S-ar putea să vă placă și
- Cursuri8 14MPTFDocument104 paginiCursuri8 14MPTFAdelinÎncă nu există evaluări
- Amprenta Cu Lingura DeschisaDocument20 paginiAmprenta Cu Lingura DeschisaSTEFANIA-MIRUNA BAITOIU100% (1)
- Cap. 4. Functionarea Matritelor - FFDocument4 paginiCap. 4. Functionarea Matritelor - FFDaniel Darescu100% (1)
- Tehnici de Amprentare in Tratamentul Protezarii Unidentare Pe ImplanteDocument7 paginiTehnici de Amprentare in Tratamentul Protezarii Unidentare Pe ImplanteCatrinel Grăjdeanu-PetroviciÎncă nu există evaluări
- Curs 6 FPDocument31 paginiCurs 6 FPstoian catalinaÎncă nu există evaluări
- Curs Scule Asch - 01Document17 paginiCurs Scule Asch - 01N. CeaușescuÎncă nu există evaluări
- Mase PlasticeDocument25 paginiMase PlasticeRoxana TodericiÎncă nu există evaluări
- 7 Pilirea MetalelorDocument8 pagini7 Pilirea MetalelorDima Popescu100% (2)
- LP 1Document25 paginiLP 1Andrea PopÎncă nu există evaluări
- Prezentare Instrumentare Folosite in ProteticaDocument51 paginiPrezentare Instrumentare Folosite in ProteticaUnghianu Constantin IulianÎncă nu există evaluări
- Amprenta Cu Lingură ÎnchisăDocument16 paginiAmprenta Cu Lingură ÎnchisăSTEFANIA-MIRUNA BAITOIU100% (1)
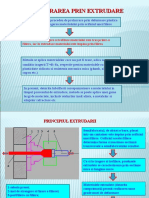
- Prelucrarea Prin Extrudare Si Deform Area TablelorDocument31 paginiPrelucrarea Prin Extrudare Si Deform Area TablelorOaNa Andreea100% (2)
- Elaborarea Nr. 1 ImplantologDocument5 paginiElaborarea Nr. 1 ImplantologMădălina SoltanÎncă nu există evaluări
- Amp Rent AreDocument8 paginiAmp Rent AreLavinia MariaÎncă nu există evaluări
- FISA DE DOCUMETARE 3 - Postul de Lucru ManichiurăDocument5 paginiFISA DE DOCUMETARE 3 - Postul de Lucru Manichiurăemoise32Încă nu există evaluări
- Proiect Ion Alexandru Grupa1lr681Document16 paginiProiect Ion Alexandru Grupa1lr681Alex MariusÎncă nu există evaluări
- Amprentare - ImplantologieDocument9 paginiAmprentare - ImplantologieDiana SerbanÎncă nu există evaluări
- Prezentare BEGO SemadosDocument180 paginiPrezentare BEGO SemadosionutmbÎncă nu există evaluări
- Curs Tehnolgoii de FabricatieDocument108 paginiCurs Tehnolgoii de FabricatieDemeter AndreaÎncă nu există evaluări
- Filetare MecanicaDocument29 paginiFiletare Mecanicaalexandra_ecgÎncă nu există evaluări
- Pco Tech HC01 - Ro (2018 - 08 - 01 14 - 37 - 06 Utc)Document10 paginiPco Tech HC01 - Ro (2018 - 08 - 01 14 - 37 - 06 Utc)PierreÎncă nu există evaluări
- Clasa 7 Realizarea - Produselor - MetaliceDocument9 paginiClasa 7 Realizarea - Produselor - Metalicedeea andreeaÎncă nu există evaluări
- Robert Nicolae Ungureanu 969785 0Document3 paginiRobert Nicolae Ungureanu 969785 0Robert UngureanuÎncă nu există evaluări
- Tehnologia Confectionarii Ppmpa-7979Document18 paginiTehnologia Confectionarii Ppmpa-7979Alina HerțaÎncă nu există evaluări
- Geala MecanicaDocument2 paginiGeala Mecanicacatalin calinÎncă nu există evaluări
- Referat MPT 3Document15 paginiReferat MPT 3Claudiu NitaÎncă nu există evaluări
- SikaMur Injectocream 100 PDFDocument4 paginiSikaMur Injectocream 100 PDFGiro OpticÎncă nu există evaluări
- X - Tehnologia Debitarii Materialului Lemnos - Prof - Ionescu SilviaDocument8 paginiX - Tehnologia Debitarii Materialului Lemnos - Prof - Ionescu SilviaConstantin MoldoÎncă nu există evaluări
- Fisa de InjectareDocument4 paginiFisa de InjectareALINA STRATÎncă nu există evaluări
- Indoirea Manuala A Tablelor Si PlatbandelorDocument10 paginiIndoirea Manuala A Tablelor Si PlatbandelorCristian CalanceaÎncă nu există evaluări
- Referat - Diemsnionarea CuiburilorDocument11 paginiReferat - Diemsnionarea CuiburilormerikÎncă nu există evaluări
- S. Curs InstrumentarDocument51 paginiS. Curs InstrumentarAndreea Mihaela LazărÎncă nu există evaluări
- Proteze Pe ImplanturiDocument10 paginiProteze Pe ImplanturiandraÎncă nu există evaluări
- Curs InstrumentarDocument46 paginiCurs InstrumentarKádár BiancaÎncă nu există evaluări
- Prelucrarea Prin Extrudare Si Deformarea TablelorDocument31 paginiPrelucrarea Prin Extrudare Si Deformarea TablelorDalia StoianÎncă nu există evaluări
- STRUNJIREADocument10 paginiSTRUNJIREAPaul DanÎncă nu există evaluări
- FISA DE DOCUMETARE 3 - Postul de Lucru ManichiurăDocument5 paginiFISA DE DOCUMETARE 3 - Postul de Lucru Manichiurădenissmecherul280Încă nu există evaluări
- ReferatttDocument8 paginiReferatttOctavianÎncă nu există evaluări
- Cap AsamblareacuplajelorDocument13 paginiCap AsamblareacuplajelorDana RomanÎncă nu există evaluări
- L1 Clasa de PuritateDocument7 paginiL1 Clasa de Puritatem_daly_aÎncă nu există evaluări
- MPPP C10 06 - 05 - 2020Document26 paginiMPPP C10 06 - 05 - 2020AniteiFlorinAlexandruÎncă nu există evaluări
- EG4 T 1 AWVNse DULSa Ugfvg G0 V 5 Vao 1 K U4 HM Cs 9Document14 paginiEG4 T 1 AWVNse DULSa Ugfvg G0 V 5 Vao 1 K U4 HM Cs 9cristianÎncă nu există evaluări
- Proteze Sem IVDocument7 paginiProteze Sem IVcdesanusaÎncă nu există evaluări
- Caracteristici: Specificatii TehniceDocument1 paginăCaracteristici: Specificatii TehniceCornel EneÎncă nu există evaluări
- Gaurirea Si Prelucrarea Prin GaurireDocument9 paginiGaurirea Si Prelucrarea Prin GaurireCezarina Adina TofanÎncă nu există evaluări
- Recondiționările Protezelor TotaleDocument2 paginiRecondiționările Protezelor Totalemarsella945Încă nu există evaluări
- Ppa 2Document63 paginiPpa 2mihneav2327Încă nu există evaluări
- Prezentare Powerpoint LicentaDocument16 paginiPrezentare Powerpoint LicentaRaluca Maria DoltuÎncă nu există evaluări
- Proiect DispozitiveDocument65 paginiProiect DispozitiveGory Gory GorylaÎncă nu există evaluări
- ItinerarDocument9 paginiItinerarPetrut966Încă nu există evaluări
- Asamblari-NituiteDocument19 paginiAsamblari-NituiteAnamaria GedeonÎncă nu există evaluări
- Proteze ModerneDocument11 paginiProteze ModerneLaurentia GratiÎncă nu există evaluări
- 01.materiale AmprentareDocument8 pagini01.materiale AmprentareAnaMariaBobesÎncă nu există evaluări
- PilireaDocument11 paginiPilireaMihai Chirita100% (1)
- Carte TehnicaDocument45 paginiCarte TehnicaMaria DoarÎncă nu există evaluări
- Proteza Parţială Mobilizabilă FlexibilăDocument21 paginiProteza Parţială Mobilizabilă FlexibilăGabriela Ceban100% (1)
- Curs 13 - PDPRDocument8 paginiCurs 13 - PDPRIrina GrigoreÎncă nu există evaluări
- Selectia Materialelor Proiect An IIIDocument7 paginiSelectia Materialelor Proiect An IIICalin NacevÎncă nu există evaluări
- Laborator+Seminar 1Document10 paginiLaborator+Seminar 1Robert CorneaÎncă nu există evaluări
- Definiti Urmatoarele Cuvinte Folosite in Teoria Mecanismelor PDFDocument1 paginăDefiniti Urmatoarele Cuvinte Folosite in Teoria Mecanismelor PDFMarius- Ciprian BundacÎncă nu există evaluări
- 2 Analiza Cinematica A Mecanismelor Cu Bare - ModificateDocument32 pagini2 Analiza Cinematica A Mecanismelor Cu Bare - ModificateCristian MateiÎncă nu există evaluări
- Proiect - Sisteme de Prelucrare Prin Deformari PlasticeDocument13 paginiProiect - Sisteme de Prelucrare Prin Deformari PlasticeMarius- Ciprian BundacÎncă nu există evaluări
- 4 Analiza Cinematica A Mecanismelor Cu Roti - 1Document17 pagini4 Analiza Cinematica A Mecanismelor Cu Roti - 1Cristian MateiÎncă nu există evaluări
- Ex-Mec-sub IDocument2 paginiEx-Mec-sub IMarius- Ciprian BundacÎncă nu există evaluări
- 1 Structura MecanismelorDocument36 pagini1 Structura MecanismelorMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S7-S8 - Proprietati - 03-10apr PDFDocument18 paginiCurs BPMP - S7-S8 - Proprietati - 03-10apr PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S6 B - Parametrii Injectare - 27mar PDFDocument4 paginiCurs BPMP - S6 B - Parametrii Injectare - 27mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S4 - Reologie Si Factori de Influenta - 13mar PDFDocument8 paginiCurs BPMP - S4 - Reologie Si Factori de Influenta - 13mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S6 A - Principiul Formarii Prin Injectare - 27mar PDFDocument3 paginiCurs BPMP - S6 A - Principiul Formarii Prin Injectare - 27mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S5 B - Avantaje Procedee - 20mar PDFDocument2 paginiCurs BPMP - S5 B - Avantaje Procedee - 20mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S3 - BPMP - Aditivi - 06 Mar PDFDocument5 paginiCurs BPMP - S3 - BPMP - Aditivi - 06 Mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S5 A - Procedee de Formare - 20mar PDFDocument6 paginiCurs BPMP - S5 A - Procedee de Formare - 20mar PDFMarius- Ciprian BundacÎncă nu există evaluări
- BPMP Curs S9 - 16apr2020 PDFDocument13 paginiBPMP Curs S9 - 16apr2020 PDFMarius- Ciprian BundacÎncă nu există evaluări
- BPMP Curs S14 - Reciclarea MP PDFDocument7 paginiBPMP Curs S14 - Reciclarea MP PDFMarius- Ciprian BundacÎncă nu există evaluări
- Curs BPMP - S1+S2 - Materiale Polimerice PDFDocument23 paginiCurs BPMP - S1+S2 - Materiale Polimerice PDFMarius- Ciprian BundacÎncă nu există evaluări
- BPMP Curs S13 - 22mai - Termoformarea PDFDocument10 paginiBPMP Curs S13 - 22mai - Termoformarea PDFMarius- Ciprian BundacÎncă nu există evaluări
- A BPMP-Curs 1-13 PDFDocument118 paginiA BPMP-Curs 1-13 PDFMarius- Ciprian BundacÎncă nu există evaluări
- BPMP Curs S12 - 15mai - Extrudarea MP PDFDocument13 paginiBPMP Curs S12 - 15mai - Extrudarea MP PDFMarius- Ciprian BundacÎncă nu există evaluări