Documente Academic
Documente Profesional
Documente Cultură
Curs Masini Unelte
Încărcat de
Sorin PopaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Curs Masini Unelte
Încărcat de
Sorin PopaDrepturi de autor:
Formate disponibile
1. Introducere. Definirea Mainilor Unelte.
M.U. se definete ca fiind o main de lucru avnd ca scop formarea pieselor, pe procese
bazate pe ndeprtarea adaosului de prelucrare sub form de achii sau particule n anumite condiii
economice, precizie dimensional i de form i calitate a suprafeei.
Maina n sensul larg al cuvntului, este construcia care transform forma energiei din
mecanic n alt form sau, n sens invers, din alta form n energie mecanic.
Mainile se clasific n ! maini de for "energetice#
! maini de lucru
Maina de for furnizeaz energie sub diferite forme, inclusiv mecanic.
Maina de lucru primete energie sub diferite forme, o transform i e$ecut anumite
obiecte sau produse.
%rupurile de maini se numesc agregate.
Maina de lucru este construcia ce efectueaz lucrri de e$ecuie pariala sau produse, prin
micri cu diferii parametri i transformri de energie.
&omeniul mainilor de lucru industria e$tractiv, metalurgic, chimic, prelucrtoare,
uoara, alimentara, etc.
Maina unealta este o maina de lucru avnd rolul de a modifica forma i dimensiunile unor
corpuri, n general metalice, prin procesul de achiere, cu o anumit capacitate de producie,
precizie dimensional i calitatea suprafeei. Mainile unelte se pot utiliza independent sau n
grupuri de maini!unelte cu funcionare corelata succesiv prin o parte a procesului de producie
rezultnd liniile tehnologice.
1.1.Clasificarea Mainilor Unelte.
'numerarea tuturor genurilor i tipurilor de M.U. este dificila datorit numrului mare
ale acestora ct i creri de genuri i tipuri noi, n concordan cu evoluia continu a tiinei i
tehnicii.
(n vederea uurrii studierii i analizei construciei funcionale a M.U. se utilizeaz
urmtoarele criterii de clasificare
! dup procesul de prelucrare
! dup gradul de specializare
! dup precizie
! dup mrime
! dup greutate
)lasificarea dup procedeul de prelucrare se apreciaz ca fiind cea mai complet deoarece se
bazeaz dup criteriul tehnologic.
&up aceste criterii este fcut clasificarea M.U. n rile industriale %ermania, *usia, +rana
,nglia.
&up procedeul de prelucrare M.U. se mpart n mai multe grupe denumirea grupei
provenind n ma-oritatea cazurilor din denumirea procedeului. +iecare grup conine la rndul
su mai multe subgrupe, n plus unt prezentate i codul numeric.
Nr. Crt Grupa Subgrupa COD
.. /0*U123*' /trunguri 1ormale
+rontale
)arusel
,utomate
/pecializate
44.!..5
44.!.65
44.!.45
44.!.75
44.!.85
44.!.95
! . !
44.!.:5
6. %urire
,lezare
Maini de gurit
Maini de alezat
Maini orizontale de
alezat i frezat
;erticale i
universale
Maini de gurit
radiale
Maini de gurit in
coordonate
,lte maini de gurit
Maini de alezat
Maini de alezat i
frezat
44.!6.5
44.!665
44.!645
44.!675
44.!6<5
44.!695
4. +rezar e Maini de frezat
Maini de debitat
Maini de retezat
Main de frezat
universal i
orizontal
Maini de frezat
verticale
Maini de frezat
longitudinale
Maini de frezat
specializate
Maini de debitat
Maini de retezat
44.!4.5
44.!465
44.!445
44.!475
44.!485
44.!495
44.!4:5
7. *ectificare Maini de rectificat
Maini de ascuit
Maini de
suprafinisare
=olizoare
Maini de rectificat
rotund
Maini de rectificat
plan
Maini de rectificat
specializate
Maini de ascuit
Maini de
suprafinisat
Maini de
suprafinisat
specializate
=olizoare
44.!7.5
44.!765
44.!745
44.!775
44.!785
44.!7<5
44.!795
44.!7:5
44.!7>5
8. &anturare filetare Maini de danturat
Maini de filetat
Maini de frezat
danturi
Maini de mortezat,
rabotat i broat
danturi
Maini de rectificat i
superfinisat danturi
,lte maini de
prelucrat danturi
Maini de filetat
e$terne
Maini de filetat
universale
,lte maini de filetat
44.!8.5
44.!865
44.!845
44.!875
44.!885
44.!8<5
44.!<95
! 6 !
Maini de rectificat
filete 44.!8:5
<. *abotare
Mortezare
?roare
Maini de rabota
Maini de mortezat
Maini de broat
Maini specializate
Maini de echilibrat
Maini de rabotat
Maini de rabotat i
frezat
Maini de mortezat
Maini de broat
Maini specializate
Maini de echilibrat
44.!<.5
44.!<65
44.!<45
44.!<75
44.!<85
44.!<>5
9. Maini de prelucrat
metale prin alte
procedee de
desprindere a
metalului
44.!955
:. Maini unelte
agregate
@inii de transfer
).=.
/isteme de maini
,gregate "direcii de
prelucrare#
,gregate "elemente
de inde$are#
,gregate "numr de
poziionri#
@inii de transfer
).=.
/isteme de maini
44.!:.5
44.!:65
44.!:45
44.!:75
44.!:95
44.!::5
)lasificarea de mai sus poate fi completat pentru fiecare main prin precizarea unor
caracteristici importante ca i natura micrilor e$istate nr de snii i direciile lor de
deplasare nr de crucioare i modul lor de antrenare, dimensiunile e$terne ale pieselor ce pot
fi e$ecutate pe maina, domenii de reglare a vitezelor micrilor etc.
&up gradul de specializare
! M.U. universale
! M.U. specializate
! M.U. speciale
M.U. universale : se caracterizeaz prin posibilitile tehnologice largi, putnd asigura
prelucrarea pieselor cu o mare cu o mare varietate de tipodimensiuni i din materiale diferite.
,cest lucru impune la M.U. a unor domenii largi de reglare a turaiilor i a avansurilor. ,ici
se ncadreaz strungurile normale, M.+. universale, Maini de alezat i frezat, Maini de
rectificat universale.
M.U. specialiate : prelucreaza piese de aceeai tip dar dimensiuni diferite, de e$emplu M.
frezat arbori cotii, M. rectificat arbori cotii.
M.U. speciale : e$ecut o anumit operaie pentru o anumit pies sau pentru o gam e$trem
de redus de dimensiuni.
'$emplu
! &up precizie ! M.U. de precizie normal
! M.U. de precizie ridicat
! M.U. foarte precise
! &up mrimea M.U. ! foarte mari
! mari
! mi-locii
! mici
! foarte mici
! 4 !
1.!.Si"boliarea Mainilor Unelte.
! se face plecnd de la clasificarea fcut dup primul criteriu cu un grup de cifre sau
un grup de litere i cifre din care rezulta denumirea mainii i caracteristica tehnic cea mai
important a acesteia. @a noi n ar se utilizeaz urmtoarele grupuri de litere
/1 strung normal
1) strung carusel
% main de gurit
,+ main de alezat i frezat
A eping
+& main de frezat danturi
*' maina de rectificat rotund e$terior
*3 ! maina de rectificat rotund interior
*= ! maina de rectificat plan
+U ! maina de frezat universal
+U main de frezat de sculrie
+) ferstru circular
+, ferstru alternativ
'$emple de simbolizare
/1 755 ! /.1. cu diametru ma$im de prelucrat de 755 de mm
/ 768 eping cu curs ma$im de 768 mm
/) 6855 strung carusel cu diametru platou de 6855 mm
+U 485 main universal de frezat cu limea mesei de 485 mm
1.#.Mic$rile Mainilor Unelte.
=relucrarea complet a unei piese pe MU impune realizarea unui numr minim de
micri, ce se succed ntr!o anumit ordine i care se repet ciclic la prelucrarea oricrei alte
piese de acelai tip.
Micrile necesare sunt ! micri de generare
! micri au$iliare
Micrile de generare sunt e$ecutate de MU i se e$ecut n timpul procesului de
prelucrare.
Micrile au$iliare sunt e$ecutate n afara procesului de prelucra i sunt e$ecutate la
MU neautomate de ctre operatorul uman. 'le se mai numesc i micri a-uttoare, sau n gol.
'le sunt alimentate cu piese, alimentarea cu scule, transportul semifabricatelor, reglarea
lanurilor cinematice, poziionarea reciproc pies!scul, comutri "comenzi# i protecia MU
i a operatorului uman. 'le se pot repeta o singur dat n ciclu sau de mai multe ori.
Micrile de generare sau de e$ecutare dup rolul lor n diferitele faze ale ciclului de
lucru se denumesc astfel
! pentru formarea suprafeelor
! de ptrundere
! de divizare sau periodice
! a-uttoare
i sunt realizate de ctre scule, piese sau ambele.
! 7 !
Micarea e$ecutant poate fi
! liber sau independent cnd viteza sa este dictat de parametrii tehnologici
sau de funcionare. =oate fi liniar "@# sau rotativ "*#. '$ micarea @ la
broare.
! elementar sau component , cnd valorile vitezei sale sunt corelate cu vitezele
altei micri, dependen dictat de condiiile tehnologice sau de funcionare.
'$ M=BM,v la gurire.
! compus cnd rezult din compunerea a dou, trei sau patru micri
elementare. 0raiectoriile relative ale micrii compuse sunt curbe comple$e n
spaiu.
Micrile e$ecutate sunt efectuate de ctre anumite subansamble sau subsisteme
denumite generic verigi e$ecutante. "port cuite, arbori principali, mese, snii, supori#.
)iclul de lucru reprezint totalitatea micrilor de generare necesare prelucrrii unei
piese pe MU sau un sistem de MU.
)iclul de funcionare reprezint ansamblul micrilor de generare i micrilor au$iliare
necesare pentru prelucrarea unei piese pe o MU.
1.%.Scula ac&ietoare
! cu un dinte "cuit#
+C
+D
! cu mai muli dini "freze#
, E corpul cuitului faete, muchii care alctuiesc geometria cuitului
? E coada cuitului partea de prindere n port scul
+C E fa dega-are "achii#
+D E fa de aezare ! principal "+D# fa care atinge prima materialul
! secundar "+DF#
+CG +D E 0p ! ti principal
+C G+DF E 0s ! ti secundar
0pG0s E ;c ! vrf cuit ! ascuit a#
! teit b#
! rotun-it c#
! 8 !
1.'.Ung&iurile cu(itului
,lctuiesc geometria cuitului.
H. unghi de atac principal
H.F unghi de atac
secundar
I ! unghiul la vrful cuitului
C unghiul de dega-are
D ! unghiul de aezare
J ! unghiul de ascuire a sculei
achietoare
! < !
1.).Uura
Uzura este fenomenul de deteriorare a tiului sculei achietoare n timpul procesului
de prelucrare, deteriorarea care conduce la cderea preciziei de prelucrare i respectiv a
calitii suprafeei..
Uzura ! pe faa de achiere a
! pe faa de dega-are b
! pe ambele c
! vzut pe faa de aezare "a#
,pariia uzurii determin modificarea unghiiului alfa "D#
! vzut pe faa de dega-are "b#
,pariia unor cratere care modific valoarea unghiului de dega-are C msurnd!ul
! "c#
)onduc la modificarea geometriei unghiului alfa i beta. Uzura n general este
influenat de urmtorii factori
! 9 !
! de materialul de prelucrare
! de materialul sculei achietoare
! de parametri reg. de achiere
! de forele de achiere
! de geometrica sculei achietoare
! de condiiile n care se efectuiaza prelucrarea
1.*.Durabilitatea
Durabilitatea sculelor achietoare 0, reprezint intervalul de timp n minute ntre
dou reascuiri succesive ale sculei.
&e regul durabilitatea este n strns legtur cu viteza sculei achietoare.
&urabilitatea s.a. se determin cu formula lui 0aKlor
)
0 E !!!!!!!!!
;
n
c ct. care depinde de cele dou materiale aflate n contact
v viteza cu care se e$ecut prelucrarea
&urabilitatea este influenat de o serie de factori
&e obicei se ia n considerare durabilitatea economic.
! : !
!. Co"punerea general$ a Mainilor Unelte
MU sunt construcii comple$e specifice procedeelor de prelucrare care se e$ecut. )u
toate acestea MU sunt compuse din urmtoarele pri, avnd funcii specifice, deosebite, dup
cum urmeaz
,. +c(ion$rile , grupeaz mecanismele i componentele ce asigur realizarea micrii
e$ecutate i transmiterea puterii.
?. ,$r(ile portante , care cuprind piesele de baz i sistemele de preluare a forelor i
momentelor necesare efecturii procesului de prelucrarecrare "batiuri, snii, mese,
verigi e$ecutante#.
). ,ar(i de co"and$ prin care se stabilesc parametrii de funcionare i se conduce total
sau parial ciclul de lucru.
&. Siste"e au-iliare care asigur realizarea i meninerea condiiilor de funcionare
optime ale MU. ,cestea cuprind sistemul de ungere!rcire a sculei i eventual de
splare a acesteia, de termostatare a zonei de lucru sau a MU, de indeprtare a
achiilor i rezidurilor sau de splare a MU.
'. Siste"ul de ali"entare i evacuare cu a-utorul cruia se asigur introducerea
pieselor n poziiile de prelucrare i apoi eliberarea lor de pe MU la sfritul ciclului de
lucru.
!.1.+c(ion$rile.
,cestea grupeaz componentele optice, electrice, hidrostatice i sistemele de
transformare a micrilor utilizate n construcia MU.
0ransmiterea i transformarea micrilor de la sursele respective la verigile e$ecutante
;' se fac printr!o serie de componente, subansamble specifice care se numesc n general
LverigiM. Airul LverigilorM care servesc la transmiterea, transformarea, reglarea micrilor
ntre sursele de micare i ;' sau numai ntre ;' se numesc lanuri cinematice.
)onstruciile ;' pot fi mecanice, hidraulice, pneumatice sau combinate.
)onstrucia ;' se bazeaz pe micrile relative dintre scul i pies, caracteristicile
procesului de prelucrare necesare pentru generarea suprafeelor.
@a MU aceste micri sunt
! micarea principal n timpul creia are loc achierea
! micarea de avans n timpul creia scula achietoare ptrunde n straturi noi de
material.
Micarea principal funcie de tipul mainii poate fi de rotaie sau de translaie.
,cionarea MU se face, n general, cu motoare electrice, care asigur la intrarea
schemei cinematice o micare de rotaie, a crei mrime va fi variat n limite foarte restrnse.
/arcina de reglare i transmitere a micrii, de la motor la arborele principal, este realizat de
dou grupe de verigi reglabile. ,cestea pot transmite micarea i, n acelai timp, pot s
asigure o variaie continu sau discontinu a micrii la elementul final al lanului cinematic.
/chemele unor lanuri cinematice de acionare sunt prezentate n figur
! > !
)=N E cupla- de pornire!oprire
)/3 E cupla- de siguran
;* E verig reglabil a micrii finale * sau @
@inia ntrerupt E transmisii constante
Mecanismele de reglare n trepte numite cutii de vitez sau cutii de avansuri sunt
formate din mai multe mecanisme elementare legate ntre ele n diferite moduri, determinnd
obinerea de rapoarte de transmisie diferite, deci viteze sau avansuri diferite la ieire.
Micarea se poate transmite prin angrena-e sau prin unele conuri n trepte.
,cionarea lanurilor cinematice se poate realiza cu
! partea de reglare i electromotor trifazat "'M0#
! 'M)) cu magnei permaneni de cuplu mare cu rotor disc i ntrefier a$ial i a
tiristoarelor "convertizor static de tensiune#
(n construcia prii de reglare la MU care prelucreaz suprafee comple$e prin
compunerea avansurilor "Mu cu 1) i )1) sau la sisteme prin copiere#.
@a MU moderne, tip MU cu )1) i )=, se utilizeaz lanuri cinematice care au n
structur elemente cu un nalt grad de precizie cinematic i o fiabilitate ridicat, sunt lanuri
cinematice scurte "cu puine elemente# i astfel dimensionate nct s nu constituie surse de
cldur sau surse de vibraii.
,naliza diferitelor soluii constructive i cinematice a MU moderne conduce la
urmtoarele concluzii
.. acionarea lanului cinematic principal se realizeaz cu motor electric asincron,
cu motor de curent continuu sau cu motor hidraulic
6. mecanismele de reglare a lanului cinematic principal, n afara reglrii prin
motor "de curent continuu sau hidraulic#, este o cutie de vitez relativ simpl
cu un numr mic de trepte.
4. comutarea turaiilor, pentru a putea fi automatizat, se face cu mecanisme tip
baladori hidraulici, cupla-e hidraulice sau electromagnetice.
7. lanurile cinematice sunt scurte, conin puine elemente, iar arborele principal,
este separat , pe ct posibil de motorul de acionare i de celelalte mecanisme
ale lanului cinematic, pentru ca micarea de achiere s nu fie influenat de
vibraiile i cldura pe care le produc.
! .5 !
'$
+ig. 7.6 +ig. 7.4
)= !O strung paralel cu )1 !O); este complet separat de ppua fi$ i conine cupla-e
electromagnetice /0*NM,%.
! .. !
! .6 !
+ig 7.7 +ig. 7.<
)= !O)onstrucii de lan cinematic principal acionat de un motor de curent continuu i reglat
printr!o cutie de vitez ); cu baladori acionai hidraulic.
+ig. 7.9, )=!O @anuri cinematice principale cu 'M0 de curent alternativ cu ); cu cupla-e
electomagnetice
=entru lanuri cinematice de avans, la MU moderne se utilizeaz urmtoarele
acionrii
electrice
electrohidraulice
hidraulice
! .4 !
=entru MU moderne, lanul cinematic @) de avans trebuie s fie un @) independent, acionat
separat. @) de avans cuprind n general urmtoarele
! motorul de acionare ! M)) ! clasic cu rotor de Mi mic
! cu rotor disc i ntrefier a$ial ",P'M#
! cu magneii permaneni cu mecanic redus
! M== ! pentru cupluri mici
! pentru cupluri mari "amplificatoare hidraulice
de cuplu#, elimin utilizarea traductoarelor de poziie, dar
pentru MU de precizie se folosesc traductoare de
deplasare care micoreaz avanta-ele soluiei.
! reductor, o transmisie cu *& sau mai rar curele dinate,
! urubul! piuli cu bile.
'$
+ig. 7..7, )= '$emple de @) de avans la )31)311,03 acionat de M)) prin tiristori.
Un alt mod de acionare este un M)) cu ntrefier a$ial, ,P'M sau un moror
electrohidraulic pas cu pas /3'M'1/ sau +U230/U cu distribuie liniar, +N*'/0 sau
&,1+N// cu distribuie rotativ.
'$
+ig. 7..<
+ig. 7..9
M))
cu magmeii
permaneni
funcioneaz
la turaie -oas
i nu necesit
! .7 !
introducerea de reductor de turaie. /oluia permite amplasarea i cuplarea direct pe arborele
motorului a traductorului de deplasare rotativ.
!.!.,iesele corpolente sau portante
(n aceast grup sunt cuprinse piesele mari ale MU care ndeplinesc urmtoarele
funcii
! susine alte subansambluri ale MU
! preiau i transmit fore rezultate din procesul de achiere i din greuti proprii
! asigur precizia deplasrilor
)ondiiile pe care trebuie s le ndeplineasc sunt
! s aib rigiditate ct mai mare
! s aib rezisten la vibraii
! s aib greutate minim
(n funcie de mobilitatea lor se deosebesc ! piese corpolente fi$e
! mobile
!.!.1.,iese corpolente fi-e
&in aceast grup fac parte batiurile, coloanele, traversele fi$e, carcasele, plcile de
baz, picioarele, etc.
&intre acestea cea mai important pies este ?,03U@.
(n batiu se nchid toate solicitrile mainii i determin n cea mai mare msur forma
MU.
'l poate fi realizat monobloc sau din pri montate rigid.
+orma constructiv a batiului este determinat de mrimea, configuraia i greutatea
pieselor de prelucrat, de solicitrile produse de + de achiere, de greutile pieselor i
subansamblurile pe care le susin, de structura cinematic a MU, de cerinele de ordin
funcional, constructiv i estetic, de tehnologia de fabricaie, de gradul de tipizare, etc.
?atiurile au forme constructive foarte variate astfel nct clasificarea lor este fcut pe
urmtoarele criterii
dup forma constructiv
! orizontale
! verticale
! nclinate
! de tip grind
! cadru.
dup soluia constructiv
! turnat
! sudat.
dup profilul seciunii transversale
! dreptunghi "sau form de cadru#
! cu perei interiori de rigidizare
! cu seciune trapezoidal
! cu rigidizare circular
! .8 !
1ecesitatea eliminrii achiilor impune ca batiul s fie prevzut cu spaii care s
asigure conducerea acestora n colectorul sau n transportorul cu band sau cu rol.
?atiul trebuie prevzut cu -gheaburi i caneluri care asigur colectarea lichidului de
rcire i ungere.
(n unele MU n interiorul batiului sunt prevzute spaii pentru sistemele de ungere!
rcire, motoare electrice de antrenare, amplasare de aparata- electric i hidraulic.
?atiul se dimensioneaz prin calcul i ncercri pe model.
'tapele proiectrii
stabilirea schemei ncrcrii cu +
calculat la vibraii
calcularea deformrilor termice
calculul eforturilor unitare
calculele de rigiditate.
!.!.!. ,iese corpolente "obile mese
! planaibe
! console
! supori
! berbeci
! traverse mobile
! ppui mobile
!.!.#.G&ida.e i siste"e de g&idare
! sunt alctuite din forele care sunt suprafee de contact ntre partea fi$ "batiu# al MU
i partea mobil "sanie, unitate avans#.
! *olul sistemului de ghidare e de a materializa traiectoriile generatoarelor rectilinii sau
circulare necesare generrii suprafeelor pieselor de prelucrat.
/e clasific dup
! forma traiectoriei rectilinii sau circulare
! dup profilul perpendicular pe direcia de micare
n ,
! .< !
n ;
coad de rndunic
n profil dreptunghic
n profil cilindric
! .9 !
! dup forma constructiv
(ntre faetele ghida-elor, acestea se pot mpri n grupe i subgrupe
o grupa , E ghida-e cu frecare de alunecare
o grupa ? E ghida-e de rostogolire
o grupa ) E ghida-e mi$te
! grupa , ! frecare lichid
! frecare gazoas
! frecare mi$t
(n general, sistemele de ghidare pot prelua sarcini verticale, orizontale, nclinate
%hidarea trebuie s asigure precizia descris iniial, s fie rigid, s aib rezisten la
uzur i s permit deplasarea subansamblelor mobile cu vitez mare
@a MU cu comand numeric, sistemele de ghidare sunt sisteme hidrostatice i de
rostogolire.
/istemele de ghidare cu rostogolire se caracterizeaz prin faptul c ntre faetele de
ghidare e$ist corpuri intermediare role, bile, aceQ care pot fi nchise sau deschise.
(n funcie de tipul corpurilor de rostogolire avem diferite construcii "fig...#.
,cest tip de ghida-e pot fi cu prestrngere sau fr prestrngere "nlimea -ocului
e$istent ntre elemente#.
&ac MU utilizeaz elemente de tipul sniilor, se vor folosi construcii cu recircularea
corpurilor rostogolitoare de tipul tanchete cu role, patine, seturi de role i patine "fig.7.67#.
+ig .6.4. 0anchete cu role +ig .6.44 )olivii pentru corpuri intermediare
%hida-ele hidrostatice folosesc drept lichid uleiul, apa, lichidul de rcire.
,cest tip de ghida-e pot fi cu curgere liber sau cu cdere de lichid.
/unt utilizate pentru preluarea forelor ce conduc la perturbaii ale preciziei de
prelucrare prin compensarea deplasrilor ce apar datorit forelor de ncrcare cu lichid.
! .: !
!.!.%.Construc(ia lag$relor arborelui principal al Mainilor Unelte.
&e regul are o suprafa de revoluie i suport toate ce intervin.
@agrele pot fi ovalizate cu elementele de rostogolire !O cu rulmenii sau cu elementele
hidrostatice.
*ulmenii E lagre cu corpuri de rostogolire ce se monteaz pe arborele principal n
punctele de rezemare ale acestora i au rolul de a prelua forele ce apar n timpul procesului de
prelucrare sau n repaus.
*ulmenii trebuie suspendai i s aibe o mare rigiditate, asigurnd o precizie ridicat
la arborele principal.
@a mainile moderne, lagrele trebuie s asigure o micare de rotaie arborele principal
de precizie ridicat, o bun stabilitate la vibraii i o bun stabilitate termic.
@agrele hidrostatice se folosesc la mesele rotative i la cele care e$ecut deplasri
liniare ce intr n componena centrelor de prelucrare.
@agrele hidrostatice pot fi cu cdere liber"+ig. .6.4<# de presiune sau cu curgere
liber de presiune.
+ig. .6.4<
+ig. .6.49
+ig. .6.4:
! .> !
!.#.,$r(ile de co"and$.
/tabilesc parametrii de funcionare n ciclu parial sau total de lucru.
(n cadrul acestor pri de acionare, cu a-utorul manetelor, butoanelor se realizeaz
instalarea parametrilor de achiere ce determin regimul de achiere.
*egimul de achiere e caracterizat din punct de vedere al calcului parametrilor de
achiere specifici fiecrei achieri.
=arametrii de achiere
! t adncimea de achiere E mrimea stratului de material ndeprtat la o singur
trecere a sculei pe suprafaa de prelucrare.
! / avansul de achiere ,p
! ; viteza de achiere t E !!!!!!!! R i
6
unde ,p E adaus prelucrare
t E viteza n funcie de material ,p O t
i E numrul de treceri
s E mrimea stratului de ptrundere a sculei achietoare la o rotaie sau curs dubl.
! se msoar n mmSrot sau mm Scurs dubl
@a frezare se folosesc avansul pe dinte s6 msurat n mmSdinte
v ETRdnS.555 msurat n mmSmin
dE diametrul piesei de prelucrare
nE turaia
!
! 65 !
v
t
s
*egimul de achiere E alegerea i calculul parametrilor n funcie de procedeul de prelucrare
folosit.
!.#.1. Mecanis"e de transfor"are a "ic$rilor.
=entru realizarea de ctre verigile e$ecutante astfel ca parametrii cinematici s
corespunda procesului de lucru sunt necesare variaii ale vitezei, nsumarea vitezelor a doua
micri, transformarea unei micri din * n @, din continua n periodica.
/unt utilizate ndeosebi la obinerea micrii rectilinii alternative, avnd micare *
reversibil.
=ot fi ! pinion!cremaliera =!)
!melc!cremaliera M!)
!urub!piuli
!biela!manivel mai puin utilizat
a# Mecanismul =inion!)remaliera =!)
/ste folosit pentru transfor"area 0 direct$ 102
! invers @!*
0ransformarea direct *!@ este corespunztoare la micri fr condiii deosebite de
precizie i uniformitate, cu fore mici i viteze mari "M.' a-uttoare# fr cerine de autofrnare i
cu un randament bun.
/olicitarea preponderena a danturii este la ncovoiere i strivireEOfora de tragere.
/chema constructiv a mecanismului =!) cuprinde n mod obinuit i transmisii prealabile
reductoare iar la MU moderne i elemente pentru scoaterea -ocului i chiar de pretensionare
pentru a putea e$ecuta deplasrile ;' cu precizie corespunztoare.
! 6. !
/e utilizeaz dou pinioane =
i.
i =
i6
antrenate prin roile melcate *M
.
i *M
6
.
b# Mecanismul Melc!)remaliera cu alunecare M!)
'ste utilizat pentru un mers linitit i uniform la curse lungi i forte mari, permind reducii
puternice i precizie a deplasrilor dar are ns un raionament redus.
Melcul!oel, cremalier!material antifriciune bronz, font.
,u e$ecuie pretenioas.
,vnd alunecare i fore mari necesit ungere abundent.
)remaliera se fi$eaz pe o pies rigid, deci mrimea cursei nu afecteaz deformaiile n
cazul /!=.
1ecesitatea de cretere a randamentului a impus construirea unor mecanisme M!) cu
rostogolire care pot fi acionate cu pierderi minime.
=restrngerea se realizeaz prin deplasarea radial a melcului ctre cremaliera n planul
radial al acesteia.
! 66 !
!.#.!. Mecanis"e urub0piuli($
Mecanismul Aurub ! =iuli /!=
,vanta-e
- raport mare de reducie deci moment de rotaie mic
- posibilitatea sau nu de autofrnare
- poate servi ca mecanism de nsumare
- se obin micri precise, linitite, sigure, msurabile cu e$actitate
- n anumite condiii au randament destul de ridicat
&e regula servete transformrii directe *!@ n care se poate roti fie urubul fie piulia.
;arianta cu piulia rotitoare reduce torsiunea urubului, permite ncastrarea rigida i cu
pretensionare a acestuia, deci rigiditate mai mare deci o precizie i uniformitate a micrii.
=entru transformarea invers @!* sunt foarte rar utilizate i numai modelele fr autofrnare
i cu rostogolire.
&up felul frecrilor deosebim /!= cu frecare de alunecare "mi$t sau lichid#
- cu rostogolire
c.# /!= cu alunecare i frecare mi$ta
- costuri sczute
- sunt practic toate cu autofrnare
- au randament sczut "5,6U5,78V#
- au uzura care le schimb precizia n timp piulie din materiale antifriciune!bronz
=entru limitarea vitezei de uzura pe flancuri presiunea pWp
adm
E4X.6M=a.
'$istena alunecrii presupune totui un -oc funcional minim care se instaleaz mai uor
prin regla-, el crescnd oricum n timp datorit frecrilor.
,pare deci n timp necesitatea reinstalrii -ocului minim funcional aa numita Lscoatere a
-oculuiM. /e asigur astfel o funcionare mai linitita, precizie cinematic i rapiditate la instalarea
la cot.
&ar scoaterea -ocului este nsoita de mrimea intensitii uzurii .65$ i a frecrilor.
=entru a reduce uzura i frecrile se recurge la scoaterea -ocului numai la cursele sau fazele
la care este necesara pentru precizie elibernd urubul n restul fazelor, la mers n gol, cnd viteza
trebuie s fie mare. ,ceasta nseamn o scoatere automatizat a -ocului, deci construcie comple$
i costuri suplimentare.
/coaterea -ocului manual i periodic sau automat impune construcia piuliei din dou
parti partea de baz i cea reglabil.
! 64 !
=artea reglabil este acionata n diverse moduri astfel nct la scoaterea -ocului s e$ecute
deplasri mici a$iale, asigurnd contactul pe flancuri opuse ale spirei filetului.
'ste foarte important ca prin aceasta s nu se a-ung la blocarea piuliei pe urub ceea
ce poate avea la fore de scoatere a -ocului prea mari. @a reglarea manual "fig. 6...<# aceasta
impune calificare ridicat. =artea de reglare se deblocheaz nti din corp cu a-utorul tiftului,
apoi se deplaseaz a$ial "5,58X5,5:mm# acionndu!se piulia de regla- dup care se
reblocheaz cu tiftul. *otirea parii de baz este mpiedicata de pan.
)ontactul dintre flancuri are loc invers ca la fig. 6...8
c6# /!= cu alunecare i frecare lichida
/e realizeaz cu sustentaie hidrostatica, deci un strat de ulei sub presiune, ntre
flancuri, care elimina contactul dintre materialul urubului i cel al piuliei.
+iind numai frecare lichida nu mai e$ist uzur, deci nu trebuiesc scoase -ocuri, nu sunt
necesare materiale deosebite nici tratamente termice pretenioase dar are precizie geometric
ridicat.
! 67 !
,pare ns instalaia de alimentare hidrostatic care complic construcia.
*andamentul numai la /!= este ridicat, pe ansamblu ns puterea necesar instalaiei
hidrostatice "5,.!5,6 Y# scade randamentul total, de aceea /!= cu sustentaie are utilizare la maini
mari.
c4# /!= cu frecare de rostogolire
=ermit realizarea de precizii mari, cu viteze foarte mici fr pericol de sacadare, au un
randament ridicat i pot fi cu sau fr autofrnare ns necesit materiale, tratamente termice,
prelucrri i condiii de precizie analoage rulmenilor, fiind deci scumpe.
'le permit nu numai o scoatere a -ocului ci i o anumit pretensionare ceea ce constituie un
avanta-.
/unt utilizate n special la MU cu comenzi numerice i precizii ridicate.
=retensionarea se obine prin microdeplasri a$iale .!7 microni.
!.#.#. 3uruburi conduc$toare cu ele"ente inter"ediare.
Auruburile conductoare cu elemente intermediare pot fi cu bile sau cu role.
Auruburile conductoare cu biel nlocuiesc frecarea de alunecare, din urubul clasic,
prin frecare de rostogolire, ceea ce micoreaz uzura i mbuntete randamentul
mecanismului. (ntre urubul . i piulia sa 6 din fig 8.., e$ist un numr de bile 4, grupate pe
unu sau mai multe circuite separate pe o lungime a$ial de 6.8 pai.. *ecircularea bilelor se
realizeaz printr!o eav incorporat n piuli prin care bila revine la poziia iniial dup ce
dup ce au strbtut lungimea piuliei.
! 68 !
+ig. 8..
*obusteea piuliei permite s se cupleze urubul direct la un motor electric dar
fiabilitatea sa crete substanial dac turaia urubului nu depete . 555 rotSmin, iar
frecvena de inversare a sensului de rotaie nu este prea ridicat.
=rincipalele dimensiuni "fig 8.6#, ca i ca i sarcina nominal static i dinamic cu
care poate fi ncrcat urubul , rezult din tabelul 8...
Aurub Aurub =iuli =iuli = % /arcin /arcin
d. d6 & @ &inamic /tatic
65 .<.8 78 44 8 M7 <>8 ..55
65 .<.8 78 7: 8 M7 .755 6675
68 6..8 85 44 8 M8 9:5 .755
68 6..8 85 7: 8 M8 .8<5 6:85
68 6..8 85 7< .5 M8 9:5 .755
46 6<.8 <8 78 : M< .<55 6:85
46 6<.8 <8 95 : M< 4655 8<55
75 47.97 95 85 : M: .:85 4<55
75 47.8 97 97 : M: 4<55 9655
85 74.8 >6 <5 .5 M.5 6<55 8855
85 74.8 >6 >5 .5 M.5 8.55 .5:55
85 74.8 >6 .65 .5 M.5 9855 .<455
<4 8<.8 .5: >4 .5 M.5 8955 .4955
<4 8<.8 .5: .64 .5 M.5 :855 65755
0,?'@ 8..
! 6< !
+ig. 8.6
+recvent utilizate n construcia mainilor unelte cu comand numeric sunt
uruburile conductoare cu bile "fig
8.7# la care reducerea bilelor se face
printr!un canal de seciune
circular,paralel a$ei urubului,
practicat la periferie piuliei i prin
pana paralel cu care piulia se
fi$eaz pe batiu.
*igiditatea i randamentul acestora
sunt deosebit de bune, ceea ce
permite adaptrarea lor la motoare pas
cu pas, motoare de curent continuu,
ca i la motoare hidraulice roative.
0uraia urubului poate atinge
valoarea de .655 rotSmin, ceea ce
este mai mult dect necesar n
acionare lanurilor cinematice de
avans.
+ig. 8.4
! 69 !
+ig. 8.7
Auruburi cu role "fig 8.9#, mai recente dect uruburile conductoare cu bile, au ca
principal avanta- contactul liniar dintre urub, piuli i elementele intermediare fa de
contactul punctiform dintre urub , piuli i bile. &in aceast cauza capacitatea de ncrcare i
durabilitatea sunt mult mai mari i, de asemenea, turaia pn la care ele pot fi folosite, atinge
4 555 rotSmin.
0oate aceste avanta-e le recomand pentru a fi folosite n special la maininile!unelte
grele.
+ig. 8.9
)onstructiv se deosebesc uruburi conductoare ! cu role filetate
! cu role prevzute cu canal
circulare
@a uruburile conductor cu role filetate "fig 8.:# lipsete sistemul de recirculare.
*olele satelit 4 sunt prevzute la cele dou capete cu fusurile cilindrice 7 i zonele danturate
:. +usurile cilindrice 7 ptrunde n aleza-ele cilindrice din inelele 8, constituind in acest fel
lagre de alunecare, ce permit rotirea rolelor satelit fa de piuli n timp ce poziia a$ial a
rolelor rmne neschimbat, paralel a$ei urubului conductor. Zonele danturate : angreneaz
cu dantura interioar a inelelor >.
+ig. 8.:
=iulia este perfect simetric, ceea ce simetrizeaz i distribuia eforturilor pe care ea
le suport.
! 6: !
@a uruburile conductoare cu role cu canale circulare "fig 8.>#, perpendiculare pe a$a
urubului ., rolele 4 se deplaseaz a$ial in raport cu piulia 6, cea ce face necesar prezena
unui sistem de recirculare pentru a readuce rolele n poziia iniial.
+ig. 8.>
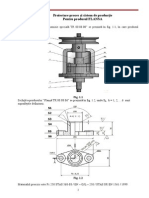
#. Mainile unelte cu co"and$ nu"eric$ i centrele de
prelucrare
Utilizarea programelor numerice permite instalarea unei noi piese. /e realizeaz piesa
cu form comple$ cu preuri de cost reduse.
=rile componente ale unui centru de prelucrare, o main unealt, o magazie de
scule, micarea de translaie, dou mese, sistem de manipulare a sculelor achietoare.
=e fiecare element mobil e$ist nite sisteme de a$e .
=entru eficiena acestui sistem a fost nevoie de introducerea unor elemente
suplimentare.
/cule achietoare care s reduc au$iliari.
Msurarea vitezei de poziionare se face cu a-utorul lanurilor cinematice reuite.
*eglare sculei achietoare se realizeaz cu a-utorul unei scule de prereglare.
)aracteristicile materialului scula achietoare trebuie s aib o durabilitate foarte
bun "plcue dure care sunt e$ecutate sub form ptrat#.
/cule cu eborit "durabilitate foarte mare# se folosete timp ndelungat fr a
prezenta uzuri.
&.=.&.;. al construciilor sculele achietoare sunt montate n aa numitul port scule.
)odificare se face cu mai multe cifre care indic locul n care se afl o anumit pies
in magazia de scule.
! 6> !
(n figura de mai -os se prezint o main unealt cu comand numeric
Mainile unelte cu comand numeric.
,u aprut ca o evoluie fireasc n sensul automatizrii proceselor de producie fiind
mainile cele mai produse.
'voluia n timp
automatul programabil, este un sistem de comand simpl care e$ecut pas cu pas
fiecare instruciune.
1.)., comanda numeric, este un sistem electronic de realizare a cotelor sau
deplasrilor avnd controlul acestora.
).1.)., comanda numerica asistat de calculator, este sistemul cel mai performant
care din punct de vedere al principiului ataeaz controlul numeric cu calculatorul
capabil de o logic geometric i tehnologic "fig. 6#.
@imba-ul comenzii numerice
,cest limba- folosete cuvinte, cifre sau litere cheie"+ig. 6, 4, 7, 8#.
)uvintele fac parte dintr!un cod specific i se clasific dup cum urmeaz
o 1 urmat de un grup de cifre reprezint numrul programului.
o % este o funcie pregtitoare
o $, K, z adrese geometrice pentru micrii liniare
o a, b, c adrese geometrice pentru micrii circulare n -urul a$elor $, K,z
o +, /, 0 adrese tehnologice pentru avans, turaia sau scula
o M funcii au$iliare
3nformaiile geometrice reprezint descrierea dimensional a piesei i cu $, K i z urmate
de grupuri de cifre care reprezint deplasarea ntr!un anumit sisteme de coordonate pe o
anumit direcie.
=ri componente 0urela cu mai multe cuite, ppua mobil "fig..# i calculatorul
"fig.6 #
! 45 !
! 4. !
0urel
=inola, ppua
mobil
+ig. .
! 46 !
'cranul
+ig. 6
! 44 !
=ornirea
programului
Micarea cuitului pe
a$e
,legerea manual a
a$elor
Micarea a$elor cu
precizie ridicat
,legere manual a
rotaiei universalului
,legerea turaiei
universalului
Micarea cuitului cu
precizie ridicat
,legerea avansului
Nprire temporar
+ig. 4
! 47 !
+ig. 7
&eschidere nchidere
a uii de protecie
*otirea manual a
universarului
+unciile de baz a strungului =anoul de introducere a
diferitelor funcii
+ig. 8
)entrul de prelucrare ")=# este o main unealt care are posibiliti tehnologice de
prelucrare multiple, este echipat cu comand numeric, dispune de un dispozitiv de
nmagazinare a mai multor scule achietoare i efectueaz schimbarea automat a acestora.
=rincipalul avanta- al )= este micorarea timpului efectiv de prelucrare care este mai
mic cu cca 48V fa de timpul efectiv de prelucrare al unei MU convenionale, realizat mai
ales prin micorarea timpilor au$iliari "timpul de schimbare i reglare a sculelor n arborele
principal, timpul de schimbare a poziiei piesei de prelucrat, timpul de deservire tehnologic#.
Micorarea primelor dou componente se realizeaz prin concentrarea operaiilor ce se
pot efectua pe aceeai MU folosindu!se un numr mare de scule aferente fazelor de prelucrare
i utilizarea de mese rotative inde$ate de prelucrri de direcii diferite ale piesei.
Micorarea timpului consumat cu schimbarea piesei se realizeaz cu mese
suplimentare.
1r. mare de scule de prelucrare i schimbare automat a acestora la )= este rezolvat
prin magazinul de scule. ,utomatizare ciclului de schimbare a sculelor din magazin n
arborele principal al )= necesit mecanisme specifice pentru cutarea sculei, pentru
e$tragerea acesteia din magazin i alimentarea arborelui principal, iar la alimentarea fazei de
prelucrare e$tragerea sculei din arborele principal i introducerea i fi$are acesteia n locaul
aferent din magazie. /pre deosebire de MU cu )1 cu cap revolver, )= au mecanisme de
transfer ntre magazin i arborele principal, iar magazinul de scule nu suport reaciunile
forelor de achiere.
! 48 !
)onstrucia modular general a unui )= este prezentat n fig. ..6.
+3% ..6
)= deriv din MU universale conduse cu )1 i echipate cu mecanisme specifice i se
clasifica dup mai multe criterii astfel
a.# dup operaia tehnologic realizat i tipul MU din care provine
! )= prin strun-ire
! )= prin gurire
! )= prin gurire frezare i alezare
! )= combinate
b.# dup poziia arborelui principal
! )= cu arbore principal orizontal
! )= cu arbore principal vertical
c.# dup forma i tipul magazinului de scule
! magazin de tip disc "cu a$ orizontal,vertical i nclinat#
! magazin de tip transportor cu lan "dreptunghiular sau oval#
d.# dup tipul uniti de transfere
! )= cu mn mecanic simpl
! )= cu mn mecanic dubl
! )= cu un comple$ de mini mecanice simple i duble
! )= fr unitate de transfer
! )= cu mini mecanice i unitate de transfer
e.# dup modul de identificare a sculei
! )= cu codificarea sculei
! )= cu codificarea locaului sculei din magazin
! 4< !
)= sunt foarte variate i de acea grupare lor este mai puin riguroas i de aceia acelai
)= se poate regsi n diferitele grupuri prezentate anterior.
#.1.1. Dispoitive pentru fi-area pieselor pe "ainile unelte cu
co"and$ dup$ progra".
/e caracterizeaz ! precizie
! rigiditate mare pentru a putea obine precizia de prelucrare
ridicat n cazul folosirii puteri ma$ime a mainii unelte
! fi$are rigid a /+ pt. a nltura apariia vibraiilor
@a montarea dispozitivelor pe MU trebuie s asigure orientarea integral a /+ n raport
cu /, i cu originea sistemelor de coordonate a MU cu comand numeric i s asigure
montarea i reglarea rapid a acestuia pe MU n cazul schimbrii lotului de fabricaie.
'lementele de ! bazare
! strun-ire acionare hidraulic
! mecanic
! pneumatic
pentru a asigura prinderea /+ ct mai scurt.
(n cazul MU de frezat
! alezat
! gurit
cu comand numeric se folosesc frecvent dispozitive universale ce constau din plci de
bazare pe care se dispun elemente de strngere i bazare. 'le prezint o reea de canale sau
guri foarte precis e$ecutate n diverse variante.
+ig 7.64.
! 49 !
=lcile cu canale sunt mai groase dect plcile cu guri pentru asigurarea rigiditii.
=lcile cu guri trebuie ferite de impuriti i de distrugerea filetelor.
,vanta-ele dispozitivelor cu reea de canale
! orificii
! asigur o poziionare rapid i precis a /+ sau elementului de strngere centru n raport cu
sistemul de referin al MU cu comand numeric
! elaborarea rapid a schemei de poziionare a dispozitivului dup care reglorul va realiza
ntr!un timp foarte scurt dispozitivul de prindere al piesei.
,naliza formei i
dimensiunii piesei de prelucrare
pe maina unealt cu comand
numeric a permis crearea unui
complet minim de elemente de
reglare i fi$are care s conin
un numr de dispozitive
unificate.
+ig. 7.68.
=e placa de baz : a dispozitivului se monteaz doi montani nurubai . i 8 care au-
pe ambele laturi canale trapezoidale frezate transversal. (n aceste canale se monteaz consola
6.
(n a$ul 7 al consolei este fi$at brida 4. prin nsurumarea bolului < capul sferic al acestuia se
reazem pe consola 6 apoi rotete brida 4 i va fi$a piesa de prelucrat. =entru +ora de
strngere bolul < se nlocuiete cu un cilindru hidraulic. &eplasarea rapid a bridei 4 n
nlime se realizeaz astfel furca 9 se rotete n primul urub prin intermediul cruia e fi$at
pe consola 6. ,cesta va putea fi scoas de pe montanii . i 8 i montat la nlimea necesar
strngerii. =entru mpiedicarea deplasrii consolei 6 n raport cu montanii furca 9 se rotete n
poziia iniial i se fi$eaz cu o bil cu arc .
! 4: !
+ig. 7.6<.
?rida . a dispozitivului are 4 orificii
! .. prin care trece bolul : care se nurubeaz n placa de
baz de pe MU
! 6. trece reazemul 8
! 4. este orizontal i prin el se introduce fi$atorul 6 cu arcul 4
*eazemul 8 se fi$eaz pe col.< n el fiind introdus fi$atorul 6 cu arcul 4. *eazemul 8
se fi$eaz pe col < sau direct pe placa 9 prin intermediul bilei cu arc 7. =e reazem sunt
e$ecutate dou iruri de canale segmentate i o teitur longitudinal "seciunea ,!,#.
@a rotirea reazemului n raport cu coloana, e$. .65 grade fi$atorul 6 iese din canal, se
reazem pe teitur i brida . se va ridica sau coboar n funcie de nlimea /+. 'a se va fi$a
la cota dorit dup rotirea segmentului n poziia iniial.
+irma *omheld "*+%# i =rema$ "+*,# fabric seturi de dispozitive pentrut MU cu
)1 aceste seturi coninnd plci de baz i plci de schimb cu reele de canale, elemente de
reglare i de strngere cu aciune manual sau hidraulic.
+irma Marsland 'ngineering "/U,# folosete la prelucrarea unor loturi de /+ n plus
un sistem de dispozitive universale simplificate. ,stefel pt. reglarea i fi$area a :9 de /+ de
diferite tipodimensiuni sunt necesare doar menghine universale cu 4 bacuri autocentrate,
prisme n form de ; i colar. ,ceste elemente "cu e$cepia universalului# au 6 orifici de
reglare pt orientarea pe placa de baz i orificiu pt fi$area acestora. Universalul se fi$eaz
prin intermediul unei plci intermediare n care sunt prevzute guri similare. @a montarea /+
n dispozitiv nu e necesar o nou orientare a ultimelor dou n raport cu originea sistemului de
referin al MU. /+ plane se dispun direct pe placa de baz cu a-utorul elementelor de reglare
i se fi$eaz cu elementele de strngere cu acionare rapid. =e placa de baz pot fi montate
cteva menghine sau universale pt prelucrarea ulterioar a /+, iar schimbarea aceastora se
poate realiza n timp ce MU lucreaz. =entru schimbarea dispozitivului pe placa de baz se
consum .!6 minute.
=entru c ma-oritatea pieselor ce se prelucreaz pe /1, maina de frezat, maina de
gurit au dimensiuni mi-locii acestea s!au mprit n 4 grupe
.. cu form paralelipipedic "plci, capace, corpuri simple, panouri#Q
6. corpuri de rotaie "flane, capace cilindrice, buce, discuri #Q
4. cu contur curbiliniu "prghii, came, piese cu canale curbilinii#.
! 4> !
,cestea au unu sau mai multe orificii e$ecutate n clasa 6X4 de precizie a cror
distane ntre a$e trebuie s fie realizate cu o precizie de 5.54 X 5.6 mm.
&in aceste piese
! >8V au cel puin 6 suprafee frontaleQ
! >:V au canale strpunse sau orificiiQ
! <8V se prelucreaz pe dou suprafee opuse cu ntoarcerea
dispozitivului de prindere.
/uprafaa de bazare care rmn att i la ntoarcerea n dispozitivul de lucru
menghine cu flci cu schimbare rapid 4 i reazeme laterale 6
+ig. 7.69.
=ragul de pe flci asigur orientarea precis a piesei i evirtarea lovirii menghinei de
ctre scula achietoare la ieirea din achiere.
=e MU cu )1
! frezat
! alezat
! gurit
)= se folosesc mese divizionare cu comand dup program
! 75 !
+ig.7.6>.
#.1.!. Scule folosite la MU cu co"and$ dup$ progra"
! red. tau$
! mririi vitezei de poziionare
! automatizarea @) au$iliare
! program )@
! reglarea /, n afara mainilor
! prereglarea
Unele din particularitile MU cu )1 "autonomia )@, schema automat a /,,
componente uzuale a /,, utilizarea /, prereglate# EO crearea unui sistem de /, i
dispozitive de prindere a acestora pe MU cu )1 !O MU se face cu un numr minim de
elemente
3n afara caracteristicilor
! an
! geometrice pentru /, cu schimb automat trebuie sa se prevada modul de
codificare si de reglare " a$iala sau radiala# a lor.
+ig.7...! sistem de /, generalizat care reflecta particularitile /, folosite pe MU cu
)1.
! 7. !
Modaliti de schimbare
a /, la MU cu )1
Manual /uprafaa de orientare
)ilindric [ conic [ plan
Mi-loc de identificare ,utomat
/, folosite pe MU cu comanda programata trebuie sa ndeplineasc urmtoarele
cerine
a# rigiditate mare
b# capacitate de achiere ridicat la viteze de achiere mari
c# s asigure eliminarea uoar a achiilor
d# ascuire si control cu mi-loace precise
e# simplitate constructiva
f# s permit prereglarea pe i n afara MU n timp ct mai scurt
g# interschimbabilitatea i posibilitate de schimb rapida
@a MU cu )1 se pot folosi /,
! standardizate
! speciale
/, standardizate trebuie sa ndeplineasc condiii tehnice ridicate "prop. achiere,
precizia dimensiunii i a formei, rugozitate#.
/,. )a elemente componente ale /0' -oac un rol deosebit de important n mrirea
productivitii i preciziei de prelucrare.
=roductivitatea i economia prelucrrii cresc dac se folosesc
! noi mat. de /,
! mbuntirea ! construciei /,
! geometria /,
&in analiza gamei de /, cu plcue din alia-e dure sau mineralo!ceramice fi$ate
mecanic rezult creterea vitezei de achiere, micorarea puterii consumate cu creterea
preciziei de prelucrare i a caliti suprafeei.
=erfecionrile aduse au fost
! mbuntirea
bazrii plcuei n corpul /,
fi$rii plcuei n corpul /,
montrii plcuei n corpul /,
! optimizarea geometriei
! folosirea de noi mrci de materiale /,
! mbuntirea construirii i mririi rigiditii corpului /,
@a MU cu )1 se recomand folosirea /, cu plcue sch. din
! alia-e dure
! mineralo!ceramice, care dup uzur nu se mai ascut.
=roblemele care apar la strungurile cu )1 fragmentarea achiilor.
! 76 !
/trngere
)u loca
codificat
)ap
revolver
/,
codificat
+rn
mecanic
?uc
elastic
=e
con
)u
urub
/,
reglabil
/,
nereglabil
/,
nereglabil
/,
reglabil
%@ fiind programat, achia trebuie s fie fracionat pe msur ce este dega-at
rezult folosirea construciilor speciale de plcue sau a sfrmtoarelor de achii i a
geometriei speciale.
=entru c MU cu )1 se caracterizeaz prin reducerea considerabil a timpului de
reglare, lucru care conduce la necesitatea alctuirii unui set limitat de /, "de preferat din
plcue de )M#, care s fie folosite indiferent de forma suprafeelor i natura materialului de
prelucrat, cu condiia ca aceast restrngere s nu afecteze condiiile de achiere.
,lctuirea setului de /, se face pe baza unor criterii
! selectarea unui numr minim de /, care s genereze prin achiere un numr
ma$im de suprafee fr ale mai schimba pe alt MU cu )1.
! ,daptarea alegerii funcie de
o 0ipul MU cu )1 folosit
o )apacitatea acesteia n ceea ce privete numrul de /,
care se pot monta simultan.
'$emplu =e /1 cu )1 analizarea )U cu plcue se difereniaz 4 categorii de /,.
.# )U cu care se lucreaz sistematic
6# )U frecvent utilizate dar a cror folosire este intermitent
4# )U de filetat, canelat etc.
.# cuit pentru strun-ire longitudinal i frontal "plcu rombic cu ungh. vrf E
98
N
#.
! cuit lateral pentru strun-ire de degroare a suprafeei
cilindrice
frontale
canale circulare laterale
! cuit cu plcu circular pentru
degroare
semifinisarea suprafeelor comple$e
finisare
! cuit armat cu plcu rombic cu ungh. la vrf E 88
N
pt strun-irea suprafeelor
profilate
! cuit cu plcu triunghiular pt generarea diverselor suprafee profilate la care
nu are acces muchia ascuit a cuitului armat cu plcu circular.
6# /, utilizate intermitent din care fac parte n general )U pentru prelucrarea
suprafeelor cilindrice interioare.
4# )U "de canelat, de filetat#, este dificil enumerarea /, uzuale dat fiind natura foarte
divers a suprafeelor pe care le prelucreaz.
,vanta-ele folosirii unui set alctuit dintr!un numr limitat de /, sunt
! micorarea numrului de /, din stoc i deci o raionalizare a investiiilor n
ceea ce privete /,
! fabricarea n serie mare a /, care intr n componena seturilor, ceea ce face
ca preul lor s scad i s fie uor de achiziionat
! crearea unei bnci de date tehnice ceea ce ofer avanta-e la programarea
asistat de calculator.
! 74 !
'$emplu *entabilitate a MU cu )1 impune folosirea /, de mare productivitate din
care fac parte i /, din diamant natural, sintetic sau din bor de form cubic.
/e folosesc /, din elementul bor pe /1
! copiat
! carusel
! )*, pe M,+, M+ cu )1
/e folosesc pentru metale neferoase si alia-e ac., /, diamantate cu 0O"45!:5# R 0
/,
din alia-e .
/, cu diamant se folosesc la prelucrarea materialelor dure i e$tradure "pistoane din
alia-e de ,l. cu coninut ridicat de /i.,colectoarele de cupru cu miez de poliamida ,piese din
alia-e de )u. si ,l.,evile i flanele din sticlo!te$tolit, presele din ceramica, carburile
metalice, =.si \. sau alia-e dure.
&in punct de vedere al durabiliti /, pe MU cu )1, datele e$istente n literatur sunt
relativ puine i departe de cazurile practice.
0abloul durabilitii efective a /, folosite la )= cu magazie de /, i la MU cu )*
"orient#.
'le se schimb indiferent dac s!au uzat sau nu dup un timp de 01 minute.
/unt rare cazurile n care timpii efectivi de prelucrare a tuturor /, din magazie sunt
egali avnd n vedere forma i dimensiunea suprafeelor prelucrate.
'$ist o gam larg de bare de alezat pentru prelucrarea de degroare i de finisare
prevzute cu locauri drepte sau nclinate pentru reglarea micrometric a cuitelor.
&e asemenea e$ist capete de alezat cu plcue amovibile din alia-e dure care permit
realizarea la o singur trecere a frezelor de degroare i finisare. &ac n timpul achierii una
din plcue se uzeaz sau se frmieaz aceasta e rotit sau nlocuit n locaul ei fr
scoaterea capului multi!cuit de pe MU micornd timpul de staionare.
=entru prinderea cuitelor pe /1 cu comand dup program sunt folosite port /, cu
suprafee poliedrice
+ig.7..9.! < tipuri de portscule
" b d #! frecvent ntrebuinate la MU cu )1.
a! pentru ! /* cu )1
! MU cu )1 pentru fi$area /, de precizie
! 77 !
b! ghida- prismatic pentru bazarea n suportul de prindere de pe strung.
c! ghida-e Lcoada de rndunicM
! strunguri sovietice *0 95,96+4, /1 cu )1 tip ;&+, *+%.
d! /1 cu )1 cu )* sovietice .=9.+4
! *&% &+ 655@!1)
!&+ 4.8@!1)
/uprafee de bazare pentru port /, in )* este o *& care angreneaz cu un sector
al port /,. +i$at cu boluri i e$centric.
e! /1 model ,0=r M.6 cu M/, i ... mecanic pentru schimbarea automat a
/,, /1 ]eineman, Ma$ Muller " *+%#
=ort /, are dou ghida-e prismatice pentru bazare.
f! port /, reglabil care are o parte deplasabil pe ghida-e Lcoad de
rndunicM
#.1.#. ,re reglarea S+
! condiia de baz pentru e$ploatarea economic a MU cu comand dup program.
! se realizeaz cu dispozitive adecvate care trebuie s ndeplineasc urmtoarele cerine
a# precizia suprafeei de bazare pentru fi$area /, fie o clas de precizie ...dect
suprafaa de bazare corespunztoare pe MU.
b# +ora de strngere a /, s fie constant.
c# &ispunerea suprafeelor ce vin n contact cu muchiile i vrfurile achietoare ale
/, de reglare trebuie s corespund cu poziia dintre suprafaa piesei i muchiile achietoare
ale /, n timpul prelucrrii.
&ispozitivul de pre reglare este definit ca fiind funcie de tipul operaiei de achiere i
funcie de metoda de msurare i de evaluare a preciziei reglrii
! fr scal "rigide#
! cu scal
&ispozitive de pre reglare rigide folosesc diferite abloane sau opritori, iar precizia
reglrii se apreciaz dup mrimea fantei de lumin.
! asigur o precizie de ma$im 5.4 mm
&ispozitive de pre reglare n lungime a /, asigurnd o precizie de 5,.8 5,6.
! 78 !
+ig. 7..: "&=*# &ispozitivul de pre reglare pentru burghie de centrare.
. placa de baz
6 placa vertical buca 4
^ ti-a 7.
(n buca 4 se introduce partea /, 8 n care se gsete burghiul <.
=e ti-a 7 se fi$eaz opritorul 9 fa de care se regleaz mrimea @. =t reglare se
slbete urubul : de strngere al burghiului n port /, 8 i se va roti urubul >. )eea ce
imprim piesei .5 filetat la interior o deplasare rectilinie, toate acestea avnd ca rezultat
deplasarea burghiului < pn la opritorul 9. )nd burghiul nu mai poate fi deplasat se strnge
urubul :, cu aceasta operaia de pre reglare fiind ncheiat.
&ispozitivul de pre reglare cu scal tip rigl, micrometru sau ubler se folosete pentru
reglarea n afara MU a /, cu coad.
&ispozitivul de pre reglare cu scal msoar cota de reglare cu comparatoare.
! 7< !
+ig. 7..> pentru )U de strun-ire
a# cu 6 comparatoare
b# cu un comparator i un urub micrometric.
+ig. 7.66 ! &ispozitivul de pre reglare citire optic.
! 79 !
=entru strungurile cu )1 nu au importan mrimile a, b, Pi, _i "+ig. 7.66# ci
eliminarea reciproc a dispunerii /, fa de prima care intr n achiere.
`$ E $i $.
`K E Ki K.
,ceste eliminri au drept consecin e$tragerea dimensiunilor pieselor prelucrate a
cror eliminare necesit introducerea de corecii n programe.
Mrimile coreciei se determin n urma msurrii dimensiunilor n timpul prelucrrii
piesei de prob sau dup prelucrarea acesteia.
%. 1obo(i Industriali.
%.1.1obotica 4n istoria o"enirii
&omeniul de tiin Robotic i fenomenul robotM, au aprut n cea de a doua
-umtate a secolului PP. ,pariia lor se ncadreaz n linia de evoluie a vieii i n acest
cadru, a omenirii. ,cest lucru se datoreaz creterii productivitii.
@a nceputul omenirii acionarea asupra mediului se fcea folosind energie biologic
Mai trziu omul acioneaz cu a-utorul uneltelor asupra mediului folosind propria sa
energie biologic.
! 7: !
FIIN VIE MEDIU
OM
UNELTE MEDIU
N dat cu evoluia omenirii i creterii productivitii pe plan local a dus la
perfecionarea uneltelor i la necesitatea utilizrii unor energii suplimentare, aceast energie
sa gsit la animalele domestice.
&ezvoltarea societii, creterea comple$itii i volumului interaciunii cu mediu duce
la un consum mare de energie, care mpinge civilizaia uman spre etapa Mmainismuluia.
'tapa Lmainismuluia este cunoscuta i sub denumirea de prima revoluie tehnico -
tiinific, este cea n care tehnica ncepe tot mai mult s se dezvolte pe baza tiinei, deci a
cunotinelor omenirii despre mediu, avnd pe lng aspecte concrete o pondere din ce n ce
mai mare de aspecte abstracte.
Mecanizarea a condus la o accelerat Lcretere a productivitiiL, la dezvoltarea
societii umane, la creterea bunstrii acesteia, ceea ce a permis la rndul ei dezvoltarea
tehnicii.
'tapa LautomatizriiM se realizeaz ca urmare a unui aport crescut al cercetrii
tiinifice n dezvoltarea tehnic, a doua revoluie tiinifico ! tehnic.
/e caracterizeaz prin dezvoltarea domeniilor de vrf ale tehnicii prin ptrunderea
masiv a utilizrii calculatoarelor iar n mod paralel are loc i etapa LmecanizriiM activitilor
umane, mai ales a acelora care nu au fost suficient de afectate de acest proces.
! 7> !
SURS DE ENERGIE BIOLOGIC EXTERIOAR
OM UNELTE MEDIU
SURS DE ENERGIE MECANIZAT
MEDIU UNELTE
OM
SURS DE
ENERGIE
ARTIFICIAL
UNELTE MEDIU
OM
DISPOZITIVE DE
CONDUCERE I DE
CONTROL
AUTOMATE
'tapa LautomatizriiM prezint dou faze distincte, difereniate prin natura proceselor
asupra crora se aplic.
=rocesele pot fi
o naturale
o artificialesunt cauzate de
intervenii ale omului.
LProcesele automateM sunt
procese artificiale
=rocesele artificiale pot fi
o Continue sunt acelea care o dat declanate se desfoar n mod continuu, pn cnd
condiiile de mediu necesare sunt asigurate. )ontinuitatea este asigurat de operatorul
uman n soluiile clasice iar prin diferitele mecanisme, termostate, regulatoare,
presostate, etc., la cele automatizate.
o Discontinue sunt acelea care prin compunerea lor din mai multe secvene cu nceput
i sfrit, ale cror derulare se intercondiioneaz reciproc i a cror coninut este de
comple$itate mai mare dect n cazul proceselor continue. /ecven este o parte
distinct din proces, avnd aciuni caracteristici proprii. &iscontinuitatea este
asigurat de operatorul uman, cnd intervine n secvenele procesului cu mna sa.
=entru a asigura automatizarea proceselor discontinue este necesar s se realizeze
sisteme tehnice, care s poat realiza automat operaii inteligente de manipulare
similare omului. Asemenea sisteme sunt roboii.
%.!.Introducere. Clasificarea robo(ilor industriali confor" I.S.O.
Robotul poate fi definit ca o instalaie pentru automatizarea operaiilor pe care n
condiii clasice le realizeaz omul, cu mna sa, sub supravegherea ochiului, coordonarea
ochi!mn realizndu!se de ctre creier. =e lng roboi, operaii de manipulare e$ecut i
manipulatoarele.
&in cele de mai sus putem realiza urmtoarele definiii
o Robotul are o structur mecanic mai comple$ "mai multe grade de mobilitate# i este
condus dup un program fle$ibil.
o anipulatoarele au o structur mecanic mai simpl "mai puine grade de mobilitate#
i este condus dup un program rigid "greu modificabil#.
! 85 !
CONTINUE
PROCESE ARTIFICIALE
DISCONTINUE
,vem dou mari categorii de roboi
! !ici, cei care sunt imobili fa de anumite componente ale mediului n
care evolueaz
! obili, cei care se pot deplasa, folosind n acest scop
!roi
!enile
!prin pire
!trre.
"ehiculele #hi$ate automat sunt roboi mobili, cu deplasare pe roi S enile.
!amilia roboilor este compus din
o roboii
o manipulatoarele
o instalaiile de teleoperare
o protezele
o ortezele
o manipulatoarele medicale
o e$oscheletele amplificatoare
o vehiculele ghidate automat
o mainile pitoare i trtoare
0oate care se aseamn structural "au un sistem de conducere, unul de acionare i
unul mecanic# i constructiv "au ca baz mecanisme cu cuple cinematice inferioare#,
realizeaz familia roboi.
%nteli#enM este capacitatea mai mare sau mai mic a sistemelor naturale sau
artificiale de a se adapta cerinelor mediului.
%nteli#ena artificial este aplicaia ma-or a calculatoarelor.
(n tabelul de mai -os este dat componena Lfamiliei roboilorM din punctul de vedere al
LinteligeneiM artificiale.
1*
)*0
),=,)30,0' 1U /' ,/',Mb1b )U NMU@ /' ,/',Mb1b )U NMU@
. =oate repeta programe nvate ,utomaton ,utoman
6 'ste i mobil Mechanoid Mandroin
4
,re senzori i calculator
implantat
,ndroid ]umanoid
7 'ste adaptiv i heuristic
)Kborg
"cKbernetic organism#
/Kman
"sKnthetic man#
8
,re capaciti fizice i
intelectuale supraumane
]Kborg /upersKman
Roboii in$ustriali se ncadreaz n procesul automatizrilor industriale.
'voluia n timp de la simplu la comple$ a automatizrilor industriale este dat n
tabelul de mai -os, ncepnd de la treapta ., n care maina de lucru este mna uman, i
a-ungnd la treapta .5, n care maina de lucru este main care se autoperfecioneaz.
! 8. !
/U*/' &'
31+N*M,c33
'1'*%3, +N@N/30b
='10*U ,)c3N1,*',
M3A)b*3@N*
0*',=0,
&'/)*3'*', M,A3133 &'
@U)*U
*N?N0
Mediu
e$terior
'lectric
]idraulic
=neumatic
.5
Main care se
autoperfecioneaz
*obot cu comand cu
reele neuronale
=rogram
variabil
>
Main cu comand
adaptiv
*obot nzestrat cu senzori
:
Main care i core!leaz
programul cu condiiile
e$terioare
=rograma!
bilitate
9
Main cu comand
numeric "1)#
*obot programabil Lon!
lineM, Loff!lineM
<
Main monooperaie
programabil
=rogram
fi$
8
Main automat pentru
operaii multiple
Manipulator
7
Main automat
monooperaie
Nm Uman
4
Main automat i scul
de mn
1u e$ist 6 /cul de mn
. Mna
3storia tehnicii arat c oamenii realizeaz sisteme tehnice atunci cnd practica
!evoluia societii cere rezolvarea unor anumite probleme. 1ecesitatea automatizrii
operaiilor de manipulare a materialelor radioactive a aprut dup ncheierea celui de!al doilea
rzboi mondial.
Dezvoltarea sistemelor robotizate &n istorie
@a nceputul anilor .>85, n laboratoarele nucleare din +rana i apoi, n /tatele Unite
ale ,mericii se construiesc primele instalaii de teleoperare, folosite pentru manipularea
materialelor radioactive n spaii e$puse radiaiilor. 0ehnica mecanismelor spaiale articulate
din aceste instalaii este dezvoltat mai departe, prin nlocuirea comenzii i acionrii de ctre
om, cu utilizarea calculatoarelor i a acionrii hidraulice.
%eorge &evol proiecteaz n .>87 un robot programabil, l breveteaz n /U, n .>8<
i l realizeaz, mpreun cu 2oseph 'ngelberger, creatorul primului robot U13M,0' a firmei
U13M,03N1 "cu acionare hidraulic#. *obotul U13M,0' este instalat n prima sa aplicaie
de ctre concernul +N*& pentru servirea unei maini de turnat sub presiune n anul .><..
(n anul .><<, inginerul Nle Molaug proiecteaz un automat de vopsire pentru fabrica
de maini agricole 0*,@@+, din ?rKne "1orvegia#.
(n .>94, *ichard ]ohn dezvolt pentru corporaia )incinnati Milacron un robot
comandat de un minicalculator. *obotul este denumit L0he 0omorod 0oolM "0
4
#.
! 86 !
(n .>97 firma suedez ,/', produce primul robot industrial acionat electric sub
denumirea 3rb <, urmat n .>98 de robotul 3rb <5. (n .>99, roboii ,/', sunt comandai de
microcomputere. (n .>>5, concernul ?rodn!?overK *obotics cumpr diviziunea de robotic
a lui )incinnati Milacron, toi roboii fabricai n continuare fiind denumii ,??.
(n .>9:, firma U13M,0' construiete cu a-utorul comparaiei %'1'*,@ MN0N*/,
robotul =UM, "L=rogramable Universal Machine for ,ssemblKM, Mmain universal
programabil pentru operaii de asamblareM#, versiunea industrial a lui ;3),*M.
(n deceniul anilor e>5 se remarc o oarecare stagnare a sporirii aplicaiilor robotizate !
datorit unor circumstane economice, mai ales n 2aponia ! ct i LsaturareaM din punct de
vedere tiinific al roboticii industriale, determinat de soluionarea tehnic, practic a tuturor
problemelor specifice posibile.
(n anii .>>5 ! .>>< apar tot mai multe construcii i aplicaii n domeniile serviciilor i a
medicinei recuperatorii.
*aportul dintre numrul de roboi instalai i numrul persoanelor anga-ate n industrie
n diferite ri "a# i numrul i destinaia roboilor instalai pentru prestri de servicii "b#, sunt
date n tabelele de mai -os
! 84 !
(a)
JaponiaSingapo!Co!aG!"aniaI#a$iaS%!&iaFin$an&
aB!n!$%'SUAE$(!)iaFan)aSpaniaS$o(!niaPo$oniaUn
gaia
*++
,++
-++
,+++
.++
,++
/++
-++
0+ 0+
/0+
*0+
+
0++
/+++
/0++
,+++
,0++
/ , * - 0 1 2 . 3 /+ // /,
N
4
&
!
o
5
o
#
i
p
#
4
p
!
6
#
a
i
&
!
6
!
(
i
7
i
i
(b)
(b)
P
#
4
7
%
8
)
!
n
i
!
B
a
9
i
n
!
&
!
&
!
7
a
n
#
a
!
:
7
8
;
)
8
i
p
!
p
!
!
)
i
:
i
n
6
p
!
7
)
i
!
S
%
5
a
7
(
a
#
i
7
i
<
n
g
o
6
p
o
&
8
i
i
7
a
6
n
i
7
!
P
#
4
=
n
#
!
)
i
n
!
!
a
"
!
&
i
%
$
%
i
P
#
4
!
7
%
p
!
!
a
5
o
$
n
a
(
i
$
o
P
#
4
&
i
6
#
i
5
%
)
i
a
7
o
n
6
%
"
%
$
%
i
P
$
a
#
>
o
"
!
"
o
5
i
$
!
"
%
$
#
i
>
%
n
7
)
i
o
n
a
$
!
P
#
4
6
%
p
a
(
!
g
?
!
!
@
i
g
?
i
&
a
!
P
#
4
a
$
i
"
!
n
#
a
!
7
%
7
o
"
5
%
6
#
i
5
i
$
S
#
i
n
g
!
!
a
i
n
7
!
n
&
i
i
$
o
:
&
!
9
a
"
o
6
a
!
5
o
"
5
!
C
o
n
6
#
4
a
g
i
7
%
$
4
6
i
$
(
i
7
%
$
4
?
o
#
!
$
:
!
6
#
a
%
4
$
a
5
o
a
#
o
1oiunea de robot este codificat n mod diferit n diverse standarde sau formulri ale
unor instituii de specialitate
'ormele franceze "1ormalisation franfaise, 1+#
o norma ()* - ++, definete manipulatorulL/tructura mecanic constituit dintr!o serie
de elemente articulate sau alunectoare unul fa de cellalt, utilizat pentru a prinde,
deplasa, poziiona i orienta obiecte "piese, scule, etc#, urmrind n general mai multe
grade de libertate. 'l poate fi comandat de un operator, de un automat programabil
electric sau prin orice sistem logic "dispozitiv cu came, logic cablat, logic
programat, etc.# independent sau asociatM.
o norma francez '!)*-*++ d urmtoarea definiieL*obotul este un mecanism de
manipulare automat, aservit n poziie, reprogramabil, polivalent, capabil s
poziioneze i s orienteze materiale, unelte sau dispozitive specializate, n timpul unor
micri variabile i programate, destinate e$ecutrii unor sarcini variateM.
-tan$ar$ul #erman D%' ./+* definete
o L*oboii industriali sunt automate mobile cu aplicaii universale, cu mai multe a$e, ale
cror micri sunt liber programate pe traiectorii sau unghiuri ntr!o anumit
succesiune a micrilor i n anumite cazuri, comandate prin senzori. 'i sunt echipai
cu dispozitive de prehensiune, scule sau alte mi-loace de fabricaie i pot ndeplinii
activiti de manipulare i de fabricaie. *obotul industrial poate fi montat fi$, ntr!un
anumit loc sau poate fi deplasat ca un ansamblu.M
-tan$ar$e 0aponeze1
o L*obotul este un sistem mecanic, dotat cu funciile motoare fle$ibile analoage cu cele
ale organismelor vii sau imitaii ale acestora, cu funcii inteligente, sisteme care
acioneaz corespunztor voinei omuluiM.
-tan$ar$e ruseti
o L*obotul industrial este o main automat staionar sau deplasabil, constnd din
dispozitivul de e$ecuie, avnd mai multe grade de libertate i din dispozitivul
reprogramabil de comand dup program pentru ndeplinirea n procesul de producie
a funciilor motoare i de comandM.
%nstitutul $e Robotic $in America "*3,#
o a*obotul este un manipulator reprogramabil multifuncional, destinat s deplaseze
materiale, piese, scule sau aparate, prin micri programate variabil, n scopul
ndeplinirii unor sarcini diferite. *obotul este un echipament cu funcionare automat,
adaptabil condiiilor unui mediu comple$ ! n care el evolueaz ! prin reprogramare,
reuind s prelungeasc, s amplifice i s nlocuiasc una sau mai multe din funciile
umane n aciunile acestuia asupra mediului ncon-urtor.a
Asociaiei 2ritanice $e Robotic "?ritish *obot ,ssociation#
o grobotul este un dispozitiv reprogramabil, realizat pentru manipularea pieselor,
sculelor i altor mi-loace de producie, prin micri variabile programate, pentru a
ndeplinii sarcini specifice de fabricaieM.
&enumirea de robot se aplic unei familii mai largi, din care fac parte
! manipulatorulQ
! instalaia de teleoperareQ
! proteze S ortezeQ
! manipulatoare medicaleQ
! e$oschelete amplificatoareQ
! maini pitoareQ
! 87 !
! maini trtoare.
/chema de mai -os definete familia de roboi
Clasificarea robotilor industriali confor" I.S.O.
a# sursa principala de putere pentru actionare
pneumatica
hidraulica
electrica
b# comanda miscarii
punct cu punct sau fara comanda de viteza continua sau discontinua
comanda pe traiectorie continua
c# modele de programare
prin invatare directa
prin generare de traiectorie
off!line
d# tipuri de senzori folositi
detectori de pozitie
logica liniara simpla
senzori de semnale proportionale cu abaterea
,sociatia +ranceza de *obotica 3ndustriala ",.+.*.3.# propune urmatoarea clasificare a
robotilor industriali
Manipulatoare cu
comanda sau telemanipulatoare
automate cu cicluri prereglate pneumatice, electrice sau electronice
*oboti
programabili controlati in bucla de pozitie, cu traiectorie continua sau deplasare punct cu
punct
! 88 !
inteligenti, avind senzori care e$clud logica binara simpla si indeplinesc diferite sarcini cu
a-utorul sistemelor de recunoastere a formelor
%.#.S51UC5U1+ 1O6O5U2UI
/tructura unui robot este, defapat, un sistem compus din mai multe subsisteme. /istem
este un ansamblu de pri componente, elemente, i legturile dintre acestea. 'lementele care
compun acest sistem se numesc subsisteme. @a rndul lor subsistemele pot avea i ele
subsisteme, din acest motiv e$ist o ierarhizare i anume sistemul principal se numete sistem
de rangul ., subsistemele se numesc sisteme de rangul 6, etc.
Modul cum se compune un sistem din subsisteme i legturile dintre aceste subsisteme
definesc structura unui sistem. ,ceasta compunere a sistemelor din subsisteme se evideniaz
prin scheme bloc, iar legturile dintre subsisteme, prin matrici de cuplare "care definesc
legturile dintre aintrrilea i aieirilea# i matrici de structur "care ne arat care subsisteme
sunt n legtur#.
*obotul este un sistem de rangul ., i se aseamn, constructiv, cu sistemul unui om,
la fel si subsistemele robotului.
/chema bloc al structuri unui robot este
! 8< !
Siste"ul unui robot co"unic$ cu "ediul i este co"pus din ur"$toarele:
o /istemul mecanic al robotului care are rolul scheletului uman, astfel definete natura
i amplitudinea micrilor ce se pot realiza.
o /istemul de acionare realizeaz micarea relativ a elementelor mecanismelor din
sistemul mecanic, i are rolul sistemului muchiular al omului.
o /istemul de comand emite comenzi ctre sistemul de acionare i prelucreaz
informaii preluate de la sistemul mecanic, de acionare i de la mediu, are rolul sistemului
nervos uman.
o 0raductorii i aparatele de msur preia informaii despre starea intern a robotului,
adic deplasri, viteze, acceleraii relative, debite, presiuni, temperaturi.
o /enzorii preia informaii despre starea ge$terna a robotului, caracterizat prin
parametrii mediului "temperatur, presiune, compoziie, etc.# i aciunea acestuia asupra
robotului "fore, cupluri, etc.#.
0raductorii i senzori au rolul organelor de sim.
o =latformei mobile are rolul de a realiza deplasarea roboilor mobili i face parte din
componena sistemului mecanic, cu rolul aparatului locomotor al omului.
o /istemul de conducere este un sistem de rang superior al sistemului mecanic i este
compus din sistemul de comand i cel de acionare.
! 89 !
*oboii acionai hidraulic conin un grup hidraulic pentru prepararea i realizarea
circulaiei fluidului purttor de energie "ulei#. ,cest grup -oac rolul aparatului digestiv i a
celui respirator S circulator al omului.
/e nelege prin amediua al robotului spaiul n care acesta evolueaz, cu obiectele
coninute i fenomenele care au loc n acest spaiu. 0otalitatea obiectelor cu care robotul
interacioneaz constituie aperiferiaa acestuia.
@egturile dintre componentele robotului i a componentelor care realizeaz legturile cu
mediu sunt
o directe
o inverse "afeed bacha#.
@egturi directe avem la sistemul de comand atunci cnd transmite comenzi la sistemul
de acionare, iar acesta acioneaz asupra cuplelor cinematice conductoare, a$ele, sistemului
mecanic, care la rndul su, acioneaz asupra mediului cu efectorul final.
2eg$turi inverse sunt infor"a(iile furniate siste"ului de co"and$ de c$tre
traductoare7 senori i aparate de "$sur$.
Se "ai consider$ leg$turi i flu-ul de energie dat de "ediu siste"ului de ac(ionare al
robotului7 i flu-ul de energie disipat de la robot la "ediu.
%.#.Siste"ul "ecanic al robotului
(n cazul general un robot industrial trebuie s realizeze
; aciuni asupra mediului ncon-urtor, cu efectori finaliQ
; percepie, pentru a culege informaii din mediul de lucru, cu senzori i traductoriQ
; comunicare, pentru schimb de informaiiQ
; decizie, n scopul realizrii unor sarcini.
=entru realizarea acestor funcii, structura unui robot este alctuit din
; sistemul mecanicQ
; sistemul de acionareQ
; sistemul de programare i comandQ
; sistemul senzorial.
/istemul mecanic este constituit din mai multe elemente legate ntre ele prin
cuple cinematice.
/istemul de acionare servete la transformarea unei anumite energii n energie
mecanic i transmiterea ei la cuplele cinematice conductoare.
/istemul de comand i programare este un ansamblu de echipamente i de
programe care realizeaz micarea robotului.
/istemul senzorial reprezint un ansamblu de elemente specializate
transpunerea proprietilor ale diferitelor obiecte n informaii.
-istemul mecanic al robotului are rolul s asigure realizarea micrilor acestuia i
transmiterea energiei mecanice necesare interaciunii cu mediul. ,dic are sarcina de a
deplasa un obiect. =artea din sistemul mecanic care realizeaz aceast deplasare se numete
dispozitiv de ghidare sau manipulator.
/e nelege prin manipulare modificarea siturii n spaiu a unui obiect. Utilizarea
minii de ctre om a determinat formarea cuvntului de manipulare. Manipularea obiectului
se realizeaz prin modificarea siturii bazei efectorului final, cu care obiectul este solidarizat.
(n acest scop, baza efectorului final este solidarizat cu un element al dispozitivului de
ghidare.
! 8: !
Dispozitivul $e #hi$are are rolul de a da efectorului final micrile i energia
mecanic necesar micri n conformitate cu aciunea necesitat asupra mediului.
/ubsistemul din cadrul sistemului mecanic dedicat acestei interaciuni este efectorul
final.
(fectorul final al robotului care manipuleaz obiecte se numete $ispozitiv $e
prehensiune. &in punct de vedere al teoriei mecanismelor, obiectul i partea de baz a
dispozitivului de prehensiune formeaz o cupl cinematic de clasa a ;3!a, nchis deobicei
prin for.
&ispozitivele de ghidare pot fi cu
; topologie serial,
; paralel
; mi$t.
Structura siste"ului "ecanic al unui robot este :
/ituarea, adic poziia orientarea, unui corp n spaiul tridimensional este definit cu
a-utorul poziiei punctului caracteristic, i orientrilor dreptei caracteristice, respectiv a dreptei
au$iliare.
=unctul caracteristic i dreapta caracteristic S au$iliar la un obiect cilindric se
reprezint astfel
/e nelege prin
o a=unct caracteristica, un punct al obiectului, folosit pentru definirea poziiei acestuia.
o a&reapta caracteristica este o dreapt care trece prin punctul caracteristic.
! 8> !
SISTEM
MECANIC
SISTEM
MECANIC
EFECTOR
FINAL
EFECTOR
FINAL
DISPOZITIV DE
PREAENSIUNE
SAU SCUL
DISPOZITIV DE
PREAENSIUNE
SAU SCUL
DISPOZITIV
DE GAIDARE
DISPOZITIV
DE GAIDARE
PLATFORM
MOBIL
PLATFORM
MOBIL
MECANISM
DE
ORIENTARE
MECANISM
DE
ORIENTARE
MECANISM
GENERATOR
DE TRAIECTORIE
MECANISM
GENERATOR
DE TRAIECTORIE
P%n7#
7aa7#!i6#i7
D!ap#8 a%'i$ia8
D!ap#8
7aa7#!i6#i78
O
9
B
'
o a&reapta au$iliara o dreapt perpendicular n punctul caracteristic pe dreapta
caracteristic.
)u a-utorul dreptelor caracteristice i au$iliare se definete orientarea obiectului, de care
aparin ambele drepte.
(n modelul matematic al sistemului mecanic al robotului, punctul caracteristic este
originea, iar dreptele caracteristic i au$iliar reprezint a$e ale unui sistem de referin
cartezian drept legat de obiect.
(n variantele cu topologie serial, un mecanism component al acestuia, numit
mecanism #enerator $e traiectorie "mecanism $e poziionare#, realizeaz modificarea poziiei
punctului caracteristic i altul, numit mecanism $e orientare, realizeaz orientarea dreptelor
caracteristic i au$iliar.
/e poate defini
o mecanismul generator de traiectorie ca fiind abraula al robotuluiQ
o mecanismul de orientare ca fiind aarticulaie carpiana, sau amecanismul carpiana
"adrista# al robotului.
'fectorul final are mai multe variante constructive
o (fectorul final al robotului care prelucreaz obiecte este o scul.
o (fectorul final al robotului care mic obiecte este manipulatorul.
'nergia necesar pentru prelucrare este comunicat sculei prin intermediul robotului sau a
unei surse suplimentare de energie, n acest caz efectorul final este un cap de for cu scul.
)apul de for conine un motor i eventual o transmisie mecanic.
Platforma mobil este o parte component a sistemului mecanic care asigur
modificarea siturii ntregului ansamblu n mediu.
=latforma mobil definete tipul robotului
; Robot staionar atunci cnd nu este nzestrat cu platform mobilQ
; Robot mobil cnd este nzestrat cu platform mobil, n acest caz dispozitivul de
ghidare modific situarea obiectului n raport cu platforma mobil.
%.%.Construc(ia "odular$ a robo(ilor
)onstrucia modular este caracterizat prin
-tructur sistematic care este compus dintr!un grup de sisteme i dispozitive care
formeaz cuple cinematice conductoare. /tructura sistemic prezint avanta-ul c
furnizeaz informaiile necesare pentru analiza cinematic i dinamic a sistemelor de
acionare i mecanic ale robotului. 'a prezint dezavanta-ul, c nu reflect dect
parial funciile sistemelor de rang inferior robotului i particularitile constructive ale
acestora.
-tructura funcional-constructiv sau structur mo$ular este cu dispozitive de
ghidare cu topologie serial pentru a evidenia proprietile funcionale i constructive
ale roboilor "modul de robot#.
o$ul al unui robot7 este un subansamblu care este corelat cu una sau mai multe cuple
cinematice ale dispozitivului de ghidare i cu efectorul final.
Modulul de robot corelat cu cupla cinematic conductoare are prile afi$ea ale sistemului de acionare
aferent cuplei cinematice conductoare i traductoarelor S senzorilor, solidarizate cu structura de rezisten a
unuia dintre elemente "i sau iB.#. @egtura dintre dou module vecine se realizeaz prin intermediul structurii de
rezisten a elementului i. (n acest mod, ntregul robot cu dispozitivul de ghidare n topologie serial este de fapt
constituit din alegarea n seriea a unui numr de module.
Modulul de robot corelat cu o singur cupl cinematic poart o denumire care este
definit dup funcia lui n cadrul robotului.
,stfel, e$ist module de
; translaii de bazQ
! <5 !
; de pivotare de bazQ
; de ridicare a brauluiQ
; de basculare a brauluiQ
; de e$tensie a brauluiQ
; de pronaie supinaieQ
; de fle$ie e$tensieQ
; de aducie ! abducie.
'le sunt reprezentabile schematic dup normele 3/N .
Modulul de orientare al unui robot se coreleaz cu toate cuplele cinematice ale
mecanismului de orientare, coninnd de attea ori componentele enumerate pentru modulul
corelat cu o singur cupl cinematic conductoare, cte cuple cinematice conductoare are
mecanismul de orientare.
(n figura de mai -os se prezint corelaia dintre structura sistemic i cea modular
"funcional ! constructiv# a unui robot avnd un dispozitiv de ghidare serial cu M E 4.
(n care
0S/ 0 0raductoareS/enzoriQ
//, ! /ubsistem de acionareQ
))) ! )upl cinematic conductoareQ
,S?S) ! ModululQ
'+ ! 'fector finalQ
'@i 'lementul i "i E 5, ., 6, 4#
! <. !
S#%7#%a
6i6#!"i78
S#%7#%a
"o&%$a8
;
;
;
E
F
A
B
C
/
,
S7?!"a 6#%7#%a$8
6i6#!"i78 a o5o#%$%i
+
/
,
*
E
F
B
C
A
SISTEM
DE
COMAND
SISTEM
DE
COMAND
SISTEM
DE
ACIONARE
SISTEM
DE
ACIONARE
SISTEM
MECANIC
SISTEM
MECANIC
TCS
A
TCS
A
TCS
B
TCS
B
TCS
C
TCS
C
TCS
EF
TCS
EF
SS
A
A
SS
A
A
SS
A
B
SS
A
B
SS
A
C
SS
A
C
SS
A
EF
SS
A
EF
D
I
S
P
O
Z
I
T
I
V
D
E
G
A
I
D
A
R
E
D
I
S
P
O
Z
I
T
I
V
D
E
G
A
I
D
A
R
E
E
F
E
C
T
O
R
F
I
N
A
L
E
F
E
C
T
O
R
F
I
N
A
L
EL
3
EL
3
EL
2
EL
2
EL
1
EL
1
EL
0
EL
0
CCC
A
CCC
A
CCC
B
CCC
B
CCC
C
CCC
C
MODUL C
MODUL C MODUL B
MODUL B
MODUL A
MODUL A
EL
0
EL
0
STR
TCS
A
TCS
A
SS
A
A
SS
A
A
TCS
B
TCS
B
SS
A
B
SS
A
B
TCS
C
TCS
C
SS
A
SS
A
EL
STR
3
EL
STR
3
EL EL
2 2
EL EL
2 2
STR
EL EL
1 1
EL EL
1 1
STR
CCC
A
CCC
A
CCC
B
CCC
B
CCC
C
CCC
C
MODUL EF
MODUL EF
TCS
EF
TCS
EF
SS
A
EF
SS
A
EF
EFECTOR
FINAL
EFECTOR
FINAL
S7?!"a 6#%7#%a$8 "o&%$a8 a o5o#%$%i
Efectorul final se consider de regul un modul al robotului ca i sistemul de
comand (cu excepia traductoarelor / senzorilor nglobai n alte module).
(n urmtoarele figuri "a,b,c,d# se prezint desenele de subansamblu ale unor module de
roboi.
! <6 !
/ ; Lag8!$! @%%5%$%i 1 ; %%5 7% 5i$!
, ; Ba#i% 2 ; Ta&%7#o &! po9i)i!
* ; Sani! . ; G?i&aD! 7% #an7?!)i
- ; Mo#o ?i&a%$i7 3 ; Si6#!" &! 5$o7a!
0 ; F$an@! &! 7%p$a! /+ ; Ta?og!n!a#o
a) Mo&%$ &! #an6$a)i! &! 5a98 a7)iona# ?i&a%$i7
/ ; P$a#o% "o5i$ 1 ; P$a78 &! 5a98
, ; G?i&aD 2 ; Co$oan! &! g?i&a!
* ; Ca7a68 !'#4 . ; B%&%> &! po#!7)i!
- ; Lag8! 3 ; Mo#o ?i&a%$i7
0 ; Ca7a68 in#4 /+ ; Capa7
b) Mo&%$ &! i&i7a! 5a) a7)iona# ?i&a%$i7
/ ; Mo#o !$!7#i7 /, ; Po#6a#!$i# II
, ; E$!"!n# 7on&%6 /- ; Roa#8 7!n#a$8 III
* ; A5o! &! in#a! /* ; Po#6a#!$i# III
. ; Po#6a#!$i# I /2 ; Cooan8 &in)a#8
3 ; Roa#8 7!n#a$8 II ,- ; P$a78 &! 5a98
d) Mo&%$ &! o#a)i! &! 5a98 7% !&%7#o p$an!#a
a7)iona# !$!7#i7
/ ; TiD8 &! g?i&a! 0 ; A5o! 7% pinion
, ; B%7@8 7% 5i$! 1 ; Sani!
* ; C!"a$i!8 2 ; A$!9aD &! 7!n#a!
- ; Lag8 . ; S%po#
c) Mo&%$ &! #an6$a)i! a7)iona# pin#;o
#an6"i6i! pinion;7!"a$i!8
(n cazul roboilor avnd dispozitive de ghidare cu topologie paralel sau mi$t, un
modul al structurii funcional ! constructive este constituit din dou platforme legate ntre ele
prin cone$iuni . n figura de mai -os se prezint un modul de orientare cu dou grade de
libertate acionat electric, avnd pe a$a de supinaie o transmisie armonic
-tructura funcional - constructiv cu mo$ule tipizate a roboilor constituie o
dezvoltate mai departe a concepiei constructive cu module tipice ale acestora.
=rin mo$ul tipizat al unui robot se nelege un modul din cadrul unei structuri
constructiv ! funcionale, care constituie un subansamblu de sine stttor, interschimbabil cu
alte module, fcnd parte dintr!o serie de module tipizate i care poate fi asamblat cu alte
module tipizate, n conformitate cu cerinele utilizatorului.
(n urmtoarea figur se prezint module tipizate din cadrul unor structuri funcional!
constructive de robot constituit din module. 'le pot fi asamblate n structuri diferite ntr!o
concepie abauhastena, formnd o familie de roboi compui din module tipizate.
! <4 !
Fig.6 Mo&%$ &! oi!n#a! 7% &o%8 ga&! &! $i5!#a#! a7)iona# !$!7#i7: a(En& p! a'a &! 6%pina)i! o
#an6"i6i! a"oni78
, ; A5o! &! in#a! $a a'a &!
a&%7)i! F a5&%7)i!4
/ ; A5o! &! in#a! $a a'a &!
6%pina)i! F pona)i!4
*: -: 0: 1: 2: . ; E$!"!n#! &in)a#!
&in #an6"i6ia p#4 "i@;
7a!a &! 6%pina)i! F pona)i!4
/+: //: /,: /* ; E$! "!n#! &in)a#! &in
#an6"i6ia p#4 "i@7a!a &! a&%7)i! ;
a5&%7)i!
8n care:
. ! Modul de translaie de baz
6 ?atiu
4 ! Modul de ridicare bra
7 ! Modul de rotaie de baz
8 ! Modul de basculare bra
<, 9 ! Module de e$tensie bra
:, > ! Module de orientare
.5 ! *obot cu mecanism generator de 000, obinut prin combinarea modulelor .B4B9
.. ! *obot cu mecanism generator de traiectorie 0**0, obinut prin combinarea modulelor
.B7B8B<
.6 ! *obot *00 obinut din modulele 7B4B9
3deea dezvoltrii unor familii de roboi construii din module interschimbabile a fost
apreciat de constructorii de roboi n deosebi la nceputul anilor .>:5. &atorit nmulirii
numrului aplicaiilor industriale ale roboilor i a concentrrii fabricaiei de roboi la un
numr mai redus de firme care fabric mai muli roboi pe an, s!a a-uns dup .>>5 la
diminurii construciei roboilor din module tipizate.
%.'. Utiliarea robo(ilor industriali.
*oboii se utilizeaz n toate domeniile activitii umane. 'le urmresc satisfacerea unor
necesiti in$ivi$uale, $e #rup sau sociale, realiznd economia. 'conomia se mparte n
sectoare i $omenii.
5ab. 1
! <7 !
1*
)*0
&NM'13U@ ')N1NM3) /')0N*U@
5 ,gricultur i silvicultur, zootehnie i piscicultur =rimar
. %ospodrirea energiei, alimentarea cu ap, e$tracia materiilor prime
/ecundar 6 ,ctiviti de prelucrare
4 ,ctiviti de construcii
7 )omer
0eriar
8 )irculaie i transport
< 3nstituii de credit i asigurare
9 =restri de servicii fr scop de ctig
: %ospodrii private
> 3nstituii regionale i asigurri sociale
=roducia apare n toate sectoarele economiei i anume n sectoarele primare i
secundare, producia material, iar n sectoarele teriare preponderent devine producia
nematerial i anume a serviciilor.
*obotul industrial poate manipula
; obiecte de lucru
; scule
(n tabelul de mai -os se prezint domeniile de aplicaie ale roboilor industriali.
*N?N0U@ 31&U/0*3,@ M,13=U@',Zb
1*
)*0
N?3')0' &' @U)*U
1*
)*0
/)U@'
&NM'13U@ &' ,=@3),c3' &NM'13U@ &' ,=@3),c3'
.. /ervirea unor maini
utila-eSinstalaiiSdispozitive
7 +urnal "desfundare canal de turnare#
... )uptoare de oelrie "ncr!care, manipulare lingouri# 7.. +ormare
..6 @aminoare "manipulare lin!gouri, laminate# 8 =relucrarea unor semifabri!cate
..4 Utila-e de miezuit 8.. 0urnate, demaselotare
..7 )ubilouri "ncrcare, ma!nipulare oale de turnare# 8.6 0urnate, curire
..8 Maini de turnat sub presiune 8.4 0urnate, for-ate, achiate, debavurare i polizare
..< Utila-e de turnare de precizie < /ablare
..9 Utila-e de tratament termic "cuptoare, bi# 9 =relucrarea unor semifabricate
..: )iocane i prese de for-are 9.. =rin achiere
..> )iocane i prese de matriare la cald 9.6 =rin fascicul laser
...5 Maini de for-at orizontale 9.4 =rin -et de ap cu nalt presiune
.... =rese de matriare i stanare la rece : /udare
...6 Utila-e de presat materiale plastice :.. =rin presiune n puncte
...4 )uptoare de uscat :.6 )u arc n mediu de gaz protector
...7 Utila-e fi$e pentru deba!vurare, demaselotare, cu!rire,
sablare sudare, vop!sire
> @ipire
.5 Metalizare
...8 Maini unelte de prelucrat prin achiere .. ;opsire
....
...6
Umed
...< Maini unelte de prelucrat prin procedee neconven!ionale Uscat
...9
Maini de lucru n industria alimentar, te$til, de pielrie, de
nclminte, a lemnului, etc.
.6
Msurare, control de calita!te, testare
...: &ispozitive ale instalaiei aductoare S de evacuare .4 Nperaii n Lcamere curateM
6 =aletizare S depaletizare .7
4
Monta-
! <8 !
(n figurile de mai -os se prezint diferii roboi industzriali
&efiniii utilizate la roboi industriali sunt
o=rin paletizare 3 $epaletizare se nelege operaia de aezare S scoatere a obiectelor
din locaurile depozitelor tip palet.
o=rin monta0 4asamblare5 se nelege operaia de construcie a unui ansamblu prin
mbinarea mai multor obiecte de lucru componente.
o=rin faz $e operaie se nelege secvena component a operaiei aferent unui
obiect de lucru din mulimea obiectelor de lucru manipulate
o (n timpul fazei de monta- propriu!zis, robotul industrial trebuie s fie condus dup un program de
traiectorie continu.
o =rin servire se nelege operaia de introducere a obiectului de lucru n maina S utila-ul S instalaia S
dispozitivul n care se produce operaia de prelucrare i e$tragerea lui dup terminarea prelucrrii.
(n timpul operaiilor robotizate de prelucrare cu scule purtate se necesit reglarea S
ascuirea S curirea periodic a sculelor. &e acest, n componena sistemului de fabricaie
robotizat se vor prevede posturi de lucru automate care permit e$ecutarea operaiilor amintite,
cuprinse n ciclogramele de lucru ale sistemului i n programele de comand aferente.
! << !
Ro5o#%$ 6!(!@#! o p!68 &! >oDa#
Ro5o#
P!68 &!
>oDa#
IA C E
Ro5o#%$ in&%6#ia$ 6!(!@#! &o%8 "a@ini
&! #%na# 6%5 p!6i%n!4
Ro5o#
Ma@ina &!
#%na# 2
Ma@ina &!
#%na# 1
IA CE
Ro5o#%$ 6!(!@#! %n 6#%ng4
Ro5o#%$ pa$!#i9!a98 C &!pa$!#i9!a98 o5i!7#! &!
$%7% pi6"a#i7!4
+le$ibilitatea robotului n aplicaiile n care acesta manipuleaz scule este asigurat
prin reprogramare, respectiv prin posibilitatea schimbrii efectorului final, inclusiv automat,
robotul conlucrnd n acest caz cu un depozit automat de scule S capete de for cu scule.
/istemele de fabricaie n care robotul e$ecut operaii tehnologice cu scule purtate
pot cuprinde i instalaii aductoare S de evacuare cu dispozitive de transfer i roboi de
manipulare a obiectelor i dispozitivelor de lucru n operaii de LservireM.
Domenile $e aplicaie &n care robotul manipuleaz scule6 sunt1
Destuparea manual a canalului $e turnare la furnale este o operaie cu un nalt grad
de dificultate fizic i periculoas pentru integritatea operatorului uman care e$ecut
operaia. 'l poate fi nlocuit de o instalaie de teleoperare, care manipuleaz un ciocan
de perforat acionat pneumatic "un cap de for#, cu care operaia de destupare se
realizeaz prin lovituri mecanice.
confecionarea formelor $e turntorie, unele dintre ele nu se pot e$ecuta prin vibrare
i necesit ndesarea pmntului de turnare prin batere. ,ceast operaie poate fi
e$ecutat de robot "instalaii de teleoperare#, care manipuleaz un cap de for cu scul
de ndesare "de LbatereM# acionat pneumatic.
Demaselotarea i curirea pieselor turnate, $ebavurarea i polizarea pieselor
turnate6 for0ate sau prelucrate prin achiere se realizeaz folosind scule adecvate,
acionate prin capete de for manipulate de roboi. &ificultatea operaiei const n
geometria neregulat, imprevizibil a obiectelor de lucru supuse prelucrrii. /e folosesc
instalaii de teleoperare cu reacie de for S moment sau roboi industriali condui
adaptiv, pe baza informaiilor furnizate de senzori de for S moment.
/udarea prin presiune n puncte utilizeaz ca efector final al robotului un clete de
sudare, al crui electrozi sunt presai pe componentele de tabl care urmeaz a fi
asamblate.*obotul trebuie s poziioneze electrozii n punctul de sudur de e$ecutat i
s orienteze a$a comun a acestora, normal pe suprafeele componentelor de tabl.
0ransferul cletilor de la un punct de sudur la altul poate fi realizat dup un
program punct cu punct "=0=#.&ispozitivul de ghidare al robotului de sudare prin
presiune n puncte trebuie s aib cel puin 8 grade de mobilitate, s asigure acceleraii
mari la trecerea de la un punct la altul iar mecanismul generator de traiectorie trebuie
s asigure realizarea unui spaiu de lucru mare. /istemul de fabricaie n care e$ist un
post de sudare prin presiune n puncte trebuie s conin i un post de corectare "prin
frezare# a formei geometrice a electrodului.
*epetabilitatea roboilor utilizai pentru sudare prin presiune n puncte este cuprins
ntre 5,8 . mm.
*oboii industriali utilizai n operaii de acoperire a suprafeelor prin vopsire,
manipuleaz scule de tip LpistolM. ,cestea conin o duz prin care realizeaz
pulverizarea vopselei lichide sau mprtierea vopselei sub form de pulbere.
=ulverizarea se realizeaz fie sub aciunea unui -et de aer comprimat, fie sub presiunea
care se e$ercit asupra suprafeei lichidului aflat ntr!un rezervor din care se
alimenteaz pistolul "procedeul LairlessM#. (n acelai rezervor se realizeaz la nevoie i
prenclzirea vopselei.
! <9 !
Mai -os se prezint diferii roboi care manipuleaz scule
! <: !
Po6# &! $%7% o5o#i9a# p#4 &!5a(%a;!a
7?i%$a6!$o &! "o#o 7% 1 7i$in&i
Po6i5i$i#8)i &! a"p$a6a! a$! #an6>o"a#o%$%i
!$!7#i7 TEG aH ; 6%6p!n&a# 6!paa#:
5H ; "on#a# p! o5o#: 7H ; =ng$o5a# =n 7$!@#!
TE
TE
TE
aH 5H 7H
Po6# &! $%7% o5o#i9a# p!n#% 6%&a!a pin p%n7#!
a %n!i %@i &! a%#o7a"ion
Pi6#oa$! &! (op6i! %#i$i9a#! =n po7!;6! o5o#i9a#!4 Vop6!a%a p8#%n&!
pinG
A ; ga(i#a)i!: B ; !D!7)i!: C ; 6%5 p!6i%n!:
D ; =n >o"8 &! p%$5!! !$!7#o6#a#i78
In6#a$a)i! &! (op6i! o5o#i9a#8 p!n#% 7ao6!ii
&! a%#o#%i6"!
/istemul robotizat de vopsire trebuie s conin un dispozitiv automat de curire a
pistolului, cu funcionarea inclus n ciclul de funcionare al robotului. (n cazul n care robotul
trebuie s vopseasc cu vopsele de diferite culori S caliti, el va fi prevzut cu un dispozitiv
de schimbare automat a efectorului final, care va conlucra cu un depozit de scule "pistoale#
amplasate n periferia robotului. )omanda roboilor de vopsire se face prin programe
multipunct "M=# sau de traiectorie continu ")=#.
(n componena sistemului de acoperire robotizat mai intr o instalaie aductoare S de
evacuare, cu micrile dispozitivelor fa de care robotul i sincronizeaz propriile micri.
=relucrarea prin achiere a unor obiecte cu a-utorul unor scule purtate de robot
se utilizeaz n cazul obiectelor de dimensiuni mari, care nu pot fi montate n dispozitivele de
lucru ale mainilor unelte. /enzori de for ! moment controleaz desfurarea procesului de
achiere. *obotul trebuie s aib o e$actitate de repetabilitate de 5,5. 5,58 mm.
'ficiene tehnico!economice deosebite prezint robotizarea proceselor de prelucrare
prin tehnologii neconvenionale cu fascicul laser sau cu -et de ap de nalt presiune.
)u a-utorul fasciculului laser se pot efectua
operaii de sudare, de tiere i de tratament termic
superficial de precizie, cu influenarea minimal a
structurii metalului din zona de prelucrat. /cula
manipulat de robot este n acest caz un cap laser
"+ig. .<#, coninnd un sistem optic, care asigur
concentrarea puterii fasciculului pe o suprafa mic a
obiectului.
(n figura de mai -os se prezint principiul de
funcionare al robotului manipulnd un Linstrument
de zeroM, n cadrul operaiei de msurare a unei caroserii de automobil.
&eseori, operaiile de control de calitate i inspecie se realizeaz cu a-utorul unor
capete de lucru echipate cu senzori video "metode Lochi n mnM#. *oboii utilizai n operaii
de msurare, control de calitate, testare i inspecie, manipuleaz ca i scule capete de lucru,
care realizeaz operaiile respective n diferite zone ale obiectului de lucru. )onstrucia
capetelor de lucru n cauz este adecvat tipului de operaie de realizat.
! <> !
Con&%7!!a >a67i7%$%$%i $a6! pin &i6po9i#i(%$ &!
g?i&a! a$ o5o#%$%i >o$o6in& %n 6i6#!" &! og$in9i
Fig. 17 M86%a!a 7ao6!i!i &! a%#o#%i6" &!
78#! o5o#
(n figura alturat se prezint un cap de inspecie cu
senzori video, purtat de robot pentru controlul calitii
suprafeei, pe care un alt cap purtat de acelai robot
depune un strat de etanare sub form de fluid vscos
"care se autolipete#.
)omanda roboilor utilizai n operaii de
msurare, control de calitate, testare i inspecie se
realizeaz dup programe Lpunct cu punctM "=0=# n
cazul n care zonele de msurat S controlat S testat S
inspectat sunt amplasate izolat sau pe Mtraiectorie
continuL ")=# dac aceste zone prezint o
continuitate n lungul unei linii. '$actitatea de
repetabilitate a roboilor utilizai n asemenea aplicaii
trebuie s fie corelat cu e$actitatea msurtorilor
care urmeaz a fi efectuate.
Conceperea i realizarea aplicaiilor in$ustriale ale roboilor prezint unele
particulariti1
1. roboii trebuie s continue nlocuirea oamenilor n munci periculoase "de aceasta
beneficiaz toi#Q
!. roboii trebuie s continue nlocuirea oamenilor n munci pe care ei nu vor s le
e$ecute "i de aceasta beneficiaz toi#Q
#. roboii ar trebui s nlocuiasc oamenii n munci pe care le pot e$ecuta mai
economicos "aceasta la nceput va dezavanta-a pe unii, dar n final va fi n avanta-ul tuturor,
ca i n cazul primelor dou legi#.
Pentru succesul robotizrii sunt necesare urmtoarele con$iii1
1. s e$iste o necesitate clar perceputQ
!. s fie disponibile tehnologii adecvate i practicieni competeniQ
#. s e$iste un suport financiar adecvat.
Activitile $e fabricaie s-au automatizat - robotizat atunci c7n$1
1. energia necesar sau mediul ncon-urtor depete posibilitile de suportare ale
operatorului umanQ
!. priceperea necesar pentru a produce ceva util depete capacitile operatorului
umanQ
#. cererea pentru produs este att de mare nct e$ist o motivaie pentru cutarea unor
modaliti de fabricaie mai bune.
! 95 !
Cap &! in6p!7)i! 7% 6!n9o (i&!o p%#a# &! o5o#
S-ar putea să vă placă și
- Dispozitive de Prindere MUCNDocument26 paginiDispozitive de Prindere MUCNNicolae Radu80% (5)
- Proiect MU An3-Constructii de MasiniDocument28 paginiProiect MU An3-Constructii de Masinicaliradu100% (4)
- Proiect Mecanismul Surub PiulitaDocument37 paginiProiect Mecanismul Surub PiulitaTeodor Popescu78% (9)
- Proiect - Masina de GauritDocument17 paginiProiect - Masina de GauritGeorgela Voinea100% (1)
- Masini UnelteDocument116 paginiMasini UnelteTomescu Costi100% (1)
- Curs MLCN Masini Comanda NumericaDocument80 paginiCurs MLCN Masini Comanda NumericaRaul Kojo100% (3)
- Brosa Pentru Prelucrarea Canalului de PanaDocument9 paginiBrosa Pentru Prelucrarea Canalului de PanaGrigoreMarianAlexandru100% (2)
- Centre de PrelucrareDocument89 paginiCentre de PrelucrareIzaa CryzzaÎncă nu există evaluări
- Cap 1Document21 paginiCap 1tiganiadaÎncă nu există evaluări
- Întreținerea Și Exploatarea Mașinilor de RectificatDocument19 paginiÎntreținerea Și Exploatarea Mașinilor de RectificatMariana Aldea50% (2)
- Proces Tehnologic FlansaDocument8 paginiProces Tehnologic FlansaIonuț StănculeaÎncă nu există evaluări
- Curs DispozitiveDocument118 paginiCurs DispozitiveSzekely Norbert86% (7)
- StrunjireaDocument16 paginiStrunjireaCristi DraghiciÎncă nu există evaluări
- Tema Dispozitive Tehnologice Voinea VasileDocument21 paginiTema Dispozitive Tehnologice Voinea VasileVoinea VasileÎncă nu există evaluări
- Cap 8 - FREZAREA PDFDocument27 paginiCap 8 - FREZAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Proiect Proiectarea ProduselorDocument27 paginiProiect Proiectarea ProduselorCracanel Mihai-OctavianÎncă nu există evaluări
- Indr Lucrari DispozitiveDocument109 paginiIndr Lucrari DispozitiveRares BancÎncă nu există evaluări
- Memoriu Si Functionare ReductorDocument10 paginiMemoriu Si Functionare ReductorCiocaneaDeñiisÎncă nu există evaluări
- Parametri de AschiereDocument24 paginiParametri de AschierenitaÎncă nu există evaluări
- Masini de Frezat Plan Intretinere Si ReparareDocument51 paginiMasini de Frezat Plan Intretinere Si ReparareAlina Oprea100% (3)
- Masini UnelteDocument28 paginiMasini UnelteAbrudan LucianÎncă nu există evaluări
- Masini Unelte Si Prelucrari Prin AschiereDocument111 paginiMasini Unelte Si Prelucrari Prin Aschieretotocs80% (5)
- DispozitiveDocument34 paginiDispozitiveAndrei AlmasanÎncă nu există evaluări
- Masini Unelte C1Document39 paginiMasini Unelte C1Marius TolosÎncă nu există evaluări
- Lant Cinematic Principal - Strung NormalDocument52 paginiLant Cinematic Principal - Strung NormalBrendea Mariana Gabriela100% (1)
- Masini UnelteDocument69 paginiMasini UnelteMiny AlinaÎncă nu există evaluări
- Lant Cinematic Principal Strung Normal PDFDocument52 paginiLant Cinematic Principal Strung Normal PDFBartolomeu ȚapuÎncă nu există evaluări
- Comanda Numerica Prelucrare RulmentiDocument57 paginiComanda Numerica Prelucrare RulmentiNistor Alexandru100% (2)
- Proiect MU - Freza UniversalaDocument16 paginiProiect MU - Freza UniversalaAlexandra PaduÎncă nu există evaluări
- Proiect de DiplomaDocument98 paginiProiect de DiplomaRentea CristianÎncă nu există evaluări
- FR EzareaDocument25 paginiFR Ezareaeu si atatÎncă nu există evaluări
- Proiect Masini UnelteDocument15 paginiProiect Masini UnelteOncioiu CiprianÎncă nu există evaluări
- Cutie Viteze StrungDocument13 paginiCutie Viteze StrungTaZiSuL100% (2)
- Tema de Casa Dispozitive-Cracanel MihaiDocument13 paginiTema de Casa Dispozitive-Cracanel MihaiCracanel Mihai-Octavian50% (2)
- MU RezolvateDocument7 paginiMU RezolvateattttilaÎncă nu există evaluări
- StrungDocument21 paginiStrungMuresan IonutÎncă nu există evaluări
- Proiect MU ExempluDocument22 paginiProiect MU ExempluPop GabrielÎncă nu există evaluări
- Proiectarea Unei Cuti de Viteze Cu 6 Trepte Pentru FrezaDocument23 paginiProiectarea Unei Cuti de Viteze Cu 6 Trepte Pentru FrezavasileÎncă nu există evaluări
- Proiectarea Sculelor AschietoareDocument22 paginiProiectarea Sculelor AschietoareJessica PerryÎncă nu există evaluări
- Masini-Unelte Curs3+4Document12 paginiMasini-Unelte Curs3+4Marius MădăraşÎncă nu există evaluări
- Sisteme Flexibile Pe Prelucrari Prin AschiereDocument76 paginiSisteme Flexibile Pe Prelucrari Prin AschiereFlorin Jipa100% (5)
- MEMORIU TEHNIC Cutit de StrungDocument9 paginiMEMORIU TEHNIC Cutit de StrungGabor GabrielÎncă nu există evaluări
- DM ProjectDocument68 paginiDM ProjectClaudiu MunteanuÎncă nu există evaluări
- Memoriu Tehnic Strung CNDocument29 paginiMemoriu Tehnic Strung CNBettina Hajnalka100% (1)
- DanturareDocument16 paginiDanturarecameliaioana16100% (1)
- EZAREADocument14 paginiEZAREAIon Ropa100% (1)
- Masini UnelteDocument35 paginiMasini UnelteCarmen Ovidiu Mihai100% (2)
- Adaos de Prelucrare ArboreDocument4 paginiAdaos de Prelucrare ArboreDragoș GlițaÎncă nu există evaluări
- Honuirea ArborilorDocument24 paginiHonuirea Arborilorcotescu stefanÎncă nu există evaluări
- Masini Unelte, Scule, Accesorii PrelucrariDocument50 paginiMasini Unelte, Scule, Accesorii PrelucrariRadu VasileÎncă nu există evaluări
- Masini Unelte Si Roboti IndustrialiDocument68 paginiMasini Unelte Si Roboti Industrialiandreeaoana45100% (1)
- Masina UnealtaDocument21 paginiMasina UnealtaLaurentiu MarinescuÎncă nu există evaluări
- Lucrare Diploma Absolvire LiceuDocument17 paginiLucrare Diploma Absolvire LiceudumitruÎncă nu există evaluări
- ProiectDocument18 paginiProiectDaniel ChelaruÎncă nu există evaluări
- ITINERARIU TEHNOLOGIC MECANISM DE AVANS ComplectDocument49 paginiITINERARIU TEHNOLOGIC MECANISM DE AVANS ComplectMarian GuleşÎncă nu există evaluări
- Suport Curs Masini UnelteDocument42 paginiSuport Curs Masini UnelteSzabo Gedeon100% (1)
- LCP Freza Cu Consola Z 6Document44 paginiLCP Freza Cu Consola Z 6Brendea Mariana GabrielaÎncă nu există evaluări
- Actionarea Mecanica A MuDocument16 paginiActionarea Mecanica A MumatacheÎncă nu există evaluări
- PRoiectDocument10 paginiPRoiectAlexandra RusuÎncă nu există evaluări
- StrunguriDocument15 paginiStrunguriDaiana SulimanÎncă nu există evaluări
- Masurari PDFDocument40 paginiMasurari PDFSorin PopaÎncă nu există evaluări
- Precizia PrelucrariiDocument11 paginiPrecizia PrelucrariiSorin PopaÎncă nu există evaluări
- Mijloace de Masurare Si Control PDFDocument19 paginiMijloace de Masurare Si Control PDFSorin Popa100% (1)
- Micro Metru LDocument7 paginiMicro Metru LbrctlnÎncă nu există evaluări
- OlteanuDocument1 paginăOlteanuSorin PopaÎncă nu există evaluări
- Test Sudare1Document2 paginiTest Sudare1Sorin PopaÎncă nu există evaluări
- Asamb Pene, Stifturi, Bolt, CaneluriDocument2 paginiAsamb Pene, Stifturi, Bolt, CaneluriSorin PopaÎncă nu există evaluări
- Test Initial Tehnici de MasurareDocument9 paginiTest Initial Tehnici de MasurareSorin PopaÎncă nu există evaluări
- Asamblari FiletateDocument1 paginăAsamblari FiletateSorin Popa100% (1)
- Masurari 1Document4 paginiMasurari 1Sorin PopaÎncă nu există evaluări