 0,8) m. Alezarea se execut cu alezoare, sau capete de alezat. La alezarea
cu dou sau trei alezoare succesive i dac ultimul alezor folosit are taiuri lepuite, iar btaia dinilor
sculei fixate ntre vrfuri nu depete 0,01 mm, se poate obine i precizia 6 ISO i rugozitatea Ra =
0,4 m. Pentru a obine ns precizia 6 este necesar ca prelucrarea gurii nainte de alezare i
alezarea s fie efectuate cu o singur aezare a piesei pe maina-unealt.
Alezarea cu alezor se poate efectua manual sau mecanic.
Alezarea manual se folosete pentru calibrarea gurilor cu diametre mici, n general pn
la circa 30 mm, la producia individual. .
Alezarea mecanic este folosit att la producia de serie, ct i la producia individual,
pentru guri ale cror diametre i toleranele corespund cu diametrele i toleranele alezoarelor
standardizate.
Prin alezare nu se corecteaz nclinarea i deplasarea axei gurii fa de poziia nominal
corect, deoarece, n timpul achierii, alezorul este centrat i condus de gaura care se alezeaz,
executat anterior. Rezult c prelucrrile efectuate naintea alezrii sunt cele care trebuie s asigure
poziia corect i rectilinitatea axei gurii.
Pentru a permite conducerea liber a alezorului exclusiv de gaura care se alezeaz, alezorul
nu se fixeaz rigid cu arborele mainii-unelte, ci este antrenat prin intermediul unei mandrine
oscilante sau glisante care asigur o legtur elastic ntre scul i arborele principal. (fig. 14.6) [13]
n locaul conic al bucei 2 se fixeaz coada conic a alezorului. Coada conic 3 a mandrinei
se introduce rigid n arborele principal al mainii-unelte. Micarea de rotaie se transmite de la
arborele principal la buca 2, respectiv la alezor prin tiftul 1. Datorit jocului dintre tift i gaur,
buca 2 cu scula au posibilitatea s se deplaseze radial fa de arborele principal al mainii,
compensndu-se n acest mod necoincidena axei gurii cu axa alezorului. Cepul 4 are rolul de a
prelua efortul axial.
Dac alezorul este fixat rigid n arborele principal al maini-unelte, acesta i poate modifica att
direcia, ct i poziia relativ a axei gurii executate anterior, ns diametrul gurii va fi diferit de
cel al alezorului i poate aprea chiar o abatere de form a gurii din cauza abaterilor de la
coaxialitate descrise mai nainte.
Fig. 14.6
Prinderea rigid a alezorului cu arborelui principal se poate folosi numai dac alezarea se
face n continuare cu ultima lrgire, din aceeai aezare a piesei i cu aceeai poziie neschimbat a
arborelui principal, pentru a nu aprea abateri de la coaxialitate.
Pentru obinerea unei caliti bune a alezrii (precizie i rugozitate) o importan mare
prezint adaosului lsat pentru alezare: la adaosuri prea mari, alezorul se uzeaz rapid i gaura
rezult de calitate sczut, cu rizuri, iar pentru adaosuri prea mici se obine, de asemenea, o calitate
necorespunztoare, cu urme de la prelucrarea anterioar. Valorile optime ale adaosului sunt de (0,25
...0,5) mm pe diametru la alezarea de degroare i (0,05 ...0,15) mm pe diametru la alezarea de
finisare, aceste recomandri fiind pentru diametre de (5 ...80) mm.
14.3.9. Regimul de achiere la alezarea cu alezor.
Adncimea de achiere t se calculeaz cu aceeai relaie ca i la lrgire.
Avansul se determina cu relaia: [13]
s = C
s
D
0,7
(14.12)
n care coeficientul C
s
este funcie de materialul prelucrat i de precizie.
Viteza de achiere trebuie s aiba valori mici, deoarece uzura sculei i durabilitatea acesteia
sunt puternic influenate de viteza de achiere.
Pentru alezarea de degroare se aplic relaia: [13]
v
y
v
x m
v
z
v
s t T
D C
p
V
= [m/min]. (14.13)
La alezarea de finisare, viteza de achiere nu trebuie s depeasc anumite valori
tehnologice admise, altfel se nrutete calitatea suprafeei. Astfel, pentru otel cu Rm 90
daN/mm
2
, viteza maxim admis este de 12 m/min pentru obinerea rugozitii Ra = 1,6m. i 6
m/min pentru objnerea Ra = 0,8 m.
14.3.10. Prelucrarea alezajelor prin strunjire
Strunjirea suprafeelor interioare ale pieselor de tip buc se poate face pe strungurile normale,
strunguri revolver sau carusel, pe maini de alezat i frezat precum i pe maini de gurit n
coordonate.
Prin strunjirea interioar de finisare se poate obine n mod economic treapta de precizie 10-11 i
din acest motiv, pentru obinerea unor alezaje de precizie mai mare se va folosi alezarea cu alezor
sau broarea.
Strunjirea gurilor se poate face dup dou scheme de lucru:
- cu rotirea piesei, avansul fiind realizat de cuit (fig.14.8 a), metod realizat pe strunguri;
- cu rotirea cuitului i avansul longitudinal realizat de pies sau de cuit, (fig. 14.8b),
metod folosit la mainile de alezat i frezat orizontal, sau la mainile de gurit n coordonate.
a b
Fig.14.8
Avantajul prelucrrii prin strunjire a alezajului bucelor, este c se poate asigura
coaxialitatea acestora cu suprafaa cilindric exterioar, dac cele dou suprafee sunt prelucrate la
aceeai prindere n universal.
14.3.11. Rectificarea alezajelor
Rectificarea alezajelor asigur precizia dimensional corespunztoare treptelor 6-7 ISO i
rugozitatea R
a
=0,8-1,6 m.
Rectificarea alezajelor se poate face n trei moduri:
- prin rotirea piesei fixat n universal;
- rectificare planetar;
- rectificarea ntre vrfuri.
Rectificarea cu rotirea piesei fixate in universalul mainii este cel mai rspndit procedeu
(fig. 14.9).[13] Piesa de prelucrat 1 se fixeaz n universalul mainii 2 i efectueaz micarea de
rotaie, iar piatra de rectificat 3 execut o micare de rotaie in jurul axei sale, micri rectilinii
alternative s
l
i avansul transversal s
t
periodic, dup fiecare curs simpl sau la o curs dubl.
Sensurile de rotaie ale piesei i pietrei abrazive sunt opuse.
Diametrul pietrei de rectificat se ia, de obicei, 0, 7. .0,9 din diametrul gurii.
Fig.14.9
Pentru a se obine viteza optim de achiere la rectificare de (30. . ..35) m/s trebuie ca
arborele portpiatr s aib o turaie foarte mare. La diametre mici ale gurii aceste turaii devin
extrem de mari i nu pot fi totdeauna realizate. De aceea, rectificarea gurilor cu diametru mic se
face uneori la viteze mai mici dect cele optime.
Rigiditatea mic a arborelul portpiatra n consol, n special pentru guri mai lungi i cu
diametru mic, oblig la folosirea unui avans transversal mai mic i unui avans longitudinal mai mic
dect pentru rectificarea exterioar.
Toate particularitile menionate fac ca rectificarea interioar s fie puin productiv, mai
ales pentru diametre mici i s se caracterizeze printr-un cost ridicat.
Rectificarea pe maini de rectificat interior planetar se folosete pentru guri de diametre
mari n piese mari care nu sunt corpuri de revoluie i nu pot fi antrenate n micare de rotaie.
Schema procedeului este dat n fig.14.10.[13] Piesa este fixat pe masa mainii. Arborele
portpiatra abraziv execut urmtoarele micri: I - rotirea in jurul axei sale; II - micarea planetar
pe circumferina suprafeei interioare a piesei; III -micri rectilinii-alternative n lungul axei gurii;
IV- micarea de avans transversal.
Procedeul se caracterizeaz prin productivitate mic. De aceea, n ultimul timp, rectificarea pe
aceste maini este nlocuit cu alezarea fin cu cuit sau cu honuirea.
Fig.14.10
Rectificarea pe maini de rectificat interior fr vrfuri, se aplic numai pentru piese care au
suprafeele cilindrice interioare i exterioare, riguros concentrice i au perei subiri. Este utilizat
numai n producia de serie mare i de mas
Regimul de achiere la rectificarea interioar se caracterizeaz prin urmtoarele:
- viteza periferic a piesei are valori de (50. ..150) m/min, pentru alezaje cu diametrul de 20.
..300 mm;
- avansu11ongitudinal al discului abraziv se ia n fraciuni din limea sa, i anume:
-pentru rectificarea de degroare s
l
= (0,6...0,8) B [mm/rot];
-pentru rectificarea de finisare s
l
= (0,2...0,3) B [mm/rot]
, unde B este limea discului abraziv;
- avansul transversal s
t
are valorile:
-pentru rectificarea de degroare s
t
= (0,0025...0,005) [mm/rot];
-pentru rectificarea de finisare s
t
= (0,0015...0,0025) [mm/rot].
CAPITOLUL 15
NTREINEREA I REPARAREA MAINILOR I UTILAJELOR
15.1. Importana activitii de ntreinere i reparaii
Utilajele, mainile i dispozitivele sufer un fenomen de uzur fizic i moral, ca urmare a
folosirii continue n procesul de producie, ct i datorit unor condiii de exploatare mult mai severe
(umiditate, praf, temperaturi sczute). Asigurarea funcionrii corespunztoare, fr avarii i fr
scoateri ndelungate din circuitul produciei a utilajelor, mainilor dispozitivelor este strns legat de
efectuarea la timp a unor lucrri de ntreinere i prevenire a defectrilor. Opririle accidentale,
uzurile premature, dereglrile neobservate, ntrzierea n aplicarea unor lucrri de ntreinere i
reparare, au ca efecte scderea duratei totale de serviciu, scderea caracteristicilor funcionale
(capacitatea de manipulare) i a siguranei n funcionare. Importana activitii de ntreinere i
reparaii este determinat de urmtorii factori:
- creterea considerabil a valorii noilor utilaje datorit noilor perfecionri constructive;
- sporirea complexitii utilajelor datorit creterii gradului de mecanizare i automatizare;
- pierderile din ce n ce mai mari provocate de staionrile ndelungate datorate reparaiilor;
- creterea continu a cheltuielilor de ntreinere i reparaii i sporirea gradului de
participare a acestor cheltuieli n costul serviciilor prestate.
Pe plan mondial se constat o mrire continu a cheltuielilor efectuate cu ntreinerea i
repararea utilajelor, a ponderii personalului ocupat cu activitatea de ntreinere i reparaii (< 30-
35%).
n cadrul unei ntreprinderi, activitatea de ntreinere i reparaii este activitatea cu cele mai
mari dificulti de organizare, mecanicului revenindu-i lucrri n domenii foarte largi, ce necesit
cunotine din mai multe domenii.
15.2. Calitatea, fiabilitatea i mentenabilitatea utilajelor i mainilor [18]
Prin calitatea unui produs se nelege totalitatea proprietilor acestuia care asigur
satisfacerea necesitilor societii ca rezultat al performanelor tehnico-economice, estetice i al
gradului lui de utilitate. Ea depinde de calitatea concepiei, a execuiei i de disponibilitate.
Prin disponibilitate se nelege proprietatea produsului de a-i ndeplini funciile specifice, la
un moment dat sau ntr-un interval de timp dat. Ea se caracterizeaz prin:
- fiabilitate, care reprezint proprietatea unui utilaj de a-i ndeplini funcia specific n
condiiile date i de-a lungul unei durate date, sau ansa ca produsul s funcioneze;
- mentenabilitate care este proprietatea unui utilaj de a fi meninut sau readus n stare de a-i
ndeplini funcia specificat atunci cnd mentenana se efectueaz n condiii date cu procedee i
remedii specifice.
Mentenana este ansamblul tuturor aciunilor tehnice i organizatorice efectuate n scopul
meninerii funciei specifice sau a restabilirii acesteia.
Fiabilitatea cere ca ntr-o perioad de funcionare, utilajul s nu prezinte defeciuni.
Fiabilitatea unui produs se poate distribui pe elementele componente ale acestuia.
n tehnica modern, pe de-o parte crete complexitatea sistemului, ceea ce conduce la
scderea fiabilitii, iar pe de alt parte exigenele fa de buna funcionare sunt din ce n ce mai
mari. Aceste tendine contrare pot fi soluionate prin:
- mrirea fiabilitii elementelor componente
- folosirea unor metode speciale de construiere a sistemelor complexe fiabile, din elemente
mai puin fiabile, incluznd msuri i metode speciale de asigurare a fiabilitii (dublarea
elementelor vitale, posibilitatea transmiterii funciei unui element defect asupra altui element, etc).
15.3. Uzura (degradarea) mainilor i utilajelor
Orice utilaj, instalaie, aparat, etc., n urma solicitrilor mecanice, termice, chimice i
aciunii mediului nconjurtor se degradeaz, degradrile respective fiind cuprinse n noiunea
general de uzur. Se deosebesc urmtoarele categorii de uzur:
a) Uzura fizic static, care se datoreaz aciunii agenilor exteriori sau modificrilor interne
(oboseal, mbtrnire, etc.), care are loc indiferent dac utilajul funcioneaz sau nu funcioneaz.
b) Uzura fizic dinamic, care are loc n timpul funcionrii utilajelor prin modificarea
rugozitii suprafeelor de contact, dimensiunilor, poziiei reciproce a pieselor, caracteristicilor
fizico-mecanice i structurii. Timpul de uzur fizic corespunde perioadei n care dup rodaj, uzura
este liniar n funcie de timp.
c) Uzura moral prin depreciere valoric, care se apreciaz pe baza scderii valorii absolute
a utilajului, datorit apariiei altui utilaj similar, dar mai ieftin.
d) Uzura moral prin nvechire economic, se apreciaz pe baza eficienei a utilajului n
raport cu eficiena economic mai mare a unui utilaj similar, nou aprut.
Prin reparaii se nltur uzura fizic, iar prin modernizri uzura moral. Durabilitatea
tehnico-economic este durata de exploatare raional a utilajului corespunztor minimului costului
unitar al produciei realizate cu ajutorul acestuia.
15.3.1. Uzura fizic
Uzura fizic a pieselor componente ale mainilor-unelte i utilajelor se clasific n dou
categorii :
-uzura normal de funcionare ;
-uzura accidental sau de avarie. .
Uzura normal de funcionare este inevitabil, fiind determinat att de frecarea exterioar a
suprafee1or a dou piese, ct i de frecarea interioar din structura de baz a materialului piesei, ea
fiind condiionat de calitatea materialu1ui, procedeul tehnologic de prelucrare, regimul de lucru,
precum i de calitatea i tipul lubrifiantului folosit.
Uzura fizic are urmtoarele componete:
[Link] Uzarea prin frecare.
Frecarea este un proces complex de natur molecular, mecanic i energetic, care are loc
ntre suprafeele aflate n contact dintr-o cupl cinematic, cu micri relative ntre ele.
In funcie de existena sau nu al unui lubrifiant frecarea poate fi: uscat, semiuscat, limit,
semilichid sau semifluid i frecare lichid sau fluid.
Frecarea uscat, este caracterizata prin contactu1 direct nemijlocit al suprafee1or n
micarea lor relativ, ntre care nu exista nici un fe1 de lubrifiant, coeficientu1 de frecare n acest.
caz fiind ridicat, ceea ce face ca frecarea s fie ridicat.
Cercetarile de tribologie au artat c fora de frecare este dependent de o serie de factori,
cum ar fi: sarcina nominal, viteza de alunecare, felul contactului, (rugozitatea) ca1itatea suprafeei,
natura materialului, caracterul rigid sau elastic al suprafeelor, temperatura superficial i starea
suprafeelor.
Frecarea limit, este caracterizat prin faptul c ntre elementele cinematice n micare se
interpun unul sau mai multe straturi subiri moleculare de lubrefiant, care mpiedic contactul direct
dintre acestea.
Frecarea semifluid apare la limita frecrii fluide n cazu1 existenei unor suprafee cu un
anumit grad de rugozitate, atunci cnd dei filmul de lubrifiant are o grosime corespunztoare
ungerii fluide, el se rupe i se reface, astfel nct concomitent cu sustentaia hidrodinamic apare i
contactul direct ntre suprafeele elementelor cinematice..
Important de specificat este faptul ca regimul de frecare semifluid nu se poate evita n
regimurile tranzitorii ale maini1or (pomire-oprire) atunci cnd pelicu1a de u1ei nu s-a format sau
cnd viteza scade cu mult, schimbndu-se. eventual i sensul micrii (exemplu: piston-cilindru).
Frecarea fluid, asigur prin prezena unui lubrifiant o separare perfect a suprafeelor de
frecare cu ajutorul unei pelicule nentrerupte de lubrifiant.
Un rol important n formarea pelicuei de lubrifiant l are aderena acestuia la suprafeele n
micare, straturile aderente de fluid punnd succesiv n micare, datorit vscozitii, straturile
vecine. In felu1 acesta se diminueaz fora de frecare, aceasta datorindu-se numai tensiuni1or de
alunecare din pelicu1a de lubrifiant.
Dac pelicu1a de lubrifiant are o grosime de ordinul a 10-100 m sau chiar mai mult avem o
pelicul de lubrificaie groas, iar cnd pelicu1a este de ordinul a 1-10m avem o pelicu1a de
lubrificaie subire.
In categoria lubrificaiei cu pelicula subire se poate ncadra i regimul elastohidrodinamic .
Frecarea n regim elastohidrodinamic, apare n cazul lagrelor de rostogolire, lagrelor de
alunecare, angrenajelor etc., unde contactele ntre elementele cinematice snt punctiforme sau
liniare. ntre aceste suprafee se poate menine un film continuu i subire de lubrifiant (sub 1 m
grosime), realizindu-se astfel regimu1 elastohidrodinamic. Rezu1t c n prezena unor sarcini mari,
funcionarea unor organe de main cu contact punctiform are loc n condiii bune de frecare i
antiuzare, datorit meninerii n zona de contact a unei pelicu1e subiri de lubrifiant.
[Link] Uzura prin aderen
Acest tip de uzur este foarte des ntlnit, fiind provocat de sudarea i apoi de ruperea
puni1or de sudur ntre microzonele de contact,' caracterizindu-se printr-un coeficient de frecare
ridicat i o valoarea mare a intensitii uzurii.
Jonciunea se produce printr-o aderen la mare presiune i ca urmare a unor deformaii
plastice, astfel nct suprafeele metalice s strpung pelicula de ulei i s vin n contact direct,
provocnd o frecare semiuscat cu o cretere a temperaturii de contact, timp n care are loc sudarea
i apoi ruperea microsudurilor .
O consecin a uzurii de aderen o constituie griparea, care apare la sarcini mari, n lipsa
lubrifiantului, sau la strpungerea peliculei n urma unor temperaturi locale ridicate. n acest caz,
sub aciunea sarcinii, suprafeele se apropie la o distan de interaciune atomic, microjonciunile
puternice ce se creeaz nu mai pot fi forfecate i deplasarea relativ nceteaz, cupla cinematic
fiind blocat.
Griparea poate avea dou forme diferite :
-griparea la temperaturi joase (atermic), caracteristic unor viteze relative mici, prin
apariia deformaiilor plastice ale stratului superficial al suprafeelor de frecare cu coeficieni mari
de frecare (4-6) ;
-griparea la temperaturi nalte (termic), caracteristic unor viteze relative mari, ca urmare a
energiei termice acumulate n zona de contact; coeficientul de frecare este mic (0,2-0,5), iar viteza
uzurii redus.
n general, griparea este nlesnit de un rodaj necorespunztor, jocuri prea mici ntre
suprafee, calitate necorespunztoare a lubrifiantului folosit, depirea unor parametri funcionali .
[Link] Uzura de abraziune.
Uzura de abraziune este provocat de prezena particulelor dure ntre suprafeele n contact,
sau de microaspetitile mai dure ale uneia din suprafeele de frecare, fiind recunoscut dup urmele
orientate pe direcia micrii, accelernd uzarea prin coroziune.
Particulele dure pot proveni din forfecarea unor jonctiuni, desprinderi de material din stratul
de suprafa datorit uzurii de oboseal sau tratamentu1ui termic defectuos, desprinderea i
evacuarea materialu1ui unor ciupituri (pitting, particule metalice ale uzurii de coroziune, cavitatie
etc.).
[Link] Uzura de oboseal.
Uzura de oboseal se produce n urma unor solicitari ciclice a suprafeelor n contact urmat
de o serie de deformaii plastice n reeaua atomic a stratului superficial, fisuri, ciupituri, exfolieri.
Ciupiturile (sau fenomenul Pitting) reprezint o form a uzurii de oboseal a suprafeelor
unor cuple cinematice cu contact punctiform sau liniar, n cazul unor duriti mai mari 350 HB.
Uzura de Pitting este nsoit de uzarea adeziv precum i de uzarea de abraziune.
Fenomenul Pitting este un fenomen complex, fiind produs de interaciunea a numeroi
factori, att n cazul rostogolirii pure ct i nsoit de alunecare. Aceast situaie menine nc teorii
i preri diferite n ceea ce privete mecanismul formrii gropielor care n unele cazuri pot rmne
la forma iniial (pitting incipient), iar in alte cazuri pot progresa ca form, adncime i numr,
provocnd distrugerea suprafeei (pitting distructiv).
Exfolierea (spailing-ul) se manifest prin desprinderea de pe suprafaa de frecare a unor
particule sub form de solzi, ca rezultat al oboselii substratului suprafeei de contact. Acest fenomen
apare n cazul tratamentelor termice defectuoase sau prin unirea gropielor vecine, fiind nsoit de
prezena unor gradieni ridicai de tensiune n apropierea suprafeei supuse la contacte hertziene
periodice.
[Link] Uzura de impact.
La unele tipuri de maini i utilaje, datorit unor lovituri repetate, se produce o uzur
mecanic n zona impactului, denumit uzur de impact. Aceast uzur se mai poate produce i n
cazul funcionrii camelor, culbutorilor, tacheilor, roilor dinate etc., atunci cnd mpreun cu
alunecarea sau rostogolirea are loc un impact compus (fr componente tangeniale) denumit impact
normal.
In principiu, uzura de impact conine i mecanisme ale uzurii de adeziune, abraziune,
oboseal de suprafa, uzare termic i chimic.
[Link] Uzura de coroziune.
Uzura de coroziune este uzarea suprafeei de frecare i deci pierderea de material datorit
aciunii simultane sau succesive a factorilor chimici agresivi din componena mediului respectiv i a
solicitrilor mecanice.
Mecanismul uzrii de coroziune se poate produce att n perioada de repaus (coroziune
chimica), ct i n timpul funcionrii (coroziune mecano- chimic).
Rezult ca procesul uzarii chimice se desfoar n dou faze:
- formarea produselor de reacie pe cale chimic i mecano-chimic;-
- ndepartarea acestor produse de pe suprafaa de frecare pe cale tribochimic.
Coroziunea chimic reprezint o parte a uzurii de coroziune n funcie de materialul cuplei
cinematice i parametrii fizico-chimici respectivi cu referire strict la suprafaa de frecare.
Coroziunea chimica poate evolua sub dou forme :
-coroziunea chimic propriu-zis, care apare n cazul n care agentul corosiv este un mediu
gazos (oxigen) sau lichid (apa, lubrifiant corosiv) .
-coroziunea electrochimic cu efecte corosive putemice, care apare n cazul prezenei n
lubrifiant a unor mici cantiti de ap care, n contact cu suprafeele cuplei cinematice formeaz serii
galvanice.
O form a coroziunii electrochimice care are o evoluie liniar n timp, o constituie
ruginirea.
Coroziunea mecanochimic (tribochimic) se refer la modificarile suferite de suprafeele n
frecare dintr-o cupl cinematic n timpul funcionrii.
-coroziunea de frecare (tribochimic propriu-zis) care apare atunci cnd suprafeele de
frecare snt supuse simultan, att aciunii sarcinii normale ct i a unor oscilaii de mic amplitudine.
15.3.2 Factorii care influeneaz mrimea uzurii ,
Caracterul i mrimea uzurii sunt influenate att de factori dependeni de natura materialului
din care este confecionat cupla cinematic, ct i de factori dependeni de condiiile de funcionare.
Dintre factorii de influen a uzurii, cei mai importani sunt urmtorii:
-Calitatea materialului i tratamentul termic aplicat.
- Starea suprafeelor (rugozitatea).(vezi paragraful 8.5)
- Mrimea jocurilor iniiale ale mbinrilor.
- Calitatea lubrifiantului folosit.
15.4 Sisteme de organizare i conducere a activitii de ntreinere i reparare [1]
15.4.1. ntreinerea dup necesiti
Const n efectuarea reparrii utilajului numai n momentul cnd acesta iese din funciune ca
urmare a defectrii. Este o metod veche, neeficient, care prezint urmtoarele neajunsuri:
- scoaterea din producie a utilajului, pentru reparaii, n mod neprevzut, ceea ce conduce la
dezorganizarea procesului de producie.
- volumul de reparaii este variabil, din care cauz nu se poate face o pregtire prealabil a
reparaiilor, acestea derulndu-se pe perioade mari.
- nu se poate face o aprovizionare corespunztoare cu materiale i piese necesare.
- nu se pot planifica msuri tehnico-organizatorice pentru mrirea duratei de exploatare a
utilajelor.
- nu se poate face o cercetare sistematic asupra metodelor de recondiionare, n sensul
mbuntirii tehnologiilor de reparaii.
Sistemul de reparaii dup necesiti se poate folosi n cazul utilajelor unicat, utilizate
discontinuu sau a celor care prin lipsa lor nu produc pierderi mari de producie.
15.4.2. ntreinerea preventiv
Acest sistem include trei metode:
a) Metoda de ntreinere prin control care presupune verificarea utilajelor dup perioade
nedeterminate anterior i n special n momentul cnd starea acestora se mbuntete.
n baza controlului se determin piesele care trebuiesc nlocuite, se face pregtirea tehnico-
material i apoi reparaia. Aceast metod are o eficien economic redus deoarece timpul de
staionare a utilajului este greu de anticipat i nu poate fi ntotdeauna corelat cu necesitile planului
de producie.
b) Metoda ntreinerii periodice care se face pe baza determinrii n prealabil, durata ciclului
ntre dou reparaii generale pe baza experienei acumulate i efectuarea reparaiilor conform
termenelor stabilite. Toate elementele necesare reparrii (fora de munc, materiale, scule, etc.) se
determin anticipat n momentul planificrii reparaiei. Prezint dezavantajul c nu este utilizat
ntreaga capacitate de funcionare a utilajului.
c) Metoda de ntreinere planificat const n determinarea duratei de funcionare a pieselor
utilajului care se nlocuiesc n momentul expirrii duratei de funcionare indiferent de starea de
uzur a acestora. Prezint dezavantajul c nu este utilizat ntreaga capacitate de funcionare a
utilajului.
15.4.3. ntreinerea funcional
Este o concepie nou, tiinific, denumit astfel deoarece diversele operaii sunt astfel
concepute nct fiecare depinde de cea anterioar, asemntor corelaiilor unor funcii matematice. O
condiie de baz pentru folosirea acestui sistem este centralizarea activitilor de ntreinere i
reparare la nivelul uzinelor sau ntreprinderilor mari. n urma analizrii tuturor datelor referitoare la
caracteristicile utilajelor, la gradul de solicitare, sigurana n funcionare, numrul i valoarea
pieselor de schimb, etc. se ntocmete o list a activitilor i instruciunilor de ntreinere,
desfurate la fiecare inspecie, revizie sau mici reparaii. Printre aceste activiti se enumer:
verificarea asamblrilor, a jocurilor funcionale, msurarea zgomotelor, msurarea temperaturii
lagrelor sau ghidajelor, verificarea sistemului de ungere, verificarea organelor de antrenare (curele,
lanuri, etc.). Aceste inspecii au rolul de a mbogi banca de date referitoare la parametrii de
funcioanre a utilajelor i de a decide asupra coninutului unei reparaii, asupra datei i duratei
acesteia. Datele culese n urma inspeciilor i reparaiilor sunt prelucrate i transmise proiectanilor
n scopul mbuntirii performanelor i fiabilitii utilajelor prin modernizri i reproiectri. Acest
sistem de ntreinere are n vedere i concepia modular care permite schimbarea subansamblelor
funcionale i repararea lor n ateliere specializate. Inspeciile tehnice efectuate pot fi sistematice,
care se programeaz sau aleatorii, care se efectueaz n momentul apariiei strii de nesiguran n
funcionare, la producerea avariei sau naintea intrrii utilajului n reparaii.
Pentru a menine ridicat capacitatea de funcionare a utilajelor sunt prevzute urmtoarele
activiti: reviziile tehnice, reparaiile curente 1, reparaiile curente 2 i reparaiile capitale.
Coninutul acestor activiti se stabilete n funcie de natura utilajului, gradul de ncrcare, gradul
de solicitare i starea tehnic a utilajului la anumite intervale de timp.
15.5. Demontarea utilajelor n vederea recondiionrii pieselor
Soluia de demontare a subansamblelor i pieselor se stabilete din proiectare i trebuie s
in cont de frecvena demontrilor necesare reparrii utilajului. Pentru asamblrile demontabile cu
uruburi nu sunt necesare dispozitive de demontare. n cazul ruperii unui urub sau prezon, pentru a
fi scos se poate utiliza una din metodele prezentate n fig. 15.1.[1]
a b c d
Fig.15.1
Metoda a, b i c const n sudarea unor elemente ajuttoare (platband 3, piuli 4, etc.) i se
utilizeaz cnd sunt condiii pentru a realiza sudarea i nu este influenat piesa de baz. Metoda d,
const n realizarea unei guri ptrate cu ajutorul unui poanson dup ce n prealabil a fost fcut o
gaur cu un burghiu. Se mai poate folosi o gaur filetat pe stnga.
Demontarea bucelor din lagrele de alunecare se realizeaz utiliznd urmtoarele soluiile
tehnologice (fig.15.2) [1]
a - prin folosirea unui dorn
b - folosind guri filetate, tehnologice de extragere, n care se fixeaz cu uruburi piese
ajuttoare de extracie
c - prin filetare cu tarodul, dup ce, n prealabil, s-a introdus o bil pe care se va sprijini
vrful tarodului pentru a uura extragerea urubului.
a b c
fig.15.2
La demontarea rulmenilor se va avea n vedere ca fora aplicat pentru scoaterea
rulmentului s nu solicite bilele prin inelul conjugat.
Soluia constructiv din fig.15.3b, trebuie evitat deoarece demontarea arborelui este foarte
dificil, necesitnd un dispozitiv complicat. Practic, aceste soluii sunt nlocuite cu cele care prevd
nchiderea alezajului cu un capac.
a b c
Fig. 15.3
15.6. Metode de recondiionare
15.6.1. Recondiionarea prin prelucrarea la cota de reparaii
Aceast metod const n prelucrarea uneia din piesele uzate de obicei cea de valoare mai
mare i refacerea celeilalte. De exemplu n cazul unui arbore montat ntr-un lagr de alunecare se
prelucreaz fusul arborelui, urmnd s se prelucreze o nou buc a lagrului. Din acest motiv este
total greit s se prelucreze alezajul direct n corpul lagrului.
15.6.2. Recondiionarea prin bucare
Se realizeaz n scopul refacerii dimensiunii nominale ale arborilor sau alezajelor.
Tehnologia de recondiionare prin bucare are urmtoarele operaii principale:
- se prelucreaz arborele sau alezajul la un diametru care s permit introducerea bucei
- se prelucreaz buca
- se preseaz buca pe arbore sau n alezaj
- se prelucreaz diametrul funcional al bucei.
Presarea bucei pe arbore sau n alezaj se poate face manual, mecanic sau hidraulic n
funcie de mrimea strngerii necesare. Strngerea este necesar pentru a preveni rotirea bucei
datorit forelor de frecare tangeniale. Pentru a micora fora de presare axial la montarea bucei,
suprafeele care vin n contact se ung. La asamblri cu strngere mare se poate introduce ntre
suprafee ulei sub presiune prin orificii speciale sau prin rcirea arborelui i nclzirea bucei
(fretare).
Pentru a realiza n prima etap a presrii, o centrare corect i apoi o presare i o strngere
uniform, fr abateri de poziie a celor dou piese, se realizeaz o pregtire tehnologic, dup una
din metodele prezentate n fig.15.4 [1]
a b c d
Fig. 15.4
Varianta c este cea mai bun, deoarece realizeaz o bun centrare i o deformare progresiv
a stratului superficial. Varianta b induce o achiere i o strngere mai mic.
n cazul realizrii recondiionrii, n condiii improprii (nu sunt utilaje, nu se pot rci sau
nclzi), se prevd strngeri mai mici, care necesit diferite soluii de fixare suplimentar (fig. 15.5).
[1]
a b c d
e
Fig.15.5
La asamblarea prin fretare, cnd n urma deformaiilor termice a celor dou piese,
asamblarea lor se face cu joc, asperitile suprafeelor nu se distrug, ci se ntreptrund i realizeaz
fore de frecare mari. Jocul necesar pentru asamblarea celor dou piese trebuie s aib valoarea ntre
0,2 - 0,5 mm.
Pentru a evita schimbrile de microstructur, la piesele din oel, nu trebuie depit la
nclzire temperatura de 600
0
C.
n cazul cnd asamblarea se face prin rcirea piesei cuprinse jocurile obinute sunt mai mici
i este necesar o presare longitudinal. Rcirea piesei se face n aer lichid pentru temperaturi de
pn la -150
0
C sau cu CO
2
solid pentru temperaturi pn la -72
0
C.
15.6.3. Recondiionarea prin sudare
Metodele de recondiionare prin sudare sunt diverse i depind de rolul funcional al piesei,
de materialul piesei, de starea tehnic n care se afl aceasta. Aceste metode au ca scop schimbarea
uzurii pieselor prin depunere de straturi rezistente la solicitrile piesei, mbinarea pieselor rupte sau
refacerea prilor degradate (fisurate), dac aceasta are grosimea mai mare de 1 mm.
Recondiionarea prin sudare prezint urmtoarele avantaje:
- nu necesit instalaii complexe i costisitoare
- straturile depuse pot avea grosimi diferite
- pregtirea pieselor pentru recondiionare este simpl
- poate fi mecanizat sau automatizat.
Ca dezavantaje se poate meniona:
- stratul depus este uniform
- stratul depus are duritate mare i prelucrarea lor este dificil
- temperatura la care se nclzete piesa poate determina modificri structurale
- ciclul termic produce tensiuni interne
- materilele pieselor recondiionate termic trebuie s aib o sudabilitate satisfctoare.
[Link]. Tehnologia tip de recondiionare a pieselor prin sudare
Modul de recondiionare a unei piese prin sudare, depinde de foarte muli factori, din care
cauz apar dificulti n stabilirea procesului tehnologic. Cu toate acestea ordinea principalelor
operaii rmne aceeai, putndu-se ncadra ntr-o tehnologie tip.
Principalele operaii ale proceselor tehnologice tip de recondiionare prin sudare sunt:
1. Pregtirea piesei n vederea recondiionrii
2. Sudarea
3. Tratamentul termic al piesei
4. Prelucrarea suprafeelor recondiionate
5. Controlul dimensional i de calitate.
[Link] Pregtirea piesei n vederea recondiionrii
Suprafeele ce urmeaz a fi ncrcate sau mbinate prin sudare, trebuie curate de rugin,
lubrifiani, vopsea. Aceast operaie se face cu peria de srm, prin polizare pentru rugin, prin
decupare sau ardere cu flacra oxiacetilenic. La piesele cu grosime mare se va prelucra rostul
corespunztor prin polizare sau achiere. Piesele cu grosime mare sau cu coninut ridicat de carbon
rar trebuie prenclzite.
Temperatura de prenclzire se determin cu relaia:[1]
T
p
= 350 0025 , 0 ) 005 , 0 1 ( 350 25 , 0
,
+ =
e s e
C s C [
0
C], (15.1)
unde:
s = grosimea piesei.
C
e
= carbonul echivalent care se calculeaz cu relaia: [26]
15 5 6
Ni Cu Mo V Cr Mn
C C
e
+
+
+ +
+ + = [%]
Temperatura de nclzire trebuie s fie mai mic dect aceea la care se produc transformri
structurale. Astfel pentru piese din oel nealiat, temperatura este cuprins ntre 100 - 150
0
C; piesele
din oeluri slab aliate, cele aliate i cele cu coninut mare de carbon sau grosimi mari se prenclzesc
ntre 100 450
o
C, iar piesele din font se nclzesc la temperaturi de 600 - 750
0
C.
[Link] Sudarea.
Sudarea se efectueaz prin procedeul ce se preteaz naturii materialului, formei i condiiilor
funcionale impuse pieselor, n funcie de care se stabilete materialul de adaos i parametrii
regimului de sudare: cu arc electric, cu electrozi, MAG, sub strat de flux, cu plasm, cu arc vibrator.
Tehnologia de sudare stabilete n funcie de sudabilitatea materialului i configuraia
piesei.[26]
Sudarea fontei se face la rece sau la cald prin procedee electrice sau cu flacr
oxiacetilenic, innd cont de urmtoarele particulariti ale sudabilitii acesteia:
- coninutul ridicat de carbon conduce la formarea unor structuri dure, ca urmare a separrii
carbonului sub form de cementit (Fe
3
C), n condiiile vitezei obinuite de rcire dup sudare. Se
obin astfel zone cu duritate foarte mare, greu sau imposibil de prelucrat mecanic.
- variaia temperaturii datorit ciclului termic, provoac tensiuni interne, care pot produce cu
uurin fisuri din cauza plasticitii sczute a fontei.
- baia de sudur este foarte fluid, fiind dificil meninerea ei i formarea cordonului de
sudur.
Sudarea se poate face numai la fontele cenuii sau cele cu grafit nodular. Fontele albe nu se
sudeaz.
a) Sudarea la cald a fontei
Procedeul sudrii la cald a fontei constituie singurul mijloc pentru obinerea unei structuri
omogene n mbinarea sudat, lipsa structurilor de clire i a fisurilor, custura obinut poate fi
prelucrat ulterior prin achiere. Pentru asigurarea acestor nsuiri se realizeaz o prenclzire a
piesei la temperatura de 600 -750
0
C i rcirea lent dup sudare.[26] Sudarea se face cu electrozi
din font: VT S 30 (3 - 3,6%C, 0,8 - 6,5% Mn) VT S 36, [26] n curent continuu cu polaritate
direct.
Pentru meninerea i formarea custurii la locul de sudare sunt necesare forme din grafit sau
amestec de formare. Rcirea dup sudare se face ncet, mpreun cu cuptorul, n timp de cel puin 24
ore, sau prin nvelire cu materiale termoizolante (azbest).
Dezavantajele acestui procedeu constau n costul ridicat, lucrri pregtitoare dificile de
prenclzire i rcire, ciclul lung de execuie i condiii grele pentru sudare.
b) Sudarea la semicald
Sudarea la semicald a fontei se face la temperatura de 400 - 450
0
C, folosind electrozi din
font sau din oel cu nveli foarte gros cu coninut mare de grafit i ferosiliciu care asigur n baie o
structur asemntoare cu a fontei cenuii. Se pot folosi i electrozi de font cu nichel (20 - 30%
Ni), cu care se obin structuri cu elesticitate ridicat i uor prelucrabile prin achiere.[26]
c) Sudarea la rece a fontei
Se face utiliznd electrozi monel (EF - MB cu 60%Ni i 25%Cu)[26] sau cu electrozi din
oel cu nveli bazic de tipul EF - Ni Cu, EF - Ni Fe. n acest caz la sudarea primului strat, rezult
structuri mbogite n carbon, din cauza participrii metalului de baz, structuri de clire cu
plasticitate sczut. n straturile urmtoare scade participarea metalului de baz, structura custurii
fiind similar cu a oelurilor cu coninut sczut de carbon. Zona cea mai slab este cea de la trecerea
de la metalul de baz la cordonul de sudur.
Important este faptul c trebuie s se foloseasc intensiti de curent sczute: Is = 100 - 110
A.
d) Sudarea oxiacetilenic a fontelor
Aceasta se face n cazul pieselor cu grosime constnt n zona de sudare. Piesele se
prenclzesc la 600 - 750
0
C, temperatur care trebuie meninut i n timpul sudrii. Ca material de
adaos se folosesc vergele de font de tipul VT - S 30 pentru piese mari sau VT - S 36 pentru piese
mici, cu un diametrul de 5 - 14 mm. Pentru dizolvarea oxidului de fier din baia lichid n scopul
frnrii procesului de decarburare se utilizeaz fluxuri n diverse reete: a - 100% borax; b - 50%
borax, cu 47% CO
3
HNa (bicarbonat de sodiu) i 3% SiO
2
. Pentru a se menine o temperatur
adecvat n zona de sudare, se vor folosi suflaiuri puternice.
[Link] Tratamentul termic al piesei
Tratamentele termice aplicate pieselor recondiionate prin sudare pot fi: de detensionare
(normalizare, revenire), de mbuntire (clire i revenire) sau de clire superficial (cementare i
clire sau clire ).
Tratamentul termic aplicat este funcie de rolul funcional al piesei, de volumul metalului de
adaos depus pe pies, de natura materialului de baz, de mrimea, forma i complexitatea piesei.
Pieselor finisate sau rupte, recondiionate prin sudare li se aplic numai un tratament de
detensionare.
[Link]. Prelucrarea suprafeelor recondiionate
Dup sudare suprafeele recondiionate sunt supuse prelucrrii de degroare prin strunjire,
frezare, rabotare, dac duritatea stratului depus este mai mic de 34 - 36 HRC. Dac stratul depus
are duritatea mai mare dect aceast valoare, prelucrarea se face prin rectificare. La piesele de
precizie ridicat se prevd i operaii de finisare i superfinisare (rectificare, vibronetezire, lepuire,
etc.).
Controlul dimensional i de calitate se face pentru ntreaga pies i n special suprafeele
funcionale recondiionate.
15.7 Metode de recondiionare prin sudare
15.7.1 Recondiionarea stratului degradat
n principiu recondiionarea prin refacerea stratului degradat al piesei urmrete dou
scopuri:
- refacerea dimensiunilor iniiale ale piesei fr a realiza caracteristici deosebite ale stratului
depus.
- obinerea unor caracteristici superioare (rezisten la uzur, oboseal, coroziune) ale
stratului depus prin ncrcare cu materiale speciale ce permit obinerea unor duriti cuprinse ntre
30 - 70 HRC.
Pentru acoperirea suprafeelor prin sudare se poate folosi una din urmtoarele posibiliti:
a - acoperirea unor suprafee plane prin cordoane paralele
b - acoperirea unor suprafee cilindrice cu cordoane circulare
c - acoperirea unor suprafee cilindrice cu cordoane elicoidale
d - acoperirea unor suprafee cilindrice cu cordoane paralele cu generatoarea.
n cazul depunerii mai multor straturi succesive este mai eficient folosirea procedeelor de
sudare n mediu de gaz protector sau plasm, deoarece nu mai este necesar curirea cordoanelor de
zgur de la depunerile anterioare. Ordinea depunerii cordoanelor de sudur este indicat n fig. 15.6.
[1]
a b c
fig.15.6
unde: a - depunere elicoidal cu electrozi (srm); b - depunere elicoidal cu electrozi band; c -
depunere n lungul generatoarei cu srm electrod.
Grosimea stratului depus la ncrcarea cu electrod de srm este de 0,5 - 4 mm, iar cu
electrozi band cu grosimea mai mic de 0,5 mm, este de 0,5 - 2,5 mm. Depunerea cu electrod
band permite obinerea unei productiviti mari i a unor caracteristici mai constante a stratului
depus. La depunerea cordoanelor n lungul generatoarei ordinea de depunere este condiionat de
nclzirea uniform a arborelui.
Metoda de depunere n lungul generatoarei este indicat la recondiionarea arborilor canelai.
La recondiionarea roilor dinate mari, refacerea stratului degradat se face pentru fiecare
dinte n parte (fig.15.7a), [1] iar la cele mici prin umplerea tuturor gurilor.
a b
fig. 15.7
Dac un dinte cu modul mare al roii este rupt se va folosi un compesator din acelai
material cu al roii sau a materialului depus (fig.15.7 b)[1]
Pentru ca depunerea s fie ct mai uniform, aceasta se verific cu abloane.
15.7.2 Recondiionarea prin refacerea formei geometrice i a rezistenei mecanice a
piesei
Aceast metod de recondiionare se aplic mai ales la piesele deteriorate n urma unor
avarii, dup care acestea se fisureaz, se rup parial sau total i este recomandat n cazul pieselor de
dimensiuni mari.
Datorit diversitii mari de forme i dimensiuni ale pieselor deteriorate n urma avariilor,
aceast metod poate fi aplicat ntr-o multitudine de moduri determinate de particularitile piesei,
de posibilitile tehnologice, materialul piesei, etc.
La recondiionarea pieselor prin prezenta metod, pot exista n principal urmtoarele situaii:
a) Piesa prezint numai fisuri (fr crpturi).
n acest caz tehnologia de recondiionare prin sudare este prezentat n cap. 15.8, avnd ns
urmtoarele particulariti:
- pregtirea rostului n vederea sudrii se face de obicei manual prin polizare sau cu dalta,
datorit formei ntmpltoare a fisurii.
- la marginea fisurii se execut guri tehnologice ce limiteaz
extinderea fisurii. Dac este necesar asigurarea etaneitii aceste guri se umplu cu sudur
(fig.15.8 ).[1]
a b
fig.15.8
n cazul pieselor din font se folosesc tifturi filetate, poziionate ca n fig.15.9. [1] ce
realizeaz o suprafa mai mare de mbinare a piesei cu cordonul de sudur.
a b
Fig. 15.9
Dac piesa a fost deformat, recondiionarea se va face dup refacerea formei geometrice
prin ndreptare pe prese sau cu dispozitive speciale.
b) Piesa este rupt sau nu au avut loc desprinderi de material
n aceast situaie, dup operaia de pregtire n vederea sudrii, se realizeaz prinderea
prii rupte prin puncte provizorii de sudur, dup care se verific cotele funcionale. Dac sunt
necesare se fac corecii ale poziiei prii rupte, dup care se sudeaz. Sudarea se execut intermitent
din dou pri, cu cordoane lungi de 50 - 60 mm, pentru a realiza o nclzire uniform a piesei.
c) Partea rupt a piesei nu mai poate fi recuperat
Partea rupt a piesei se va executa din nou la o form impus de soluie constructiv-
tehnologic stabilit pentru recondiionare. Piesa refcut va fi prevzut cu adaosuri de prelucrare
pentru finisarea de dup sudare. n fig.15.10 [1] sunt prezentate cteva soluii constructiv-
tehnologice de recondiionare a arborilor cu aceast metod.
a) corect b) greit
c) corect d) greit
Fig.15.10
15.7.3 Recondiionarea prin utilizarea elementelor suplimentare de rezisten
Este o metod complex de recondiionare a pieselor de valoare mare i const n sudarea
prilor avariate, consolidate cu elemente suplimentare de rezisten.
Cteva din soluiile constructiv-tehnologice recomandate sunt prezentate n fig.15.11. [1]
La recondiionarea arborilor plini se utilizeaz ca pies de rezisten un tift din OLC 45 (sau
oel aliat) care se asambleaz prin presare (sau fretare). Dup sudare se prelucraz diametrul
exterior.
Recondiionarea arborilor tubulari se face folosind soluiile din fig. 15.11 b, pentru arborii cu
suprafaa exterioar funcional i fig.15.11c, pentru arborii cu suprafaa funcional interioar.
Bucele interioare sau exterioare se introduc prin presare sau fretare.
a b
c
Fig.15.11
n cazul pieselor complexe se pot adopta mai multe soluii constructiv-tehnologice, dintre
care cele mai des folosite sunt prezentate n fig.15. 12. [1]
a b
Fig.15.12
La recondiionarea pieselor din font se utilizeaz ca elemente de rezisten prezoane, eclise
sau agrafe (fig.15.13 ).[1]
a b
Fig.15.13
Succesiunea operaiilor este urmtoarea: se sudeaz fisura (atunci cnd este necesar
etaneitatea), dup care se prelucreaz pe direcia perpendicular pe fisur guri care se unesc apoi
prin canale (fig. 15.12 b).
Se introduc n canalele prelucrate cleme profilate dup forma canalului. Materialul clemelor
este un oel cu rezisten mare la traciune (75-85 daN/mm
2
). Clemele se fixeaz prin sudur. Dac
nu trebuie asigurat etaneitatea se poate renuna la sudur, clemele fixndu-se prin temuire. Cu
aceast metod se pot face recondiionri la rece, fr demontarea piesei avariate.
15.8 Recondiinarea pieselor prin metalizare
Metalizarea const n depunerea unui strat dintr-un anumit metal pe suprafaa unei piese, n
scopul mbuntirii caracteristicilor funcionale sau refacerii dimensiunilor nominale iniiale.
Grosimea i calitatea materialului depus se stabilesc n funcie de urmtoarele considerente:
caracteristicile funcionale impuse piesei, mrimea uzurii, natura materialului piesei, condiiile
tehnologice impuse i procedeul de metalizare utilizat.
Cele mai cunoscute procedee de metalizare sunt:
- metalizarea prin pulverizare termic
- metalizarea electrolitic (galvanic)
- metalizarea prin imersie n metale topite
- metalizarea prin placare (presare, laminare, explozie)
- metalizare prin difuzie
[Link] prin pulverizare termic
Metalizarea prin pulverizare termic const n topirea i pulverizarea sub form de particule
a metalului de adaos pe suprafaa piesei de metalizat.
Topirea materialului de adaos se poate face prin urmtoarele procedee mai des folosite:
- cu arc electric
- cu jet de plasm
- cu cureni de nalt frecven
- oxiacetilenic.
Pulverizarea jetului de metal de adaos topit se realizeaz cu ajutorul unui curent de aer
comprimat sau alte gaze. Avantajele principale ale metalizrii prin pulverizare termic sunt:
- se pot acoperi suprafee mari de natur diferit (metale, sticl, etc)
- grosimea stratului depus poate fi de 0,1 - 5 mm, fr a provoca supranclzirea i
deformarea piesei
- stratul depus are rezisten la uzur i este tenace
- se pot face protecii anticorozive.
Dintre dezavantajele acestui procedeu, mai importante sunt urmtoarele:
- stratul depus are rezisten sczut la ncovoiere, traciune i solicitri cu ocuri.
- nu se recomand depunerile pe filete sau canale de pan.
- piesele metalizate nu se pot deforma plastic ulterior
Schema de principiu dup care se face metalizarea prin pulverizare este cea din fig.15.14, [1]
indiferent de procedeul de nclzire i topire a metalului de adaos.
Fig. 15.14 Fig.15.15
Aderena stratului de metal depus prin metalizare este un fenomen complex, avnd la baz n
principal ancorajul metalic al particulelor calde pulverizate i n mai mic msur fenomene
metalurgice.
Structura stratului depus este prezentat n fig.15.15.[1]
Fenomenele care se produc n timpul metalizrii sunt: arderi ale unor elemente metalice din
materialul de apart, oxidri, deformarea particulelor la impactul cu piesa.
Parametrii principali ai metalizrii sunt: viteza particulelor, temperatura i diametrul lor.
Viteza particulelor scade cu creterea distanei dintre pies i diuz, iar temperatura lor scade
de la centru spre periferia jetului i cu creterea distanei de pulverizare.
Particulele mai reci nu se deformeaz plastic i sunt nglobate n stratul depus ca particule
oarbe, care reduc proprietile acestuia. Diametrul picturilor este cuprins ntre 0,001 - 0,2 mm. S-
a constatat c aderena stratului depus depinde de modul de pregtire al suprafeei, de modulul de
elasticitate i coeficientul de dilatare al materialului de aport, de dimensiunea i forma piesei de
metalizat, de mrimea i temperatura particulelor metalice n zona de impact, etc.
15.8.2. Procesul tehnologic de recondiionare prin pulverizare termic
Procesul tehnologic tip de recondiionare prin pulverizare termic cuprinde urmtoarele
operaii:
1. Controlul pieselor n vederea trierii celor nereparabile prin metalizare (cu fisuri,
deformate, cu uzur mare)
2. Splarea mecanic
3. Pregtirea piesei pentru metalizare
4. Sablarea suprafeelor ce urmeaz a se metaliza
5. Decaparea final
6. Metalizarea propriu-zis
7. Pregtirea piesei n vederea prelucrrii
8. Controlul stratului depus
9. Prelucrarea suprafeelor metalizate la cota final
10. Control dimensional final.
Dintre operaiile procesului tehnologic de recondiionare prin metalizare se prezint n
continuare cele mai importante.
15.8.3. Pregtirea pentru metalizare
De aceast operaie depinde n cea mai mare msur aderena stratului depus. Tehnologia de
pregtire a suprafeelor piesei pentru metalizare depinde de mrimea uzurii i mrimea abaterilor de
form.
n cazul pieselor cu abateri mici de form cnd nu sunt necesare prelucrri mecanice,
suprafeele sunt sablate, obinndu-se astfel att o curire, ct i o rugozitate mare, care asigur o
bun aderen a stratului depus.
Dac piesele au abateri mari de form este necesar prelucrarea acestora n scopul eliminrii
acestor abateri. n scopul mririi aderenei stratului depus, suprafaa pe care se face depunerea se va
prelucra conform soluiilor din fig.15.16 sau realizndu-se striaii sau filete.
a b c
Fig. 15.16
Dac suprafeele care urmeaz a se metaliza sunt prevzute cu guri, canale, etc. care nu
trebuiesc metalizate, acestea se vor acoperi cu dopuri din lemn sau grafit sau cu band adeziv.
Trebuie menionat faptul c timpul scurs ntre operaia de curire sau pregtire a
suprafeelor i metalizarea propriu-zis, nu trebuie s fie mai mare de 3 ore. Dac timpul prevzut
este totui mai mare, suprafeele pregtite se vor acoperi cu o past special neinflamabil.
Ultima operaie de pregtire n vederea metalizrii este prenclzirea. Aceasta se efectueaz
n scopul de a crea condiii mai bune de aderen.
nclzirea oeluriloe nealiate sau slab aliate se face la o temperatur de 100
0
C, iar la fontele
cenuii i oelurile aliate nclzirea se face la 300 - 350
0
C, cnd suprafeele capt o culoare
albastr.
La temperaturi mai mici dect cele menionate este posibil ca stratul intermadiar de difuzie
s aib o grosime mic, rezultnd astfel o aderen slab, ceea ce determin exfolierea stratului
depus.
La temperaturi mai mari se produce oxidarea particulelor depuse sau se pot produce
transformri structurale. n funcie de dimensiunea pieselor i importana lor funcional, nclzirea
se poate face cu flacr oxiacetilenic sau n cuptoare speciale.
15.8.4. Metalizarea propriuzis
Aceast operaie const n depunerea succesiv de straturi de material de adaos, pn la
obinerea dimensiunii dorite.
n cele mai multe cazuri metalizarea se face n dou faze distincte:
a) Metalizarea de protecie care const n depunerea unei pelicule fine din materialul ce
urmeaz a fi depus n primele trei ore de la curirea suprafeelor, n scopul de a proteja suprafaa
piesei mpotriva oxidrii. Grosimea stratului depus la aceast faz este de 0,05 - 0,01 ... .
Un procedeu modern, dar mai scump, de protecie, este depunerea unui strat de molibden cu
grosimea de 0,03 - 0,05 mm, strat ce realizeaz o aderen forte bun a metalului de adaos pe cel al
piesei.
b) Depunerea succesiv a mai multor straturi, pn la obinerea grosimii prescrise. n timpul
depunerii este bine s nu se imprime diuzei de pulverizare o micare alternativ pe distane mici,
pentru a obine o omogenitate mai bun a stratului depus.
Dup metalizare, piesele trebuiesc rcite lent ntr-un cuptor prenclzit sau prin nvelire cu
straturi termoizolante (granule sau plci de azbest).
Pentru realizarea metalizrii se folosesc diverse procedee, dintre care cele mai des utilizate
sunt descrise n continuare.
15.8.5 Pulverizarea termic oxigaz
Este cel mai vechi i cel mai rspndit procedeu. Pentru topirea materialului de adaos
folosete de cele mai multe ori o flacr oxiacetilenic.
Pentru a se realiza metalizarea se folosesc pistolete n diverse variante constructive, dar care
au aceleai pri componente (fig.15.17).[1]
Cele mai utilizate pistolete de metalizare sunt cele realizate de firmele CASTOLIN,
METCO i COLOMANY.
Fig.15.17
1- diuz, 2-tub pentru pulbere, 3- rozet de reglaj, 4-prghie de reglare a poziiei tubului 2, 5-
mner,6- admisie acetilen i oxigen, 7-recipient cu pulbere, 8- ecran de protecie,9- buton reglare
acetilen-oxigen
Ca parametrii de lucru se recomand: distana de pulverizare 180 - 200 mm, viteza periferic
a piesei 20 - 40 m/min, avansul pistoletului 2- 4 mm/rot.
Principalul dezavantaj al acestui procedeu este costul ridicat fa de recondiionarea prin
metalizare cu arc electric, n schimb ofer posibilitatea obinerea de straturi omogene cu duriti
mari, mai ales atunci cnd se utilizeaz ca material de adaos pulberi din carburi metalice
15.8.6 Pulverizarea termic cu jet de plasm
Aceasta se realizeaz printr-un amestec de gaze puternic ionizate. Acest procedeu se
folosete pentru topirea i pulverizarea materialului de adaos, cu jet de plasm.
Datorit temperaturii forte nalte a plasmei (~20.000
0
C) se poate topi orice metal, putndu-
se depune materiale greu fuzibile (W, Mo, Ti) aliaje dure, oxizi de Al, Cr, etc.
Straturile obinute prin pulverizare cu jet de plasm sunt omogene i fr oxizi deoarece
gazele plasmogene utilizate (Ar, N
2
, H
2
, He) sunt inerte.
Principiul procedeului este prezentat n fig. 15.18. [1] n care: 1- este plasamtron, 2- electrod
nefuzibi, 3- sursa de alimentare, 4- Buncr (dozator de pulbere), 5- butelie cu argon, 6- racord ap.
fig. 15.18
Exist ns i plasmatroane cu electrod fuzibil care poate fi conectat la anod sau catod.
Parametrii tehnologici principali la acest procedeu sunt: I = 200 - 300 A, U = 70 V, debitul gazului
generator de plasm 25 - 40 l/min, distana de pulverizare 125 - 250 mm, avansul capului generator
350 - 400 mm/min.
Ca pulberi se pot folosi: oxid de titan, alumin pur (Al
2
O
3
), carbur de wolfram, molibden,
etc.
15.8.7 Pulverizarea termic a metalelor topite n arc electric
La acest procedeu temperatura de topire a materialului de adaos este asigurat de un arc
electric care se formeaz ntre dou srme electrod. Metalul topit este pulverizat pe pies cu ajutorul
unui jet de aer comprimat, purificat de ap i ulei.
Parametrii regimului de lucru sunt: I
s
= 80 - 180 A, U
s
= 25 - 40 V, P
ac
= 2 - 6 daN/cm
2
, d
s
=
1,2 - 3,25 mm, distana diuz - pies 50-60 mm, grosimea stratului depus la o trecere 0,25 mm.
Grosimea total s stratului de metal depus este de 0,5 - 3 mm.
15.8.8 Metalizarea electrochimic
Metalizarea electrolitic const n introducerea piesei ntr-un electrolit ce conine ioni ai
metalului ce urmeaz a se depune, piesa fiind legat la polul negativ (catod) al sursei de alimentare
(fig.15.19 ).[1]
fig.15.19
n funcie de metalul depus, metalizarea poate fi de: cromare, zincare, cadmiere, nichelare,
etc, avnd scopul de protecie anticoroziv sau de ncrcare n vederea recondiionrii.
Pentru durificarea i ncrcarea pieselor uzate, n vederea refacerii dimensiunilor iniiale se
utilizeaz: cromarea dur, nichelarea, feroxarea, depuneri de diferite aliaje.
Duritatea metalelor depuse prin galvanizare este mai mare fa de alte procedee de depunere,
ca urmare a deformrii reelei cristaline i a dimensiunilor mici ale grunilor.
Astfel duritatea nichelului depus electrolitic este de aproximativ 600 HB, pe cnd nichelul
laminat la rece are numai 300 HB, cromul are 900 - 1000 HB depus electrolitic fa de 350 - 500
HB la eleborare.
[Link]
Datorit duritilor mari ce se obin la acoperirile cu crom, cromarea a devenit procedeul cel
mai rspndit la recondiionarea unui mare numr de piese (tijele cilindrilor hidraulici, cilindri
hidraulici, ghidaje, etc.). n funcie de regimul de lucru folosit, la cromare se pot obine straturi cu
grosimi de 0,05 - 0,35 mm, cu duritatea cuprins ntre 40 - 72 HRC.
Tehnologia de recondiionare prin cromare cuprinde urmtoarele operaii:
1) Controlul dimensional i de calitate prin care se stabilete gradul de uzur i existena
unor defecte ale piesei.
2) Prelucrarea mecanic a suprafeelor uzate care se face pentru eliminarea unor abateri de
form i refacerea calitii suprafeei. Prelucrarea se face prin rectificare, fiind urmat de o lefuire
i lustruire cu band abraziv (piesele au fost tratate termic la fabricare).
3) Degresarea se face cu scopul ndeprtrii grsimilor i petelor de vopsea, pentru a asigura
o aderen bun a stratului depus.
4) Montarea piesei n dispozitivul de scufundare n baie.
5) Izolarea suprafeelor ce nu se cromeaz
6) Degresarea electrochimic se face ntr-o baie de sod caustic la o densitate de curent de
6-7 A/dm
2
, timp de 6-7 minute.
7) Decapare anodic (electrochimic) care se face ntr-o baie de electrolit identic cu cel de la
cromare, schimbndu-se polaritatea de cteva ori pe perioade de 7-8 minute (eliminarea oxizilor).
8) Cromarea propriu-zis care poate fi de dou feluri: decorativ protectoare i dur.
Cromarea dur poate fi la rndul ei de dou feluri: neted i poroas.
15.9 Protecia anticoroziv a suprafeelor
15.9.1 Coroziunea metalelor
Prin coroziune se nelege fenomenul de distrugere a metalelor sub aciunea factorilor fizico-
chimici din mediul nconjurtor. Coroziunea se datorete tendinei metalelor de a trece n stare
ionic. Aceast tendin difer mult de la un metal la altul i se poate caracteriza energetic prin
variaia entalpiei libere, G, ce nsoete procesul.
Metalele care au G > 0 sunt stabile termodinamic n prezena oxigenului i a umiditii i se
numesc metale nobile (Au, Pt, Pd). Exist metale care au entalpia liber pozitiv G > 0, numai n
absena oxigenului, acestea fiind metale seminobile (Cu, Hg, Ag). Majoritatea metalelor se
caracterizeaz prin valori negative ale entalpiei libere de oxidare i se gsesc n natur numai
combinate.
Dup mecanismul de desfurare se pot distinge trei tipuri de coroziune: chimic,
electrochimic i biochimic. Coroziunea chimic se datoreaz aciunii gazelor uscate. Coroziunea
electrochimic este provocat de prezena apei i a electroliilor. Coroziunea biochimic este
cauzat de activitatea vital a unor microorganisme care folosesc metalul ca mediu de cultur sau
elimin produi care atac metalul.
n urma coroziunii rezult rugina FeO(OH) (oxid de fier hidratat) sau ali oxizi de fier.
Protecia anticoroziv se poate face prin trei metode:
- aplicarea pe suprafaa metalic a unui strat de protecie care s-l izoleze de mediul
nconjurtor.
- micorarea agresivitii mediului coroziv (folosirea de inhibatori)
- aplicarea de protecii electrochimice (catodice i anodice).
Datorit coroziunii se pierde aproximativ 18% din cantitatea de metale extrase i prelucrate
pe glob ntr-un an. Prin practica anticoroziv se poate ajunge la reducerea pierderilor pn la
90
0
.[18]
15.9.2. Protejare prin acoperiri organice
Materialele folosite n acest scop sunt: polimeri, mase bituminoase, asfalturi, etc. Aplicarea
se face prin pelicule sau ulei. naintea aplicrii stratului de protecie este necesar o pregtire foarte
bun a suprafeei care const n degresare, decapare (ndeprtarea oxizilor) i n unele cazuri
sablarea.
[Link]. Acoperirea cu pelicule
Acoperirea cu pelicule este cunoscut n practic sub denumirea de vopsire i se realizeaz
cu anumite substane capabile s formeze pelicule. Din punct de vedere al compoziiei lor, aceste
materiale sunt: uleiuri vegetale, derivai celulozici, rini naturale i sintetice, etc.
Materialele peliculogene se folosesc sub urmtoarele forme:
- grunduri pentru mrirea aderenei straturilor de vopsea la suprafaa metalic
- chituri pentru egalizarea suprafeelor
- vopsele care dau pelicule mate sau semilucioase i colorate
- emailuri care dau pelicule transparente i lucioase.
Printre metodele industriale de vopsire se deosebesc urmtoarele:
a) Acoperirea prin imersie, care se aplic la piesel mici i mijlocii fabricate n serie. Are
avantajul c pierderile de vopsea se pot recupera uor.
b) Acoperirea prin pulverizare const n aplicarea vopselei prin dispersia sa n particule
foarte mici cu ajutorul aerului comprimat sau a unor pompe care antreneaz aceste particule i le
proiecteaz pe suprafaa piesei. Instalaia de pulverizare cu aer comprimat este compus dintr-un
compresor, un separator de ap i ulei i pistolul de vopsire.
c) Acoperirea n cmp electrostatic se realizeaz prin atragerea particulelor pulverizate de
vopsea sau pudr ncrcate cu sarcini electrice de ctre piesa de vopsit ntr-o instalaie special
Uscarea vopselei depuse se poate realiza prin procese fizice (evaporarea solventului) sau
prin reacii chimice (oxidare i polimerizare).
[Link]. Acoperire cu folii din materiale organice
Se realizeaz cu ajutorul unor folii de elastomeri (cauciucuri naturale i sintetice) i mase
plastice (policlorur de vinil, polietilen, teflon). Aplicarea foliei se face cu ajutorul unor adezivi.
Acoperirea cu folii are avantaje fa de celelalte acoperiri cu materiale organice i anume c
grosimea stratului pretector este mai mare, avnd astfel o rezisten mai mare.
15.9.3. Protejarea prin acoperiri anorganice
[Link]. Protejarea prin acoperiri metalice
Se realizeaz prin depunere sau placare cu un material cu rezisten ridicat la coroziune.
Metodele cele mai des utilizate sunt:
a) metalizarea electrochimic (galvanic) se realizeaz ntr-un electrolit ce conine ionii
metalului care urmeaz s fie depus. Piesa de protejat se introduce n electrolit fiind conectat la
polul negativ, iar metalul de acoperit la anod. Pentru a se realiza metalizarea electrochimic se
folosete urmtoarea tehnologie tip:
- degresarea cu soluii alcaline sau solveni organici
- splarea
- decaparea (ndeprtarea oxizilor) cu soluii acide
- splarea
- depunerea electrochimic
- splarea
- uscarea.
b) metalizare prin cufundare n metal topit
Aceast metod se poate aplica numai folosind metale cu punct de topire sczut (Zn, Sn,
Pb). Tehnologia de depunere este aproape identic cu cea de la metalizare.
c) metalizare prin pulverizare, care const n mprocarea suprafeei piesei cu particule fine
de metal topit.
[Link]. Protejarea prin acoperiri anorganice nemetalice (emailarea)
Emailarea const n aplicarea unei mase sticloase, prin topirea la temperaturi nalte (1200 -
1300
0
C) a unor roci naturale (feldspat, nisip, argil) cu fundani (care scad temperatura de topire) i
oxizi metalici (care dau culoare i aderen). Aplicarea emailului se face prin pulverizare cu pistolul.
Pentru a se putea aplica, piesa trebuie s ndeplineasc anumite condiii ca:
- forma trebuie s fie cilindric sau cu raze mari de racordare
- grosimea pereilor trebuie s fie ct mai uniform
CAPITOLUL 16
PROCESUL TEHNOLOGIC DE ASAMBLARE
16.1. Etapele procesului tehnologic de asamblare
Asamblarea, reprezint totalitatea operaiilor executate dintr-o numit ordine i care constau
n mbinarea i fixarea tuturor pieselor pentru a se obine produsul final, care trebuie s respecte
condiiile de funcionalitate i calitate impuse. Etapele de baz ale asamblrii sunt:
a) Montarea propriu-zis,care reprezint o reuniune a operaiilor de asamblare i a
operaiilor de reglare i ajustare. Operaiile de reglare i ajustare constau n cercetarea funcional
sau dimensional a ansamblului realizat, conform rezultatului operaiei de control. Montarea are ca
scop obinerea unitilor de asamblare de rang superior sau a produsului finit.
b) Manipularea care include toate operaiile de deplasare, de orientare sau de aezare a
pieselor i unitilor de asamblare pe parcursul ntregului proces tehnologic de montaj.
c) Controlul care const n operaii de verificare dimensional i funcional efectuate dup
una sau mai multe operaii de asamblare i manipulare, pe tot parcursul procesului tehnologic.
16.2. Date iniiale necesare proiectrii procesului tehnologic de asamblare
naintea nceperii procesului de asamblare trebuie s se studieze cu atenie desenul de
subansamblu i de ansamblu, condiiile tehnice de ncercri i recepie, programul anual de
producie, termenul de livrare al produsului.
a) Studierea desenului de subansamblu i ansamblu este necesara nainte de proiectarea
procesului tehnologic de asamblare pentru cunoaterea perfect a construciei produsului, a
funcionrii lui, pentru cunoaterea condiiilor tehnice pentru montare, jocuri i strngeri, cotele de
legtur cu piesele sau subansamblele nvecinate, preciziile acestora, cotele i eventual operaiile de
prelucrare care trebuie sa se realizeze la asamblarea produsului.
b) Condiiile tehnice trebuie s conin date privitoare la precizia de asamblare, la calitatea
mbinrilor, la etaneitatea i rigiditatea lor, indicaii referitoare la echilibrarea pieselor in micare,
alte indicaii speciale. Condiiile tehnice pot s conin i indicaii tehnologice referitoare la
metodele de executare a mbinrilor, metodele de control intermediar i final.
c) Programul anual de producie influeneaz maniera de proiectare a tehnologiei de
asamblare, gradul de detaliere a procesului tehnologic. La fabricaia individual i de unicate,
procesul tehnologic de asamblare conine, n prezentare sumar, operaiile necesare, pe cnd la
producia de serie i de mas procesul tehnologic se elaboreaz amnunit, pe operaii, faze, micri
i mnuiri.
d) Termenul de livrare al produsului este necesar a fi cunoscut pentru planificarea corect a
asamblrii produsului, pentru proiectarea i adecvarea structurii organizatorice la termenul
contractual de livrare al produsului.
16.3 Elaborarea procesului tehnologic de asamblare
16.3.1 Unitatea de asamblare
Din punct de vedere al montajului unui produs industrial, elementele structurale ale acesteia
sunt piesele i unitile de asamblare.
Unitatea de asamblare este acel element al produsului obinut prin mbinarea a cel puin
dou piese, cu respectarea cerinelor impuse de precizia de poziie reciproc a pieselor componente.
[19] Una din piesele componente ale unitilor de asamblare are de regul funciunea de baz, n
raport cu care se orienteaz reciproc celelalte piese componente. Unitile de asamblare, n funcie
de complexitatea lor pot fi de mai multe ranguri: rang 1, rang 2, .... , rang k. Cu ct indicele
rangului este mai mare, cu att complexitatea unitii de asamblare este mai ridicat.
Caracteristicile unitii de asamblare sunt:
a) Unitatea de asamblare poate fi montat i demont n elementele componente,
independent de alte elemente constitutive ale produsului.
b) Dup montarea unitilor de asamblare aceasta poate fi manipulat pe parcursul
procesului tehnologic de montaj, ca i cum ar fi o pies.
Pentru constituirea unei uniti de asamblare se vor respecta urmtoarele reguli: [19]
- unitatea de asamblare trebuie s corespund pe ct posibil unui element complex de
funcionalitate distinct n cadrul produsului final. Astfel este posibil ca unitatea de asamblare s
poat fi testat independent pe standuri, nainte de montajul general. Elementele (componentele) de
funcionalitate distinct ale unui utilaj pot fi: elemente de lucru, care acioneaz asupra obiectului
muncii, elemente de conducere-ghidare, care condiioneaz precizia traiectoriei micrii elementului
de lucru: elemente de acionare care transmit energia necesar realizrii lucrului mecanic de ctre
elementul de lucru, elemente de reglare, care determin direct sau indirect parametrii de lucru,
elemente de susinere, care nglobeaz ntr-un ansamblu unitar i funcional toate elementele
componente ale produsului.
- produsul final (utilajul) va fi alctuit dintr-un numr strict necesar de uniti de asamblare,
reducndu-se astfel la minimum posibil, numrul elementelor de legtur ntre unitile de
asamblare i implicit volumul unor eventuale operaii de ajustare.
- unitile de asamblare trebuie astfel alctuite, nct s se poat face o optimizare a
procesului tehnologic de montaj.
- structurarea produsului final pe uniti de asamblare se va concepe innd cont i de
condiiile tehnico-economice i organizatorice.
Avantajele constituirii produsului final n uniti de asamblare de diferite ranguri, sunt n
principal urmtoarele:
- montajul unitilor de asamblare poate fi separat n spaiu i timp, creindu-se astfel
condiiile de cooperare tehnic ntre ntreprinderi i de specializare a produciei.
- timpul de realizare a produsului final scade, datorit posibilitii montajului n paralel a
unitilor de asamblare, eficiena maxim obinnduse atunci cnd se respect condiia egalizrii
timpilor de montaj ai diferitelor uniti de asamblare.
- are loc restabilirea rapid a produsului final, n caz de defectare, prin folosirea reparrii cu
ajutorul metodei modulelor de schimb.
Trebuie menionat faptul c formarea produsului final din uniti de asamblare este de fapt o
concretizare a concepiei modulare n construcia de maini.
16.3.2. Schema de asamblare
Succesiunea operaiilor de montaj a pieselor i unitilor de asamblare este reprezentat
grafic printr-o schem de asamblare (montaj). Aceast schem ndeplinete urmtoarele funciuni
principale:
- ofer o imagine clar asupra tipului i numrului pieselor componente, a unitilor de
asamblare i a ordinii de montaj.
- permite ntocmirea fielor tehnologice de montaj i constituie un mijloc eficace pentru
buna organizare n timp i spaiu a montajului produsului final.
Schemele de montaj se pot ntocmi n dou variante:
a) n care elementul iniial este piesa de baz, iar ca element final produsul considerat i nu
se indic modul de mbinare. Cele dou elemente sunt unite printr-o linie, numit linia asamblrii.
Pe aceast linie sunt trecute n ordinea montajului toate piesele componente ce se monteaz succesiv
la piesa de baz, precum i unitile de asamblare de rang inferior (K-1). Pentru aceste uniti sunt
indicate la rndul lor, piesa de baz i apoi n ordinea montrii toate piesele componente sau
unitile de asamblare de rang inferior (K-2), .a.m.d. (fig.16.1a).[19] Fiecare element component al
unitilor de asamblare de rang K se figureaz sub forma unui dreptunghi ce conine denumirea
reperului sau a unitii de asamblare, numrul reperului i numrul de buci.(fig.16.1b)
a b
Fig.16.1
b) care folosete simboluri (n fig. 16.2 sunt prezentate simbolurile folosite n schema din
fig.16.3) pentru fiecare operaie care se deseneaz adiacent, n cazul unor operaii ce se execut
simultan, iar dac exist o succesiune de timp a operaiilor, aceasta este marcat printr-o sgeat.
Folosind aceste simboluri, o schem de montaj arat ca cea din figura 16.3.[19]
Fig.16.2 Fig. 16.3
16.3.3. Fia tehnologic
Fia tehnologic se ntocmete pentru producia individual i de serie mic i conine
informaii privind operaiile de asamblare n succesiunea lor, principalele date pentru efectuarea
asamblrii, sculele i dispozitivele necesare, categoria de ncadrare a lucrrii, timpul de baz i
unitar necesar.
16.3.4. Planul de operaii
Acesta se ntocmete pentru producia de serie mare i de mas i conine descrierea
amnunit a operaiilor i fazelor necesare asamblrii produsului. n planul de operaii se indic
numrul i denumirea operaiilor i fazelor componente, schie care ilustreaz operaiile de
asamblare, scule, dispozitive i accesorii necesare asamblrii, norme de timp i categorii de
ncadrare, instrumente i verificatoare de control.
16.3.5. Ciclograma asamblrii
Ciclograma asamblrii se ntocmete de regul pentru producia de serie mare i de mas, la
organizarea n flux a produciei. Are rolul de a stabili i apoi de a urmri durata de execuie a
operaiilor de asamblare. Ciclograma se execut n coordonate rectangulare, prezentnd desfurata
n timp a tuturor operaiilor. Asamblarea se poate face succesiv (fig.16.3) sau atunci cnd este
paralele succesiv (fig. 16.4 ).
Fig. 16.3 Fig. 16.4
16.3.6. Organizarea asamblrii
Forma organizatoric a asamblrii se poate stabili n baza urmtoarelor criterii: timpul de
asamblare, ritmul asamblrii, numrul locurilor de munc, condiiile de sincronizare a operaiilor,
masa sau volumul produsului, condiiile de deplasare a produsului, etc. n funcie de aceste criterii
procesul de asamblare este de dou feluri:
a) Asamblarea staionar, care se caracterizeaz prin aceea c produsul staioneaz la unul
sau mai multe locuri de munc, iar muncitorul sau echipa de muncitori se deplaseaz n ordinea
stabilit n fia tehnologic sau planul de operaii. Acest mod de asamblare este caracteristic
produciei de unicat sau serie mic pentru asamblarea unor produse de gabarit i mas mare, cnd
deplasarea produsului este dificil. Din punct de vedere al modului de execuie a operaiilor,
asamblarea staionar se poate realiza cu concentrarea operaiilor sau cu diferenierea lor.
Asamblarea staionar cu concentrarea operaiilor are loc atunci cnd un muncitor sau o echip de
muncitori monteaz n ntregime un produs pe acelai loc de munc. Aceast metod necesit o
suprafa mare de producie pentru depozitarea tuturor pieselor componente. Asamblarea staionar
cu diferenierea operaiilor, are loc atunci cnd un muncitor sau o echip de muncitori execut numai
o operaie sau un grup de operaii, la mai multe locuri de munc, n mod succesiv. Acest tip de
asamblare se poate folosi atunci cnd se monteaz n paralel mai multe produse, pe mai multe locuri
de munc. Sistemul prezint avantajul unei specializri a muncitorilor.
b) Asamblarea mobil, care const n deplasarea de la un loc de munc la altul a pieselor sau
unitilor de asamblare, la fiecare loc executndu-se aceeai operaie. La aceast form de
organizare este specific principiul diferenierii operaiilor. Ambele tipuri de asamblri se
caracterizeaz i din punct de vedere al ritmului, acesta putnd fi liber sau impus.
16.4. Condiii tehnologice n proiectarea pieselor i a subansamblelor, pentru
realizarea unui montaj raional
16.4.1. Condiii privind concepia constructiv a pieselor i modalitile de realizare a
asamblrii
Aceste condiii se refer la cerinele impuse formelor constructive ale pieselor pentru
realizarea unor manipulri i orientri rapide ale acestora, n procesul de montaj. Din acest punct de
vedere se pot face urmtoarele recomandri: [19]
a) Piesele trebuie s aib suficient rigiditate pentru a nu se deforma n timpul transportului
i al montajului.
b) Din punct de vedere al orientrii pieselor la montaj sunt de preferat piesele simetrice
(fig.16.5a).[19], dar dac funcionalitatea pieselor impune adoptarea formelor asimetrice,
nesimetric trebuie s fie foarte accentuat (fig.16.5b ).
a b
Fig.16.5
c) n proiectarea mbinrilor, trebuie evitate supradeterminrile, care se produc atunci cnd
poziiile relative ale unor repere sunt determinate de mai multe suprafee de orientare dect cele
necesare pentru preluarea gradelor de libertate. Astfel la asamblarea cu uruburi cu cap necat a
dou piese (fig.16.6 a), suprafeele de orientare sunt: suprafaa conic a capului urubului i
suprafaa filetat. Ca urmare a preciziei inegale de execuie a celor dou piese, distanele dintre cele
dou axe sunt diferite, impunnd la montaj lucrri de ajustare. Acest neajuns se poate evita prin
folosirea soluiei constructive prezentate n fig.16.6 b, unde sunt prevzute jocuri pentru
compensarea abaterilor la distana dintre axele alezajelor.
a b
Fig. 16.6
d) n cazul ajustrilor presate (fig.16.7), se recomand s se evite presarea pe suprafeele
lungi (fig.16.7a ), pentru a nu deteriora suprafeele conjugate i pentru a micora timpul de montaj.
a b
Fig.16.7
e) Pentru a asigura o asamblare uoar este necesar curirea pieselor de impuriti (achii,
praf, etc.) i teirea tuturor muchiilor ce vin n contact cu suprafeele conjugate. Prin aceast msur
se evit i posibilitatea de gripare (fig.16.8).
g) Asigurarea accesibilitii la montaj se va face prin poziionarea i deplasarea
corespunztoare a modulelor ce se vor monta. Pentru micorarea timpilor de fixare cu uruburi, la
proiectre, se vor adopta soluiile de poziionare a acestora conform variantelor din figura 16.9
Fig.16.8
Fig. 16.9
16.4.2. Condiii de montaj
a) s se evite creerea unor uniti de asamblare care s necesite operaii de demontare nainte
de montajul final. Este de preferat ca toate piesele unei uniti de asamblare s se poat monta
succesiv pe o pies de baz sau pe o unitate de asamblare de rang inferior.
b) s se reduc la minimum numrul de piese din care se compune ansamblul, reducere
efectuat prin analiza funciei ndeplinit de fiecare pies. Nu se vor acumula ns prea multe funcii
asupra unei piese, deoarece ar conduce la o construcie complicat cu tehnologicitate sczut.
c) se va reduce numrul organelor de asamblare n vederea micorrii timpului de montaj.
d) asamblarea trebuie conceput astfel nct s poat fi mecanizat i automatizat. Sunt de
preferat, cnd sunt posibile nurubrile, nituirile, presrile, bordurrile n locul lipirilor sau
sudrilor.
16.4.3. Condiii privind lanurile de dimensiuni
a) Se va reduce la minimul necesar funcional numrul elementelor lanului de dimensiuni.
Prin reducerea numrului de elemente a lanului de dimensiuni se micoreaz tolerana cotei de
nchidere a lanului, crescnd precizia asamblrii. Aceast reducere se poate realiza prin nlocuirea
unui lan cu multe dimensiuni cu dou sau mai multe lanuri cu dimensiuni mai puine (fig.16.11).
Fig.16.11
b) La rezolvarea lanurilor de dimensiuni prin metoda reglrii, elementele de reglare trebuie
astfel montate nct s nu-i modifice poziia n timpul operaiilor de reglare sau n timpul
funcionrii. Astfel n ansamblul din figura 16.12 reglarea ntinderii curelei se poate face cu aibele
de reglaj A i B. Dac s-ar folosi pentru reglaj aibele cu diametrul mare (A), acestea ar putea s
cad i s modifice poziia flanei de strngere.
Fig.16.12
c) Este recomandabil conceperea produsului astfel nct rezolvarea lanurilor de dimensiuni
s se realizeze prin reglarea cu compensatori fici sau mobili i nu prin metoda ajustrii, care
implic ntreruperea procesului de montaj.
d) Dac abaterile ce trebuie compensate sunt relativ mari, rezolvarea lanului de dimensiuni
se va face prin metode particulare.
BIBLIOGRAFIE
[1]. Bejan V. Tehnologia fabricrii i a reparrii utilajelor tehnologice. Vol. I i II. Oficiul de
informare documentar pentru industria construciilor de maini. Bucureti,1991
[2]. Bibu N. Managementul sistemelor flexibile de montaj. O provocare afirmei viitorului,
Editura SEDODA, Timioara, 1998
[3]. Brgaru A., .a. Optimizarea proceselor i echipamentelor tehnologice, Editura Didactic
i .Pedagogic. Bucureti,1996
[4]. Ciocrdia C., Zgur Gh. Tehnologia prelucrrii carcaselor. Editura Tehnic.
Bucureti,1975
[5]. Ciocrdia C. .a. Bazele elaborrii proceselor tehnologice n constructia de maini.
Editura Didactic i .Pedagogic,1983
[6]. Drghici C. Bazele teoretice ale proiectrii proceselor tehnologice. Editura Tehnic. 1971
[7]. Epureanu Al. Tehnologia construciilor de maini. Editura Didactic i .Pedagogic. 1983
[8]. Gavrila I. .a. Tehnologia pieselor de tip arbore, buc i disc pe maini unelte clasice i
cu comand program. Editura Tehnic. 1975
[9]. Gavrila I., .a Tehnologia construciei de maini, vol I, II i III, I.P.B. Bucureti,1988
[10]. Lungu Ioan Generarea suprafeelor prin achiere. Editura Ovidius University Press,
Constana,2000
[11]. Lungu Ioan Studii i cercetri privind optimizarea prelucrrii mecanice a oelurilor
inoxidabile, Tez de doctorat, Universitatea Politehnica, Bucureti,1997
[12]. Neagu C.,.a. Bazele tehnologiei construciei de maini. Editura PACO. Bucureti 1999
[13]. Neagu C. .a Tehnologia construciei de maini. Editura MATRIX ROM, Bucureti, 2002
[14]. Pico >, .a. Prelucrabilitatea prin achiere a aliajelor feroase. Editura Tehnic, Bucureti
1981.
[15]. Pico C. .a - Tehnologia construciilor de maini. Editura Tehnic. Bucureti, 1984
[16]. Pico C. .a Proiectarea tehnologiilor de prelucrare mecanic prin aschiere. Vol. I i II.
Editura UNIVESITAS, Chiinu. 1992
[17]. Platon V. Sisteme avansate de producie, Editura Tehnic, Bucureti, 1990
[18]. Raeev D., Oprean I. Tehnologia fabricrii i reparrii utilajului tehnologic. Editura
Didactic i Pedagogic. Bucureti, 1983
[19]. Rusu St., .a. Tehnologia fabricarii mainilor i utilajelor pentru construcii. Editura
Tehnic,1990
[20]. Spineanu Ulm Automatizarea controlului dimensiunilor n costrucia de maini. Editura
Tehnic. Bucureti, 1987
[21]. Stnescu I., Tache V. Dispozitive pentru maini unelte. Proiectare, costrucie. Editura
Tehnic.,1979
[22]. Tache V. .a. Indrumar de laborator la proiectarea dispozitivelor. I.P.B, 1976
[23]. Vlase A. Tehnologii de prelucrare pe strunguri. Editura Tehnic. Bucureti, 1989
[24]. Vlase A. Tehnologia construciilor de maini. Editura Tehnic Bucureti,1996.
[25]. Vlase A. .a. Tehnologii de prelucrare pe maini de danturat. Editura Tehnic.
Bucureti,1998.
[26]. Zgur G. . A. Tehnologia sudrii prin topire. Editura Didactic i Pedagogic. Bucureti,
1983
S-ar putea să vă placă și
- Bazele Tehnologiilor de Fabricatie in CoÎncă nu există evaluăriBazele Tehnologiilor de Fabricatie in Co191 pagini
- Bazele Tehnologiilor de Fabricare - TCM I - Partea I100% (2)Bazele Tehnologiilor de Fabricare - TCM I - Partea I176 pagini
- Proiect Tehnologia Constructiilor de Masini: Indrumator: Student: Dr. Ing. HERGHELEGIU Eugen Mosnegutu Dan - ConstantinÎncă nu există evaluăriProiect Tehnologia Constructiilor de Masini: Indrumator: Student: Dr. Ing. HERGHELEGIU Eugen Mosnegutu Dan - Constantin26 pagini
- Transmisii Cu Suruburi - Calcul Si ProiectareÎncă nu există evaluăriTransmisii Cu Suruburi - Calcul Si Proiectare98 pagini
- Proiect - TFE - Trandafir Alex 631AAÎncă nu există evaluăriProiect - TFE - Trandafir Alex 631AA32 pagini
- Proiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreÎncă nu există evaluăriProiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui Arbore21 pagini
- Proiect Roata Dintata Cu Dantura Interioara0% (1)Proiect Roata Dintata Cu Dantura Interioara30 pagini
- Lucrarea N3 - Prelucrarea Pe Masini-Unelte de GauritÎncă nu există evaluăriLucrarea N3 - Prelucrarea Pe Masini-Unelte de Gaurit26 pagini
- Curs Desen Tehnic Și Infografică Stanciu RizeaÎncă nu există evaluăriCurs Desen Tehnic Și Infografică Stanciu Rizea406 pagini
- 1.4.2. Alegerea Semifabricatelor: Cursul 3 Procese Tehnologice de Prelucrare Și Control 1Încă nu există evaluări1.4.2. Alegerea Semifabricatelor: Cursul 3 Procese Tehnologice de Prelucrare Și Control 13 pagini
- Bazele Tehnologiilor de Fabricare În Construcţia de Maşini: Lucian GramaÎncă nu există evaluăriBazele Tehnologiilor de Fabricare În Construcţia de Maşini: Lucian Grama186 pagini
- Sisteme Flexibile Pe Prelucrari Prin Aschiere100% (5)Sisteme Flexibile Pe Prelucrari Prin Aschiere76 pagini
- Bazelele Tehnologiilor de FabricareÎncă nu există evaluăriBazelele Tehnologiilor de Fabricare82 pagini
- Echipamente Si Tehnologii de FabricatieÎncă nu există evaluăriEchipamente Si Tehnologii de Fabricatie218 pagini
- Iozsa & Bejan - Fabricarea Si Repararea Industriala A AutovehiculelorÎncă nu există evaluăriIozsa & Bejan - Fabricarea Si Repararea Industriala A Autovehiculelor66 pagini
- FD 56.00 Tehnologii de Fabricatie II RI BNÎncă nu există evaluăriFD 56.00 Tehnologii de Fabricatie II RI BN4 pagini
- 09-Picos, C. S.a.-Proiectarea Tehnologiilor de Prelucrare Mecanica Prin Aschiere-Vol. 1 (Partea I)Încă nu există evaluări09-Picos, C. S.a.-Proiectarea Tehnologiilor de Prelucrare Mecanica Prin Aschiere-Vol. 1 (Partea I)329 pagini
- TCM 8 Tehnologia Constructiilor de Masini IIIÎncă nu există evaluăriTCM 8 Tehnologia Constructiilor de Masini III6 pagini
- 15 - Managementul Fabricarii ProduselorÎncă nu există evaluări15 - Managementul Fabricarii Produselor140 pagini