Documente Academic
Documente Profesional
Documente Cultură
Tehnologii, Echipamente Si Instalatii Mecanice
Încărcat de
George DumitruTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Tehnologii, Echipamente Si Instalatii Mecanice
Încărcat de
George DumitruDrepturi de autor:
Formate disponibile
1
TEHNOLOGII, ECHIPAMENTE SI INSTALATII MECANICE
Partea I
Producia de maini, utilaje i bunuri de consum
1. Introducere
1.1.Procesul de producie
Procesul de producie reprezint totalitatea activitilor desfurate ntr-o unitate
de producie care au ca scop transformarea unor materii prime n semifabricate sau n
produse finite. Datorit specializri majoritatea ntreprindelor nu produc un produs finit la
modul integral (de la nceput pn la sfrit), de regul o ntreprindere produce doar o
parte din componente i montajul general.
Activitile desfurate n cadrul procesului de producie se pot grupa n:
-activiti de baz
-activiti auxiliare
-activiti de deservire.
Activitile de baz sunt acele activiti care produc modificri efective asupra
materialelor i semifabricatelor, ct i cele care constat calitatea acestor lucrri. n urma
acestor activiti materiile prime i semifabricatele sunt transformate n piese,
subansambluri sau n maini i utilaje, n cazul unitilor de producie ale industriei
constructoare de maini. n cazul altor industrii productoare de bunuri de consum sau
servicii, activitile de baz sunt cele n cadrul crora sunt realizate produsele finite sau
serviciile pentru care au fost constituite. Spre exemplu, n cazul unitilor constructoare
de maini i utilaje activitile de baz cuprind procese precum: turnare, laminare,
matriare, forjare, deformare plastic la rece, debitare, prelucrare prin achiere, sudur,
controlul calitii, asamblare etc.
Activitile auxiliare i de deservire sunt acele activiti prin care se asigur
logistica i buna funcionare a proceselor de baz. Dintre aceste activiti putem enumera
cteva: transportul i depozitarea materiilor prime sau a semifabricatelor, proiectarea,
realizarea, ntreinerea i repararea tuturor sculelor, utilajelor i dispozitivelor folosite n
procesul tehnologic (S.D.V. scule dispozitive i verificatoare), producerea, transportul i
alimentarea la locurile de producie a tuturor agenilor utilizai n activitile de baz
(curent electric, abur tehnologic, ap cald, aer comprimat etc.), transportul i depozitarea
intern a pieselor, ntreinerea cldirilor etc.
Procesul tehnologic se realizeaz n secii sau ateliere de producie care pot fi
mprite n: secii sau ateliere productive i secii sau ateliere auxiliare sau de deservire.
1.2.Procesul tehnologic
Procesul tehnologic este format din totalitatea operaiilor care conduc la
modificarea formei geometrice, a dimensiunilor, a proprietilor fizico-chimice, a calitii
suprafeelor unei piese sau care conduc la crearea unor legturi reciproce a dou sau a
mai multor piese ntr-un ansamblu.
Operaia este acea parte a procesului tehnologic care se execut continuu asupra
unei piese sau a mai multor piese simultan, la un anumit loc de munc. Operaia este
2
unitatea de baz a unui proces tehnologic atunci cnd se proiecteaz un proces tehnologic
nou sau se verific unul existent.
Materiale utilizate
Totalitatea substanelor simple sau complexe utilizate n cadrul proceselor de
producie poart denumirea de materiale. Proprietile fizico-chimice diferite ale
materialelor determin felul n care acestea se comport n procesele de prelucrare i,
mpreun cu costurile de producie, sunt cele care conduc la alegerea utilizrii acestora.
Dup gradul de prelucrare, materialele pot fi clasificate n:
-materii prime brute, utilizate n forma sub care se gsesc n natur, de exemplu:
lemnul brut, crbunele, minereuri, cauciucul natural, piatra natural etc.
-materii prime artificiale (sau sintetice) sunt produse din materiile prime brute
prin reacii de sintez sau prin alte procese tehnologice de prelucrare (distilare,
fermentare, descompunere, gazeificare etc.), de exemplu: oelul, sticla, benzina,
materialele plastice, cimentul, fibrele sintetice etc.
n funcie de proveniena acestora, materialele mai pot fi clasificate n:
-materiale anorganice sau minerale sunt substane simple sau complexe de tipul
srurilor, oxizilor, halogenilor etc. Aceste materiale provin din regnul mineral.
-materiale organice sunt substane care au ca elemente chimice de baz carbonul,
hidrogenul, oxigenul i azotul. Acestea provin din regnul vegetal sau animal (uleiuri
vegetale, ln, grsimi etc.)
Din punct de vedere fizico-chimic materialele pot fi metale sau nemetale.
n industria constructoare de maini i utilaje, datorit proprietilor acestora, cea
mai larg ntrebuinare o au nc materiale metalice.
Dintre metale aliajele fierului sunt cele mai ntlnite, acest lucru datorndu-se att
proprietilor speciale ale acestora, ct i datorit preului de producie redus.
Principalele aliaje ale fierului cu carbonul, utilizate att n industria de maini i
utilaje, ct i n alte industrii (electronic, energetic, alimentar, de construcii etc.), sunt
fonta i oelul.
Diversitatea utilizrilor, variaia formelor i a dimensiunilor pieselor, au condus la
apariia unui foarte mare numr de metode de prelucrare i, implicit, a unei uriae
varietti de procese tehnologice chiar n cadrul proceselor fundamentale de prelucrare.
n cadul schemei de mai jos, sunt prezentate succint conexiunile dintre procesele
fundamentale de prelucrare ale aliajelor fierului utilizate n construcia de maini i
utilaje.
Avnd n vedere importana pe care o au materialele metalice i, n special,
aliajele fierului (mai ales oelurile), n cadrul acestui curs vor fi prezentate procesele
fundamentale de prelucrare care ncep cu elaborarea acestor materiale, pn la obinea
unui produs finit, care poate fi o pies, un utilaj sau o main.
Din schema de mai jos se poate observa c realizarea unor piese dintr-un metal
sau aliaj oarecare presupune, de regul, un numr mare de procese tehnologice, ncepnd
cu extragerea minereurilor i terminnd cu controlul privind calitatea piesei realizate.
Analiza detaliat a acestui lan de producie a condus la dezvoltarea unor discipline de
sine stttoare, chiar a unor ramuri industriale complexe. Se pot aminti aici cteva dintre
tiinele nscute odat cu dezvoltarea tehnologiilor care se ocup, n special, cu
prelucrarea i utilizarea metalelor: prepararea minereurilor, studiul materialelor,
3
rezistena materialelor, desenul tehnic, prelucrri prin achiere, prelucrri prin deformare
plastic, organe de maini, tolerane i msurtori etc.
1.3.Principalele proprieti ale metalelor
Proprietile metalelor pot fi mprite n cteva categorii principale:
-proprieti fizice generale, de exemplu: culoarea, luciul, greutatea specific
conductibilitatea, proprieti magnetice i electrice etc.;
-proprieti mecanice care arat comportamentul materialelor atunci cnd asupra
lor sunt aplicate aciuni mecanice (fore i/sau cupluri de fore) exterioare;
-proprieti tehnologice care arat modul n care aceste materiale se comport n
procesele de prelucrare;
-proprieti chimice care arat comportamentul materialelor la aciunea agenilor
chimici.
1.3.1.Proprieti mecanice
Proprietile mecanice ale materialelor sunt foarte importante din punct de vedere
al fiabilitii i funcionalitii pe care trebuie s o aib acestea. Aceste proprieti sunt
ntr-o corelaie direct cu aciunile (fore i momente) exterioare la care este supus piesa
ntr-un ansamblu.
n funcie de aceste solicitri, care conduc la apariia unor efortori interioare ntr-o
pies, putem ntlni dou tipuri de aciuni:
-solicitri statice, atunci cnd variaia n timp a forelor este una lent i limitat;
4
-solicitri dinamice, atunci cnd variaia n timp a forelor este una rapid, de
intensitate variabil sau se manifest prin ocuri.
Dac definim tensiunea (sau efortul unitar) ntr-o seciune a unei piese, aceasta se
noteaz cu o liter a alfabetului grec, (sigma) i poate fi exprimat cu ajutorul
urmtoarei relaii:
(
=
2
m
N
A
F
sau[Pa] (1.1)
unde F este valoarea forei ce acioneaz n seciune, iar A este aria seciunii.
Datorit aciunilor exterioare materialele se deformeaz. Deformaiile sunt strict
legate de valorile tensiunilor interioare de aceea este foarte important de tiut forma legii
de variaie a tensiunii cu deformaia. Pentru aceasta a fost definit o mrime
adimensional, alungirea, , ca fiind raportul dintre deformaia unei epruvete, l, i
lungimea ei, l.
l
l A
= (1.2)
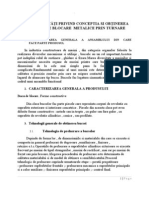
n figura 1.1 este prezentat
curba de variaie a tensiunii cu
alungirea, numit i curb caracteristic.
Se vor defini pe aceast curb o serie de
puncte foarte importante din punct de
vedere al proprietilor mecanice ale
unui material, astfel:
-punctul A reprezint limita de
proporionalitate a unui material, pe
poriunea OA a curbei caracteristice
tensiunea este proporional cu alungirea
materialului;
-punctul B este limita de
elasticitate a materialului supus
ncercrilor, mai exact este punctul pn la care, prin eliminarea aciunilor exterioare,
materialul revine la forma (lungimea) iniial;
-punctul C reprezint limita de curgere, dup cum se poate observa din figur din
acest punct alungirea corpului crete la o tensiune constant. Palierul CC care poate fi un
traseu orizontal sau sinuos este numit i palier de curgere. La unele materiale acest palier
nu exist de aceea, convenional, aceast limit a fost stabilit la valoarea tensiunii la
care, dup descrcarea epruvetei, epruveta rmne cu o alungire permanent de 0,2%.
Experimental s-a constat c descrcarea are lor dup o linie dreapt paralel cu cu OA,
poriunea de proporionalitate.
-punctul D este punctul la care tensiunea are o valoare maxim, numit i
rezisten la rupere. Din grafic se poate observa o zon de ntrite CD unde curba are un
caracter cresctor, dup care ncepe ruperea propriu-zis;
-punctul F este punctul n care epuveta se rupe. Dup depirea punctului D, pe
epruvet apare o gtuire care se dezvolt tot mai mult, pn la apariia ruperii.
Cele mai importante proprieti mecanice ale materialeleor sunt cele care sunt
legate de rezistena lor, adic la capacitatea materialelor de a se opune forelor exterioare
D
C F
B C
A
r
c
e
p
0
r
Fig.1.1 Curba caracteristic a oelului
5
care tind s le deformeze sau s le distrug. Dup felul n care aceste fore acioneaz
rezistena poate fi la ntindere, compresiune, rsucire, ncovoiere i forfecare.
Rezistena la ntindere este proprietatea corpurilor de a se opune unor sarcini care
tind s le deformeze prin ntindere. n timpul ncercrilor epruvetelor (pies standardizat
a crui comportament la ntindere este studiat cu ajutorul unor maini speciale) se poate
trasa diagrama (-) care este specific fiecrui material i care caracterizeaz modul de
comportare la solicitarea de ntindere. Din diagrama prezentat n figura 1.1 se pot
evidenia cteva caracteristici ale materialului ncercat, foarte importante n proiectare:
-limita de proporionalitate, notat
p
, este tensiunea limit pn la care tensiunea
este proporional cu alungirea, interval pe care este valabil legea lui Hooke. Aceast
lege, n cazul solicitrii de ntindere, are urmtoarea form:
E = (1.3)
Unde E este modulul de elasticitate longitudinal sau modulul lui Young care are
valoarea pentru:
-oel laminat ] [ 210 GPa E = ;
-oel turnat ] [ 175GPa E = ;
-fonte ] [ 115GPa E = ;
-aliaje ale aluminiului ] [ 70 GPa E = ;
-lemn: n lungul fibrei ] [ 15 10 GPa E = , perpendicular pe fibre ] [ 4 , 0 GPa E = ;
-sticl ]. [ 90 50 GPa E =
-limita de elasticitate, notat
e
, este tensiunea maxim pn la care materialul are
un comportament elastic, astfel, odat descrcat, revine la dimensiunile iniiale.
-limita de curgere, notat
c
, este tensiunea la care ncepe un proces de deformare
plastic la o sarcin practic constant sau descresctoare.
-rezistena la rupere, notat
r
, este tensiunea maxim a curbei -, fiind cea mai
important caracteristic mecanic a materialelor, de care se ine cont n calculele de
dimensionare.
Rezistena la solicitri ciclice este o proprietate mecanic care este stabilit n
urma unor solicitri care variaz periodic n timp. Aceast valoare este foarte important
n cazul n care solicitrile sunt dinamice, fiind inferioar rezistenei similare statice.
Acest lucru indic faptul c, n timp, apare o oboseal a materialelor, de care trebuie s se
in seama dac piesele sunt solicitate dinamic.
1.3.2.Proprieti tehnologice
Metalele, pentru a ajunge produse finite, sunt supuse la diferite operaii de
prelucrare. Prelucrarea conduce la schimbarea formelor, dimensiunilor i chiar a unor
proprieti fizico-mecanice. Prelucrarea se poate realiza la temperaturi nalte, precum
turnarea sau deformarea plastic la cald, sau la rece, precum prelucrarea prin achiere.
Cele mai importante proprieti tehnologice sunt: capacitatea de turnare,
maleabilitatea, ductibilitatea, forjabilitatea, sudabilitatea, prelucrabilitatea prin achiere
etc.
Capacitatea de turnare se refer la posibilitatea materialului mecanic de a fi
turnat n forme variate. Capacitatea de turnare depinde de fuzibilitatea i de fluiditatea
materialului. Cu ct un material este mai fuzibil (are temperatura de topire mai mic) e
mai indicat pentru a fi turnat n piese. Fluiditatea indic capacitatea unui material de a
6
curge prin orificii nguste i de a umple i spaiile mai nguste ale formei. De exemplu,
staniul i plumbul sunt mai fuzibile dect fierul, iar fonta este mai fluid dect oelul.
Ductibilitatea este proprietatea unui material de fi tras n fire subiri fr a se
rupe, iar maleabilitatea este proprietatea de a fi ciocnit n foie subiri. Fierul i cuprul
sunt materiale ductile, argintul, aurul cuprul, plumbul i staniul au o bun maleabilitate.
Forjabilitatea este proprietatea materialelor metalice de a fi prelucrate prin
deformare plastic la cald prin lovire sau presare. Forjabilitatea se determin prin
ncercarea la refulare.
Sudabilitatea este proprietatea unui material metalic de a se mbina prin sudare de
el nsui sau de un alt material. Tablele din care se realizeaz construcii sudate, precum
nave, vagoane, poduri, recipiente etc., sunt supuse ncercrilor la sudabilitate.
Preclucrabilitatea prin achiere este proprietatea unui material metalic de a fi
prelucrat prin achiere: strunjire, gurire, frezare etc. Pe baza acesteia se are n vedere
tehnologia utilizat, alegerea sculei achietoare, viteza de achiere etc.
7
2.Tehnologii folosite n producia aliajelor fier-carbon
O scurt istorie
Oelul este cunoscut din antichitate, putnd fi obinut prin topirea minereurilor de
fier mpreun cu unele care conineau carbon.
Cea mai veche pies de oel, avnd o vechime de 4000 de ani, a fost gsit n site-
ul arheologic Kaman-Kalehoyuk din Anatoliaconform informaiei postate pe o pagin de
informaii on line (http://www.hindu.com/thehindu/holnus/001200903261611.htm).
O alt pies, despre care se apreciaz c a fost realizat ntr-o perioad din jurul
anului 1400 .H., a fost gsit n estul Africii, conform ("Civilizations in Africa: The Iron
Age South of the Sahara", Washington State University).
Att n China, ct i n Imperiul Roman armele aveau n componen pri
realizate dintr-un oel de foarte bun calitate. Populaia Haya, situat n nordul Tanzaniei,
folosea furnale n care se realizau temperaturi de aproape 1800C, acum 2000 de ani,
ceea ce fcea posibil prelucrarea prin forjare a unor obiecte,
cel mai probabil arme, produse din oel-carbon. n sudul
Asiei, insula Sri Lanka, aria Samanalawewa, s-au descoperit
obiecte dintr-un oel de mare duritate, denumit wootz steel
sau oel de Damasc, obinut pe la 300 .H. Metoda de
preparare a acestui oel special a ajuns i n China, unde au
fost elaborate procese de producie bine puse la punct, n
jurul anilor 500.
n perioada modern s-a nceput obinerea oelului
topit n vase mari, trecndu-se de la utilizarea crbunelui la
cocs. Spre sfritul secolului 16 au aparut lucrri (Praga,
1575 i Neapole, 1599) n care sunt descrise tehnologii de
producere a oelului, iar nceputul secolului 17 a nsemnat
apariia productorilor industriali. Revoluia industrial,
declanat odat cu apariia unor mari centre productoare de
oel (n Anglia au avut cea mai mare dezvoltare), precum
Sheffield (vezi poza alturat), a condus la inventarea att a unor procese de producie
eficiente (procesul Bessemer, procesul Siemens-Martin), ct i a unor utilaje mai
eficiente care au condus la creterea caliti i cantitii de oel produse, ct i la scderea
costurilor.
n ultimul secol, secolul XX, producia de oel a crescut foarte mult, iar trendul
este unul pozitiv, chiar dac efectele crizei globale sunt resimite i n industria
metalurgic.
Marii productori de oel de alt dat, precum USA, Rusia ori Anglia n secolul
XIX sunt depii de rile ale cror economii nregistreaz creteri permanente, precum
China ori India.
2.1.Procesele metalurgice de baz la elaborarea metalelor
Metalugia este tiina care se ocup cu extragerea de metale i producerea de
aliaje din minereuri. Minereurile sunt combinaii ale metalelor cu nemetalele care se
gsesc n natur, din care se pot extrage n mod rentabil metalele i aliajele coninute n
8
acestea. Exist i minereuri n care metalele se gsesc n stare nativ, dar acestea sunt
puine: aurul, platina, argintul, cuprul, iar cantitile acestor minereuri pure sunt mici n
raport cu necesitile pieei. Dezvoltarea tiinei metalurgice a avut ca rezultat gsirea
unor tehnologii de extracie rentabile a metalelor din minereuri srace n coninut sau
greu de prelucrat, n trecut.
Procedeele metalurgice de baz, utilizate la extragerea metalelor i aliajelor, se
pot clasifica n trei grupe:
-procedeele pirometalurgice au la baz procedee ce folosesc temperaturi nalte;
-procedeele hidrometalurgice au la baz solubilizarea minereurilor la temperaturi
joase, la presiune constant sau variabil;
-procedeele electrometalurgice folosesc energia electric, fiind la rndul lor
mprite n electrotermice i electrochimice.
2.2.Tehnologia elaborrii fontei
2.2.1.Generaliti privind aliajele fier-carbon
Caracteristicile fizico-mecanice deosebite, ct i preul de cost redus, au fcut ca
aliajele fier-carbon, fontele i oelurile, s fie utilizate la scar larg n majoritatea
domeniilor. Din consumul general de metale, fierul i aliajele pe baz de fier reprezint n
jur de 90% (ca greutate). Ramura industrial care se ocup cu obinerea fontei i a
oelului, precum i prelucrarea lingourilor de oel n semifabricate se numete siderurgie.
Principalele produse ale industriei siderurgice se pot clasifica n: fierul tehnic (0-
0,03%C), oelurile (0,03-2,1%C), fontele (2,1-6,67%C) i feroaliajele. n oeluri i fonte,
n afar de fier i carbon se mai gsesc i alte elemente nsoitoare (inevitabile uneori),
precum: Si, Mn, P, S, ele modific proprietile mecanice ale aliajului de baz. Prezena
acestor elemente este uneori util (conteaz proporia), conferind aliajului proprieti
deosebite. Elementele nsoitoare duntoare n fonte i oeluri sunt: sulful (provoac
fragilitatea la cald aliajului), fosforul (provoac fragilitatea la rece) i gazele dizolvate (O,
N, H).
Fonta se utilizeaz att pentru producia de piese turnate ct i ca materie prim
pentru elaborarea oelului.
Feroaliajele sunt aliaje pe baz de fier cu alte elemente care se utilizeaz ca
materii prime la elaborarea diverselor marci de fonte sau oeluri. De exemplu:
feromangan (FeMn), ferosiliciu (FeSi), ferocrom (FeCr), ferovanadiu (FeV), ferotitan etc.
2.2.2.Materii prime folosite la elaborarea fontei
Pentru producerea fontei se folosesc urmtoarele materii prime principale:
minereuri, combustibili i fondani. Ca materiale auxiliare se folosesc: materiale
refractare (pentru zidirea cuptoarelor), aer sau oxigen i apa de rcire.
1)Minereuri
Minereurile de fier sunt oxizi i carbonai de fier:
-magnetita oxidul fero-feric (Fe
3
O
4
), coninut de fier 54-59%, resurse n Rusia,
Suedia, Norvegia, Venezuela;
-hematita oxidul feric (Fe
2
O
3
), principalul minereu folosit la elaborarea fontei,
coninut de fier 68-69%, resurse n Ucraina, Brazilia, India etc.;
9
-limonitele oxizi ferici hidratai (Fe
2
O
3
-nH
2
O), coninut de fier 35-55%, au n
compoziie i alte metale (mangan, vanadiu etc.) dar i impuriti duntoare (P, As, S),
resurse n Rusia, Spania, Cuba, SUA etc.;
-siderita i ankeritul carbonai de fier simpli sau complexi ((Fe, Mg, Mn)CO
3
),
conin ntre 30-40% fier, dar rezervele sunt mici.
Pe lng aceste minerale enumerate, ce conin cantiti mari de fier, se utilizeaz
i alte minereuri mai complexe ce conin i alte metale, precum magnetit vanadifer,
imenit sau titanomegnetit vanadifer. n afar de minereurile de fier n siderurgie mai sunt
utilizate ca materii prime i cenuile de pirit (reziduri de la fabricile de acid sulfuric), cu
un coninut de 40-60% Fe, praful de furnal (recirculat), arsura de fier (undr) care rezult
de la laminarea oelului i pan de oel, rezultat n urmare prelucrrilor prin achiere.
Minereurile de mangan folosite la elaborarea fontelor sunt oxizi, carbonai sau
silicai ai manganului, precum: piroluzita, psilomelanul, manganita, hausmanita, organita,
rodocrozita i rodonitul.
Minereurile care se introduc n furnale pot fi n stare granulat, aglomerat sau
peletizat. Prin aglomerarea minereurilor ncrctura furnalului este mai compact, ceea
ce conduce la reducerea consumului specific de cocs i la creterea randamentului
furnalului.
2)Fondanii
O parte a minereurilor folosite nu conine substan activ, acest steril este numit
n siderurgie gang. Ganga minereurilor de fier este de regul alctuit din SiO
2
i Al
2
O
3
.
Ganga pentru a fi nlturat trebuie combinat cu o substane active, numite fondani.
Fondanii utilizai la furnalele cu bazicitate ridicat sunt calcarele dolomitice. Se mai
folosete ca fondant i bauxita.
3)Combustibilii
Combustibili au un rol esenial n procesul de elaborare a fontei, avnd att rolul
de a produce cldura necesar topirii minereurilor din furnal, dar i rol de participant n
reaciile chimice, mai precis reducerea oxizilor i carburarea fierului. Combustibilii
utilizai n furnal sunt cocsul i mangalul. Cocsul are cel mai important rol, el trebuie s
aib putere caloric mare (6500-700 kcal/kg), porozitate ridicat, umiditate mic i o
bun rezisten la sfrmare.
n tehnologiile moderne se utilizeaz i combustibili auxiliari, precum gazul
metan, gazul de cocsrie sau pcura care se pot utiliza mpreun cu combustibilii
primari. Prin aceast utilizare se reduce consumul de cocs (pn la 100 kg/t), crescndu-
se i productivitatea prin creterea temperaturii n furnal.
2.2.3.Utilajele folosite n procesul de elaborare al fontei
O unitate de producie siderurgic n care se elaboreaz fonta trebuie s aib n
dotare urmtoare utilaje i instalaii (vezi figura 2.1):
-furnalul, 4;
-utilaje de depozitare a materiilor prime i instalaii de ncrcare a furnalului, 1, 3,
4 i 5;
-instalaii de prenclzire, de insuflare n furnal i de evacuare a aerului, 9, 10;
-instalaii pentru captarea i epurarea gazului de furnal, 6;
-utilajele folosite la evacuarea fontei i a zgurei din furnal, 7 i 8;
-instalaii auxiliare de granularea zgurei i de prepararea materialor refractare;
10
-instalaii de automatizare.
Fig. 2.1 Utilaje i instalaiile dintr-o unitate de producie a fontei
Furnalul
Este un cuptor vertical de seciune circular alctuit din urmtoarele pri
principale: creuzetul, etajul, pntecele, cuva i gura de ncrcare. Creuzetul, situat la
partea inferioar a furnalului, are o form cilindric. Materialul topit se strnge n acesta,
zon n care are loc i evacuarea fontei i a zgurei.
Furnalul este construit din tabl groas de 20-30 [mm] i este cptuit la interior
cu zidrie reflactar din amot care este rcit cu ap. Materiile prime sunt ncrcate pe
la partea superioar pn la 80-90% din nlimea furnalului. Capacitatea unui furnal
depinde de dimensiunile pe care acesta le are. n Romania, la Combinatul siderurgic de la
Galai exist furnale de 1700 [m
3
], dar i de unul de 2700 [m
3
]. La Fukyama (J aponia),
furnalul 5, are 4400 [m
3
] i o productivitate de 11000 [tone] de font pe zi. Pentru a fi
Fig. 2.2 Schema unui furnal
11
rentabil un furnal are o funcionare continu de 6-7 ani, de aceea toate aspectele care in
de funcionarea unui astfel de utilaj, aprovizionare cu materii prime i auxiliare,
ntreinere, trebuie foarte bine puse la punct
Instalaia de ncrcare
Datorit cantitilor foarte mari de materiale care trebuie introduse permanent n
furnal, pe la partea superioar, pentru un randament ridicat se folosesc instalaii de
ncrcare mecanizate de mare productivitate. De asemenea, este nevoie ca buncrele de
materii prime s asigure n permanen fluxuri corelate cu capacitatea de ncrcare.
Pentru a da un exemplu concret, un furnal de 1500 [m
3
] se ncarc zilnic cu 2400-3300 [t]
minereu, 1350-1500 [t] cocs, 1200-1500 [t] fondani i alte materiale n cantiti mai
mici. Astfel, instalaia de ncrcare trebuie s transporte ntre 3950-6300 [t] de
materiale/zi, o cantitate foarte mare ce trebuie ridicat la peste 25 metri. Instalaia de
ncrcare este prevzut cu vagonete ce ruleaz pe o cale ferat care descarc materialele
n gura furnalului. La gura furnalului exist un sistem, tip plnie, care asigur att
descrcarea materialului, ct i etanarea furnalului.
Instalaii de prenclzire, de insuflare n furnal i de evacuare a aerului
n procesul de elaborare a fontei trebuie insuflat n furnal aer prenclzit la
temperaturi de 1100-1200 [C]. Acest lucru se realizeaz cu ajutorul unor turbosuflante
puternice, ce asigur debite de 4000-6000 [Nm
3
/min], aer prenczit n nite instalaii
cilindrice foarte nalte (h=30-40[m], D=6-8[m]), numite cowpere. Un cowper este alctuit
din dou camere: camera de ardere i camera de nclzire, ntre care are loc un intens
schimb de cldur. Gazele de furnal provenite din camera de ardere, transmit cldura lor
unui grilaj, dup care sunt evacuate printr-un co de evacuare. Aerul rece, uneori
supraoxigenat, este forat s treac prin grilajul nclzit unde ajunge la temperaturi de
pn la 1200 [C], dup care este insuflat n furnal, pe la partea superioar a creuzetului.
Prin utilizarea aerului supraoxigenat se poate mri i cantitatea de combustibil auxiliar
(gaz metan, pcur) i de abur ce se introduce n furnal, ceea ce conduce la reducerea
consumului specific de cocs. Un furnal poate fi dotat cu 3-4 cowpere.
Instalaii pentru captarea i epurarea gazului de furnal
Procesele care au loc n furnal elibereaz o foarte mare cantitate de gaze
combustibile care trebuie valorificate, dar i o mare cantitate de praf, 10-40 [g/Nm
3
].
Epurarea gazului de furnal se face n mai multe faze, iar dup filtrare acesta este depozitat
n gazometre.
Utilajele folosite la evacuarea fontei i a zgurei din furnal
Obinerea fontei lichide se face prin destuparea periodic (dup un ciclu) a
orificiilor de font cu ajutorul unor perforatoare electropneumatice. Fonta lichid se
scurge prin jghebul de turnare n oale de turnare (fonta de afnare) sau la o main de
turnat pe band, obinndu-se calupuri de font. Dup evacuarea fontei, orificiul de
curgere se nchide cu un dop de mas refractar. Zgura se evacueaz din 2 n 2 ore prin
orificiul de zgur n oale de zgur, urmnd apoi un proces de rcire i granulare.
Instalaii de automatizare
Furnalele moderne au un grad mare de mecanizare i, implicit, automatizare.
Printre reglajele care se pot face la un furnal amintim cteva: reglarea debitului de gaz
metan, reglarea repartiiei uniforme a aerului insuflat n furnal, reglarea umiditii,
reglarea presiunii gazului de furnal distribuit ctre cowpere, reglarea temperaturii aerului
12
cald etc. De asemnenea, ncrcarea furnalului se face pe baza unui program care comand
i controleaz n timp real instalaia de ncrcare.
Procesele fizico-chimice din furnal
n procesul de elaborare al fontei au loc mai multe tipuri de procese fizico-
chimice:
1)Descompunerea materialelor din ncrctur. Datorit temperaturii ridicate din
furnal materialele sunt supuse urmtoarelor procese de transformare: eliminarea apei
higroscopice (100-200[C]), descompunerea hidrailor (150-500[C]).
2)Procese de ardere a cocsului. Arderea cocsului este un proces exoterm i are
loc n zona gurilor prin care se sufl aerul prenclzit. Oxidul de carbon rezultat particip
la reaciile de reducere.
3)Procese de reducere. n urma proceselor de reducere, pe bilan general
endoterme, se obin metalele sau nemetalele ale cror oxizi sunt redui (Fe, Mn, Si, P)
-reducerea oxizilor de fier. Are loc n trei etape, la reacii participnd oxizii de fier
i oxidul de carbon;
-reducerea oxizilor de mangan;
-reducerea silicei SiO
3
;
-reducerea fosforului.
4)Carburarea fierului. Are loc n pntecele furnalului la temperaturi de peste
1100[C], fierul redus sub form buretoas se carbureaz trecnd n cementit (Fe
3
C). n
fierul carburat topit se pot dizolva cantiti variabile de Si, Mn, P i S, formndu-se fonta.
n prezena unor elemente care formeaz carburi, precum Mn i Cr, coninutul de carbon
din font crete. Prezena elementelor care se pot combina cu fierul P, S i Si, conduce la
separarea carbonului sub form de grafit.
5)Desulfurarea fontei. Pentru eliminarea sulfului sunt create condiiile favorabile,
temperaturi ridicate, astfel o mare cantitate din acesta trece n zgur sau n gazul de
furnal.
Produsele procesului de elaborare
Fonta. n furnal se elaboreaz dou principale tipuri de fonte: fonte cenuii,
utilizate la turnarea n piese i fonte albe sau de afnare, utilizate la elaborarea oelurilor.
Fontele de furnal pot fi clasificate astfel:
a)Fonte brute obinuite, cu coninuturi de Si i Mn sub 5% fiecare. La rndul lor
acestea pot fi:
-fonte de turntorie;
-fonte de afnare.
b)Fonte brute aliate:
-fonte silicoase, cu 9-15% Si i Mn max. 3%;
-fonte manganoase (oglind), cu 10-25%Mn i Si max. 2%;
-fonte silicoase-oglind, cu 9-15%Si i 18-24% Mn.
Zgura. Este alctuit n principal din urmtorii oxizi: SiO
2
, Al
2
O
3
, CaO i MgO.
Cantitatea rezultat n procesul de elaborare al fontei variaz ntre 700-1100[kg/t] font.
Zgurele de furnal pot fi acide, bazice sau neutre. Zgurele bazice pot fi valorificate, dup
granulare, fiind transformate n vat de zgur, material termoizolant.
13
Gazul de furnal. Rezult ntre 3500-400[Nm
3
/t] de cocs ars, gazul fiind un gaz
combustibil cu putere caloric slab, 850-1200[kcal/Nm
3
]. Gazul de furnal este
valorificat la nczirea cowperelor.
Aspecte economice ale produciei de font
Indici tehnico-economici
1)Indicatorul de utilizare intensiv a volumului util al furnalului, I
u
. Se poate
determina cu relaiile:
] zi t/m [
3
K
I
V
p
I
a
u
z
u
= = (2.1)
unde: p
z
este producia zilnic de font, n t/zi; I
a
este intensitatea de ardere a cocsului,
n t.cocs/m
3
zi (I
a
=1-1,2 [t/m
3
zi]); K consumul specific de cocs, n t. cocs/t., V
u
volumul util al furnalului.
Producia zilnic se poate calcula cu relaia:
] t/zi [
24
s
u
z
V
V
p
= (2.2)
unde: Vs este volumul specific al ncrcturii, n [m
3
/t], iar este durata de trecere a
ncrcturii prin furnal (7-8 [h]).
Indicatorul de utilizare variaz la furnalele moderne de capacitate mare ntre 1,8-
2,5 [t/m
3
], ajungnd chiar la valoarea de 3 [t/m
3
], dac toi factorii care necesari
proceselor tehnologice de elaborare sunt activi. Astfel, principalii factori care
influeneaz valoarea lui I
u
sunt:
-calitatea materialelor din ncrctur. Producia crete semnificativ cu
mbogirea i aglomerarea minereului, dar i cu calitatea cocsului utilizat;
-durata de trece a ncrcturii prin furnal (). Aceasta depinde de volumul
ncrcturii i de viteza de coborre a coloanei de materiale n furnal care conduce la
stabilirea numrului de ncrcturi pe zi. Durata de trecere este cu att mai scurt cu ct
volumul ncrcturii este mai mic, ceea ce conduce la un consum specific mai redus de
minereu, cocs i fondani, dar o mai mare cantitate de aer insuflat.
-intensificarea proceselor metalurgice n furnal. Se poate realiza prin msuri ca:
ridicarea temperaturii aerului insuflat, mbogirea cu oxigen a aerului insuflat, creterea
presiunii gazelor din furnal, utilizarea metanului i a vaporilor de ap.
2) Indicatori de consum
a)Consumul specific de cocs [kg cocs/t font], depinde de:
-calitatea ncrcturii, consumul se reduce dac minereul este mai bogat. Dac
materialul este aglomerat consumul de cocs se duce cu pn la 15%. Folosirea de
combustibil auxiliar, gaz metan sau pcur, poate reduce consumul de cocs.
-calitatea fontei. Consumul de cocs pentru fontele albe (450-600 [kg/t]) este
mai mic dect pentru fontele cenuii (650-850[kg/t]).
b)Consumul specific de minereu i ncrctur metalic (pan, pirit ars etc.)
c)Consumul specific de aer [Nm
3
/t cocs], variaz ntre 3000-4000 [Nm
3
/t].
d)Consumul de fondani [kg/t font]. Scade prin mbuntirea minereului i
creterea calitii cocsului.
e)Consumul specific de ap de rcire [m
3
/t font].
14
Structura costurilor de producie la elaborarea fontei
O schem a costurilor de producie la elaborarea fontei ar putea fi urmtoarea:
-materii prime (minereuri, adaosuri) 50-55%
-materiale auxiliare 1-2%
-combustibil 38-45%
-energie electric, ap, aer, abur 2,5-3,5%
-retribuii directe 0,2-0,5%
-costuri generale ale seciei de furnale 5-7%
-regie general 0,6%
-recuperri (zgur, gaz de furnal, praf de furnal) -5%
Din schema de costuri se poate observa c acestea pot fi reduse n special prin
reducerea consumurilor de materii, combustibil i energie.
2.3.Tehnologia elaborrii oelului
2.3.1.Generaliti
Oelul este un aliaj al fierului cu carbonul, obinut din font prin reglarea
coninutului de C, Si, Mn, P i S ntre anumite limite cunoscute. Fonta alb intr ntr-un
proces de oxidare i eliminare a elementelor duntoare n zgur sau n gazele arse. n
funcie de marca oelului, la aliajul de baz se pot ncorpora i alte elemente de aliere,
precum Mn, Cr, Ni, Co, W, Mo, V, Ti etc. Care, n diferite proporii, confer oelului
anumite proprieti fizico-mecanice. Comparativ cu fonta, oelul are caracteristici
mecanice superioare i o mai bun prelucrabilitate, fiind metalul cu cea mai larg
utilizarea n industria construciilor de maini i nu numai.
Principalele procedee de elaborare i mbuntire a oelului sunt:
-procedeul Siemens-Martin;
-procedeul convertizoarelor cu oxigen;
-procedee electrice cu cuptoare cu arc electric sau cu inducie;
-procedeul de elaborare n convertizoare cu suflare de oxigen;
-procedee speciale de mbuntire a calitii oelului: turnare i tratare n vid,
rafinare prin retopire.
2.3.2.Procesele fizico-chimice la elaborarea oelului
1)Procese de oxidare
n procesul de elaborare a oelului, ce are loc la temperaturi nalte i atmosfer
oxidant, fierul i metalele nsoitoare sunt supuse unui proces de oxidare. Oxidarea
elementelor nsoitoare, notate <Me> cu ajutorul oxigenului are loc pe baza urmtoarei
relaii generale:
> < + > <
n m
O Me
n
O Me
n
m 2 2
2
(2.3)
Alte substane oxidante sunt: bioxidul de carbon i vaporii de ap din atmosfera
agregatului de elaborare. Oxidarea elementelor nsoitoare din baia metalic are loc n
ordinea afinitii pe care acestea o au fa de oxigen, ordinea fiind Si, Mn, P i C.
O importan deosebit n elaborarea oelului o are procesul de decarburare
(oxidarea carbonului). Carbonul oxidat n baia metalic mpreun cu oxigenul formeaz
15
monoxidul de carbon CO care odat format prsete baia sub form de bule de gaz.
Eliminarea acestui gaz produce o agitare puternic a bii de metal, numit fierbere.
Necesarul de oxigen este asigurat fie prin introducerea n baia de metal a unui minereu de
fier (hematita), fie prin insuflarea de oxigen.
2)Procesul de desulfurare. Sulful apare n aliajele Fe-C sub form de sulfur de
fier (FeS) i determin fragilitatea oelului la cald. Pentru desulfurare se folosete
manganul care are o afinitate mai mare dect fierul fa de sulf, formnd sulfura de
mangan (MnS), insolubil, ce trece din baia de metal n zgur.
3)Procesul de dezoxidare. n urma proceselor de oxidare oelul lichid conine
oxigen dizolvat (O) care determin fragilitatea la cald a oelului. Dezoxidarea se
realizeaz practic prin introducerea n baia de metal a unui element cu afinitate mai mare
la oxigen, oxidul rezultat eliminndu-se n zgur.
2.3.3.Procedeul Siemens-
Martin de elaborare a oelului
Elaborarea oelului prin
procedeul Siemens-Martin are loc
ntr-un cuptor cu vatr, continuu
termic i discontinuu tehnologic
(se elaboreaz arj cu arj).
Cuptorul Siemens Martin este
alctuit din vatr, perei i bolt.
La interior, peste construcia
metalic de susinere, cuptorul este
cptuit cu o zidrie refractar
peste care se aplic un monolit de
uzur acid (cuarit) sau bazic
(magnezit granulat). Vatra este
prevzut cu un orificiu de
evacuare a oelului. n pereii
laterali se gsesc capetele de ardere
(gaz metan, gaz de furnal, biogaz
sau pcur) prin care se face
admisia combustibilului ct i
evacuarea gazelor arse.
Principalele instalaii anexe
ale cuptorului Siemens-Martin
sunt:
-camerele de zgur
-camerele regeneratoare
-aparate de inversare a
circulaiei aerului.
Schema de funcionare a
cuptorului Martin este prezentat
n figura 2.3. Aerul rece este trimis cu ajutorul unei suflante la aparatul de inversare 11,
apoi n canalul orizontal 10, camera de regenerare 9, aici aerul este prenclzit. Aerul
Fig. 2.3 Cuptorul Siemens-Martin
a)seciune longitudinal; b)seciune transversal:
1-vatr, 2-baie metalic, 3-zgur, 4-bolt, 5-cap de
ardere, 6-arztor, 7,7-canale verticale, 8-camer de
zgur, 9-,9-camere regeneratoare, 10-canal
orizontal, 11-aparat de inversare, 12-canal de fum,
13-jgheab de turnare.
16
ajunge n camera de zgur 8 i canalul vertical 7 i apoi n cuptor. Arztorul cu gaz metan
6, mpreun cu aerul prenclzit, produce o flacr puternic care topete ncrctura din
vatr. Gazele arse, care sunt evacuate prin arztorul pereche, nclzesc camera de
generare 9, trec n canalul orizontal 10, iar dup ce ajung n aparatul de inversare 11 sunt
eliminare n coul de fum 12. Dup un interval de 10-15 minute, timp n care camera de
regenerare 9 se rcete, se schimb sensul de circulaie a aerului, recuperndu-se astfel
cldura gazelor arse.
Procesul tehnologic de elaborare
ncrctura ce se introduce n vatr se compune dintr-o parte metalic: font
lichid sau solid, fier vechi, materiale pentru formarea zgurei: var, calcar, bauxit etc.,
decarburani: hematit i oxigen, dezoxidani: FeMn, SiMn, Al.
Elaborarea are urmtoarele faze:
Ajustarea. Const n repararea la cald a nveliului pereilor cuptorului i are loc
dup fiecare arj.
ncrcarea. De regul, se ncepe cu ncrcarea fierului vechi, apoi minereul,
calcarul i restul fierului vechi. n timpul i dup ncrcare materialele se nclzesc
puternic. La apariia picturilor de metal se toarn i fonta lichid.
Topirea. n timpul topirii au loc reaciile de oxidare, formndu-se o zgur
oxidant. La sfritul acestei faze se iau probe de material pentru stabilirea compoziiei
bii metalice.
Fierberea. Faza de decarburare are dou perioade: fierberea cu minereu sau
oxigen (intens) i fierberea linitit. Dup fierbere se iau probe pentru determinarea
coninutului de carbon i de alte elemente.
Predezoxidarea. Se face prin adugarea de elemente cu afinitate mai mare fa de
oxigen: FeMn, FeSi n baia metalic. n cazul n care sunt elaborate arje de oeluri aliate
se introduc n baia de metal elementele de aliere necesare.
Evacuarea i dezoxidarea final. Oelul este evacuat n oala de turnare, n care se
face face i dezoxidarea final cu FeMn, FeSi i Al.
Indicatori tehnico-economici la cuptorul Siemens-Martin
1)Indicatorul de utilizare intensiv, I
u
, are expresia:
Fig. 2.4 Cuptoare Siemens-Martin
17
] / [
2
zi m t
S
P
I
z
u
= (2.4)
unde: P
z
producia zilnic [t/zi], iar Ssuprafaa bii cuptorului [m
2
].
Acest indicator depinde de capacitatea cuptorului i de starea ncrcturii, lund
valori ntre 7-9 [t/m
2
zi], putnd atinge chiar valori de 12-16 [t/m
2
zi], n cazul arjelor
rapide. Productivitatea cuptorului poate fi mrit prin intensificarea proceselor
tehnologice i printr-o organizare foarte bun. Controlul i reglarea automatizat a
temperaturii i a presiunii de lucru n cuptor funcie de cerinele metodei de elaborare, ct
i utilizarea oxigenului conduc la elaborarea unei arje ntr-un timp mai scurt.
Capacitatea de producie a unui cuptor Martin se poate determina cu o relaie de
forma:
d u
T I S C = (2.5)
unde: T
d
este timpul disponibil de elaborare, ce se obine prin scderea din timpul efectiv
a perioadelor prevzute pentru revizie, refacere dup elaborarea unei arje, ori a
reparaiilor sau evenimentelor accidentale (defeciuni, lips macara, probleme cu
aprovizionarea cu materii prime sau combustivili etc.).
2)Indicatorii de consum de baz
-consumul specific de ncrctur metalic, Q
m
, [kg/t oel lingou]. Acest indicator
are valori cuprinse ntre 1080-1100 [kg/t].
-consumul specific de combustibil, Q
o
, [kcal/t oel lingou]. Pentru combustibii
gazoi are valori ntre (1,05-1,98)*10
6
[kcal/t], iar pentru pcur ia valori n intervalul
(1,38-1,65)*10
6
[kcal/t], consumul de combustibili crete dac capacitatea de producie a
cuptorului, C, scade.
2.3.4.Procedeul de elaborare a oelului n convertizoare cu oxigen (LD)
Elaborarea oelului prin procedeul LD a fost introdus pentru prima dat n uzinele
Linz-Donawitz (Austria, 1952), de unde i denumirea. Procedeul LD folosete ca agregat
principal un convertizor din tabl, cptuit la interior cu material refractar bazic
(dolomit). Convertizorul este ncrcat pe la partea superioar, unde are prevzut o gur
de ncrcare-golire, este suspendat putnd fi basculat la ncrcare i golire. ncrctura
metalic a convertizorului LD este format din 70% font lichid i 30% fier vechi sau
font solid. Se mai adaug var i fluorin pentru formarea zgurei. Elaborarea oelului se
face prin suflarea n baia de metal a oxigenului, cu peste 99,5% puritate. eava lance prin
care este insuflat oxigenul se introduce n baie pe la partea superioar a convertizorului
este fabricat din oel cu perei dubli, prin care circul ap de rcire. La exterior este
izolat cu tuburi din material refractar, putnd fi introdus sau scoas complet din
convertizor.
Oxigenul, suflat cu presiune i debit mare (10-18 [atm], 40-45[Nm
3
/min]),
ptrunde adnc n baia de metal, agitnd-o puternic. Principalele reacii chimice care au
loc sunt cele de oxidare a metalelor, reacii puternic exoterme, i de decarburare. n zona
de intrare a oxigenului, are lor reacia:
FeO O Fe 2 2
2
= + (2.6)
18
Se formeaz oxidul feros i crete temperatura local pn la valori cuprinse n intervalul
2500-3000C. Agitarea intens a bii difuzeaz rapid oxidul feros format care oxideaz
celelalte elemente nsoitoare cu o afinitate mai mare fa de oxigen. Zgura bogat n oxid
feros favorizeaz i defosfatarea bii metalice.
Durata elaborrii unei arje este de 30-
40 minute i nu depinde de capacitatea
convertizorului care poate varia ntre 50-350[t].
Avantaje tehnico-economice
-productivitate foarte nalt;
-construcie simpl;
-calitatea bun a oelului;
-costuri de producie mai mici dect ale
oelurilor elaborate n cuptoare Martin.
Dezavantaje ale procedeului LD
-consumul mare de oxigen impune
construirea unor fabrici de oxigen n
combinatele siderurgice ce folosesc acest
procedeu;
-n timpul procesului tehnologic se
degaj o mare cantitate de praf i vapori de
culoare cafenie, de aceea instalaiile de
elaborare trebuie prevzute cu sisteme de
captare i epurare a gazelor. De regul, aceste
instalaii auxiliare se extind pe vertical, ceea ce
conduce la construcia unor hale industriale
foarte nalte.
Indici tehnico-economici ai
procedeului LD
Consumul specific de oxigen [Nm
3
/t
oel lingou]. Consumul specific de oxigen
este n medie de 50-53 [Nm
3
/t].
Producia specific [t/h]. Cantitatea
de oel produs depinde de capacitatea
convertizorului i de pierderile de metal prin
ardere, volatilizare i cele tehnologice.
Convertizoarele de 90-100 [t] au o producie
n jur de 100 [t/h], iar cele de 200-300[t]
peste 200 [t/h].
2.3.5.Procedeul de elaborare a
oelului n cuptoare cu arc electric
Este un procedeu modern de
elaborare la care cldura necesar topirii
ncrcturii metalice se obine de la un arc
electric produs ntre nite electrozi de grafit
Fig. 2.6 Cuptorul cu arc electric
1-electrozi de grafit, 2-arcul electric,
3-baia de metal, 4-sistem de rotire
Fig. 2.5 Convertizorul LD
1-mantaua de oel a convertizorului,
2-cptueal refractar, 3-fund
detaabil,
4-lance, 5-tub izolaie, 6-baie de metal,
7-atmoster oxidant
19
i ncrctur. Temperaturile n cuptor sunt foarte ridicate, 2000-3500[C], lucru care
conduce la scurtarea timpului de elaborare a unei arje. Cuptoarele pot fi cptuite cu
material refractar acid, caz n care ncrctura trebuie s fie de bun calitate (fierul vechi
i fonta s nu fie ruginite i s fie uscate) i cu cptual bazic, caz n care se poate
folosi i o ncrctur de calitate mai slab.
Avantajele procedeului
-oelul elaborat conine o cantitate mic de oxid, FeO, i este dezoxidat datorit
inexistenei unui mediu oxidant;
-pierderile elementelor de aliere prin ardere (oxidare) sunt mici, de aceea se pot
utiliza deeuri de oel aliat;
-temperaturile nalte din cuptor permit elaborarea unor oeluri aliate cu elemente
de aliere greu fuzibile: W, V, Mo;
-posibilitatea unor defosfatri i desulfurri avansate, doar n cuptorul bazic;
-cuptorul poate fi adus n regimul termic optim n timp scurt, ceea ce confer
suplee n exploatare;
-oelurile obinute au o calitate superioar altor procedee, au o bun fluiditate i
pot fi utilizate la turnarea n piese;
-datorit posibilitilor de a regla temperatura i atmosfera n cuptor, elaborarea
este lipsit de gaze, oxizi, zgur, ceea ce conduce la oeluri cu proprieti tehnice
superioare;
-au un randament termic mai bun, 60-65%, dect cuptoarele Martin.
Dezavantaje
-un dezavantaj al tehnologiilor electrice este costul de producie ridicat datorat
consumurilor de energie electric i electrozi de grafit;
-timpul de elaborare a unei arje este mai mare dect la alte procedee.
Indici tehnico-economici ai procedeului cu aer electric
Consumul specific de energie electric [kWh/t oel lingou]. Consumul specific de
energie electric depinde de starea ncrcturii, marca oelului, starea cuptorului i
perioada unui ciclu de elaborare. Consumul de energie electric pentru oelurile obinuite,
elaborate din ncrctur solid, este situat ntre 600-800 [kWh/t], iar la elaborarea
oelurilor aliate poate s creasc pn la 1000 [kWh/t]. Deoarece pentru faza de topire se
consum n jur de 450 [kWh/t], folosirea ncrcturii topite reduce mult consumul de
electricitate. Folosirea oxigenului la topire i afnare conduce la reducerea consumului de
energie electric cu pn la 30%.
Producia specific [t/h]. Poate fi determinat cu urmtoarea relaie:
] t/h [
) 1 (
s
Me
h
P
p
= (2.7)
unde: P este ncrctura medie pe arj,
Me
este pierderea de metal,
s
este durata
unei arje [h]. Durata unei arje poate fi scurtat prin folosirea instalaiilor de
automatizare care s asigure o reglare a poziiei electrozilor, a necesarului de fondani, de
oxigen i la comutarea transformatorului n diferite trepte de tensiune n funcie de
parametrii msurai n cuptor.
20
2.4.Turnarea oelului n lingouri
Odat elaborat oelul este evacuat ntr-o oal de turnare, confecionat din tabl de
oel cptuit cu material refractar (crmizi de amot), cu o capacitate egal cu cea a
cuptorului. Din oal oelul este turnat n lingotiere, confecionate din font cenuie care
pot avea seciuni variate: rotund, ptrat, dreptunghiular sau poligonal. Lingotierele
sunt prevzute cu o conicitate care asigur scoaterea lingoului dup rcire.
Lingourile, care pot avea de la cteva sute de kilograme pn la cteva sute de
tone (200-300[t]), sunt trimise ctre prelucrare la forjele grele. La partea superioar
lingoul prezint o poriune cu defecte de turnare, denumit maselot care se nltur.
Se ntlnesc dou procedee de turnare n lingouri:
Turnarea direct, cnd umplerea se face de sus n jos, direct din oala de turnare.
Este mai simpl i mai ieftin, dar nu se pot turna lingouri mici din arje mari i, datorit
stropirii metalului, se reduce durabilitatea lingotierelor, iar lingourile rezultate au tendina
de a crpa.
Turnarea indirect, are loc cnd umplerea lingotierelor se face printr-un sifon, de
jos n sus. Are avantajul c se poate turna i n lingouri mici, iar omogenitatea lingourilor
este mai bun. Ca dezavantaje amintim: cheltuieli mai mari, pierderi de oel mai mari n
plnii i cozi, uneori se antreneaz impuriti din plnia de turnare.
2.4.1.Alte procedee de turnare i rafinare prin retopire
Turnarea continu. Turnarea n lingouri prezint cteva deficiene serioase:
pierderi mari prin eliminarea maselotelor, structur neuniform i grosolan, coninut
mare de incluziuni etc. Aceste dezavantaje sunt eliminare printr-o turnare continu a
oelului.
Fig. 2.7 Oal de turnare Fig. 2.8 Lingotiere
1-manta de oel, 2-orificii, 3-inel, a-normal conic, b-invers conic
4-crlig de susinere, 5,7-prghii,6-piuli,
8-bar alunectoare, 9-urub fixare, 10-bar
port-dop, 11-inel amot, 12-tij oel, 13-dop,
21
Procesul tehnologic de turnare continu este urmtorul:
-oelul lichid din oala de turnare 1
se toarn n plnia 2, btut cu magnezit;
-metalul trece apoi prin
cristalizatorul 3, rcit cu ap, n care
ncepe procesul de solidificare;
-cristalizatorul este prevzut cu un
fund mobil, legat la o bar de antrenare,
care, dup ce oelul a ajuns la un anumit
nivel n cristalizator, este antrenat
mpreun cu metalul solidificat;
-lingoul solidificat trece printr-un
grup de role de ghidare, rcite cu ap, i
apoi prin dou caje duo de laminare, unde
se obine profilul dorit;
-laminatul este tiat cu ajutorul
unui agregat de tiere.
Semifabricatele obinute prin
turnare continu i laminare pot fi:
blumuri, brame, agle.
Turnarea continu d rezultate
bune, att din punct de vedere calitativ, ct
i economic, pentru oelurile moi, nealiate
sau slab aliate utilizate pentru benzi late, tabl, evi fr sudur, .a.
Tratarea sub vid. Prin aciunea unui vid
puternic (10
-3
-10
-4
[torr]) se realizeaz o
decarburare i dezoxidare avansat (prin reacia
dintre C i O), obinndu-se oeluri de foarte pun
calitate, cu structur fin i lipsite de sulfuri.
Deasemenea, alte elemente nedorite se
vaporizeaz: Pb, Sb, Bi, Sn.
Procedeul RH (Ruhrstahl-Haereus) const
n aspirarea oelului lichid din oala de turnare cu
ajutorul unor tuburi. n recipientul de vidare se
creaz vid (n jur de 1 [mm Hg]), oelul urcnd pe
ambele tuburi datorit vidului. Dup ce oelul
ajunge n recipientul 1 prin tubul 2 se sufl argon
(3,5-6,5 [Nm
3
/t]), oelul fiind astfel antrenat n
sensul din figur. Odat readus n oal, datorit
greutii specifice mai mari (degazat) se duce la
fundul oalei, aspirndu-se doar oel nedegazat. Oelul se recircul de 3-4 ori, fiind nclzit
prin inducie pe tubul 3 pentru a se evita rcirea.
Amintim doar alte cteva metode de rafinare a oelului utilizate, de regul, pentru
obinerea unor oeluri speciale:
-retopirea n arc electric n vid;
-retopirea electric sub strat de zgur.
Fig. 2.10 Tratarea oelului sub vid
1-recipient de vidare, 2-tub de aspiraie,
3-tub de refulare, 4-oal turnare, 5-baia
de oel lichid, 6-zgur
Fig. 2.9 Instalaii de turnare continu
a-cu cristalizator vertical; b-cu cristalizator curb
1-oal de turnare, 2-plnie, 3,4-cristalizator,
5,8-role de ghidare, 6,9-caje duo, 7-agregat tiere
22
2.5.Tehnologia turnrii pieselor metalice
Generaliti
O foarte mare parte din piesele metalice se obin prin turnarea metalelor n forme
ce reprezint configuraia piesei. Forma de turnare este un ansamblu metalic sau
nemetalic prevzut cu caviti care prin umplere cu metal lichid d piesa turnat.
Formele de turnare se clasific n:
-forme temporare, obinute din amestecuri de formare (nisipuri i liani), nu se pot
utiliza dect la un singur proces de turnare;
-forme semipermanente, sunt alctuite din materiale plastice i refractare (argil i
amot) i se pot utiliza pentru un numr limitat de turnri (10-20) cu mici reparaii;
-forme permanente (cochile), sunt confecionate din aliaje metalice refractare se
pot utiliza pentru un numr mare de turnri (5000-80000), pentru piese n serie mare.
Factorii care condiioneaz procesul tehnologic optim de turnare:
-adaptarea la caracterul produciei, dimensiunile i greutatea pieselor;
-obinerea unor piese de bun calitate, compacte i cu proprieti fizico-mecanice
corespunztoare cerinelor;
-asigurarea unor adaosuri minime de prelucrare;
-reducerea consumurilor specifice de metal, energie, combustibil etc.;
-posibilitatea adaptrii la utilajele existente i folosirea lor intensiv;
-asigurarea unor condiii de munc corespunztoare i respectarea normelor de
protecie a muncii.
n funcie de numrul de piese turnate ntr-o campanie, se pot deosebi cteva
categorii de producie: individual (de unicate, <100 buc.), de serie mic (100-500 buc.),
de serie mijlocie (500-5000 buc.), de serie mare (5000-20000 buc.) i de mas (>20000
buc.).
Din punct de vedere al dimensiunilor i greutii se pot deosebi urmtoarele
categorii de piese: mici (<100 [kg]), mijlocii (100-500 [kg]), mari (500-5000 [kg]) i
foarte mari (>5000 [kg]).
Procedeele de turnare pot fi clasificate astfel:
Turnare obinuit n forme temporare.
Turnare prin procedee speciale: turnarea n cochile, sub presiune, centrifugal, n
forme ntrite cu CO
2
, n coji de bachelit, cu modele uor fuzibile etc.
2.5.1.Turnarea obinuit n forme de pmnt de turntorie
Operaiile procesului tehnologic de turnare obinuit sunt urmtoarele:
-confecionarea modelelor i cutiilor de miezuri;
-prepararea amestecurilor de formare;
-confecionarea miezurilor;
-uscarea formelor i a miezurilor;
-topirea;
-asamblarea formei i a miezurilor;
-turnarea;
-dezbaterea i curirea pieselor turnate;
-tratamentul termic i controlul calitativ.
Confecionarea modelelor i a cutiilor de miezuri.
23
Modelele pieselor se fac din lemn, plastic sau metal, fiind supradimensionate fa
de piesa de turnat, avndu-se n vedere:
-coeficientul de contracie al metalului la solidificare: 1% pentru fonta cenuie,
1,5-2% pentru oel, 1-1,5% pentru aliaje din aluminiu etc.
-adaosurile de prelucrare cu care se supradimensioneaz piesele ce trebuie
achiate.
Cutiile de miezuri se folosesc pentru realizarea miezurilor utilizate pentru a obine
goluri n piesele turnate. Acestea se execut n condiii similare modelelor.
S-ar putea să vă placă și
- Fizica fenomenologică: Compendiu - Volumul 2De la EverandFizica fenomenologică: Compendiu - Volumul 2Evaluare: 5 din 5 stele5/5 (1)
- Intrebari Test 2019Document10 paginiIntrebari Test 2019Vladescu BogdanÎncă nu există evaluări
- PalamDocument26 paginiPalamLaura IoanaÎncă nu există evaluări
- 5 Tehnologia Obtinerii Dispozitivelor Semiconductoare ActiveDocument10 pagini5 Tehnologia Obtinerii Dispozitivelor Semiconductoare ActiveRadio Fibra RomaniaÎncă nu există evaluări
- Curs 1Document9 paginiCurs 1giginio_2010Încă nu există evaluări
- Capitolul 1Document10 paginiCapitolul 1Bianca-Denisa VrînceanuÎncă nu există evaluări
- Metode Si Procedee Tehnologice CursDocument76 paginiMetode Si Procedee Tehnologice CursremussÎncă nu există evaluări
- Toaz - Info Tehnologia Materialelor Curs Politehnica PR - PDFDocument45 paginiToaz - Info Tehnologia Materialelor Curs Politehnica PR - PDFStupinean LarisaÎncă nu există evaluări
- Tehnologia MaterialelorDocument43 paginiTehnologia MaterialelorDaniel Gherghe100% (2)
- Suport de CursDocument93 paginiSuport de CursMario GheorgheÎncă nu există evaluări
- Tehnologia Materialelor Curs PolitehnicaDocument45 paginiTehnologia Materialelor Curs PolitehnicaDan Sorin100% (1)
- Curs 1-TMDocument6 paginiCurs 1-TMStefan SperiusÎncă nu există evaluări
- Tehnologia Materialelor curs-DEMIAN MIHAIDocument89 paginiTehnologia Materialelor curs-DEMIAN MIHAIUntaru Cristina100% (1)
- Roti DintateDocument58 paginiRoti DintateBeldiman Remus100% (7)
- Conceptia Si Obţinerea Bucselor de BlocareDocument34 paginiConceptia Si Obţinerea Bucselor de Blocareatu12Încă nu există evaluări
- Utilaje in IA - IFR - Botez ElisabetaDocument34 paginiUtilaje in IA - IFR - Botez ElisabetaMadalinaIacobÎncă nu există evaluări
- Serial Communication Guide Arduino and MATLABDocument194 paginiSerial Communication Guide Arduino and MATLABvadikcazac100% (1)
- Turnarea in Diferite FirmeDocument49 paginiTurnarea in Diferite Firmemihai100% (1)
- Munteanu MariaDocument21 paginiMunteanu MariaMirryam MtÎncă nu există evaluări
- Tehnologia Prelucrarii Materialelor - Cap TijaDocument21 paginiTehnologia Prelucrarii Materialelor - Cap TijaAndy AndreyÎncă nu există evaluări
- MecatronicaDocument6 paginiMecatronicaandreeaoana45Încă nu există evaluări
- Turnarea Notiuni GeneraleDocument3 paginiTurnarea Notiuni GeneralemihaiÎncă nu există evaluări
- Pprincipiile AschieriiriiDocument55 paginiPprincipiile AschieriiriitiganiadaÎncă nu există evaluări
- Fiabilitatea Sistemelor ElectroniceDocument11 paginiFiabilitatea Sistemelor ElectroniceHoanitta Tincu - CalianÎncă nu există evaluări
- Utilajele Din Industria AlimentaraDocument17 paginiUtilajele Din Industria AlimentaraAngela-Cristina DobreÎncă nu există evaluări
- Proiect APIDocument23 paginiProiect APIHoratiu ManÎncă nu există evaluări
- DOCUMENT 3 - Procesul TehnologicDocument8 paginiDOCUMENT 3 - Procesul TehnologicIonut BîrsuÎncă nu există evaluări
- Proiect Ecotehnologie FontaDocument43 paginiProiect Ecotehnologie FontaIonut CirjaÎncă nu există evaluări
- Procesul TehnologicDocument9 paginiProcesul TehnologicViorel BogdanÎncă nu există evaluări
- TCM TocaDocument26 paginiTCM TocaNicolae RusuÎncă nu există evaluări
- Partile 1-7Document42 paginiPartile 1-7Tudose Daniel IonutÎncă nu există evaluări
- TFMUDocument45 paginiTFMUPeter SmithÎncă nu există evaluări
- Utilaje PetrochimiceDocument253 paginiUtilaje PetrochimiceClaudiu DinuÎncă nu există evaluări
- ASCHIEREADocument66 paginiASCHIEREAclafel75100% (5)
- Bazele Tehnologiei ChimiceDocument7 paginiBazele Tehnologiei ChimiceAndrei NemesÎncă nu există evaluări
- Raport Cercetare Et - IDocument0 paginiRaport Cercetare Et - IbogdanalaciÎncă nu există evaluări
- Procese TehnologiceDocument9 paginiProcese TehnologiceCosette ScurtuÎncă nu există evaluări
- TFFA ProiectDocument30 paginiTFFA ProiectCorina Anghel100% (1)
- Utilaje Tehnologice - Mecanizare - CursDocument46 paginiUtilaje Tehnologice - Mecanizare - CursFEDAYNÎncă nu există evaluări
- Curs 1 Anul IDocument6 paginiCurs 1 Anul IxTr - SilenTÎncă nu există evaluări
- Proiect 52Document33 paginiProiect 52IonelaÎncă nu există evaluări
- Utilaje Petrochimice - Viorel Nicolae PDFDocument253 paginiUtilaje Petrochimice - Viorel Nicolae PDFIon PopaÎncă nu există evaluări
- Tehnologia MaterialelorDocument107 paginiTehnologia Materialelorflorinnn22100% (2)
- Strategie de Marketing ECONOMICO SOCIAL SRLDocument49 paginiStrategie de Marketing ECONOMICO SOCIAL SRLGeorge DumitruÎncă nu există evaluări
- Programul Startup Nation 2017Document4 paginiProgramul Startup Nation 2017George DumitruÎncă nu există evaluări
- Dezvoltare Durabila Intre 1972-1997Document26 paginiDezvoltare Durabila Intre 1972-1997George DumitruÎncă nu există evaluări
- Coelco Trade InginerieDocument22 paginiCoelco Trade InginerieElena FlaviaÎncă nu există evaluări
- NokiaDocument10 paginiNokiaGeorge DumitruÎncă nu există evaluări
- StructuraDocument2 paginiStructuraGeorge DumitruÎncă nu există evaluări
- Curs 1Document55 paginiCurs 1George DumitruÎncă nu există evaluări
- Grafica Asistata Pe CalculatorDocument13 paginiGrafica Asistata Pe CalculatorLavinia BenedicÎncă nu există evaluări
- Contract de ComisionDocument8 paginiContract de ComisionIoana DeacÎncă nu există evaluări