Documente Academic
Documente Profesional
Documente Cultură
Sisteme de Productie
Încărcat de
Tonya StewartDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Sisteme de Productie
Încărcat de
Tonya StewartDrepturi de autor:
Formate disponibile
Sisteme de productie rezumat
Conf. Luminita Duta
SISTEME DE PRODUCTIE
I. CARACTERISTICI
Orice unitate de producie are ca obiectiv principal producerea de bunuri materiale i servicii care se realizeaz prin desfurarea unor procese de producie. Coninutul activitii de producie are un caracter complex i cuprinde att activiti de fabricaie propriu-zise ct i activiti de laborator, de cercetare i asimilare n fabricaie a noilor produse etc. Conceptul de proces de producie poate fi definit prin totalitatea aciunilor contiente ale angajailor unei ntreprinderi, ndreptate cu ajutorul diferitelor maini, utilaje sau instalaii asupra materiilor prime, materialelor sau a altor componente n scopul transformrii lor n produse, lucrri sau servicii cu o anumit valoare de pia. Sistemul de productie este format din procesul de productie si totalitatea resurselor fizice care il deservesc. Procesul de producie este format din: procesul tehnologic ; procesul de munc. Procesul tehnologic este format din ansamblul operaiilor tehnologice prin care se realizeaz un produs sau repere componente ale acestuia. Procesul tehnologic modific att forma i structura ct i compoziia chimic a diverselor materii prime pe care le prelucreaz. Procesele de munc sunt acele procese prin care factorul uman acioneaz asupra obiectelor muncii cu ajutorul unor mijloace de munc. Pe lng procesele de munc n unele ramuri industriale exist i procese naturale n cadrul crora obiectele muncii sufer transformri fizice i chimice sub aciunea unor factori naturali (industria alimentar procese de fermentaie, industria mobilei - procese de uscare a lemnului etc.). innd seama de aceste componente, conceptul de proces de producie mai poate fi definit prin totalitatea proceselor de munc, proceselor tehnologice i a proceselor naturale ce concur la obinerea produselor sau la execuia diferitelor lucrri sau servicii. Procesul de producie poate fi abordat i sub raport cibernetic, fiind definit prin trei componente: - intrri; - ieiri; - realizarea procesului de producie. n acest sistem, procesul de producie transform, sub supravegherea omului, factorii de producie (materii prime, unelte de munc), intrrile, n bunuri economice (produse, lucrri, servicii), care constitue ieirile din sistem.
Sisteme de productie rezumat
Conf. Luminita Duta
Componentele procesului de producie pot fi clasificate dup mai multe criterii: - n raport cu modul de participare la executarea diferitelor produse, lucrri sau servicii n procesul de munc ce constituie principala component a unui proces de producie, procesele de producie se clasific n: a) procesele de munc de baz, prin care se neleg acele procese care au ca scop transformarea diferitelor materii prime i materiale n produse, lucrri sau servicii care constituie obiectul activitii de baz a ntreprinderii; b) procesele auxiliare sunt acelea care, prin realizarea lor, asigur obinerea unor produse sau lucrri care nu constituie obiectul activitii de baz a ntreprinderii, dar care asigur i condiioneaz buna desfurare a proceselor de munc de baz; c) procesele de munc de servire au ca scop executarea unor servicii productive care nu constituie obiectul activitii de baz sau activiti auxiliare dar care prin realizarea lor condiioneaz buna desfurare att a activitii de baz, ct i a celor auxiliare. - n raport cu modul n care se execut, se disting: a) procese manuale sunt cele n care aciunea manual a omului este preponderent (ex. ncrcarea - descrcarea manual a materiilor prime, semifabricatelor, produselor finite etc.) b) procese manual mecanice sunt cele n care transformarea materiilor prime i materialelor se face de ctre maini i utilaje, muncitorul trebuind doar s observe funcionarea i s conduc respectivele maini. c) procese de aparatur sunt acele procese de producie n care executantul are sarcina de a urmri i regla maini, aparate, utilaje i instalaii care prelucreaz materiile prime i materialele n vederea obinerii produsului finit. Aceste procese sunt, n general, de natur fizic i fizico-chimic, fiind specifice industriei chimice (ex. neutralizarea, oxidarea, evaporarea, uscare etc.) - n raport cu modul de obinere a produselor finite din materii prime, exist: a) procese directe atunci cnd produsul finit se obine ca urmare a efecturi unor operaii succesive asupra aceleai materii prime; b) procese sintetice atunci cnd produsul finit se obine din mai multe feluri de materii prime, dup prelucrri succesive; c) procese analitice cnd dintr-un singur fel de materii prime se obine o gam larg de produse. - n raport cu natura tehnologic a operaiilor efectuate, procesele de producie sunt: a) procese chimice care se efectueaz n instalaii nchise ermetic i n care are loc transformarea materiilor prime n produse finite n urma unor reacii chimice, fizice termochimice sau electrochimice (ex. procese din industria
Sisteme de productie rezumat
Conf. Luminita Duta
chimic, procese de obinere a aluminiului, a maselor plastice, a oelului i fontei). b) procese de schimbare a configuraiei sau formei prin operaii de prelucrare mecanic a materiilor prime cu ajutorul unor maini (ex. strunjirea, frezarea, etc.) c) procese de asamblare (ex. lipirea, sudarea) d) procese de transport. - n raport cu natura activitii desfurate, procesele de producie sunt: a) procese de producie propriu-zise, n care are loc trasformarea efectiv a materiilor prime i materialelor n bunuri economice. b) procese de depozitare sau magazinaj c) procese de transport. Diferitele procese i operaii elementare se reunesc ntr-un anumit mod formnd un flux de producie specific fabricrii diferitelor produse sau executrii diferitelor lucrri sau servicii. II. TIPURI DE PRODUCIE Prin tip de producie se nelege o stare organizatoric i funcional a ntreprinderii, determinat de nomenclatura produselor fabricate, volumul produciei executate pe fiecare poziie din nomenclatur, gradul de specializare a ntreprinderii, seciilor i locurilor de munc, modul de deplasare a diferitelor materii prime, materiale, semifabricate de la un loc de munc la altul. n practic se disting 3 tipuri de producie: - tipul de producie n serie, - tipul de producie n mas, - tipul de producie individual. Practica arat ns, c n cadrul ntreprinderilor de producie industrial nu exist un tip sau altul de producie n formele prezentate, ci n cele mai multe cazuri pot s coexiste elemente comune din cele trei tipuri de producie. n acest caz, metoda de organizare a produciei va fi adecvat tipului de producie care are cea mai mare pondere n ntreprindere, precum i n funcie de condiiile concrete existente. Tipul de producie n serie Tipul de producie n serie este i el de mai multe feluri, n funcie de mrimea lotului de fabricaie, i anume: tipul de producie de serie mare; tipul de producie de serie mijlocie; tipul de producie de serie mic. Caracteristici: acest tip de producie este specific ntreprinderilor care fabric o nomenclatur relativ larg de produse, n mod periodic i n loturi de fabricaie de mrime mare, mic sau mijlocie;
Sisteme de productie rezumat
Conf. Luminita Duta
gradul de specializare al ntreprinderii sau locurilor de munc este mai redus att la tipul de serie mare, fiind mai ridicat sau mai sczut n funcie de mrimea seriilor de fabricaie; deplasarea produselor de la un loc de munc la altul se face cu mijloace de transport cu deplasare discontinu (pentru seriile mici de fabricaie) crucioare, electrocare, etc. sau cu mijloace cu deplasare continu, pentru seriile mari de fabricaie; locurile de munc sunt amplasate dup diferite criterii n funcie de mrimea seriilor de fabricaie. Astfel, pentru serii mari de fabricate locurile de munc sunt amplasate dup criteriul liniilor tehnologice, iar pentru seriile mici de fabricaie dup criteriul grupelor omogene de maini. n cazul tipului de producie de serie, de fapt, se ntlnesc caracteristici comune att tipului de producie de mas, ct i tipului de producie individual (unicate). Tipul de producie de mas n cadrul ntreprinderilor de producie, tipul de producie de mas ocup nc o pondere nsemnat. Acest tip de producie se caracterizeaz prin urmtoarele: fabricarea unei nomenclaturi reduse de produse, n mod nentrerupt i n cantiti mari sau foarte mari; specializare nalt att la nivelul locurilor de munc, ct i la nivelul ntreprinderii; deplasarea produselor de la un loc de munc la altul se face bucat cu bucat, n mod continuu cu ajutorul unor mijloace de transport specifice, cu deplasare continu de felul benzilor rulante, conveiere sau planuri nclinate; din punct de vedere organizatoric, locurile de munc i fora de munc care le utilizeaz au un grad nalt de specializare fiind amplasate n succesiunea operaiilor tehnologice sub forma liniilor de producie n flux; Tipul de producie de mas creeaz condiii foarte bune pentru folosirea pe scar larg a proceselor de producie automatizate, cu efecte deosebite n creterea eficienei economice a ntreprinderii. Tipul de producie individual (unicate) Acest tip de producie capt n prezent o amploare din ce n ce mai mare, datorit diversificrii ntr-o msur foarte ridicat a cererii consumatorilor. Caracteristici: fabricarea unei nomenclaturi foarte largi de produse, n cantiti reduse, uneori chiar unicate; repetarea fabricrii unor produse are loc la intervale de timp nedeterminate, uneori fabricarea acestora putnd s nu se mai repete vreodat;
Sisteme de productie rezumat
Conf. Luminita Duta
utilajele din dotare au un caracter universal, iar personalul care le utilizeaz o calificare nalt; deplasarea produselor ntre locurile de munc se face bucat cu bucat sau n loturi mici de fabricaie, cu ajutorul unor mijloace de transport cu deplasare discontinu; amplasarea locurilor de munc n seciile de producie se face conform principiului grupelor omogene de maini. Existena n cadrul ntreprinderii a unui tip de producie sau altul determin n mod esenial asupra metodelor de organizare a produciei i a muncii, a managementului, a activitii de pregtire a fabricaiei noilor produse i a metodelor de eviden i control a produciei. Astfel, pentru tipul de producie de serie mare i de mas, metoda de organizare a produciei este sub forma liniilor de producie n flux, iar pentru tipul de producie de serie mic i individual organizarea produciei se face sub forma grupelor omogene de maini. Pentru tipul de producie de serie mijlocie se folosesc elemente din cele dou metode prezentate anterior. III. METODE DE ORGANIZARE A PRODUCIEI DE BAZ Pornind de la marea diversitate a ntreprinderilor care i desfoar activitatea n cadrul economiei naionale, se pot stabili anumite metode si tehnici specifice de organizare a acestora pe grupe de ntreprinderi, avndu-se n vedere anumite criterii comune. Asupra metodelor de organizare a produciei de baz are influena gradul de transformare a produselor finite, precum i gradul de complexitate a operaiilor procesului tehnologic. Primul tip de organizare a produciei de baza este organizarea produciei n flux pe linii de fabricaie specific ntreprinderilor care fabric o gam redus de feluri de produse n mas sau n serie mare. n aceste cazuri, organizarea produciei n flux se caracterizeaz n metode i tehnici specifice cum sunt: organizarea pe linii tehnologice pe band, pe linii automate de producie i ajungndu-se n cadrul unor forme agregate superioare la organizarea pe ateliere, secii sau a ntreprinderii n ansamblu cu producia n flux n condiiile unui grad nalt de mecanizare i automatizare. Organizarea produciei n flux se caracterizeaz prin: - divizarea procesului tehnologic pe operaii egale sau multiple sub raportul volumului de munc i precizarea celei mai raionale succesiuni a executrii lor; - repartizarea executrii unei operaii sau a unui grup restrns de operaii pe un anumit loc de munc; - amplasarea locurilor de munc n ordinea impus de succesiunea executrii operaiilor tehnologice; - trecerea diferitelor materii prime, piese i semifabricate de la un loc de munc la altul n mod continuu sau discontinuu, cu ritm reglementat sau liber, n raport cu gradul de sincronizare a executrii operaiilor tehnologice;
Sisteme de productie rezumat
Conf. Luminita Duta
executarea n mod concomitent a operaiilor la toate locurile de munc, n cadrul liniei de producie n flux; deplasarea materialelor, a pieselor, semifabricatelor sau produselor de la un loc de munc la altul prin mijloacele de transport adecvate; executarea n cadrul formei de organizare a produciei n flux a unui fel de produs sau pies sau a mai multor produse asemntoare din punct de vedere constructiv, tehnologic i al materiilor prime utilizate.
Organizarea produciei n flux se poate defini ca acea form de organizare a produciei caracterizat prin specializarea locurilor de munc n executarea anumitor operaii, necesitate de fabricarea unui produs, a unor piese sau a unui grup de produse sau piese asemntoare prin amplasarea locurilor de munc n ordinea impus de succesiunea executrii operaiilor i prin deplasarea produselor sau pieselor de la un loc de munc la altul, cu mijloace adecvate de transport; ntregul proces de producie desfurndu-se sincronizat, pe baza unui model unic de funcionare, stabilit anterior. Organizarea fabricrii produselor dup metoda produciei individuale i de serie mic n cadrul agenilor economici exist o serie de uniti economice care execut o gam larg de produse, n loturi foarte mici sau unicate. Aceast situaie impune adoptarea unui sistem i a unor metode de organizare a produciei de baz care s corespund cel mai bine realizrii de produse unicat sau n serii mici. Principalele caracteristici ale acestui mod de organizare sunt: - Organizarea unitilor de producie dup principiul tehnologic. Conform acestei metode de organizare unitile de producie se creeaz pentru efectuarea anumitor stadii ale procesului tehnologic, iar amplasarea unitilor i a utilajelor din cadrul lor se face pe grupe omogene de maini. n acest caz, dotarea locurilor de munc se face cu maini universale care s permit efectuarea tuturor operaiunilor tehnologice la o mare varietate de produse. - Trecerea de la o operaie la alta a produsului are loc bucat cu bucat. n acest caz, exist ntreprinderi foarte mari n procesul de producie, ceea ce determin cicluri lungi de fabricaie i stocuri mari de producie neterminat. - Pentru fabricarea produselor se elaboreaz o tehnologie n care se vor stabili urmtoarele aspecte: a) felul i succesiunea operaiunilor ce vor fi executate; b) grupele de utilaje pe care vor fi executate operaiile; c) felul SDV-urilor ce vor fi utilizate. Aceast tehnologie urmeaz a se definitiva pentru fiecare loc de munc. - Pentru proiectarea tehnologiei de fabricaie se folosesc normative grupate, evideniindu-se elaborarea de tehnologii detaliate care ar necesita o mare perioad de timp i costuri ridicate.
Sisteme de productie rezumat
Conf. Luminita Duta
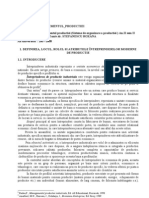
IV. METODE MODERNE DE ORGANIZARE A PRODUCIEI n condiiile creterii concurenei, pe pia a aprut necesitatea dezvoltrii unor sisteme care s produc pe principiile produciei n flux, dar n condiiile produciei de serie, deci a unor sisteme integrate de organizare a produciei. Ele se ntlnesc sub diverse denumiri, precum: programare liniar metoda PERT metoda CPM (metoda drumului critic ) metoda Just in Time (J.I.T.) Programarea liniar este folosit n optimizarea alocrii resurselor. Programarea liniar ine cont de dou elemente: obiective i restricii. Programarea liniar poate fi folosit n gestiunea produciei pentru rezolvarea unor probleme: - de repartizare a produciei pe diferite maini n condiiile maximizrii profitului; - privind transportul produselor ntre locurile de munca i ntre acestea i punctele de distribuie; - de determinare a cantitilor din diverse bunuri ce trebuie produse. Metoda PERT (Program Evaluation and Review Technique Tehnica Evalurii Repetate a Programului). Se aplic n cazul produciei de unicate complexe i de mare importan, la care operaiile succesive trebuie realizate prin respectarea restriciilor de prioritate i de termene. Diagrama PERT conine informaii despre sarcinile dintr-un proiect, perioadele de timp pe care se ntind, i dependenele dintre ele. Forma grafic este o reea de noduri conectate de linii direcionale (numit i reeaua activitilor). Nodurile sunt cercuri sau patrulatere i reprezint evenimente sau borne (milestones) din proiect. Fiecare nod este identificat de un numr. Liniile direcionale, sau vectorii care leag nodurile reprezint sarcinile proiectului, iar direcia vectorului arat ordinea de desfurare a sarcinilor. Fiecare sarcin este identificat printrun nume sau printr-un indice, are reprezentat durata necesar pentru finalizare, i, n unele cazuri, chiar numrul de persoane responsabile i numele lor (figura1).
Sisteme de productie rezumat
Conf. Luminita Duta
Redactare coninut
3 4
4 Activitate fictiv
3
5
Activitate fictiv
2
1 Design brour
1
3
3
8
1
9
Selectare voluntari
Instruire echipe
mprire brouri
Evaluare
Figura1 Diagrama PERT a unei campanii de informare prin brouri (faza primar) Simbolurile diagramei - Activitate sau sarcin din cadrul unui proiect. In dreptul unei 8 sarcini trebuie precizat numrul de uniti de timp (cel mai adesea zile, ins pot fi sptmni, luni, ore, etc.) necesare pentru finalizare (8 zile). - Eveniment sau situaie care survine la sfritul uneia sau mai 3 multor sarcini. 5/ 2 Numrul de deasupra este indicele evenimentului (3). /7 Numerele de jos reprezint, n ordine: data (numrul de zile de la nceputul proiectului) la care poate surveni cel mai devreme evenimentul (5) / marja de timp acceptabil pentru ntrzieri (2) / data limit la care poate surveni evenimentul (7) X Y - Sarcina X trebuie finalizat nainte de nceperea sarcinii Y. Y - Dintr-un nod pot s plece mai multe sarcini. n acest caz, sarcinile se numesc paralele sau concurente. De asemenea, pot exista mai multe sarcini convergente n acelai nod. - Z este o activitate fictiv. Acest lucru arat c cele dou evenimente pe care le leag sunt dependente n timp, ns nu este nevoie de o activitate special, care s necesite resurse, pentru a ajunge de la unul la celalalt. De multe ori activitile fictive sunt folosite pentru c nu pot s existe dou sarcini cu aceleai noduri de nceput i de sfrit.
Z X
Activitile fictive nu reprezint nici o activitate real i au durata 0, dar acioneaz ca o constrngere logic pentru activitile care urmeaz dup ea.
Sisteme de productie rezumat
Conf. Luminita Duta
Respectiv activitile care pleac din nodul ctre care duce o activitate fictiv nu pot ncepe nainte ca evenimentul de la care pleac acea activitate fictiv s fi survenit. n exemplul din figura 1, activitatea de mprire a brourilor nu poate s nceap nainte de terminarea activitilor de tiprire a brourilor i de instruire a echipelor de voluntari. Modul de folosire al analizei PERT Cel mai important concept al analizei PERT este drumul critic. Drumul critic = acel drum de la nceputul la sfritul reelei, a crui activitate nsumeaz un total de timp mai mare dect orice alt drum din reea. Drumul critic este o baz pentru stabilirea calendarului unui proiect, deoarece durata total a unui proiect nu poate s fie mai mic dect timpul total al drumului critic. Totodat ntrzierile n activitile componente ale drumului critic pot pune n pericol ntregul proiect. De aceea este necesar ca acestor activiti s li se acorde o atenie mult mai mare. Etapele n analiza PERT: Analiza PERT poate fi mprit n trei etape: 1. Planificarea: - identificarea sarcinilor i estimarea necesarului de timp pentru acestea - aranjarea sarcinilor i a evenimentelor ntr-o secven fezabil - desenarea diagramei 2. ncadrarea n timp: stabilirea, acolo unde este posibil, a datelor de nceput i de sfrit calcularea datelor minime posibile, a datelor maxime permise i a marjelor de timp pentru fiecare eveniment. Acest lucru se face lucrnd de la stnga la dreapta i apoi de la dreapta la stnga diagramei (vezi regulile 7 i 8) evaluarea oportunitii planificrii propuse i, dac este necesar, revizuirea ei
3. Analiza: -
Sisteme de productie rezumat
Conf. Luminita Duta
Tiprire brouri Redactare coninut 4 6/ 0 / 6
4
2 2/ 0 / 2
6 9/ 0 / 9
3
5 5/ 1 / 6
2
1 0/ 0 / 0 Design broura
2
3 2/ 6 / 8
7 9/ 0 / 9
8 12/ 0 / 12
9 13/ 0 / 13
Selectare voluntari Instruire echipe mprire brouri Evaluare
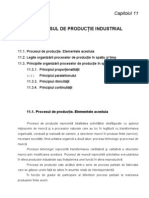
Figura 2 arat cum a evoluat analiza din diagrama iniial. Dup cum se observ, drumul critic este 1 2 4 6/7 8 9, deoarece timpul cumulat al acestui drum este cel mai mare, respectiv 13 zile. Exist dou evenimente care nu se afl pe drumul critic: 3 i 5. n cazul evenimentului 3, exist o marj mare de timp ntre data minim posibil i data maxim permis (8 2 = 6). Asta nseamn c pentru activitatea 1 3, n funcie de planificarea ei n timp, este acceptabil o ntrziere de pn la 6 zile, ns nefinalizarea ei mai devreme de ziua a 8-a a proiectului ar pune serios n pericol desfurarea activitilor ulterioare. Analiza reelei activitilor permite calcularea spaiului n care pot pluti activitile, respectiv marja de timp cu care poate fi ntrziat o activitate fr ca acest lucru s duc la ntrzieri ale proiectului n ansamblu. Cum se realizeaz n mod concret analiza PERT? Exist posibilitatea s se utilizeze un soft specializat de management al proiectului, care pune la dispoziie mult mai multe faciliti n privina informaiilor incluse n analiz. Pentru nceput se listeaz activitile, durata lor i dependenele. (tabelul 1)
Sisteme de productie rezumat
Conf. Luminita Duta
Tabelul 1 Sarcini A B C D E F G H I J
Locul de desfurare
Depinde de C B, F E E G
Durata 2 2 4 3 3 4 1 3 2 1
Regulile care trebuie respectate n efectuarea analizei PERT 1. Exist un singur eveniment de start i un singur eveniment de sfrit, 2. Reeaua nu are ntreruperi, i ea trebuie desenat lund n calcul dependenele identificate, 3. Evoluia n timp a sarcinilor este reprezentat de la stnga la dreapta, 4. Nu pot s existe dou sarcini care leag aceleai dou evenimente, 5. Evenimentele au un numr de identificare unic (n consecin i sarcinilor le va corespunde cte o identificare unic, respectiv numerele celor dou evenimente pe care le leag), 6. Un eveniment de pe drumul critic are data minim posibil, data maxim permis i marja de timp 0 7. Stabilii data minim posibil i data maxim permis a evenimentului de start la 0. Lucrnd de la evenimentul de start nspre dreapta, se calculeaz datele minime posibile pentru evenimentele imediat urmtoare. Adugai la datele minime posibile ale evenimentelor anterioare, timpul necesar pentru sarcinile intermediare, pentru a ajunge la datele minime posibile ale evenimentelor posterioare. Acolo unde evenimentele posterioare au mai multe sarcini dependente, se face calculul pe fiecare ramur i este pus rezultatul cel mai mare. 8. Stabilii data minim posibil i data maxim permis a evenimentului final la suma timpului pe drumul critic. Lucrnd de la evenimentul final nspre stnga se calculeaz datele maxime permise. Scdei timpul necesar activitilor intermediare din datele maxime permise ale evenimentelor posterioare pentru a obine datele maxime permise pentru evenimentele anterioare. Acolo unde evenimentele anterioare
Sisteme de productie rezumat
Conf. Luminita Duta
au mai multe activiti care pornesc de la ele, se face calculul pe fiecare ramura i este pus rezultatul cel mai mic. 9. Marja de timp este calculat fcnd diferena dintre data maxim permis i data minim posibil . 10. Pentru a face calculul mai uor putei scrie n dreptul activitilor fictive cifra 0 (nu e nevoie de resurse pentru a ajunge de la un eveniment la altul). Observaii finale legate de diagrama PERT Din diagram nu trebuie omise evenimente ca: evalurile intermediare, diversele aprobri, testarea de ctre utilizatori etc. Timpul necesar pentru a finaliza astfel de activitati nu trebuie subestimat atunci cnd se planific un proiect. O evaluare poate dura uneori 1 2 sptmni. Pentru a obine aprobri din partea managementului sau a utilizatorilor poate dura chiar i mai mult. Atunci cnd realizai un plan, asigurai-v c includei activitatea pentru scrierea i editarea documentaiei, pentru scrierea i editarea rapoartelor de proiect, pentru multiplicarea rapoartelor etc. Aceste sarcini sunt n general consumatoare de timp, aa c nu trebuie sa fie subestimat timpul necesar pentru a le finaliza. Multe diagrame PERT se termin la evenimentele majore legate de evaluare. Sunt organizaii care includ n ciclul de via al unui proiect i evaluri ale finanrii. n acest caz, fiecare diagrama trebuie s se termine n nodul de evaluare. Evalurile finanrii pot afecta un proiect prin aceea c pot duce la o cretere a finanrii, caz n care trebuie s fie implicai mai muli oameni n proiect sau la o scdere a finanrii, caz n care vor fi disponibili mai puini oameni. n mod logic, un numr mai mare sau mai mic de oameni va afecta timpul necesar pentru finalizarea proiectului.
Sisteme de productie rezumat
Conf. Luminita Duta
V. Metoda CPM. (Critical Path Method), Metoda Drumului Critic Principiul analizei drumului critic const n divizarea unui proiect (aciuni complexe) n pri componente, la un nivel care s permit corelarea logic i tehnologic a acestora, adic s fac posibil stabilirea interaciunilor ntre prile componente. Aceste pri componente sunt activitile unor aciuni complexe. La definirea listei de activiti specialistul care particip la aceast operaie folosete experiena sa pentru a rspunde, pentru fiecare activitate la ntrebrile: ce alte activiti succed sau preced n mod necesar aceast activitate ?; care este durata activitii ?. Ia natere n acest fel un tabel care conine activitile proiectului, intercondiionrile ntre activiti i duratele acestora. Un astfel de tabel trebuie s conin cel puin urmtoarele elemente: activiti: n aceast coloan se enumer activitile proiectului, fiind puse n eviden printr-o denumire sau printr-un simbol (codul activitii); condiionri: se precizeaz, pentru fiecare activitate, activitile imediat precedente, prin simbolurile lor; activitile de start nu au activiti precedente, n csu fiind trecut o liniu; durata: pentru fiecare activitate se precizeaz durata de execuie, ntr-o anumit unitate de msur. Durata unei activiti este o constant. Modelele de analiz a drumului critic se bazeaz pe reprezentarea proiectului printr-un graf, elementele tabelului asociat acestuia fiind suficiente pentru a construi graful corespunztor. n tabelul 2 este prezentat un proiect, activitile fiind notate prin litere mari A, B, C, . Activitile A i B sunt activitile de nceput ale proiectului. Activitatea A este direct precedent activitii C. De asemenea, activitatea C este direct precedent activitilor E i F. Tabelul 2 Nr. crt. 1 2 3 4 5 6 7 Activitile proiectului A B C D E F G Activitile direct precedente (condiionri) A B B C,D,E E Durate 3 2 2 6 4 4 1
Metoda CPM este un procedeu de analiz a drumului critic n care singurul parametru analizat este timpul i n reprezentarea graficului reea se ine seama de urmtoarele convenii: fiecrei activiti i se asociaz un segment orientat numit arc, definit prin capetele sale, astfel fiecare activitate identificndu-se printr-un arc; fiecrui arc i se asociaz o valoare egal cu durata activitii pe care o reprezint;
Sisteme de productie rezumat
Conf. Luminita Duta
condiionarea a dou activiti se reprezint prin succesiunea a dou arce adiacente. Nodurile grafului vor reprezenta momentele caracteristice ale proiectului, reprezentnd stadii de realizare a activitilor (adic terminarea uneia sau mai multor activiti i/sau nceperea uneia sau mai multor activiti). Procedeul CPM se bazeaz pe existena unei corespondene bipartide ntre elementele unui proiect (activiti, evenimente) i elementele unui graf (arce i noduri). Pentru reprezentarea corect a proiectului (respectarea interdependenelor, claritatea desenului etc.), ct i pentru o standardizare a reprezentrii (pentru a putea fi neles i de altcineva dect cel care l-a desenat) n desenarea grafului se respect urmtoarele reguli: 1. fiecare activitate se reprezint printr-un arc a crui orientare indic, pentru activitate, desfurarea ei n timp; 2. un arc este limitat prin dou noduri (reprezentate prin cerculee) care simbolizeaz momentele de nceput i de sfrit ale executrii activitii corespunztoare; 3. lungimea fiecrui arc, n general, nu este proporional cu lungimea activitii; 4. activitile vor fi reprezentate prin arce de forma:
esenial fiind poriunea orizontal, pe care se vor trece informaiile despre activitate, poriunile oblice fiind la 45. Lungimea i nclinarea arcului au n vedere numai considerente grafice, pentru urmrirea uoar a ntregului graf. 5. deoarece respectarea tuturor regulilor nu se poate face doar cu arce care corespund doar activitilor proiectului, vor exista i arce care nu corespund nici unei activiti, care vor fi reprezentate punctat i care, pentru unitatea prezentrii, vor fi numite activiti fictive, ele neconsumnd resurse i avnd durata 0. 6. pentru reprezentarea unor dependene de tipul "terminare nceput" n care tAB > 0, vom introduce nite arce reprezentate prin linii duble, care corespund intervalului tAB, avnd semnificaia unor ateptri (n acest interval se "consum" doar timp, nu i resurse) i care vor fi numite activiti de ateptare. Dac se presupune c o activitate A este precedent activitii B, n funcie de tipul de interdependen, n graficul reea arcele corespunztoare activitilor A i B vor avea urmtoarea reprezentare (figura3):
Sisteme de productie rezumat
Conf. Luminita Duta
tAB
B
terminare - nceput
A tAB B
sau
A1 tAB
A2 B
nceput - nceput
B A tAB
sau
A B1 tAB B2
terminare - terminare Figura3
7. n graf nu sunt admise circuite (existena unuia ar nsemna c orice activitate a acestuia ar fi precedent ei nsui). Deoarece, pentru un proiect foarte mare graful va avea foarte multe arce, se poate ntmpla s crem un circuit fr s ne dm seama. Pentru a evita acest lucru, vom introduce o regul mai uor de respectat, care o implic pe cea dinainte: 8. nodurile vor fi numerotate, numerotarea fcndu-se n aa fel nct, pentru fiecare activitate, numrul nodului de nceput s fie mai mic dect numrul nodului de final al activitii. 9. graful are un singur nod iniial (semnificnd evenimentul "nceperea proiectului") i un singur nod final (semnificnd evenimentul "sfritul proiectului"); 10. orice activitate trebuie s aib cel puin o activitate precedent i cel puin una care i succede, exceptnd bineneles activitile care ncep din nodul iniial al proiectului i pe cele care se termin n nodul final al proiectului; 11. dei exist activiti care se execut n paralel, care pot ncepe n acelai moment i se pot termina n acelai moment, este interzis ca cele dou arce corespunztoare s aib ambele extremiti comune, altfel desenul care rezult nu mai e graf. n desenul de mai jos se arat care este reprezentarea corect, F fiind o activitate fictiv:
Sisteme de productie rezumat
Conf. Luminita Duta
A B incorect
A B
F sau corect B
A F
Figura 4
12. nu trebuie introduse dependene nereale (neprevzute n tabelul de condiionri). Astfel, dac n tabelul de condiionri vom avea situaia: Tabel 3 Activitate A B C D atunci reprezentarea A C Activitate direct precedent (condiionri) A,B A
B Figura 5
este incorect, deoarece introduce condiionarea, inexistent n tabel, a activitii D de activitatea B. Reprezentarea corect este: A C
B Figura 6
Sisteme de productie rezumat
Conf. Luminita Duta
13. s se foloseasc, pe ct posibil, numrul minim de activiti fictive, pentru a nu complica excesiv desenul. De exemplu, acelai efect ca n figura 6 putea fi obinut i prin reprezentarea: A C B Figura 7 Dac dou sau mai multe activiti au aceeai activitate direct precedent, de exemplu A precede B i A precede C, reprezentarea n graful-reea va avea forma din figura 8 (a). Arcele B i C simbolizeaz dou activiti care nu pot ncepe dect dup ce s-a terminat activitatea A. Activitile B i C pot fi executate simultan. De asemenea execuia unei activiti poate depinde de terminarea mai multor activiti direct precedente, de exemplu A precede C i B precede C ca n figura 8(b). n aceast situaie, activitatea C nu poate ncepe, logic, dect dup ce s-au terminat activitile A i B. B A A C (a) B (b) C D
Figura 8 Proiectul dat prin tabelul 2, poate fi modelat, n reprezentarea activitilor pe arce, prin graful-reea din figura 9, numerotat secvenial. A 1 B 3 E 4 Figura 9 Numerotarea nodurilor permite s identificm fiecare activitate, prin perechea de noduri (de nceput i sfrit). De exemplu, activitatea D se identific prin perechea (3,5), activitatea E prin (3,4) etc. G 2 C 5 F 6
Sisteme de productie rezumat
Conf. Luminita Duta
VI. METODA "JUST IN TIME Aceasta metod este considerat de specialiti ca o condiie important pentru obinerea unei organizri superioare a produciei, iar aplicarea ei contribuie la reducerea costurilor de producie aferente stocurilor de materii prime, materiale, piese i subansambluri. Ea a aprut ca o replic la metodele clasice de organizare, care au la baz existena stocurilor tampon, constituite n vederea contracarrii diferitelor evenimente cu caracter negativ care pot s apra n derularea produciei (opriri accidentale ale utilajelor, absena personalului, desincronizri ntre ateliere, defecte de calitate etc.) La baza metodei J.I.T. st principiul reducerii la minimum sau eliminarea stocurilor de materii prime, materiale, piese, subansamble i producie neterminat i implicit reducerea global a costurilor aferente acestor stocuri, indiferent de volumul produciei. Minimizarea tuturor categoriilor de stocuri se face concomitent cu creterea calitii produselor. Conform acestei metode trebuie s se produc numai ce se vinde i exact la timp. Implementarea metodei J.I.T. presupune realizarea a ase aciuni fundamentale: - amplasarea raional a verigilor organizatorice cu scopul de a reduce costurile aferente operaiilor care nu creeaz valoarea ( n principal operaiile de transport); - reducerea timpilor de pregtire-ncheiere n scopul realizrii unui timp optim de schimbare a seriei; - realizarea unei fiabiliti maxime a mainilor n scopul reducerii costurilor aferente staionrii determinate de cderile accidentale ale acestora; - realizarea unei producii de calitate superioar; realizarea activitii de control al calitii dup principiul control total n condiiile controlului selectiv - realizarea unei relaii de parteneriat cu furnizorii; - educarea i formarea forei de munc utiliznd cele mai eficiente metode. Metoda J.I.T. se bazeaz pe principiul numit producia cu fluxuri trase conform cruia toate comenzile de fabricaie trebuie transmise ultimului loc de munc al procesului tehnologic (de regul montajul general), acesta transmind necesarul de piese i subansambluri locului de munca precedent i aa mai departe. Prin acest mod de lucru, metoda J.I.T. se deosebete de sistemele clasice de producie, care se bazeaz pe principiul producia de fluxuri mpinse conform cruia piesele realizate la primele locuri de munc sunt mpinse nainte, fr s intereseze daca ele vor intra imediat n fabricaie sau se vor stoca n magazii intermediare. Metoda J.I.T. ofer multiple avantaje, care pot fi grupate astfel: - reducerea costurilor prin reducerea stocurilor, reducerea rebuturilor, reducerea timpului de munca i reducerea modificrilor fat de proiectul iniial; - creterea veniturilor prin mbuntirea calitii produselor i creterea volumului vnzrilor. - reducerea investiiilor, att prin reducerea spaiilor de depozitat ct i prin minimalizarea stocurilor; - mbuntirea activitii de personal; fora de munc este foarte bine pregtit, motivat material, ataat firmei i responsabil fa de
Sisteme de productie rezumat
Conf. Luminita Duta
rezultatele muncii; toate aceste trsturi determin creterea productivitii muncii. La baza metodei J.I.T. st principiul reducerii la minimum sau eliminarea stocurilor de materii prime, materiale, piese, subansamble i producie neterminat i implicit reducerea global a costurilor aferente acestor stocuri, indiferent de volumul produciei. Minimizarea tuturor categoriilor de stocuri se face concomitent cu creterea calitii produselor. Conform acestei metode trebuie s se produc numai ce se vinde i exact la timp. CARACTERISTICA SISTEM TRADITIONAL 1. Prioriti Accept toate comenzile Multe opiuni 2. Engineering 3. Capacitate 4. Sistemul de producie 5. Amplasarea 6. Muncitorii Produse nestadardizate Utilizare maxim Inflexibilitate Organizare dup principiul tehnologic Suprafee mari Transferul materialelor se face mecanizat Abilitai limitate Specializare Individualizare Atitudine competitiv Durata mare de pregtire i procesare Stocuri tampon Suprafee mari de stocare Numeroi Livrarea la baza de recepie Orientarea ctre planificare Inspecie de calitate corectiv De ctre specialiti JIT Piaa limitat Puine opiuni Cost redus, calitate ridicat Produse standardizate Utilizare medie Flexibilitate Flux continuu, celule de fabricaie Suprafee mici Transferul materialelor se face manual Abilitai lrgite Flexibilitate Lucru n echip Schimbri prompte Stocuri tampon reduse Eliminarea stocurilor Puini Livrarea la linia de asamblare Orientarea ctre control La surs, continuu Control statistic al procesului preventiv Funcionarea redus a echipamentelor
7. Programarea 8. Stocurile 9. Furnizorii 10. Planificarea i controlul 11. Calitate 12. ntreinerea utilajelor
Sisteme de productie rezumat
Conf. Luminita Duta
VII. SISTEMUL FLEXIBIL DE FABRICAIE
Arhitectura SFF In general, un sistem de fabricatie automat poate fi descris ca o colectie de componente mecanice, electrice si electronice, interconectate pentru a realiza una sau mai multe sarcini de fabricatie. Pentru un sistem de fabricatie asa zis "fix", timpul de lucru rezervat unei sarcini este constant si prestabilit. Aceasta era principala caracteristica a primelor linii de fabricatie care desi manuale, aveau o productivitate sporita prin respectarea acestor timp de lucru prevazuti in caietul de sarcini. Liniile automatizate din zilele noastre sunt grupuri specifice de masini cu comanda numerica si roboti controlati prin calculator, integrate intr-un sistem complex in care au loc permanent trasferuri de componente, produse si materiale. Un sistem flexibil de fabricatie este un sistem de fabricatie "reprogramabil" capabil sa produca in mod automat o varietate de produse. De asemenea, liniile de trasfer intre masinile automate si/sau robotii industriali sunt capabile sa realizeze o diversitate de operatii. Totusi, orice modificare adusa produsului fabricat, antreneaza o serie de modificari in componentele sistemului de fabricatie si a programului care ii supervizeaza functionarea. Sistemele flexibile de fabricaie formate din mai multe maini automate interconectate sunt caracterizate printr-o dispunere secvenial a echipamentului sau a celulelor de fabricaie i sunt legate printr-un sistem comun de transport. Una din caracteristicile majore ale sistemelor flexibile de fabricatie este raspunsul rapid la variatiile cerintelor pietei. In comparatie cu sistemele conventionale, SSF au urmatoarele caracteristici: componentele produsului fabricat pot fi realizate aleator (nu neaparat intr-o ordine anume) si in loturi la un pret de cost cat mai scazut; cheltuielile directe sunt mai scazute in comparatie cu sistemele de fabricatie conventionale; masinile automate sunt utilizate la un procent de 90-100% ceea ce duce la cresterea productivitatii; calitatea produsului rezultat este uniforma, deoarece sistemul se autocorecteaza in timp; timpii de schimbare a uneltelor sau dispozitivelor anexe sunt mult redusi; este redusa si interventia operatorului uman Masinile cu comanda numerica si robotii industriali, formeaza blocurile functionale principale ale unui SFF. Aceste masini nu sunt numai usor programabile, ci sunt si capabile de a se adapta la schimbari de dispozitive de prindere si manevrare, unelte si unitati de stocre. Nu este deloc neobisnuit ca o masina cu comanda numerica sa aiba la dispozitie 60 sau mai multe tipuri de unelte: masini de gaurit, de taiat, de frezat etc. Componentele produsului trebuie sa circule intre statiile de lucru in mod automat. Sistemul de manevrare sau linia transportoare intre statiile de lucru trebuie
Sisteme de productie rezumat
Conf. Luminita Duta
sa fie proiectata astfel incat sa permita manevrarea greutatilor acestor componente. Partile voluminoase si grele necesita sisteme de manevrare puternice cum ar fi benzi transportoare, vehicule ghidate, sau chiar camioane. Un robot poate constitui sistemul de manevrare si de transport intre doua, trei statii de lucru. daca sistemul de fabricatie dispune de mai multe statii de lucru atinci acesta trebuie deservit fie de o banda trasportoare (asa numitul "conveyor"), fie de mai multi roboti care lucreaza in paralel. Zonele de stocare trebuie sa fie astfel proiectate, incat sa aiba un singur tip de geometrie, pentru ca sistemul de manevrare si transport sa se specializeze pe aceasta foma geometrica. Locurile de stocare a produselor sau a componentelor semi-finite dispun de niste paleti care sunt manevrati de sistemul de transport de la o statie de lucru la alta. Comanda si controlul SFF prin intermediul calculatorului se realizeaza prin retele LAN alcatuite din doua sau mai multe statii interconectate, care partajeaza date si dispozitive periferice si opereaza cu viteze intre 1 Mbps si 1 Gbps. Dezvoltarea tehnicilor de legare in retea a permis cresterea numarului de calculatoare interconectate. O retea locala LAN este considerata cea care se intinde pana la 10 km distanta. Caracteristicile unei astfel de retele sunt viteza mare de transmisie, cost scazut, expandabilitate, flexibilitate in instalare, prezenta interfetelor standard. O retea LAN permite unui software sa comande circulatia datelor prin sistem, sa trateze erorile, si sa transmita diferite semnale. Componentele soft si hard respecta un set de reguli reunite sub numele de protocol. Acest protocol defineste specificatiile tehnice, logice, fizile si electrice ale retelei de comunicatie. Aceleasi reguli trebuie respectate si de catre calculatoarele care comunica intre ele. In prezent, acest protocol de comunicatie intr-un SFF este standardizat de catre Organizatia Internationala pentru Standarde (ISO) si este cunoscut sub denumirea de MAP (Manufacturing Automation Protocol) Functiile unui SFF Liniile flexibile sunt proiectate pentru fabricaia variantelor unui produs, ceea ce implic existena unor operaii cu un grad mare de similaritate. Fabricaia se desfoar ntr-o perioad de execuie fixat. Aceasta perioad se mai numete i timp de ciclu (sau cycle time) notat tcy n terminologia de specialitate. Linia, n ansamblul ei, nu este cadenta, adic avnd timpi egali de acces la resurse, echipamentele putnd fi accesate n momente variate. Intr-un sistem flexibil de fabricaie structura liniei de transport i a echipamentului de stocare depind de natura piesei prelucrate (rotaional sau prismatic). In timp ce piesele prismatice pot fi transportate n loturi pe un singur palet, cele rotaionale sunt transportate una cte una. Echipamentul sau linia de transport pot fi utilizate att pentru transportul pieselor ct i pentru transportul uneltelor de lucru. Acest lucru depindede cerintele temporale determinate de numarul si durata operatiilor pe fiecare masina de lucru si de numarul acestora.
Sisteme de productie rezumat
Conf. Luminita Duta
Un sistem flexibil de fabricaie este un sistem de producie capabil s se adapteze la sarcini de producie diferite att sub raportul formei i dimensiunilor, ct i al procesului tehnologic care trebuie realizat.
caracteristici: 1- integrabilitate, 2- adecvare, 3- adaptabilitate, 4- dinamism structural. stadii ale sistemelor flexibile de fabricaie: 1. Unitatea flexibil de prelucrare Aceasta reprezint de regula o main complex, echipat cu o magazie multifuncional, un manipulator automat care poate funciona n regim automat. 2. Celula flexibil de fabricaie Aceasta este constituit din dou sau mai multe uniti flexibile de prelucrare dotate cu maini controlate direct prin calculator. 3. Sistemul flexibil de fabricaie Cuprinde mai multe celule de fabricaie conectate prin sisteme automate de transport, iar ntreg sistemul se afla sub controlul direct al unui calculator care dirijeaz i sistemului de depozitare, echipamentele de msurare automat i testare i o coordonare total a subsistemelor economice prin intermediul calculatorului electronic.
avantaje: - capacitate mare de adaptare la modificrile survenite prin schimbarea pieselor de prelucrat avnd loc modificarea programelor de calculator i nu schimbarea utilajelor; - posibilitatea de a prelucra semifabricate n ordine aleatoare; - autonomie funcional pentru trei schimburi fr intervenia direct a operatorului uman; - utilizarea intensiv a mainilor cu comand numeric, a roboilor i a sistemelor automate de transport i control; - posibilitatea de evoluie i perfectabilitate treptat n funcie de necesitile de producie.
Sisteme de productie rezumat
Conf. Luminita Duta
VIII. PARAMETRII FUNCIONALI AI LINIILOR DE PRODUCIE IN FLUX Indicatori de funcionare ai liniilor de producie n flux: - tactul sau cadena de producie: t x60 T= d ; Q td = (tc tii ).ns .ds -ritmul de lucru al liniei de producie n flux R= 1/T - numrul de locuri de munc: - pentru executarea fiecrei operaii Nlmi =ti/T - pentru ntregul proces tehnologic Nlml =
n
N
i =1
lmi
- numrul de muncitori: - necesari la fiecare operaie: Nmi = ti/Nsi t +t Nsi = ai oi toi - pe linia de flux; Nml =
n
N
i =1
lmi
- lungimea liniei de flux: -dac locurile de munca sunt aezate de aceeai parte a benzii transportatoare: L= Nlmlxd -daca locurile de munc sunt aezate de o parte i de alta a benzii transportatoare: L= (Nlmlxd)/2 - viteza de deplasare V=d/T
Sisteme de productie rezumat
Conf. Luminita Duta
Tabel 4 Principalii indicatori intr-un sistem de productie SIMBOL T td Q tc tii ns ds R ti Nlmi Nlml Nmi Nsi tai toi Nml L tcy d V DENUMIRE Tactul de producie exprimat n minute/produs Fondul de timp disponibil Producia programat Timpul calendaristic al perioadei considerate exprimat n zile Timpul ntreruperilor reglementate, exprimate n zile Numrul de schimburi Durata n ore a unui schimb Ritmul de lucru al liniei de producie n flux Durata operaiei i Numrul de locuri de munc pentru operaia i Numrul de locuri de munc pe total linie Numrul de muncitori la operaia i Norma de servire pentru o operaie Timpul automat al mainii la operaia i Timpul de lucru al muncitorului la operaia i Numrul de muncitori pe linia n flux Lungimea liniei de flux Timpul de ciclare a unui produs pe linie Distana medie ntre dou locuri de munc Viteza de deplasare
Sisteme de productie rezumat
Conf. Luminita Duta
IX. TENDINELE PRODUCIEI
ACTUALE
DE
PERSPECTIV
ORGANIZAREA
n cadrul sistemelor avansate de producie, sistemul de fabricaie i schimb modul de a rspunde unor sarcini diverse de fabricaie, n condiiile de eficien i competitivitate. Sistemul flexibil de fabricaie reprezint un rspuns dat unor cerine specifice dar nu constituie o soluie universal aplicabil n orice condiii. Sistemele de fabricaie actuale reprezint rezultatul unei evoluii de peste 100 ani i constituie un mod de rspuns la modificrile aprute n mediul economic n care activeaz. Un sistem flexibil de fabricaie este un sistem de producie capabil s se adapteze la sarcini de producie diferite att sub raportul formei i dimensiunilor, ct i al procesului tehnologic care trebuie realizat. Se consider c un sistem flexibil de fabricaie trebuie sa aib urmtoarele caracteristici: 1. Integrabilitate; 2. Adecvare; 3. Adaptabilitate; 4. Dinamism structural. n practic nu poate fi vorba de caracteristici absolute i doar de anumite grade de integrabilitate sau dinamism structural, deoarece nu pot fi atinse simultan toate aceste caracteristici. Practica a evideniat trei stadii ale sistemelor flexibile de fabricaie care difer prin complexitate i arie de cuprindere astfel: a) Unitatea flexibil de prelucrare. Aceasta reprezint de regul o main complex, echipat cu o magazie multifuncional, un manipulator automat care poate funciona n regim automat. b) Celula flexibil de fabricaie. Aceasta este constituit din dou sau mai multe uniti flexibile de prelucrare dotate cu maini controlate direct prin calculator. c) Sistemul flexibil de fabricaie. Cuprinde mai multe celule de fabricaie conectate prin sisteme automate de transport, iar ntreg sistemul se afl sub controlul direct al unui calculator care dirijeaz i sistemului de depozitare, echipamentele de msurare automat i testare i o coordonare total a subsistemelor economice prin intermediul calculatorului electronic. Fa de sistemele rigide de fabricaie, cele flexibile prezint urmtoarele avantaje: - capacitate mare de adaptare la modificrile survenite prin schimbarea pieselor de prelucrat, avnd loc modificarea programelor de calculator i nu schimbarea utilajelor; - posibilitatea de a prelucra semifabricate n ordine aleatoare; - autonomie funcional pentru trei schimburi fr intervenia direct a operatorului uman; - utilizarea intensiv a mainilor cu comand numeric, a roboilor i a sistemelor automate de transport i control; - posibilitatea de evoluie i perfectabilitate treptat n funcie de necesitile de producie. Dezvoltarea sistemelor flexibile de fabricaie precum i introducerea robotizrii constituie direcii noi de organizare, inducnd efecte importante asupra tuturor subsistemelor de producie.
Sisteme de productie rezumat
Conf. Luminita Duta
n introducerea noilor tehnologii robotizate cea mai mare importan o au activitile de pregtire organizatoric. S-a constatat c n multe cazuri fondul de timp al tehnologiilor robotizate este folosit n proporie de numai 50-55%. Aceast situaie nu se datoreaz unor erori tehnologice privind construcia sau modul de operare al calculatorului, ci unei incorecte organizri i conduceri ale unitilor de producie. Aceasta nseamn c pericolul modificrilor tehnologice nu const n efectul acestora asupra omului, ci mai curnd n imposibilitatea acestora de a le recunoate i deci de a-i sesiza i influena efectele. Introducerea robotizrii modific situaia financiar a unitii industriale mrindu-i volumul de mijloace fixe, mbuntind condiiile de producie, ceea ce va duce la creterea fiabilitii sistemelor operative, de execuie i de conducere. X. PLANIFICAREA ACTIVITAILOR SPECIFICE LOCULUI DE MUNC Pentru programarea activitilor specifice locului de munc, este necesar cunoaterea urmtoarelor elemente: - desenul de execuie; - volumul produciei; - semifabricatul folosit - utilajul de care se dispune; - calificarea personalului muncitor; Desenul de execuie trebuie s cuprind toate datele i indicaiile necesare executrii corecte a piesei. Volumul produciei reprezint cantitatea de piese ce trebuie fabricate ntr-un interval de timp i este unul dintre factorii principali care determin procesul tehnologic. Forma i dimensiunile semifabricatului determin tehnologia de execuie. n cadrul analizrii unei tehnologii, trebuie s se in seama de posibilitile reale de lucru ale utilajului existent. Calificarea personalului muncitor trebuie cunoscut i utilizat raional. Categoria de ncadrare a lucrrii se va stabili n concordan strict cu complexitatea lucrrilor ce trebuie efectuate de fiecare muncitor la locul de munc. Fiecare operaie va fi repartizat muncitorului care are calificarea corespunztoare lucrrii respective. Lansarea n fabricaie Lansarea n fabricaie reprezint acea etap n care se elaboreaz i se transmite subunitilor de producie documentaia referitoare la materiile prime, materiale tehnologice, cheltuielile de munc vie pe operaii, pe comenzi etc., care vor sta la baza realizrii programelor de producie. Lansarea n fabricaie se coreleaz cu activitatea de programare propriu-zis pe care o succed. n cadrul acestei etape se ntocmesc o serie de documente care conin informaii concrete i riguroase n legtur cu normele de timp, cu normele de managementul ntreprinderii si consumul de materii prime. Principalele documente care se ntocmesc n cadrul lansrii n fabricaie sunt urmtoarele: a) bonuri de materiale;
Sisteme de productie rezumat
Conf. Luminita Duta
b) bonuri de lucru pe operaie sau piese; c) borderoul de manoper; d) borderoul de materiale; e) fia de nsoire a piesei sau a produsului; f) graficul de avansare a produsului. a) Bonurile de materiale permit procurarea materiilor prime i materialelor necesare i reprezint documente justificative de ieire a materialelor. Ele sunt utilizate pentru a se ine contabilitatea materialelor i permit repartizarea costurilor materiale pe diverse activiti, produse etc. n cadrul contabilitii analitice. b) Bonurile de lucru sunt stabilite pentru muncitor i indic: - operaiile necesare; - timpul afectat operaiilor; - utilajul pe care se lucreaz; - muncitorul care execut operaia. Acesta permite stabilirea salariului personal, repartizarea costurilor cu salariile pe diverse produse i controlul timpului de lucru. c) Fia de nsoire nsoete produsul n cursul fabricaiei, de la prima pn la ultima operaie. Ea arat posturile de lucru succesive i indic diversele operaii ce se efectueaz asupra produsului. d) Graficul de avansare a produsului n acest grafic se prezint timpul i posturile de lucru. Din grafic reies termenele, timpii prevzui i posturile de lucru corespunztoare. Graficul este utilizat pentru: - stabilirea programului general de fabricaie innd cont de disponibilul de mijloace de producie; - stabilirea planului de ncrcare a fiecrui post de lucru i a fiecrui atelier; - controlul naintrii produsului; - stabilirea unor msuri corective dac apar ntrzieri. XI. EXEMPLU DE SISTEM MODERN DE PRODUCTIE
Fiind singurul producator din Romnia de aparate frigorifice, situaia naional a S.C. Arctic S.A., nu este relevant n ceea ce privete numrul de uniti produse anual de o ntreprindere de profil. Pe plan internaional exist numeroase firme productoare de aparatur electrocasnic, motiv pentru care concurena n acest domeniu este acerb. Pe 4 martie 2004, a fost inaugurata in ARCTIC o noua linie de fabricatie. Capacitatea de productie a crescut de la 440,000 unitati (2003) la 750,000 unitati/an (2004), ajungand in 2005 la 900.000 unitati/an. Pentru 2006, capacitatea de productie planificata este de 1 milion unitati/an, atingandu-se astfel un record in productie de 4.000 unitati/zi. Cresterea productiei a fost determinata de extinderea pietelor de export. In 2004, 65% din productia Arctic a fost comercializata si in: Franta, Marea Britanie, Germania, Polonia, Spania si tarile din estul Europei. In prezent, Arctic exporta catre 51 de clienti din 30 de tari, vanzarile ajungand la 478.000 unitati. In 2004, am adoptat un sistem modern de management al productiei: Total Productive Maintenance (TPM). Acesta a fost creat de "Japan Institute Plant
Sisteme de productie rezumat
Conf. Luminita Duta
Maintenance" si implementat cu sprijinul consultantului Takashi Koizumi, si al specialistilor japonezi. Conceptul acestui sistem este "zero pierderi". De asemenea, se urmareste cresterea capacitatii de productie corelata cu reducerea costurilor. In acelasi timp, Arctic a adoptat si programul de management Six Sigma. Acesta ne va ajuta sa obtinem un avantaj in fata concurentei prin cresterea eficientei si scaderea costurilor. Conceptele programului sunt: rezolvarea problemelor si prevenirea defectelor. La sfarsitul implementarii celor doua programe, Arctic isi va mari productia, ajungand la 1,5 milioane de unitati anual. Cu cele 8 fabrici pe care le detine, Arelik are o capacitate de productie anuala de 7,5 milioane de produse electrocasnice si 8,2 milioane de componente. Avand o cifra de afaceri de 2,7 miliarde EUR in 2004, Arelik se situeaza in primii 5 cei mai importanti producatori europeni de aparate electrocasnice. De asemenea, este si membru al grupului Ko, cea mai mare corporatie din Turcia. Arelik este cea mai mare corporatie industriala din sectorul privat din Turcia, care produce frigidere, masini de spalat rufe, masini de spalat vase, masini de gatit si aspiratoare. Arelik este actionar principal al companiilor Blomberg, Elektra Bregenz, Tirolia, Leisure Flavel si Arctic, aflate in 4 tari. Proiectarea este n funcie de produsul prelucrat. Se folosete n Arctic deoarece tipul de producie este de serie mare sau de mas. Amplasarea utilajelor este facut n cadrul unor linii tehnologice specializate n fabricarea aparatelor frigorifice i este impus de fluxul tehnologic al produselor. Organizarea produciei pe cele 3 linii tehnologice este facut n funcie de tipul aparatului astfel: - Linia 1 produce aparate frigorifice verticale (duble door, kombi, freezer, larder, no frost) din gama 550 (aceasta reprezinta laimea aparatului) - Linia 2 produce aparate frigorifice verticale (duble door, kombi, freezer, larder, no frost, ESV, duble compressor) din gama 600. - Linia 3 produce congelatoare orizontale de diferite capaciti. - Secia de ambalare este comun pentru Linia 1 i Linia 2 datorita asemnrii celor dou tipuri de produse, iar pentru linia 3 este separat; - Secia de prelucrare tabl este comun pentru Linia 1 i Linia 2 datorita asemnrii celor dou tipuri de produse, iar pentru linia 3 este separat; - Seciile de PEX, plastice i tipografia sunt comune celor 3 linii.
Sisteme de productie rezumat
Conf. Luminita Duta
Brown
pa no
TE
TE
TE
TE
FIX
Linia 2 Una din principalele probleme care se cer rezolvate n domeniul organizrii produciei de baz cu tipul de producie de mas, este problema amplasrii locurilor de munc sub forma liniilor de producie n flux.
Sisteme de productie rezumat
Conf. Luminita Duta
Sisteme de productie rezumat
Conf. Luminita Duta
n cadrul etapei de pregtire tehnologic are loc elaborarea tehnologiei de fabricaie a noilor produse. Tehnologia de fabricaie se refer la ansamblul tuturor operaiilor de prelucrare a materiilor prime. Pregtirea tehnologic cuprinde proiectarea unor procese tehnologice noi sau perfecionarea celor existente, att pentru producia de baz a ntreprinderii, ct i pentru procesele auxiliare sau de control tehnic de calitate. Etapa de pregtire tehnologic trebuie s rezolve urmtoarele probleme: procesele tehnologice nou elaborate s aib un nivel ridicat de mecanizare i automatizare; s asigure fabricarea produselor printr-un consum raional de materii prime i materiale; s asigure fabricarea unor produse de calitate superioar i cu cheltuieli ct mai reduse. Pregtirea tehnologic se compune dintr-un ansamblu de activiti, dintre care mai importante sunt urmtoarele: a) Elaborarea procesului tehnologic pe faze de proces tehnologic i n cadrul acestora pe operaii; b) Alegerea utilajelor necesare i stabilirea regimului lor de lucru; n cadrul ntreprinderilor mari care fabric producie de serie mare sau de mas , utilajele se aleg pn a se stabili denumirea i num rul de inventar al acestuia, iar n ntreprinderile care fabric producie de unicate i de serie mic, se precizeaz tipul de utilaj, regimul de lucru, precizia de execuie etc. c) Stabilirea echipamentului tehnologic pentru desfurarea procesului tehnologic; d) Elaborarea normelor de timp de munc i de consum e materii prime i materiale, combustibil i energie;
Sisteme de productie rezumat
Conf. Luminita Duta
e) Proiectarea tehnologiei necesare controlului tehnic de calitate. Condiia principal care se cere ndeplinit n cadrul pregtirii tehnologice o constituie asigurarea unitii procesului tehnologic, n totalitatea sa.
Sisteme de productie rezumat
Conf. Luminita Duta
ntreaga activitate de pregtire a fabricaiei se desfoar pe baza unui plan caracteristic, n care vor fi trecute toate etapele de pregtire a fabricaiei, duratele calendaristice i termenele lor de nceput i de sfrit. n situaia n care perioada de pregtire a fabricaiei dureaz mai mult de un an se ntocmete un plan calendaristic de ansamblu, urmnd ca acesta s fie defalcat n planuri calendaristice anuale. Datele de pornire n ntocmirea acestor planuri calendaristice sunt urmtoarele: lista noilor produse care urmeaz s fie asimilate; duratele de execuie ale tuturor etapelor de pregtire-ncheiere; termenele privind intrarea n fabricaie a noilor produse.
Sisteme de productie rezumat
Conf. Luminita Duta
S-ar putea să vă placă și
- Caiet de Practica TCMDocument26 paginiCaiet de Practica TCMRafi Gazda0% (1)
- Organizarea ProductieiDocument25 paginiOrganizarea ProductieiAlexandru Ionut MihaiÎncă nu există evaluări
- Proiect - Procesul de ProductieDocument13 paginiProiect - Procesul de ProductieVoicu Bogdan100% (1)
- Organizarea Productiei in FluxDocument7 paginiOrganizarea Productiei in FluxCipri Hodaian100% (3)
- Managementul ProductieiDocument45 paginiManagementul Productieiapi-1945950367% (6)
- Procese de ProductieDocument2 paginiProcese de ProductieOana-Roxana Matei100% (1)
- Sisteme Flexibile de FabricatieDocument18 paginiSisteme Flexibile de FabricatieSebseb44Încă nu există evaluări
- Definirea Conceptului de Proces de ProducţieDocument6 paginiDefinirea Conceptului de Proces de Producţieforschoolro0% (1)
- Componentele Procesului de ProductieDocument21 paginiComponentele Procesului de Productiepatricia_rovinari100% (1)
- Managementul Productiei Si ServiciilorDocument13 paginiManagementul Productiei Si ServiciilorMoise Georgiana100% (1)
- AsamblareaDocument23 paginiAsamblareaDanilaEvelina100% (6)
- Planificarea Si Organizarea Productiei - M1Document9 paginiPlanificarea Si Organizarea Productiei - M1Anca PalasescuÎncă nu există evaluări
- Managementul ProductieiDocument57 paginiManagementul ProductieiAlice SuciuÎncă nu există evaluări
- Metode de Organizare A Producţiei de BazǎDocument53 paginiMetode de Organizare A Producţiei de BazǎRomina SavuleacÎncă nu există evaluări
- Planificarea Si Organizarea ProductieiDocument39 paginiPlanificarea Si Organizarea ProductieiSahlean Dragos CatalinÎncă nu există evaluări
- Pregatirea, Programarea, Lansarea Si Urmarirea ProductieiDocument10 paginiPregatirea, Programarea, Lansarea Si Urmarirea ProductieiTilea Nicolae Silviu100% (3)
- Capacitatea de Productie La IntreprindereDocument14 paginiCapacitatea de Productie La IntreprindereMihai S. RotaruÎncă nu există evaluări
- Capacitatea de ProductieDocument17 paginiCapacitatea de ProductieAndrei StefanÎncă nu există evaluări
- Tema 2 Programul de ProductieDocument3 paginiTema 2 Programul de ProductieIgor TrifanÎncă nu există evaluări
- Introducere in MUCN Si Programarea MUCNDocument26 paginiIntroducere in MUCN Si Programarea MUCNm0st1ted100% (1)
- Sistem de Management Al CalitatiiDocument34 paginiSistem de Management Al Calitatiim0st1tedÎncă nu există evaluări
- Planificarea Si Controlul Procesului de ProductieDocument32 paginiPlanificarea Si Controlul Procesului de ProductieRazvan Verboncu100% (1)
- Managementul ProducţieiDocument21 paginiManagementul ProducţieiVictoria Juncu-stratulat0% (1)
- Tipologia Proceselor de ProductieDocument9 paginiTipologia Proceselor de ProductieAndreea StegăroiuÎncă nu există evaluări
- Organizarea Productiei Individuale Si de Serie MicaDocument22 paginiOrganizarea Productiei Individuale Si de Serie MicaClyde Perez100% (1)
- Procesul de Productie Si Organizarea LuiDocument13 paginiProcesul de Productie Si Organizarea Luiutmser100% (1)
- Managementul Productiei 2018-2019Document92 paginiManagementul Productiei 2018-2019Darkage100% (1)
- Organizarea Structurala A Sistemelor de ProductieDocument28 paginiOrganizarea Structurala A Sistemelor de ProductieIana ȘpacÎncă nu există evaluări
- Managementul ProductieiDocument21 paginiManagementul ProductieiIngrid DariiÎncă nu există evaluări
- Sisteme de Organizare A Productiei PDFDocument133 paginiSisteme de Organizare A Productiei PDFjupitugrigore100% (3)
- Cap. 1-Bazele Fundamentale Ale Proiectarii Proceselor Tehnologice 2017-2018Document79 paginiCap. 1-Bazele Fundamentale Ale Proiectarii Proceselor Tehnologice 2017-2018Marian100% (1)
- 01 - Ingineria Sistemelor de ProductieDocument122 pagini01 - Ingineria Sistemelor de ProductieCatalin Hodorac100% (1)
- Managementul Pregatirii FabricatieiDocument24 paginiManagementul Pregatirii FabricatieiViorel Costina100% (1)
- Tema Pregatirea Productiei Noilor ProduseDocument3 paginiTema Pregatirea Productiei Noilor ProduseVictoria RaileanÎncă nu există evaluări
- Sisteme de ProductieDocument12 paginiSisteme de ProductieBezedica MariusÎncă nu există evaluări
- Tipuri de Organizare A ProductieiDocument14 paginiTipuri de Organizare A ProductieiAlecsandru AndreiÎncă nu există evaluări
- Managementul ProductieDocument58 paginiManagementul ProductieRomina Savuleac100% (2)
- Flexibilitatea ProductieiDocument7 paginiFlexibilitatea ProductieiSimon Roxana IulianaÎncă nu există evaluări
- PREGATIREA PROCESELOR DE FABRICATIE-proiectDocument29 paginiPREGATIREA PROCESELOR DE FABRICATIE-proiectsccoroÎncă nu există evaluări
- Tema 3 Org Prod Sectii BazaDocument47 paginiTema 3 Org Prod Sectii BazaBocșa AnatolieÎncă nu există evaluări
- Echipamente Moderne de FabricatieDocument233 paginiEchipamente Moderne de FabricatieVasile Bondre100% (1)
- Tipurile de ProductieDocument8 paginiTipurile de ProductieFarcas PaulÎncă nu există evaluări
- Managementul Productiei IndustrialeDocument258 paginiManagementul Productiei Industrialedragulanescu50% (2)
- Procesul de ProductieDocument4 paginiProcesul de ProductieNicoleta MelinteÎncă nu există evaluări
- Controlul Proceselor de ProductieDocument7 paginiControlul Proceselor de ProductieDana Ștef100% (2)
- Procesul de Productie in Unitatile Industriale4Document17 paginiProcesul de Productie in Unitatile Industriale4Mihai BerarÎncă nu există evaluări
- Metoda Just in TimeDocument3 paginiMetoda Just in TimeIrimia IonelÎncă nu există evaluări
- Procesul de Productie IndustrialDocument17 paginiProcesul de Productie IndustrialNemes MariaÎncă nu există evaluări
- Metoda KanbanDocument5 paginiMetoda KanbanIoana Ştrengar100% (1)
- Referat M1Document5 paginiReferat M1maxine dolipschiÎncă nu există evaluări
- Referat Procesul de Producție Elev Harhata Bogdan-1Document3 paginiReferat Procesul de Producție Elev Harhata Bogdan-1Bogdan HarhataÎncă nu există evaluări
- Proces de Productie.Document6 paginiProces de Productie.alexandraÎncă nu există evaluări
- Tema 10. Procesul de ProductieDocument9 paginiTema 10. Procesul de ProductieTurcu CristinaÎncă nu există evaluări
- Planificarea Productiei de Masa in Intreprinderea IndustrialaDocument30 paginiPlanificarea Productiei de Masa in Intreprinderea Industrialaiionut29Încă nu există evaluări
- Planificarea Si Organizarea ProductieiDocument83 paginiPlanificarea Si Organizarea ProductieiAdriana Cătălina Mirică100% (2)
- Referat ProductiaDocument7 paginiReferat ProductiaAdriana TudoracheÎncă nu există evaluări
- Criterii de Clasificare A Elementelor Componente Ale Procesului de ProductieDocument12 paginiCriterii de Clasificare A Elementelor Componente Ale Procesului de ProductieDumitru ConstantinÎncă nu există evaluări
- FIŞA CONSPECT2-Clasificarea Proceselor de ProducțieDocument3 paginiFIŞA CONSPECT2-Clasificarea Proceselor de ProducțieGabriela CoculescuÎncă nu există evaluări
- FIŞA CONSPECT2-Clasificarea Proceselor de ProducțieDocument3 paginiFIŞA CONSPECT2-Clasificarea Proceselor de ProducțieGabriela CoculescuÎncă nu există evaluări
- CAPITOLUL 2 Structura de Productie Si Conceptie A Unei Întreprinderi de ProductieDocument10 paginiCAPITOLUL 2 Structura de Productie Si Conceptie A Unei Întreprinderi de Productieelektro15Încă nu există evaluări
- Metode Si Tehnici de Organizare A Desfacerii Productiei IntreprinderiiDocument11 paginiMetode Si Tehnici de Organizare A Desfacerii Productiei IntreprinderiiAnca MihaelaÎncă nu există evaluări
- PPT-Tema 2.1Document28 paginiPPT-Tema 2.1Turcu CristinaÎncă nu există evaluări
- Orga de LuminiDocument3 paginiOrga de Luminim0st1tedÎncă nu există evaluări
- Probleme de Fizica Clasa XI XIIDocument106 paginiProbleme de Fizica Clasa XI XIIMihaela Gula100% (4)
- Amplificator 100W PDFDocument3 paginiAmplificator 100W PDFm0st1tedÎncă nu există evaluări
- Amplificator 100W PDFDocument3 paginiAmplificator 100W PDFm0st1tedÎncă nu există evaluări
- Incarcator Acumulatori AutoDocument12 paginiIncarcator Acumulatori Autom0st1tedÎncă nu există evaluări
- Buletin de Analiza Nr. 21210A0429: Din 10/02/2021 Veliciu FlorinDocument2 paginiBuletin de Analiza Nr. 21210A0429: Din 10/02/2021 Veliciu Florinm0st1tedÎncă nu există evaluări
- BCUMON Manual UtilizareDocument66 paginiBCUMON Manual Utilizarem0st1tedÎncă nu există evaluări
- Adaptor Impedanta PDFDocument2 paginiAdaptor Impedanta PDFm0st1tedÎncă nu există evaluări
- Adaptor Impedanta PDFDocument2 paginiAdaptor Impedanta PDFm0st1tedÎncă nu există evaluări
- Sisteme de Protectie Pe Masini Unelte Cu Comanda NumericaDocument128 paginiSisteme de Protectie Pe Masini Unelte Cu Comanda NumericaTyby Andrei100% (1)
- Densitate MaterialeDocument10 paginiDensitate Materialem0st1tedÎncă nu există evaluări
- Curs 1Document18 paginiCurs 1christinna_87Încă nu există evaluări
- Releu de SemnalizareDocument20 paginiReleu de Semnalizarem0st1tedÎncă nu există evaluări
- Curs SEM7Document61 paginiCurs SEM7Elena TurcuÎncă nu există evaluări
- Sisteme Mecanice de Acţionare CAP 3 ModDocument23 paginiSisteme Mecanice de Acţionare CAP 3 Modm0st1tedÎncă nu există evaluări
- Sisteme Mecanice de Acţionare Cap 2Document22 paginiSisteme Mecanice de Acţionare Cap 2m0st1tedÎncă nu există evaluări
- Caiet Practica Adm. Afacerilor Anul II ECTS FINAL - 2016Document51 paginiCaiet Practica Adm. Afacerilor Anul II ECTS FINAL - 2016m0st1tedÎncă nu există evaluări
- Sisteme Mecanice de Acţionare CAP 1 ModDocument12 paginiSisteme Mecanice de Acţionare CAP 1 Modm0st1tedÎncă nu există evaluări
- Sisteme Mecanice de Acţionare CAP 1 ModDocument12 paginiSisteme Mecanice de Acţionare CAP 1 Modm0st1tedÎncă nu există evaluări
- Curs AutocadDocument52 paginiCurs Autocadm0st1tedÎncă nu există evaluări
- Sistemul de Productie in Cresterea AnimalelorDocument9 paginiSistemul de Productie in Cresterea AnimalelorAlEcs RazvAnÎncă nu există evaluări
- Managementul Inginerei Industriale - CursDocument53 paginiManagementul Inginerei Industriale - Cursm0st1tedÎncă nu există evaluări
- L9 JoystickDocument7 paginiL9 Joystickm0st1tedÎncă nu există evaluări
- Reţele NeuronaleDocument19 paginiReţele Neuronalem0st1tedÎncă nu există evaluări
- Curs Biomed 2 Celula NervoasaDocument13 paginiCurs Biomed 2 Celula Nervoasam0st1tedÎncă nu există evaluări