S-ar putea să vă placă și
- Curs 7 EcotehnnologiiDocument8 paginiCurs 7 EcotehnnologiiRoxana-FlorentaIordache-AndreiÎncă nu există evaluări
- Curs 13-14 ISDocument14 paginiCurs 13-14 ISEmanuel UrsaÎncă nu există evaluări
- Curs 7 Ecotehn TT MasterDocument8 paginiCurs 7 Ecotehn TT MasterBusk 93Încă nu există evaluări
- Proiect CNDDocument22 paginiProiect CNDalexandraÎncă nu există evaluări
- EII UIT Lab 4Document18 paginiEII UIT Lab 4Ionela PintilieÎncă nu există evaluări
- Proiectarea Unei Coloane de DistilareDocument50 paginiProiectarea Unei Coloane de DistilareIulian PiscociÎncă nu există evaluări
- Proiect-TppDocument45 paginiProiect-TppradugÎncă nu există evaluări
- Turnarea Sub Vid A Pieselor Complexe MetaliceDocument13 paginiTurnarea Sub Vid A Pieselor Complexe MetaliceSzegedi SzabolcsÎncă nu există evaluări
- Lipirea Prin RetopireDocument14 paginiLipirea Prin RetopireDenisa HaneaÎncă nu există evaluări
- Bazele Aschierii 02Document10 paginiBazele Aschierii 02Adrian RotaruÎncă nu există evaluări
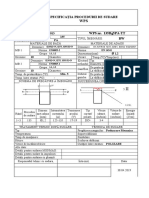
- Specificaţia Preliminară A Procedurii de Sudare (PWPS)Document7 paginiSpecificaţia Preliminară A Procedurii de Sudare (PWPS)Alin TănăsescuÎncă nu există evaluări
- Carte Tehnica PP-RDocument22 paginiCarte Tehnica PP-RsssddssÎncă nu există evaluări
- j0fbr - Baso 49Document2 paginij0fbr - Baso 49Vlad AdrianÎncă nu există evaluări
- Piesa BolttDocument51 paginiPiesa Bolttrada emaÎncă nu există evaluări
- Proiect LargitorDocument15 paginiProiect LargitorZebega Iuliana-AndraÎncă nu există evaluări
- Fișa WPS - Sudură MAGDocument2 paginiFișa WPS - Sudură MAGClauÎncă nu există evaluări
- Instalatii RegataDocument20 paginiInstalatii RegataDiaconu DianaÎncă nu există evaluări
- Procesul Tehnologic A Piesei Bolt FurcaDocument45 paginiProcesul Tehnologic A Piesei Bolt FurcaClaudiu DinuÎncă nu există evaluări
- ST95m Bobina StingereDocument6 paginiST95m Bobina StingereAlexandra PopescuÎncă nu există evaluări
- PLANET - DEWY - in CondensatieDocument48 paginiPLANET - DEWY - in CondensatiePodaruÎncă nu există evaluări
- RRPDocument12 paginiRRPdenielle26Încă nu există evaluări
- Bariera TermicaDocument53 paginiBariera TermicaAnonymous bjD4fCiÎncă nu există evaluări
- Proiect CiDocument5 paginiProiect CiAndreea Radu0% (1)
- Zeparo G-Force RO LowDocument8 paginiZeparo G-Force RO LowValentin MalihinÎncă nu există evaluări
- Statie Solara 266 Cu Regulator DeltaSol C - Fisa TehnicaDocument12 paginiStatie Solara 266 Cu Regulator DeltaSol C - Fisa TehnicapokermarmotaÎncă nu există evaluări
- Ta2x FL 2yDocument2 paginiTa2x FL 2yRazvan VeselinÎncă nu există evaluări
- Pulverizarea TermicaDocument27 paginiPulverizarea TermicaDenis RusuÎncă nu există evaluări
- WPS FWDocument1 paginăWPS FWAndrei UrsacheÎncă nu există evaluări
- HTMF-63-4/8T-1.5-F-300: Curba Caracteristica Si Acustica La 1,2Kg/MDocument3 paginiHTMF-63-4/8T-1.5-F-300: Curba Caracteristica Si Acustica La 1,2Kg/MgeorgianconstantinÎncă nu există evaluări
- Schneider Electric - Descarcatoare-de-tensiune-iPF-si-iPRD - A9L40600Document4 paginiSchneider Electric - Descarcatoare-de-tensiune-iPF-si-iPRD - A9L40600gabrielÎncă nu există evaluări
- Mentenanta Pe 5 Ani Pentru Un Separator de Combustibil - Ulei - SD - Sg.Maj - NISTOR CRISTIAN 4513MDocument23 paginiMentenanta Pe 5 Ani Pentru Un Separator de Combustibil - Ulei - SD - Sg.Maj - NISTOR CRISTIAN 4513MaleventÎncă nu există evaluări
- Mașinile FrigorificeDocument39 paginiMașinile FrigorificeIana BatrînacÎncă nu există evaluări
- Cuptor Pentru Lipire Prin Retopire (Reflow) : Facultatea de Electronica, Telecomunicatii Si Tehnologia InformatieiDocument7 paginiCuptor Pentru Lipire Prin Retopire (Reflow) : Facultatea de Electronica, Telecomunicatii Si Tehnologia InformatieiVlad ZahiuÎncă nu există evaluări
- Schneider Electric - MicroLogic - 33072Document4 paginiSchneider Electric - MicroLogic - 33072Dorin SerbanÎncă nu există evaluări
- Traductor de TemperaturaDocument19 paginiTraductor de TemperaturacataÎncă nu există evaluări
- Schneider Electric Descarcatoare de Tensiune IPF Si IPRD A9L65601Document4 paginiSchneider Electric Descarcatoare de Tensiune IPF Si IPRD A9L65601Dorin SerbanÎncă nu există evaluări
- 4 Fise TehniceDocument16 pagini4 Fise TehniceBogdan HuleaÎncă nu există evaluări
- Schneider Electric - Contactoare-EasyPact-TVS - LC1E1210M5Document4 paginiSchneider Electric - Contactoare-EasyPact-TVS - LC1E1210M5Floricel MorocarÎncă nu există evaluări
- Tema NeconventionaleDocument11 paginiTema NeconventionaleDiana AnghelacheÎncă nu există evaluări
- Oferta MultilabDocument9 paginiOferta MultilabCorina StanculescuÎncă nu există evaluări
- AQUA FILTER Filtre Si Statii de Dedurizare A Apei PotabileDocument8 paginiAQUA FILTER Filtre Si Statii de Dedurizare A Apei PotabileMesterulTauÎncă nu există evaluări
- Descarcatoare de Tensiune iPF Si iPRD - A9L20601Document3 paginiDescarcatoare de Tensiune iPF Si iPRD - A9L20601Mitrita ZanetÎncă nu există evaluări
- EasyPact CVS - LV510357Document3 paginiEasyPact CVS - LV510357Anita IonelaÎncă nu există evaluări
- S.T. NR. 1 - Teava PPR-CT Verde Coestherm HEXA PDFDocument3 paginiS.T. NR. 1 - Teava PPR-CT Verde Coestherm HEXA PDFbalooÎncă nu există evaluări
- 16 - (15 Fin) Debitarea Cu PlasmăDocument7 pagini16 - (15 Fin) Debitarea Cu PlasmăCatalina BrindasÎncă nu există evaluări
- EasyPact CVS - LV516302Document3 paginiEasyPact CVS - LV516302Adrian SamoilaÎncă nu există evaluări
- Procedura Tehnica - Vopsire in Camp ElectrostaticDocument20 paginiProcedura Tehnica - Vopsire in Camp Electrostaticsarametandrei100% (4)
- Aeroterma BlowAir S1 S2 S3 S4Document12 paginiAeroterma BlowAir S1 S2 S3 S4Ghiță SfîraÎncă nu există evaluări
- Proiect TSP 1Document28 paginiProiect TSP 1Danuţ FlorinÎncă nu există evaluări
- Curs TSS-ETMSS 2Document19 paginiCurs TSS-ETMSS 2yetty69Încă nu există evaluări
- Zelio Control - RM35LM33MWDocument3 paginiZelio Control - RM35LM33MWionutcrÎncă nu există evaluări
- WM 80 105Document1 paginăWM 80 105triponloredanaÎncă nu există evaluări
- WPS Nr. 135Bg5PA-TTDocument1 paginăWPS Nr. 135Bg5PA-TTVasile TomsaÎncă nu există evaluări
- Tehnologia de Reconditionare A Unui ArboreDocument4 paginiTehnologia de Reconditionare A Unui ArboreRacovita CrystynelÎncă nu există evaluări
- Instalatii de Stins Incendii Cu Sprinkle ReDocument17 paginiInstalatii de Stins Incendii Cu Sprinkle Renicu iordan75% (4)
- Cazan Din Fonta Rima - RomstalDocument41 paginiCazan Din Fonta Rima - Romstalsaniterm100% (1)
- Fisa Tehnica Țeavă PreizolatăDocument4 paginiFisa Tehnica Țeavă PreizolatăPrecupÎncă nu există evaluări
- Cutit de StrungDocument15 paginiCutit de StrungOana IordanÎncă nu există evaluări
- Lucrare de Laborator - TM260.04 - Stand Stick Slip PDFDocument5 paginiLucrare de Laborator - TM260.04 - Stand Stick Slip PDFChirita CristianÎncă nu există evaluări
- Bivolaru Daniel-Ion MTADocument24 paginiBivolaru Daniel-Ion MTAMircea VodaÎncă nu există evaluări
- Carbura de TitanDocument11 paginiCarbura de TitanMircea VodaÎncă nu există evaluări
- Bivolaru Daniel PETDocument10 paginiBivolaru Daniel PETMircea VodaÎncă nu există evaluări
- Bivolaru Daniel MTADocument10 paginiBivolaru Daniel MTAMircea VodaÎncă nu există evaluări
- Bivolaru Daniel - Ford PintoDocument11 paginiBivolaru Daniel - Ford PintoMircea VodaÎncă nu există evaluări
- Bivolaru Daniel MCVA - Oxid de AluminiuDocument10 paginiBivolaru Daniel MCVA - Oxid de AluminiuMircea VodaÎncă nu există evaluări
- Bivolaru Daniel - Ford PintoDocument11 paginiBivolaru Daniel - Ford PintoMircea VodaÎncă nu există evaluări
- NichitaDocument2 paginiNichitaMircea VodaÎncă nu există evaluări
- Bivolaru Daniel - Defectoscopie UltrasonicaDocument12 paginiBivolaru Daniel - Defectoscopie UltrasonicaMircea VodaÎncă nu există evaluări
- Fibre Si Tesaturi AntiglontDocument7 paginiFibre Si Tesaturi AntiglontMircea VodaÎncă nu există evaluări
- Toate CursurileDocument50 paginiToate CursurileMircea VodaÎncă nu există evaluări
- Curs 3 I CDocument3 paginiCurs 3 I CMircea VodaÎncă nu există evaluări
- Transmisii Prin Roti DintateDocument5 paginiTransmisii Prin Roti DintateMircea VodaÎncă nu există evaluări
- Carburarea Parametrii TTDocument11 paginiCarburarea Parametrii TTMircea VodaÎncă nu există evaluări
- Analiza Campurilor Termice - SolidWorksDocument12 paginiAnaliza Campurilor Termice - SolidWorksMircea VodaÎncă nu există evaluări
- Parametrii TTDocument11 paginiParametrii TTMircea VodaÎncă nu există evaluări
- BroascaDocument1 paginăBroascaMircea VodaÎncă nu există evaluări