Documente Academic
Documente Profesional
Documente Cultură
Proiect TFA Arbore
Proiect TFA Arbore
Încărcat de
Voicu ClaudiuTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiect TFA Arbore
Proiect TFA Arbore
Încărcat de
Voicu ClaudiuDrepturi de autor:
Formate disponibile
Sch
Litera Coal a Col i
Proiect de an la TFA
UTM
FIMCM gr.
Arbore-pinion
document . Semnat
Execut at
Cont r ol at
Apr obat
T cont r.
Cuprins
Introducere 2
1. Elaborarea procesului tehnologic de prelucrare mecanic a piesei 4
1.1. Analiza desenului de execuie i a cerinelor tehnice 6
1.1.1. Analiza cerinelor tehnice reeritor la precizia dimensional!
precizia ormei! precizia poziiei reciproce! rugozitate. 6
1.1.2. Analiza materialului piesei! prescripiilor piesei
Arbore"pinion. #
1.2. Analiza tehnologicitii construciei piesei #
1.2.1. Analiza calitati$ #
1.2.2. Analiza cantitati$ %
1.&.'eterminarea tipului de producie %
1.4. Alegerea metodei de abricare a semiabricatului 1(
1.). Alegerea adaosurilor de prelucrare 12
1.6. Alegerea metodelor de prelucrare a supraeelor 1)
1.#. Alegerea mainilor unelte 2(
1.%. Alegerea sculelor achietoare 22
1.*. 'eterminarea regimurilor de achiere 2)
1.1(. +ormarea tehnic 26
1.11. Elaborarea reglrilor tehnologice 2%
1.11.1. ,etode de reglare 2%
1.12. Alegerea mi-loacelor de control 2*
1.1&. Elaborarea operaiilor de tratament termic &1
Bibliografie &2
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
Introducere
.roducti$itatea muncii sociale! dez$oltarea rii! progresul tehnico"tiiniic!
prosperitatea material a rii depind de ritmurile de dez$oltare a industriei
construciilor de maini.
/n rol deosebit de important 0n dez$oltarea industriei constructoare de maini
aparine aplicrii tehnologiilor eecti$e i progresi$e olosind1
" sisteme lexibile2
" sisteme de proiectare automatizat a mainelor i proceselor
tehnologice 34.A52
" linii automate2
" maini"unelte multioperaionale cu comand numeric 3+C52
" maini i utila- cu mi-loace de tehnic 0ncorporate cu microprocesoare2
" module! complexe robototehnice2
" linii i complexe rotorice i rotorice cu benzi rulante.
4copul este de a elabora un proces tehnologic mai progresi$! care
ar a$ea tendina de a ridica calitatea produsului! de a olosi utila-e
tehnologice moderne! dispoziti$e! scule care mresc producti$itatea
muncii.
6a elaborarea procesului tehnologic este necesar de a olosi tehnica
nou ca1
olosirea utila-ului tehnologic de calitate i producti$itate 0nalt2
scule de durabilitate 0nalt2
dispoziti$e mecanizate i automatizate2
metode de control2
Ca date iniiale pentru proiectare ser$esc1 desenul piesei de execuie
care conine toat inormaia despre piesa init2 procesul tehnologic de
prelucrare mecanic a piesei elaborate de uzina productoare 3traseul
tehnologic de prelucrare! desenul s7! utila-ul! echipamentele tehnologice
etc.5 pentru ca 0n inal s comparm procesul tehnologic proiectat cu cel
de baz2 programa anual de abricare a piesei.
8n cazul dat a$em o pies 9Arbore-pinion: abricat din oel.
.rograma anual este de 1)(( buci.
Cerinele indicate mai sus relect ramura actual 0n ;<A! adic
crearea unui echipament cu producti$itate ridicat! micorarea
$olumului energetic! de material al acestui echipament! introducerea
unor procese tehnologice cu coninut redus de deeuri sau r deeuri!
micorarea $olumului de munc de abricare a produciei din contul
introducerii unui echipament automat! automatizat sau mecanizat.
.roiectarea procesului tehnologic de prelucrare prin achiere! care
$a 0ndestula cerinele puse! se bazeaz pe un ir de principii i
recomandri tehnice de baz! care sunt1
tehnologice " asigurarea calitii necesare
2
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
economice " ridicarea producti$itii la olosirea deplin a
echipamentului! cheltuieli minimale.
I. Compartimentul tehnologic
1. Elaborarea procesului tehnologic de prelucrare mecanic a piesei
Arbore-pinion 3643!-6
Fig.1 a) Modelul 3D al piesei
3
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
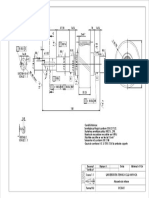
Cerin"e tehnice#
1.Curent de 0nalt reg$en! h 1!%=2!2 >?C )(...)4 pentru supraeele exterioare.
2. @$alitatea i conicitatea supraeelor A i B nu mai mult de (.(1mm.
&. ?azele neindicate nu mai mult de (!) mm
Fig.1 b) 'esenul de execuie al piesei Arbore"pinion &64&(2("(6
.iesa Arbore"pinion este destinat pentru a transmite momentul de
torsiune de la motor la roat dinat! la arborele condus. <olosit 0n
ansamblul unui reductor din industria constructoare de maini.
4
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.1 Anali$a desenului de e%ecu"ie &i a cerin"elor tehnice
1.1.1. Anali$a cerin"elor tehnice referitor la preci$ia dimensional'
preci$ia formei' preci$ia po$i"iei reciproce' rugo$itate.
.iesa dat Arbore-pinion 3643!-6 este olosit 0n ansamblul
unui reductor din industria constructoare de maini. 'uritatea
semiabricatului piesei este >C 21#! iind determinat de materialul din
care este abricat @el 4(D E@4; 4)4&"#1. .iesa este o pies de
re$oluie i ace partea din clasa arborilor.
(abelul 1
Caracteristica dimensiunilor piesei
.oziia
+r.
'imensiunea
nominal! mm.
;olerana
;
m
.
;reapta de
precizie.
?ugozitatea
?a!?z!
m
.
1
6)e%
"(! (6(
"(! 1(6
% 2!)
2
))F12
"(!& 12 ?z 4(
&
))F6
"(! (21
G(! ((2
6 1!2)
4
42>1)
G1 1)
)
))*
"(! (&(
"(! 1()
* 1!2)
6 14( "1 14 1!2)
# #( 1!) 14 1!2)
% &( "(!)2 12 2!)
* 1% * (!)
1( 1( (!) 14 1!2)
11 6 (!) 14
.e desenul de execuie se obser$ supraee cu dierite caliti i
trepte de precizie! dar cea mai 0nalt treapt este la dou supraee de
re$oluie! i anume &("(! )2! care are totodat i rugozitatea cea mai mic
de ?aH(!).
?eeritor la cerinele tehnice legate de precizia poziiei reciproce
a$em1
4upraaa cu ))F6 ce trebuie prelucrat cu abatere radial i
rontal care s nu depeasc (!(6
m
a de axa I.
4upraaa &("(! )2 care trebuie prelucrat cu abatere radial i
rontal care s nu depeasc (!()
m
a de axa I.
Ctaia radial a de ax este de (!(6mm.
5
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.1.!.Anali$a materialului piesei' prescrip"iilor piesei
Arbore-pinion 3643!-6.
.iesa este abricat din @el 4(D E@4; 4)4&"#1. Caracteristica
tehnologic a materialului poart denumirea de prelucrabilitat e. 'in
acest punct de $edere tehnologicitatea poate i apreciat la un ni$el
0nalt! deoarece materialul piesei este unul relati$ prelucrabil .
)ropriet"ile materialului.
(abelul !
Componen"a chimic a materialului *"el 4+ ,*-(4.43-/1
0aterialul C'1 -i' 1 0n'1 Cr'1 2i'1 Cu' 1 -'1 )'1
*"el aliat
4+
' 36-' 44 ' 1/-' 3/ ' .-' 3 ' 3-1' 1 4' 3 4 ' 3 4' 3. 4' 3.
(abelul 3
)ropriet"ile mecanice a materialului *"el 4+ ,*-( 4.43-/1
0arca
materialului
c
r
'
516
c
a
n (emperatura
la calire'
C
7B 78C
4+
/3. 93 1 39 .3/
36
!1/ !
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.!. Anali$a tehnologic a construc"iei piesei
1.!.1. Anali$a calitati:
'ac e s analizm piesa la tehnologicitate aceasta poate i cut 0n 2 aspecte1
al materialului i aspectul construciei propriu"zise. Caracteristica tehnologic a
materialului poart denumirea de prelucrabilitate. 'in acest punct de $edere
tehnologicitatea poate i apreciat la un ni$el 0nalt! deoarece materialul piesei este
unul relati$ prelucrabil. ,a-ortatea supraeelor care se prelucreaz reprezint nite
supraee simple! ceea ce permite o prelucrare mai rapid a lor! cu un numr minim
de scule! cu cheltuieli mici. .iesa Arbore"pinion &64&(2("1*()((* prezint prin sine
un arbore 0n trepte! din @el 4(J E@4; 4)4&"#1! deaceea coniguraia conturului
exterior nu prezint diiculti pentru alegerea semiabricatului.
'eoarece piesa are o coniguraie nu prea complicat! pentru
prelucrarea ei ne trebuie dispoziti$e uni$ersale pentru bazarea
3instalarea5 i ixarea ei i orientarea a de scula achietoare.
1.!.!. Anali$a cantitati:
Aprecierea cantitati$ se eectueaz cu a-utorul unor indici sau
caracteristici cum ar i1
Kolumul de munc la conecionarea produsului2
+i$elul tehnologicitii construciei reieind din $olumul de
munc2
.reul de cost al produsului2
Consumul de materiale! energie! indicatori de precizie.
8n principiu! se consider c o pies este tehnologic dac1
" e posibil asimilarea abricaiei piesei 0n scurt timp2
" se pot olosi procedee tehnologice moderne! de mare producti$itate2
" e posibil o organizare optim a abricaiei! controlului i 0ncercrii
dieritelor subansambluri! piesei sau a mainei 0n 0ntregime.
;ehnologul $a urmri urmtoarele aspecte1
a5 .relucrabilitatea prin achiere2
b5 <orma constructi$ a piesei2
c5 .osibilitatea olosirii unor elemente ale piesei 0n calitate de
baze de reerin! de aezare! de ixare2
d5 ,odul de prescriere a toleranelor i a rugozitilor
supraeelor prelucrate2
e5 Eradul de uniicare i normalizare a piesei i a elementelor
acesteia.
6a construirea unor piese aparte trebuie s satisacem nu numai
cerinele de exploatare! dar i cerine a de raionaliotatea economic a
construciei piesei. Cu c0t mai mic este manopera i costul abricaiei
piesei! cu at0t ea este mai tehologic.
!
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.3.;eterminarea tipului de produc"ie
Conorm sarcinii! pri$ind proiectul de an este pre$zut modiicarea
proceselor tehnologice de abricare a pieselor existente la uzin! alctuite
pentru tipurile concrete de producie. @ importan hotrLtoare asupra
elaborrii procesului tehnologic re$ine cunoaterii caracterului produciei i
mrimea lotului. Kolumul de producie determin caracterul de abricare!
adic1 serie! mas sau unicat. 8n acelai timp i dimensiunile! i masa piesei
de abricat inlueneaz tipul de producere.
Alegerea metodei de prelucrare se ace inLnd cont de urmtorii actori1
producti$itatea mainilor"unelte2 condiiile tehnice impuse piesei2 umrul
operaiilor ce trebuiesc realizate i indicii tehnico"economici ce pot
caracteriza iecare mod de prelucrare.
.entru piesa dat! cu gabaritele sale i orma supraeelor $a i raional
de inclus eectuarea operaiilor de prelucrare pe maini"unelte cu comanda
numerica. 6a proiectarea procesului tehnologic este necesar de studiat
posibilitatea eecturii a unui $olum maxim de prelucrri a piesei date! adic1
strungirea! burghierea! rezarea etc dintr"o singur prindere! la o singur
instalare! 0ns trebuie de inut cont i de rentabilitatea preului de cost a
utila-ului.
;oate aceste uniti tehnologice! maini"unelte sau centru de prelucrare!
trebuie s corespund unui 0nalt grad de lexibilitate i uni$ersalitate! 0n
raport cu tipul de piese prelucrate! capacitatea de generare a supraeelor.
;otodat numrul unitilor de producie trebuie s ie mic prin posibilitatea
de concentrare a azelor i operaiilor 0ntr"un numr mai mic de operaii
realizate la un numr mai mic de locuri de munc.
.iesa dat <Arbore-pinion= este produs 0n serie mic! inLnd cont i
de speciicul produsului din care ace parte.
Date iniiale:
programul anual +1H 1)(( buc. 2
procentul de piese de schimb
H1)M2
masa pieseei m H 1! 2 Fg
+umrul total de piese abricate este calculat dup ormula1
buc m N N 2(#( 5 1) ! ( 1 3 2 ! 1 1)(( 5
1((
1 3
1
= + = + =
4arcina de producie anual a piesei 9Arbore"pinion: este de 1)((
buci. ,asa acestei piese este 1! 2 Fg. .e baza tabelului de mai -os 0n
dependen de greutatea piesei i programei anuale primim tipul de producere
N serie mic.
(abelul 4
0asa pi esei '
>g
(ipul de producere
)roducere
uni cate
)roducere
seri e mi c
)roducere seri e
medi e
)roducere seri e
mare
)roducere
? n mas
O1! (
1! ( N 2! )
2! ) N )! (
)! ( N 1(
P1(
O1(
O1(
O1(
O1(
O1(
1( N 2(((
1( N 1(((
1( N )((
1( N &((
1( N 2((
1)(( N 1(((((
1((( N )((((
)(( N &)(((
&(( N 2)(((
2(( N 1((((
#)((( N 2(((((
)(((( N 1(((((
&)((( N #)(((
2)((( N )((((
1(((( N 2)(((
2(((((
1(((((
#)(((
)((((
2)(((
"
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.4. Alegerea metodei de fabricare a semifabricatului
1.4.1. 0etodele posibile de fabricare a semifabricatului
.rocesul tehnologic de prelucrare mecanic prin achiere este
inluenat 0n mare msur de elul semiabricatului ales pentru
executarea piesei.
8n tehnologia constructoare de maini exist mai multe metode de abricare a
semiabricatului. ,etodele de baz! cel mai des 0nt0lnite sunt1
4emiabricate turnate2
4emiabricate or-ate i matriate2
4emiabricate tanate2
4emiabricate laminate2
4emiabricate sudate! etc.
6a alegerea semiabricatului! trebuie s se in seama de urmtorii
actori principali1
orma! dimensiunile i greutatea piesei2
densitatea piesei! materialul i condiiile de uncionare2
$olumul produciei2
orma supraeelor i gabaritele piesei2
existena utila-ului pentru producerea semiabricatului.
Alegerea semiabricatului se ace a$0ndu"se 0n $edere una din
urmtoarele posibiliti1
s se utilizeze un semiabricat c0t mai aproape de piesa init
ca orm! dimensiuni! rugozitate de supraa! ceea ce reduce
$olumul de munc i costul prelucrrii acestuia2
s se utilizeze un semiabricat cu un grad mai mic de apropiere
de cerinele piesei inite.
8n construcia de maini! mai ales la producia de serie i de mas!
tendina actual este de a obine semiabricate c0t mai aproape de
cerinele piesei inite! pentru a se reduce c0t mai mult consumul de metal
i $olumul de munc a prelucrrii mecanice prin achiere.
.entru o alegere rationala trebuie luai 0n atenie toi actorii
enumerai. ,etoda cea mai raional de obinere a semiabricatului $a
putea i determinat precis dup realizarea unui calcul a costului
semiabricatului i a cheltuielilor ulterioare pentru prelucrarea lui.
'eoarece piesa 9Arbore"pinion: este o pies din oel cu orm
complex! care lucreaz 0n condiii grele i suport tensiuni mari! se
recomand ca semiabricatul s ie obinut din bar laminat sau prin
or-are la cald.
#
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1.4.! 0etoda economic acceptabil
.entru o alegere cea mai raional metod de obinere a
semiabricatului $a putea i determinat precis dup realizarea unui
calcul a costului semiabricatului i a cheltuielilor ulterioare pentru
prelucrarea lui.
Ca metode de baz $om alege semifabricatul ob"inut prin for@are
la cald i semifabricatul din bar laminat i pentru ele $om eectua
calculele pentru a alege metoda cea mai economic.
Eectum undamentarea economic a celui mai raional procedeu de
obinere a semiabricatului care se caracterizeaz prin utilizarea mai
bun a materialului i costul mai mic al piesei. Costul pieselor se
calculeaz conorm ormulei1
Costul semiabricatelor obinute prin aceste metode se poate calcula
dup ormula1
1(((
5 3 5
1(((
3
asc
P M B C T
i
sf
S
q Q Q
C
S =
(abelul .
Elementul din ormula de calcul <or-at 6aminat +ot
Ci " costul de baz a unei tone de
materia turnat prin metoda aleas! uc7t2
11((( lei 3Q2R! p.&15
S
des
N costul unei tone de deeuri! uc7t2 &)(( lei Calculat
Q ! greutatea semiabricatului 2!& 4!6 Calculat
q !greutatea piesei inite 1!2 'ate iniiale
KT " coeicient ce depinde de clasa de
precizie a semiabricatului
1!( 1!( 3Q2R! p.
KC - coe. ce depinde de gradul de
complexitate a s7
(!## (!## 3Q2R! p.&%5
K -coe. ce depinde de greutatea s7 1!14 1!14 3Q2R! p.
KP -coe. ce depinde de tipul de
producie
1!( 1!( 3Q2R! p.&%5
KM - coe. ce depinde de marca
materialului
1!1& 1!1& 3Q2R! p.&%5
K
T
! K
C
! K
! K
M
! K
P
N coeicieni! care se aleg 0n uncie de clasa de
precizie! grupul de complexitate! mas! marca materialului i programul
de producie a pieselor.
,asa semiabricatului a ost calculat cu a-utorul sotului
4olidSorFs2((6! 0n dependen de adaosurile de prelucrare calculate.
Calculul sinecostului pentru se!i"abricatul "or#at $
$%
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1(((
5 3 5
1(((
3
asc
P M B C T
i
sf
S
q Q Q
C
S =
( ) 2) ! 21
1(((
&)((
2 ! 1 & ! 2 1 1& ! 1 14 ! 1 ## ! ( 1 & ! 2
1(((
11(((
= =
"f
S
lei2
Calculul sinecostului pentru se!i"abricatul la!inat $
( ) (& ! &*
1(((
&)((
2 ! 1 # ! 4 1 1& ! 1 14 ! 1 ## ! ( 1 # ! 4
1(((
11(((
= =
"f
S
.
Kalorile sinecosturilor piesei ne arat c metoda de abricare a
semiabricatului prin or-are este economic. 8ns pentru metoda de
abricare prin or-are nu poate i acceptat la producia de 1)(( buc7an!
deoarece construcia unei prese pentru piesa dat implic cheltuieli
suplimentare! nedorite de productor.
'eaceea! cel mai raional ar i utilizarea metodei de obinere a
semiabricatului dintr"o bar laminat.
1... Alegerea adaosurilor de prelucrare
.entru determinarea adaosurilor de prelucrare se olosesc
urmtoarele metode1
metoda experimental"statistic2
metoda de calcul analitic.
,etoda experimental"statistic prezint determinarea adosurilor
minimale din standarde! tabele de adaosuri sau normati$e care au ost
ormate pe baza experienei uzinelor.
,etoda de calcul analitic al adaosurilor prezint analiza actorilor
care pro$oac mrirea adaosurilor! stabilirea elementelor componente ale
acestuia pentru condiiile concrete de eectuare a dieritelor operaii
tehnologice.
Calculul analitic al adaosurilor de prelucrare permite determinarea
unor dimensiuni intermediare optime la toate operaiile succesi$e de
prelucrare i asigur un numr minim de operaii i aze de prelucrare!
necesare obinerii calitii prescrise a piesei prelucrate.
.entru stabilirea diametrelor barei laminate din care se $a executa
piesa se calculeaz adaosurilede prelucrare pentru supraeele cu
diametru maxim.
$$
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1...1 Calculul adaosurilor de prelucrare pentru semifabricatul
for@at.
15 6a prima etap de proiectare se alege masa orientati$ a
semiabricatului predeinit! dup relaia1
C P FP
M M =
unde1
FP
M
" masa semiabricatului predeinit2
P
M
" masa piesei!
2 ! 1 =
P
M
Fg2
C
" gradul de complexitate.
8n dependen de tipul piesei! conorm E@4; #)()"%* din anexa &!
gsim
6 ! 1 ... & ! 1 =
C
.
'eci a$em1
4 ! 1 =
C
6% ! 1 4 ! 1 2 ! 1 = =
FP
M
Fg!
25 Alegerea gradului de complexitate a semiabricatului se execut
conorm relaiei1
F#
FP
M
M
C =
unde1
C
" gradul de complexitate2
F#
M
" masa igurii geometrice.
,asa igurii geometrice F#
M
este masa igurii circumscrise piesei!
0n cazul dat este un cilindru cu dimensiunile1
14( = $
mm! T3
l
5
6# =
mm2
Calculm masa igurii geometrice1
*&%( 6# 14( = = = l $ M
F#
1#* ! (
&%( ! *
6% ! 1
= = C
'in E@4; #)()"%* gsim c gradul de complexitate a piesei
cercetate se include 0n clasa
&2 ! ( ... 16 ! (
&
= C
. ;oate or-ele sunt obinute cu
o clas de precizie 0n dependen de utila-ul tehnologic. 'in E@4;
#)()"%* anexa 1 tab. 1*! gsim clasele de precizie pentru metoda de
or-are aleas1 or-are pe maini de or-at orizontale! clasa de precizie
;4.
Alegem grupa materialului1
,2 " oel cu procentul de carbon de &) M " 6)M2
Alegem indexul iniial conorm E@4; #)()"%*! or-are pe maini
orizontale1 masa or-ei 1!2 Fg2 marca oelului ,22 gradul de
comlexitate C22 clasa de precizie ;42 atunci indexul iniial
# = I
.
'eci1 adaosul de prelucrare
4 ! 1 =
mm2 tolerana .
1...! Calculul analitic al adaosurilor de prelucrare pentru
semifabricatul laminat.
$2
G(!%
"(!4
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
Kom calcula adaosurie de prelucrare i dimensiunile intermediare
pentru arborele"pinion. 4emiabricatul este o bar din oel laminat la
cald! din mateial @6 4(J E@4; 4)4&"#1! producia este de serie mic.
.entru supraaa T6)e1%3 5
a. pentru operaia de strun-ire de degroare1
?
z i " 1
H6&Um
4
i " 1
H6(Um
2 2
1 centr c i
+ =
c c c
l V 2 =
mm m
c
7 ) ! 1 =
3tab.4.65
mm l
c
4( =
m l
c c c
12( 4( ) ! 1 2 2 = = =
m
centr
2)( =
m
centr c i
2## 2)( 12(
2 2 2 2
1
= + = + =
Adaosul minim pentru strun-ire este1
m S %& '
i i i "i
%(( 2## 2 5 6( 6& 3 2 2 5 3 2 2
1 1 1 min
= + + = + + =
'in tab.4.1. se obine abaterea inerioar Ai la diametrul barei
laminate1
A
i
H"(!*mm
Adaosul nominal de calcul1
m ' ' '
i "i "in(m
1#(( *(( %(( 2 2
min
= + = + =
'iametrul nominal1
mm )
sn(m
6 ! 6# * ! ( # ! 1 6) = + + =
4e alege o bar laminat cu diametrul standardizat A635 6.
Adaosul de prelucrare nominal real pentru operaia de strun-ire este1
$3
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
mm ) ) '
in(m n(m i "in(m
4 ! ( 6 ! 6# 6% 2
1
= = =
1.6 Alegerea metodelor de prelucrare a suprafe"elor &i elaborarea
traseului tehnologic.
@ etap important 0n proiectarea procesului tehnologic de
prelucrare prin achiere o reprezint determinarea structurii procesului i
a numrului de operaii.
+umrul operaiilor 3azelor5 tehnologice necesare executrii piesei
este 0n strLns legtur de condiiile tehnico"uncionale prescrise
acestora. @peraiile tehnologice se pot grupa 0n1 operaii de degroare"
semiinisare! operaii de inisare i operaii de netezire.
.roiectarea procesului tehnologic i 0n special stabilirea
succesiunii operaiilor de prelucrare i a coninutului acestora se
eectueaz pe baza unor principii! care conduc 0n inal la reducerea
numrului $ariantelor tehnologice! apropiindu"le de $arianta optim din
punct de $edere economic.
gruparea se ace 0n scopul 0nlturrii cheltuielelor legate de transportul
interoperaional! 0n situaia amplasrii mainelor dup tipul
prelucrrilor. Executarea gurilor! canalelor se recomand de a se aplica
ctre sLritul procesului tehnologic! 0n scopul e$itrii deteriorrii piesei
0n timpul transportrii interoperaionale2
4uccesiunea operaiilor tehnologice $a i astel adoptat! 0ncLt s se
obin un timp de baz minim 3pe baza micorrii lungimii cursei de
lucru52
6a prelucrarea piesei s se utilizeze cLt mai puine baze tehnologice!
pentru a se reduce numrul de prinderi i desprinderi! care atrag dup
sine erori de prelucrare i timpi auxiliari mari.
(abelul 6
-uprafa"a
Cota
(ipul
-uprafe"ei
(reapta de
preci$ie
8ugo$itatea
8a'
m
0etoda de ob"inere
1 ! 3 4 .
&4>12
Cilindric 12 2!)
Eurire1
" de degroare
6rgire1
"de degroare2
"de inisare.
42>1)
Cilindric 1)
4trungire interioar1
"de degroare2
"de inisare.
))*
Cilindric * 1!2)
4trungire exterioar1
"de degroare2
"de inisare.
&4>11
Cilindric 11 2!)
Croare interioar1
"de degroare2
6)e%
Cilindric % 2!)
<rezare exterioar1
"de degroare2
"de inisare.
$4
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
))F6
Cilindric 6 (!)
Wleuire
1.6.1 Elaborarea planului de opera"ii &i a schemelor de instalare
-tructura procesului tehnologic
4tructura procesului tehnologic conine planul de operaii de prelucrare
3succesiunea acestora5 cu azele respecti$e! operaiile de control! transportare!
depozitare! tratamente termice. 4uccesiunea operaiilor de prelucrare a
ost de-a stabilit. /rmeaz acum de a concretiza ordinea iecrei
operaii 0n procesul de abricaie a piesei.
*pera"iile procesului tehnologic
(()" 'ebitarea semiabricatului din bar laminat de T#(mm la
lungimea de 14( mm.
Instalarea 1- pe 0B de strungit
(1( @peraia de gurire2
(1)" 4trun-ire2
Instalarea !- pe 0B de strungit
(2(" 4trun-ire2
Instalarea 3- pe 0B de strungit
(2)" 4trun-ire2
Instalarea 4- pe 0B de strungit
(&(" 4trun-ire2
Instalarea .- pe 0B de bro&at ori$ontal
(&)" broare2
Instalarea 6Cpe 0B de fre$at ori$ontal
(4(" <rezare
(4)" ;ratamentul termic"clire1 4e clesc supraeele prin metoda CX<
respect0nd cotele indicate.
Instalarea /- pe 0B de honuit
())" >onuire
(6(" Controlul inal1 4e $eriic dimensiunile piesei i prezena tuturor
elementelor acesteea.
(6)" ;ransportarea la depozitul de piese inite.
$5
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
(1( @peraia de gurire pe ,./. de strungit 1Y62
1. 4e instaleaz semiabricatul 2
2. 4e prelucreaz prin burghiere supraaa 1 la cota T&4
G(! &
respect0nd cota 14(.
(1) @peraia de strun-ire pe ,./. de strungit 1Y62
1. 'e strungit supraaa & la cota T42
G(! &
2
2. 4 se strun-iasc teiturile 1x4)
(
la cota T42
G(! &
respecti$ T&4
G(! &
.
Dig.!. -chema de instalare 1
$
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
(2( @peraia de strun-ire pe ,./. de strungit 1Y62
1. 4 se 0ntoarc i instaleze semiabricatul 2
2. 4 se strun-iasc teiturile 1! 6x4)
(
la cota T&%
G(! &
. 2
&.4 se strun-easc supraaa ) la cota T42
G(! &
respect0nd cota #(.
Dig.3. -chema de instalare !
(2) @peraia de strun-ire pe ,./. de strungit 1Y62
1.4 se instaleze semiabricatul 2
2. 4 se strun-iasc supraaa % la cota T4(
G(! &
. 2
&.4 se strun-easc teiturile 1! 6x4)
(
la cota T))
G(! &
Dig.4. -chema de instalare 3
$!
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
(&( " @peraia de strungire pe ,./. de strungit 1Y62
1.4 se 0ntoarc i instaleze semiabricatul 2
2. 4 se strun-iasc supraaa * la cota #(
G(! &
. 2
&.4 se strun-easc teiturile 6x1)
(
la cota T))
G(! &
Dig... -chema de instalare
(&) " @peraia de broare pe ,./. de broat orizontal
1.4 se instaleze semiabricatul 2
2. 4 se execute canelurila interioare la cota T&%
G(! &
.
Dig.6. -chema de instalare
$"
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
(4( " @peraia de rezat pe ,./. de rezat orizontal
1.4 se instaleze semiabricatul 2
2. 4 se execute canelurila exterioare la cota T))
G(! &
.
Dig./. -chema de instalare 6
1./. Alegerea ma&inilor unelte
1./.1. -trungul combinat -ED C 3
@peraia de strungire pe strungul combinat 4Y< N %((
4trungul poate eectua urmatoarele operatiuni1 strun-ire! rezare!
gaurire si iletare. A$ansul poate i eectuat in regim automat sau manual
unctie de aptul! ce metoda se preteaza pentru materialul prelucrat.
4trungul poate i olosit in scularii! la eectuarea deser$irii tehnice! la
intreprinderi industriale mici si mi-locii.
Fig.%. Ma&ina'unealt( de strungit co!binat SKF)%**
$#
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
'istana dintre $0ruri %(( mm
'iametru strun-ire peste
batiu
42( mm
6imita a$ansului
longitudinal
46( mm
6imita a$ansului trans$ersal 2(( mm
;uratia axului principal 16( N 1&6( rot7min 3#
trepte5
<ilet metric (!4 N # mm 3&2 trepte5
<ilet oli 4 N 12(7(!2 N (!&)
mm7rot
.uterea motorului ))(S
;ensiune &7+ .E AC74(( K! )( >z
;uratia 14(( rot7min
Ereutate netto 2&( Fg
Ereutate brutto 2#) Fg
'imensiuni cutie 12#( Z 61( Z 111( mm
1./.!. 0a&ina-unealt de fre$at dantur semiautomat
model .03!4A
@peraia de rezare a danturii arborelui"pinion pe maina"unealt de
rezat dantur semiautomat model ),&24A. .entru prelucrarea dinilor
0nclinai se olosesc scule cu acelai proil ca i pentru prelucrarea
dinilor drepi. 8nclinarea dinilor se realizeaz prin rotirea
corespunztore a de semiabricat cu unghiul de 0nclinare! deaceea
semiautomatul $a trebui reglat.
Fig.+ Ma&ina'unealt( de "re,at dantur( se!iauto!at(
!odel -M3./A
1./.3. 0a&ina-unealt de bro&at ori$ontal
2%
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
1 N batiu2
2 N dicpoziti$ de prindere a broei2
& N sanie2
4 N motor hidraulic.
1./.4. Centru de preluctare a pieselor tip arbore F(C !. ;B*
'iametrul maxi mal a
piesei de prelucrat
mm 14(
6ungi mea max. a piesei
de prelucrat
mm 1(((
'eplasarea pe J mm &4(
'eplasarea pe J mm #4(
1.3. Aleg
erea
sculelor a&chietoare
4culele necesare achierii le $om alege conorm catalogului *S+C,
T,,$S-
.entru operaia de gurire se utilizeaz burghiu de tipul
2$
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
-;!.A-%%.%%-/1-!81-(
?cire extern 2 Acoperire1 ;iAl+2 ;olerana gurii1 X; %"*.
Dig.11 Burghiu -;!.A-%%.%%-/1-!81-(
.entru operaia de alezare se utilizeaz aleuorul de tipul )06
Dig.1! Ale$or )06
.entru operaia de strun-ire exterioar se utilizeaz cuitul de
degroare si de semiinisare de tipul 0CG28 !.!.016
22
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
Dig.13 Cu"ite pentru strun@ire e%terioar 0CG28 !.!.016
.entru operaia de strun-ire interioar se utilizeaz cuitul de
degroare si de semiinisare de tipul -1!;--C;CG9
Dig.14 Cu"ite pentru strun@ire interioar -1!;--C;CG9
.entru operaia de rezarea caneluilor exterioare 3;abelul #5 alegem
reza disc de tipul 033-.1+'11*'*2./*'%.
(abelul /
23
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
a
P
a
r
D
C
)m
m
+ l
.
D/
m
Scula a0ciet(are
123 4456 .76 46 .8 ! 73
- n9/:66 ; numrul de rotaii maxim! r(t2min2
- m9653 ; masa sculei! <g2
- ==/..:!.8642!.864/ ; tipul plcuelor schimbabile2
1.9. ;eterminarea regimurilor de a&chiere
Alegerea regimurilor de achiere se eectueaz conorm literaturii!
pentru iecare az tehnologic.
24
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
Calculm a$ansurile pentru iecare supraa de strungit exterioar1
>
t
?
D D
%a
C
s
C
S
5 ((2 . (
&
(* . ( 3 +
=
!
unde1 C
?a
N coeicient ce ia 0n cosiderare tipul prelucrrii2
C
s
! [! x N depinde de tipul materialului de prelucrat!
' N diametrul ce se prelucreaz2
t N ad0ncimea de achiere.
8n uncie de parametrii menionai mai sus gsim a$ansul tabelar1
4! A$ansul mm7rot
'iametrul de
prelucrat
'egroare
tH2!)mm
4emiinisare
tHmm
<inisare
tH1mm
T))* (! )
Calculul $itezei de achiere1
?
S
>
t
@
A
C
=
!
unde1 C
$
N coeicieni ce depind de natura materialului1 C
$
H*6!2!
xH(!2)! [H(!&& pentru inisare2 C
$
H6(!%! xH(!2)! [H(!66 pentru
degroare i semiinisare.
Calculul numrului de turaie1
D
n
@
=
14 . &
1(((
!
unde1 K N $iteza de achiere2
' N diametrul ce se prelucreaz.
.uterea necesar se $a calcula cu ormula1
?
S
>
t
N
C Ne =
!
unde1 C
+
! x! [ N coeicieni ce depind de natura materialului1 C
+
H6!(11!
xH(!64)! [H(!4&6.
Kiteza de achiere! m7min
'egroare
tH2!)mm
sH(!)
4emiinisare
tHmm
sH
<inisare
tHmm
sH
%(!% " "
+umrul de turaii! rot7min
%)#! % " "
.uterea necesar achierii! FS
6! *) " "
25
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
.entru burghiere a$ansul $a constitui sH(!1( mm7rot! iar $iteza $H%
m7min3$H%...1) m7min5. Calculm numrul de turaii
D
n
@
=
14 . &
1(((
!
%(( 5 2 ! & 14 ! & 73 % 1((( = = n
rot7min.
.entru rezarea canelurilor exterioare regimul de achiere 0l alegem
tabelar1 a$ansul pe dinte s
d
H(!((6mm7dinte! iar a$ansul longitudinal pe
lungimea canalului de pan este de (!(2(mm. Ad0ncimea de ahiere este
dat de 4!&mm.
Kiteza de achiere1
A
<
t
)
s t T
@
D
=
1 . (
12 . ( & . (
&) . (
2 . (
1)((
1
'H6mm! ;H%(min! t
1
H6mm! s
d
H(!((6mm7dinte! tH4!&mm! .
&)) ! ( 4# ! ( % ! ( 5 %(( 7 #)( 3 1
* ! (
= =
@
<
min 7 1 ! 1) &)) . (
& . 4 ((6 . ( 6 %(
1 . ( 12 . ( & . ( &) . (
2 . (
6 1)((
mm @ =
=
Calculm numrul de turaii
D
n
@
=
14 . &
1(((
!
%(( 5 6 14 ! & 73 1 ! 1) 1((( = = n
rot7min.
.entru rezarea canelurilor interioare conorm indicaiilor tabelare
0n uncie de diametrul arborelui! modul de prelucrare i calitatea
supraeei alegem urmtoarul a$ans1 sH(!%"(!#mm7rot.
Calculul $itezei de achiere se ace cu a-utorul relaiei 1
min5 7 3
2% . 1
) . ( 4 . (
&# . (
#)(
m
A
<
l
t s T
@
&
=
zH1(! ;H24(min! sH(!%mm7rot! t
l
H2!)mm!
(% ! 1 2 ! 1 ( ! 1 ( ! 1 ( ! 1 ( ! 1 * ! ( = =
@
<
min 7 4 . #& (% . 1
2% . 1
) . 2 % . ( 24(
) . ( 4 . (
&# . (
1( #)(
m @ =
=
Calculm numrul de turaii
D
n
@
=
14 . &
1(((
!
&4( 5 #( 14 ! & 73 4 ! #& 1((( = = n
rot7min.
1.1. 2ormarea tehnic.
+ormarea tehnic are ca scop determinarea timpului pe bucat! care
se dtermin dup relaia1
2
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
buc
T
n
i "
T
c buc
T +
=
.
unde1 ;
p" i
" timpul de pregtire"0ncheere! !min.
n " numrul de piese prelucrate dintr"o reglare! buc.
;
buc
" timpul pe bucat! min7buc.
;impul de pregtire " 0ncheiere se consum pentru aducerea din
starea iniial 0n stare uncional sistemul tehnologic! iar dup
prelucrare se procedeaz 0n sens in$ers.
.regtirea locului de munc se reer la dotarea cu toate necesare!
la reglarea sistemului tehnologic i la stabilirea corectitudinii
uncionalitii primirea sarcinii de abricat! studierea documentaiea
tehnice i tehnologice! primirea pieselor brute! primirea sculelor
achietoare! dispoziti$elor! programei de prelucrare. Aici se mai reer
instalarea sau montarea dispoziti$ului! sculelor! introducerea programei
de prelucrare! reglarea sistemului tehnologic. 'up terminarea
prelucrrii se procedeaz 0n sens in$ers! adic locul de lucru este adus la
starea iniial.
;impul pe bucat este timpul consumat pentru abricarea unei
entiti 3piese5 i se calcul1
2
() )es au> b buc
B B B B B + + + =
unde1 ;
b
" timpul de baz! min2
;
aux
" timpul auxiliar! min2
;
des
" timpul de deser$ire a locului de munc! min2
;
od
" timpul de odihn! min.
"m
B
m
B
e f
B
inst
B
au>
B + +
+ =
2
unde$ T
i nst
' ti!pul pentru instalarea &i scoaterea piesei3 !in4
T
"'e
' ti!pul pentru "i5area &i eliberarea piesei3 !in4
T
!
' ti!pul pentru !6nuire4
T
p!
' ti!pul pentru !(surarea piesei3 !in.
(rg
B
)es
B
b
B + =
unde1 ;
des
" timpul pentru deser$irea tehnic a locului de
munc! min2
;
or g
" timpul organizatoric! min.
1.11. Elaborarea reglrilor tehnologice.
1.11.1. 0etode de reglare.
.entru operaiile de prelucrare mecanic prin achiere executate la
,/C+ metodele de reglare pentru toate sculele $or i aceleai. Acest
2!
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
lucru $ine din 0nsi caracterul ,/. Xar pentru operaiile de strungire la
strungurile uni$ersale reglarea sculelor este ce$a mai deosebit.
Exist mai multe metode de reglare a sistemelor tehnologice! 0n
special se acord atenie la reglarea sculelor a de unele supraee ale
piesei. Acestea se pot regla prin metoda achiilor de prob! dup etalon!
ablon! dup piese prelucrate anterior! cu scule de msurat uni$ersale!
prin prelucrarea unei piese de prob etc.
,etod de reglare separat de ,/ este speciic prelucrrilor pe
,/C+ i prezint a$anta-ul 0n obinerea dimensiunilor piesei cu precizia
cerut r ca s se in cont de caliicarea muncitorului. ?olul
operatorului! aici! este doar de a schimba semiabricatul! de a da
comanda de 0ncepere de la computer a lucrului! de a schimba blocurile
cu scule achietoare c0nd acestea se uzeaz i pentru a reaciona la
e$entualele deecte ale ,/. Caliicarea operatorului este -oas. Xar
0ntreaga responsabilitate pentru obinerea preciziei piesei 0i re$ine
reglorului. Acesta $a a$ea o caliicare 0nalt. 'atorit timpului redus de
reglare 0n comparaie cu cel de meninere a pieselor pe ,/! reglorul
poate deser$i i alte ,/ 0n secie 0n timpul unui schimb de lucru.
,etoda de reglare const 0n msurarea distanelor dintre bazele de
aezare ale dispoziti$ului de ixat piesa i cele ale blocurilor de ixat
sculele 0ncadrarea acestor distane 0n spaiul de coordonate al ,/. Cursa
maxim deplasabil a crucioarelor! sniilor mobile cu scule la el se
msoar cu mare precizie.
.0n la urm toate aceste distane $or orma un lan dimensional
linear denumit i lan de reglare 0n care cota de reglare este element de
0nchidere. Xar scopul rezol$rii lanului de reglare const 0n determinarea
toleranei dimensiunii lineare ormate dintre $0rul muchiei achietoare
ale sculei i zeroul sculei 0n spaiul de coordonate al ,/. Acest lucru se
ace indirect! deoarece aceast distan! de apt! cuprinde mai multe
dimensiuni componente 3sunt mai multe piese 0ntre cele 2 puncte mai sus
menionate care ormeaz un ansamblu bine determinat5.
Cel mai important moment 0n reglarea sculelor dup aceast metod
este reglarea $0rului acesteia a de 2 supraee sau & 30n dependen de
numrul de coordonate liniare ale ,/ pe care se $a deplasa scula5 "
supraee baze 0ncadrate 0n dispoziti$ul " scula a-uttoare sau bloc de
scule. Acesta mai departe $a i instalat pe dispoziti$ul port"scul " cap
re$ol$er! care le $a utiliza 0n procesul achiere.
?eglarea $0rului sculei a de supraeele baze se realizeaz cu
a-utorul unor aparate uni$ersale destinate special pentru reglarea prin
aceast metod. Aceste aparate au ocular microscopic i permit
deplasarea sculei a de baze iar 0n inal ixarea sculei 0ntr"o poziie
bine determinat.
6a reglarea sculelor separat de maina unealt nu se asigur
prelucrarea piesei la o precizie 0nalt! deoarece apar multe erori de
2"
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
poziionare a sculei separat de ,/! de instalare a blocului instrumental
pe ,/! uzura sculei! erori geometrice ale mainii! precum i erori
pro$enite de la deormaiile elasto"termice ,/"scul"dispoziti$"
semiabricat. 'e aceia este necesar ca sculele de inisare 3anume acestea
se regleaz cu precizia cea mai ridicat5 s ie reglate dup alt metod!
care s asigure prelucrarea pieselor la cotele i precizia cerut.
1.1!. Alegerea mi@loacelor de control
.rodusele inite 0n iecare secie se msoar cu instrumente speciale
de msurat i uni$ersale precum ar i1 rigla! ublerul! calibre! cale plan"
paralele! cale unghiulare! echere! ublere de exterior! de tasare! de
ad0ncime! micrometre! comparatoare mecanice i potcoa$e cu
comparator.
Cotele acestor produse trebuie s ie 0n limitele cotelor prescrise pe
desenul tehnic! asel 0nc0t s ie satiscute toleranele tuturor
a-usta-elor. 8n dependen de respectarea acestora cerine depinde
calitatea i timpul de exploatare al piesei ! ansamblului! produsului.
Ca metode de msurare se olosesc metoda absolut! de contact!
direct. ,etoda absolut const 0n determinarea $alorii cu a-utorul
riglei! ublerului. ,etoda directN se determin $aloarea pe scara
gradat a instrumentului. ,etoda de contact" supraeele de msurare a
mi-loaceler de msurare $in 0n contact direct cu supraeele piesei
msurate.
8nc0t pe pies a$em executate i caneluri! acestea se caracterizeaz
printr"un mod special de control1 cu a-utorul unei scobe"indicator!
scoab obinuit! cu a-utorul indicatorului! cu a-utorul unui inel special
canelat pentru controlul arborelui.
Fig. 1- Metode de !(surare a di!ensiunilor canelurilor
40nt & modaliti de organizare a controlului tehnic1
1. Control interoperaional.
2. Control operaional.
&. Control mixt.
Controlul interoperaional este eectuat de operatori speciali din
secia de control tehnic dup iecare operaie 0nainte de trimiterea piesei
2#
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
la alt operaie sau instalare. Aceast metod necesit mut timp!
deasemenea i pentru transport.
Controlul operaional se execut direct pe locul de munc de ctre
operator i 0n cazul abaterilor! el $a mai eectua prelucrrile necesare!
dup care piesa este transmis la alt post de lucru.
Controlul mixt include 0n sine primele 2 metode.
6a inele iecrei operaii! operatorul 0nainte de a transmite piesa la
alt post de lucru! el $a eectua controlul operaional.
8n procesul dat se $a utiliza controlul mixt! deoarece anume aceast
tip de control este cel mai con$enabil i economic eecti$.
.entru eectuarea controlului $om aplica urmtoarele mi-loace!
prezentate 0n tabelul %.
(abelul 3
,i-loace de control
'imensiunea ,i- locul de msurare
.recizia de
msurare
T6)e% Wubler (. 1
T)6e% Wubler (. 1
T))* Wubler (. 1
T))Y6 Wubler (! ()
T42>1) Wubler (. 1
14(
1
Wubler (! 1
#( Wubler (! 1
&( )2 ! (
Wubler (! 1
1.13. Elaborarea opera"iilor de tratament termic
Arborii se pot deini ca iind bare olosite pentru susinerea pieselor
alate 0n micare de rotaie sau pentru transmiterea puterii. Cu toate c o
asemenea deiniie este perect ade$rat pentru ma-oritatea cazurilor! din
punct de $edere ingineresc rm0ne totui o simpliicare. +umeroi arbori
0ndeplinesc ambele uncii amintite i ei se clasiic 0n dou grupe mari1
3%
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
arbori care nu execut micare de rotaie sau nu transmit cuplu
motor i de aceea se supun doar sarcinilor de 0nco$oiere2
arbori alai 0n micare de rotaie i supui unor tensiuni de
0nco$oiere i torsiune2 ei au o coniguraie mai complex i conin
guri! lane! canale de pan sau caneluri.
<aptal c un arbore execut sau nu o micare de rotatie nu 0l exclude de
la 0ncercri ciclice i enomene de oboseal. <oarte puini arbori cedeaz 0n
exploatare ca urmare a depirii limitei de curgere prin traciune static i
aproape 0ntotdeauna cedrile sunt datorate oboselii de lung durat. Arborii
tratai termic se execut prin una din urmtoarele metode1
/tilizarea unui semiabricat preduriicat la o duritate care s
permit prelucrrile mecanice prin achiere i rectiicarea la cote
inale2
cu particularitatea c dup prelucrrile prin achiere se aplic
selecti$ sablarea cu alice! laminarea la rece! nitrurarea sau clirea
de supraa 3de regul prin inducie5.
4elecia unui semiabricat laminat la cald sau or-at care $a i
supus prelucrrilor prin achiere! apoi clirii de supraat prin
inducie pe 0ntreaga zon exterioar a piesei i 0n inal operaiei de
rectiicare.
8n cazul nostru ca tratament termic este olosit procedeul de clire
supericial prin inducie 3C8<5! care const 0n 0nclzirea supraeelor sau
zonelor care trebuie clite prin inducie cu cureni de rec$en medie sau
0nalt! urmat de rcirea cu -et de ap. ,etoda se bazeaz pe enomenele de
inducie electro"magnetic i pe eectul de supraa. 4chema principiului
metodei de clire supericial cu 0nclzire prin inducie cu cureni de 0nalt
rec$en este dat 0n igura de mai -os31" pies! 2" inductor! &" c0mp
magnetic5.
Fig.11 0epre,entarea sc7e!atic( a principiului !etodei de c(lire
super"icial( prin induc8ie.
BIBGI*,8ADIE
1. Calabano$ \. +. YratFhii spra$ociniF tehnologa mainostroitelea. " ].1
Xzdatelist$o standarto$! 1**2. "464 s.
3$
Sch Coala document .
Coala
Semnat Dat a
Proiect de an la TFA
2. Eorbae$ici A. <.!Wcred K.A.! *Curs(A(e "r(ectir(Aanie"(
teCn(l(gii Ma0in(str(enia-! Q/cebnoe posobie dlea
mainostroitelinogo speial. Kuzo$.R N 4"e izd.! pererabotano i
dop.^ ,.1 $0. Wcola! 1*%& N 2)6s.
&. A. .lal$i! ,. ,ehedineanu! E. Andrei! K. +icolae! A. Cretin! 4.
Wontea! Eh. <lorigan! ;ehnologia matarialelor. N Chiinu1 Wtiina.
1**&. N )44p.
4. 4pra$ociniF tehnologa"mainostroitelea. K 2"h t. _17 .od red. \. E.
Yosilo$oi i ?. Y. ,eereaFo$a. " 4"` izd.! pererab. i abp."].1
,ainostroenie! 1*%)."6)6 s
). .roiectarea tehnologiilor de prelucrare mecanic prin achiere1 ,an. de
proiectare1 8n 2 $ol. Kol. 27C. .ico! @. .ruteanu! C. Cohosie$ici .a."Ch.1
/ni$ersitas! 1**2"4(# pag.
6. 9@bemainostroitelin0e normati$0 $remeni i re-imo$ rezania dlea
normiro$ania rabot $0poln. na uni$ersalin0h i mnogoele$h stancah s C./
ciasti 2:! ,osc$a! 1**(.
#. 94pra$ocinic tehnologa mainostroitelea $ d$uh tomah tom 2! pod obei
redaciei:1 A. Cosilo$oi i ?.C. ,eereaco$a 4 N izdanie pererabotano i dop." ,1
,ainostroenie! 1*%6 N 6)6.
32
S-ar putea să vă placă și
- Proiect Tehnologia Fabricatiei - Cojocaru Denis, An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei - Cojocaru Denis, An 4 MecatronicaDenis Cojocaru67% (3)
- Proiect TCM Anul 4Document9 paginiProiect TCM Anul 4Marius TomaÎncă nu există evaluări
- Prelucrarea Cu Jet de ApaDocument18 paginiPrelucrarea Cu Jet de ApaCristianPappÎncă nu există evaluări
- Proiect TCM FlansaDocument56 paginiProiect TCM FlansaCristinaÎncă nu există evaluări
- E.T.F. ProiectDocument45 paginiE.T.F. ProiectAndreea GalanÎncă nu există evaluări
- Selectia Materialelor Pentru Arbore CotitDocument15 paginiSelectia Materialelor Pentru Arbore CotitSuleapa OvidiuÎncă nu există evaluări
- Cap. 8 Prelucrarea Pieselor Tip BucsaDocument12 paginiCap. 8 Prelucrarea Pieselor Tip BucsaDragnescuÎncă nu există evaluări
- Arcuri. Calculul ArcurilorDocument20 paginiArcuri. Calculul ArcurilorLuca VictorÎncă nu există evaluări
- Desen Executie Roata DintataDocument1 paginăDesen Executie Roata DintataLazăr Lucian100% (1)
- Calculul Adaosurilor de PrelucrareDocument4 paginiCalculul Adaosurilor de PrelucrareDorin Sava100% (1)
- TFFA ProiectDocument30 paginiTFFA ProiectCorina Anghel100% (1)
- Reductor Cilindric - Proiect TCM3Document41 paginiReductor Cilindric - Proiect TCM3Razvanel CataÎncă nu există evaluări
- Deformare Plastica La Rece PDFDocument27 paginiDeformare Plastica La Rece PDFPetre Rareș100% (1)
- Supapa FRADocument22 paginiSupapa FRABogdan BogdanÎncă nu există evaluări
- Fra - Arbore PrimarDocument52 paginiFra - Arbore PrimarBrădăţan Vasile DanielÎncă nu există evaluări
- Proiect TCM - ArboreDocument22 paginiProiect TCM - ArborePetron PeredelcuÎncă nu există evaluări
- Matrite de Indoit PDFDocument4 paginiMatrite de Indoit PDFMarius DorobantuÎncă nu există evaluări
- Proiect TCMDocument25 paginiProiect TCMAlex ApostolÎncă nu există evaluări
- Tehnologia de Fabricare A BieleiDocument20 paginiTehnologia de Fabricare A BieleiCristi Robert100% (1)
- Surub SpecialDocument34 paginiSurub SpecialAcili Daniel100% (1)
- Proiect TFA ArboreDocument33 paginiProiect TFA ArborerusumagÎncă nu există evaluări
- Proiect PinionDocument32 paginiProiect PinionAdrian Cotescu100% (2)
- Normarea TehnicăDocument5 paginiNormarea Tehnicăalterego88Încă nu există evaluări
- Tema ProiectuluiDocument90 paginiTema ProiectuluiVictor BorsÎncă nu există evaluări
- Proiect FUPPDocument32 paginiProiect FUPPAlex ZamanÎncă nu există evaluări
- Tehnologia Fabricarii ProduselorDocument77 paginiTehnologia Fabricarii ProduselorMuadDibPaul33100% (1)
- Reductor Cilindric Cu Dinti DreptiDocument22 paginiReductor Cilindric Cu Dinti DreptiVasile BondreÎncă nu există evaluări
- ProiectDocument19 paginiProiectAlex ConstantinÎncă nu există evaluări
- Proiect de DiplomaDocument88 paginiProiect de DiplomaIonuţIpÎncă nu există evaluări
- Proiect Roti DintateDocument10 paginiProiect Roti Dintateb0gdanpÎncă nu există evaluări
- TCM ProiectDocument38 paginiTCM ProiectTudosa Petru100% (1)
- Proiect AUMDocument17 paginiProiect AUMBudulan DanÎncă nu există evaluări
- 7 Bucsi & CarcaseDocument35 pagini7 Bucsi & CarcasealexandruivannuÎncă nu există evaluări
- TFP-Proiect BucurDocument88 paginiTFP-Proiect BucurUngureanu Dorian ConstantinÎncă nu există evaluări
- TSFF ProiectDocument13 paginiTSFF ProiectvasileÎncă nu există evaluări
- Arbore - ProiectDocument22 paginiArbore - ProiectAlex GrajdeanuÎncă nu există evaluări
- Proiect CCA1 2018Document23 paginiProiect CCA1 2018TanaseLoriÎncă nu există evaluări
- Desen Arbore de Intrare ReductorDocument1 paginăDesen Arbore de Intrare ReductorAlex MarianÎncă nu există evaluări
- Proiect ArboreDocument36 paginiProiect ArboreClaudiu DinuÎncă nu există evaluări
- Proiect Pinion ConicDocument130 paginiProiect Pinion ConicTomescu Madalin0% (1)
- Proiect :organe de Masini II. Reductor HHDocument48 paginiProiect :organe de Masini II. Reductor HHGabriEla Madalina PetrescuÎncă nu există evaluări
- Arbore PrimarDocument87 paginiArbore PrimarDany BitzaÎncă nu există evaluări
- Arbore CotitDocument24 paginiArbore CotitCezara CocuÎncă nu există evaluări
- CilindriiDocument15 paginiCilindriiGeorgian Coman100% (1)
- Proiect ReductorDocument22 paginiProiect ReductordanacatalinaÎncă nu există evaluări
- Reconditionarea Arborelui Cotit - Documet Ajutator - Capitol 3Document9 paginiReconditionarea Arborelui Cotit - Documet Ajutator - Capitol 3Stefan Alexandru100% (1)
- TF PREPDocument18 paginiTF PREPRusu AndreiÎncă nu există evaluări
- Roti DintateDocument34 paginiRoti DintatePetricas Bogdan100% (1)
- Calculul Parametrilor de AschiereDocument4 paginiCalculul Parametrilor de AschiereMatthew ReedÎncă nu există evaluări
- DM ProjectDocument68 paginiDM ProjectClaudiu MunteanuÎncă nu există evaluări
- Tema - FRA - Speteanu Roxana-8401a PDFDocument15 paginiTema - FRA - Speteanu Roxana-8401a PDFCosmin CocoÎncă nu există evaluări
- Tehnologia de Fabricare A PistonuluiDocument6 paginiTehnologia de Fabricare A PistonuluiCatalin BadeaÎncă nu există evaluări
- DT P GeanaDocument22 paginiDT P GeanaxTr - SilenTÎncă nu există evaluări
- Diploma TFADocument49 paginiDiploma TFACristin PasatÎncă nu există evaluări
- Capitolul 1 (TCM)Document78 paginiCapitolul 1 (TCM)Alexandru IonescuÎncă nu există evaluări
- Proiect TFP3Document60 paginiProiect TFP3Stefan RaduÎncă nu există evaluări
- Proiect Tehnologia Construcţiei de Utilaj PetrolierDocument41 paginiProiect Tehnologia Construcţiei de Utilaj PetrolierMurariu Oana100% (2)
- Cep Cu Flanse FRADocument142 paginiCep Cu Flanse FRALaurian Tomseanu100% (1)
- Proiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaDocument140 paginiProiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaAndrei Munteanu100% (1)
- Caiet Proiect Dispozitive - Exemplu de CompletareDocument20 paginiCaiet Proiect Dispozitive - Exemplu de CompletareDrD3ViL100% (1)
- ProiectDocument32 paginiProiectanca3450Încă nu există evaluări
- Metoda de Calcul Prelucrarea Piesei BrosaDocument76 paginiMetoda de Calcul Prelucrarea Piesei Brosaalterego88Încă nu există evaluări
- Lucrare Grafo-Analitica BCCTDocument10 paginiLucrare Grafo-Analitica BCCTalterego88Încă nu există evaluări
- Calcul TCM Prelucrarea Piesei FinalDocument76 paginiCalcul TCM Prelucrarea Piesei Finalalterego88Încă nu există evaluări
- Autobiografie Sc. Sof. 2008Document2 paginiAutobiografie Sc. Sof. 2008Daniela DirzuÎncă nu există evaluări
- Ghid Muzee MoldovaDocument10 paginiGhid Muzee Moldovaalterego88Încă nu există evaluări
- Pragul de RentabilitateDocument24 paginiPragul de Rentabilitatealterego88100% (1)