SISTEME DE ORGANIZARE IN TIMP A PRODUCTIEI.
CICLUL DE PRODUCTIE
6.1 Notiunea si structura duratei ciclului de producie 6.2 Metode de imbinare in timp a executiei operatiilor tehnologice 6.3 Cai de reducere a duratei ciclului de producie
6.1. Noiunea i structura duratei ciclului de producie
Ciclul de producie este un indicator de baz n activitatea unei uniti economice. Importana sa decurge din influena pe care o exercit asupra: volumului de producie; mrimii capacitii de producie; necesarul de aprovizionat cu materii prime, materiale, etc.; termenelor de livrare a produselor ctre diferii clieni; Durata ciclului de producie reprezint intervalul de timp necesar obinerii unui produs finit, din momentul intrrii n fabricaie a materiei prime i pn la efectuarea controlului final de calitate i depozitarea produsului. n structura duratei ciclului de producie al unui produs se pot cuprinde urmtoarele elemente: a) perioada de lucru, format din: timpul de pregtire - ncheiere: timpul necesar efecturii operaiunilor tehnologice; timpul pentru procesele naturale; timpul pentru transport intern; timpul necesar pentru CTC; b) perioada de ntreprinderi, format din: ntreruperi ntre schimburi; ntreruperi n cadrul schimbului.
SISTEME DE ORGANIZARE A PRODUCIEI
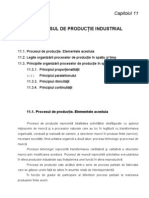
Timpul de pregtire - ncheiere este necesar pentru efectuarea diferitelor activitii naintea prelucrrii obiectelor muncii, cum ar fi: reglarea utilajelor n vederea prelucrrii produsului respectiv sau dup terminarea activitii, aducerea utilajului la parametri iniiali, consultarea documentaiei, curarea locului de munc etc. Timpul necesar efecturii operaiilor tehnologice sau ciclul tehnologic cuprinde timpul efectiv pentru prelucrarea, asamblarea parial i total a produsului. Timpul pentru procesele naturale - apare la acele produse la care prin tehnologia de fabricaie se prevd anumite transformri ale obiectelor muncii ca urmare a aciunii factorilor naturali (ex. uscarea cherestelei, uscarea peliculei de lac sau a adezivilor pe diferite piese componente ale mobilierului - industria lemnului). Timpul necesar pentru transport intern este necesar deplasrii obiectelor muncii ntre diferitele uniti de producie ale ntreprinderii (depozite de materii prime, secii sau ateliere, depozite de produse finite etc.) precum i ntre locurile de munc din seciile sau atelierele n care se fabric produsul. Timpul necesar efecturii CTC-ului se ia n consideraie atunci cnd nu se suprapune altor elemente din structura ciclului de producie (ex. uneori controlul se poate efectua n timpul transportului interoperaii i n acest caz, dac durata transportului este mai mare dect cea a operaiei de control, el nu se va regsi n structura ciclului de producie). ntreruperile datorate regimului de lucru apar n cazul unitilor care lucreaz cu sptmna de lucru ntrerupt. Aceste ntreruperi reprezint smbete i duminici libere, srbtori legale. ntreruperile datorate regimului se nregistreaz la unitile ce-i desfoar activitatea ntr-un numr de schimburi mai mic dect numrul maxim. Ele pot fi de 16 sau 18 ore, dup cum unitatea lucreaz n dou sau ntr-un schimb. ntreruperile n interiorul schimbului datorate organizrii produciei, pot fi consecina lucrului pe loturi (n acest caz piesele ateapt la un loc de munc pn cnd se execut operaia respectiv la ultima pies, lotul trecnd integral de la o operaie tehnologic la alta) sau pot s apar n situaia necorelrii capacitilor de producie ale diferitelor verigi de producie. Structura duratei ciclului de producie este redat n figura urmtoare:
Capitolul 6 Sisteme de organizare n timpa producie.Ciclul de producie
DURATA CICLULUI DE PRODUCIE PERIOADA DE LUCRU PERIOADA DE NTRERUPERI
DATORAT ORGANIZRII PROCESUKLUI N INTERIORUL SCHIMBULUI
TIMPUL PENTRU OPERAIILE TEHNOLOGICE
TIMPUL PENTRU PROCESELE NATURALE
Fig. 6.1. Structura duratei ciclului de producie
Structura duratei ciclului de producie este influenat de o serie de factori, cum ar fi: caracterul produciei; natura procesului tehnologic; nivelul de nzestrare tehnic a procesului de producie i a muncii etc. Avnd n vedere influena acestor factori, se nregistreaz diferene ale structurii duratei ciclului de producie la ntreprinderi aparinnd aceleiai ramuri industriale sau unor ramuri industriale diferite. Atunci cnd durata ciclului de fabricaie depete 30 de zile, se consider c se nregistreaz un ciclu lung de producie. innd seama de elementele care intr n structura duratei ciclului de producie, rezult c aceasta se poate exprima astfel: Dcp = tpi + Dct + tpn + ttr + tCTC + ti unde: Dcp = durata ciclului de producie; tpi = timpul de pregtire-ncheiere pe produs; Dct = durata ciclului tehnologic; tpn = durata proceselor naturale; ttr = durata operaiilor de transport intern; tCTC = durata operaiunilor de CTC; ti = timpul de ntreruperi.
DATORAT REGIMULUI DE SCHIMBURI
TIMPUL PENTRU TRANSPORT INTERN
TIMPUL DE PREGTIRE NCHEIERE
DATORAT REGIMULUI DE LUCRU
TIMPUL PENTRU CTC
SISTEME DE ORGANIZARE A PRODUCIEI
6.2. Metode de mbinare n timp a execuiei operaiilor tehnologice
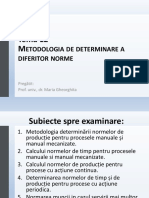
La determinarea duratei ciclului de producie, problema central este legat de stabilirea duratei operaiilor tehnologice, deoarece acestea se pot executa simultan la diferite locuri de munc iar gradul de simultaneitate depinde de metoda folosit pentru mbinarea n timp a operaiilor tehnologice. Prin metoda de mbinare n timp a operaiilor tehnologice se nelege modul n care se organizeaz fluxul tehnologic (efectuarea operaiilor i transportul reperelor dintr-un lot de fabricaie). n practic se utilizeaz trei tipuri de mbinare n timp a operaiilor tehnologice: tipul de mbinare succesiv; tipul de mbinare paralel; tipul de mbinare paralel - succesiv sau mixt. Metoda de mbinare succesiv a operaiilor tehnologice presupune executarea prelucrrii tuturor pieselor din lot la o operaie i numai dup aceea lotul se transport pentru prelucrarea la operaia urmtoare a fluxului tehnologic. Pentru a stabili modul de determinare a duratei ciclului tehnologic prin metoda succesiv vom examina situaia unui lot de trei produse: acesta parcurge un flux tehnologic format din ase operaii cu urmtoarele durate: t1 = 1 or t2 = 2 ore t3 = 3 ore t4 = 1 or t5 = 1 or t6 = 1 or
Operaii 1 2 t1 = 1 1 2 t2 = 2 1 t3 = 3 2 3 3 3
t4 = 1 1 t5 = 2 1 2 3t1 3h 3t2 6h 3t3 9h 3t4 3h 3t5 6h 3t6 3h Ore 3 2 3
Fig. 6.2. Determinarea duratei ciclului tehnologic prin metoda succesiv
Capitolul 6 Sisteme de organizare n timpa producie.Ciclul de producie
Din graficul de mai sus rezult c durata ciclului tehnologic este de 30 de ore. Mrimea segmentului de dreapt ce reprezint aceast durat total se poate stabili ca o sum de segmente astfel: Dct 3 = np ti , unde:
i =1 n
Dct np ti i
= durata ciclului tehnologic n cazul mbinrii succesive; = numrul de produse din lot; = durata operaiei "i" din fluxul tehnologic; = 1 n operaii din fluxul tehnologic.
n
n exemplul nostru: Dct 3 = np ti = 3(1 + 2 + 2 + 1 + 2 + 1) = 30 ore
i =1
Metoda succesiv de mbinare se folosete n condiiile produciei individuale sau de serie mic. Avantajul acestei metode este acela de a permite urmrire relativ simpl a fabricaiei produselor. Dezavantajul folosirii succesive este determinat de:
durata mare a ciclului tehnologic; creterea volumului de producie nedeterminat; scderea vitezei de rotaie a mijloacelor circulante etc. Metoda paralel de mbinare n timp a operaiilor tehnologice presupune o astfel de
organizare a lucrului, nct s se asigure att paralelismul n prelucrarea i transportul fiecrei piese de la prima operaie pn la ultima operaie din fluxul tehnologic. Pentru a respecta cerinele acestei metode, la determinarea grafic a duratei ciclului tehnologic se va proceda astfel:
se va reprezenta prima pies din lot la toate operaiile; se vor reprezenta apoi urmtoarele piese la fiecare operaie n parte.
La operaia principal (operaia cu durata cea mai lung)se asigur continuitatea funcionrii utilajelor pe toat durata prelucrrii lotului. La celelalte operaii, ntre piesele componente ale lotului vor exista staionri de utilaje. Durata acestor staionri (ntreruperi) se calculeaz ca diferena ntre operaia principal i durata fiecrei operaii n parte. Pstrnd datele prezentate pentru metoda anterioar, graficul se prezint astfel:
SISTEME DE ORGANIZARE A PRODUCIEI
1 t1 = 1 1 t2 = 2
t3 = 3
1 1
2 2
t4 = 1 1 t5 = 2 1 t6 = 1 t1 t2 t3 (nt-1) t3 2 t4 t5 3 t6 2 3
3 4
6 7
10
11
12
13
14
15
16
Ore
Fig. 6.3. Determinarea duratei ciclului de producie prin metoda paralel
Din graficul de mai sus rezult c durata ciclului tehnologic este de 16 ore. Pentru a stabili analitic durata ciclului tehnologic se observ suma de segmente componente: Dctr = t1 + t2 + t3 + (np-1)t3 + t4 + t5 + t6 = ti + (np 1) t 3 nlocuind n formul, obinem:
i =1 n
DctP = (1+2+3+1+2+1) + (3-1)3 = 16 ore Generaliznd formula de calcul analitic a duratei ciclului tehnologic prin metoda paralel obinem: Dct P = ti + (np 1)tp, unde :
i =1 n
DctP = durata ciclului tehnologic n condiiile mbinrii paralele; tp = durata operaiei principale (max.) Metoda paralel se aplic n special la producia de mas sau serie mare; principalul ei avantaj const n faptul c se realizeaz cea mai scurt durat a ciclului tehnologic. Dezavantajele se refer la ntreruperile n funcionarea utilajelor i folosirea forei de munc la operaiile ale cror durate sunt mai mici dect timpul operaiei cu durata maxim. Metoda succesiv-paralel (mixt) se caracterizeaz att prin paralelismul prelucrrii diferitelor piese din lot la operaiile de pe fluxul tehnologic - ca n cazul metodei paralele, ct i prin continuitatea prelucrrii ntregului lot la fiecare operaie - caracteristic a metodei succesive.
Capitolul 6 Sisteme de organizare n timpa producie.Ciclul de producie
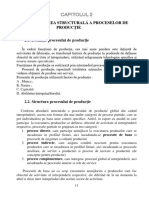
Pentru a se respecta aceste cerine ale metodei paralel - succesive, trebuie s se stabileasc n mod corespunztor, la fiecare operaie tehnologic, momentul nceperii lucrului la prima pies din lot, astfel nct s se asigure continuitate n prelucrarea tuturor pieselor din lot la operaia respectiv. Momentul trecerii primei piese din lot de la o operaie la alta este condiionat la raportul de mrime ntre operaia respectiv i durata operaiei urmtoare. n acest sens pot fi ntlnite trei situaii: cnd durata operaiei urmtoare este mai mere sau egal cu durata operaiei anterioare, deci ti+1 ti ti; cnd durata operaiei urmtoare este mai mic dect durata operaiei anterioare, respectiv ti + 1 ti ti n primul caz, prima pies din lot va trece n prelucrare la operaia urmtoare imediat ce ea i-a terminat prelucrarea la operaia anterioar. n al doilea caz, prima pies din lot, dup ce sa prelucrat la operaia anterioar, va trece n prelucrare la urmtoarea operaie dup un decalaj de timp. Respectarea acestui decalaj ntre momentul terminrii primei piese la operaia anterioar i momentul nceperii prelucrrii piesei respective la operaia urmtoare condiioneaz continuitatea prelucrrii tuturor pieselor din lot la operaia urmtoare. Pentru prezentarea grafic a prelucrrii lotului la o operaie a crei durat este mai mic dect durata operaiei anterioare deci, cazul al doilea, se va reprezenta mai nti ultima pies din lot la operaia respectiv innd cont de faptul c momentul terminrii prelucrrii piesei la operaia anterioar; dup ce s-a reprezentat prelucrarea ultimei piese se va reprezenta n mod retroactiv prelucrarea celorlalte piese din lot, pn la prima pies inclusiv.
operaii 1 t1 = 1 1 t2 = 2 1 t3 = 3 D3-4 t4 = 1 1 t5 = 2 2 3 1 2 3 2 3 2 3 2 3
t6 = 1 t1 t2 t3 D3-4 t4 t5
D5-6 D5-6
3 t6
(np-1)t6
1 2
3 4
6 7
10
11
12
13
14
15
16
17
18
ore
Fig. 6.4. Determinarea duratei ciclului de producie prin metoda mixt
Din grafic rezult c, prin metoda mixt, durata ciclului tehnologic este de 16 ore;
SISTEME DE ORGANIZARE A PRODUCIEI
segmentele ce reprezint aceast durat sunt urmtoarele: Dctm = t1 + t2 + t3 + D3-4 + t4 + t5 + D5-6 + (np-1)t6 + t6 Dct m = ti + D3 4 + D5 6 + (np 1) t 6 unde:
i =1 n
Dctm = durata ciclului tehnologic n condiiile mbinrii mixte; D3-4, D5-6 = decalajele ntre operaia 3 i operaia 4 respectiv ntre operaia 5 i operaia 6 Pentru a calcula segmentele ce reprezint decalajele dintre diferite operaii, vom exemplifica cazul decalajului D3-4. Din grafic rezult c segmentul D3-4 rezult c diferena ntre segmentul ce reprezint prelucrarea piesei nr.2 i a piesei nr.3 la operaia a 3-a i segmentul format din prelucrarea piesei nr.1 i a piesei nr.2 la operaia 4. Deci: D3-4 = (np-1)t3 - np-1)t4 = (np-1)(t3-t4) Generaliznd, relaia pentru calculul decalajelor ntre operaiile i i i+1 este: Di, i+1 = (np-1)[ti-(ti+1)], condiia fiind ti ti+1; Aplicnd formula obinem: D3-4 = (3-1)(3-1) = 4; D5-6 = (3-1)(2-1) = 2; Dctm = (1+2+3+1+2+1) + 4 + 2 + (3-1) = 18 ore Generaliznd relaia pentru calculul duratei ciclului tehnologic prin metoda mixt obinem: Dctm = ti + (np 1) tn + Di, i + 1 unde:
i =1 1 n
tn = durata ultimei operaii din fluxul tehnologic; Di, i + 1 = suma decalajelor ce apar ntre diferite operaii "i" i "i+1", atunci cnd ti ti+1. n practic se mai folosete i o alt relaie pentru calculul duratei ciclului tehnologic prin metod mixt: Dctm = ti + ( tl ts )(np 1) unde:
i =1 n
O operaie "i" se consider timp lung de execuie dac durata ei, respectiv ti, este mai mare dect operaia anterioar i n acelai timp este mai mare dect operaia anterioar i n acelai timp este mai mare sau egal cu operaia urmtoare. Deci condiia ca ti s fie operaie lung este: ti -1< ti ti+1 Operaia ti are timp scurt dac ndeplinete condiiile: ti + 1 t < ti+1 Din formul rezult c operaiile ale cror durate reprezint timpi intermediari ntre duratele operaiilor alturate nu se iau n calcul. Pentru a stabili natura primei operaii, se iau n considerare operaii fictive cu timpi egali cu zero att la nceputul fluxului tehnologic ct i la sfritul lui. n exemplul nostru, timpii lungi sunt t3 i t5 iar timp scurt t4. Aplicnd formula respectiv pentru determinarea duratei ciclului tehnologic, obinem: Dctm = (1+2+3+1+2+1)(3+2-1)(3-1) = 18 ore Metoda mixt se aplic n cazul produciei de serie mijlocie i n unele situaii la
tl = suma timpilor lungi; ts = suma timpilor scuri;
Capitolul 6 Sisteme de organizare n timpa producie.Ciclul de producie
producia de serie mare i mas. Comparnd duratele ciclului tehnologic stabilite prin cele trei metode de mbinare n timp a operaiilor tehnologice rezult c cea mai mic durat se obine n cazul metodei paralele i cea mai mare n cazul metodei succesive. Metoda mixt conduce la o durat intermediar.
S-ar putea să vă placă și
- Managementul Productiei, ProblemeDocument20 paginiManagementul Productiei, ProblemeTannya CioLpan0% (1)
- Proiect Managementul OperationalDocument41 paginiProiect Managementul OperationalAndrada Bostina100% (2)
- Metode Şi Tehnici de Studiu Şi Analiză A Procesului de Producţie Şi A Organizării LuiDocument131 paginiMetode Şi Tehnici de Studiu Şi Analiză A Procesului de Producţie Şi A Organizării Luimrx_alex06Încă nu există evaluări
- Operational REZOLVATEDocument8 paginiOperational REZOLVATEAlina MandarinaÎncă nu există evaluări
- Metode Si Procedee TehnologiceDocument89 paginiMetode Si Procedee TehnologiceManga Tiberiu100% (1)
- Metode de Organizare A Producţiei de BazǎDocument53 paginiMetode de Organizare A Producţiei de BazǎRomina SavuleacÎncă nu există evaluări
- Proiect IC RebutDocument11 paginiProiect IC RebutMihai DragutÎncă nu există evaluări
- Ciclul de ProductieDocument9 paginiCiclul de Productietihonandrei22100% (2)
- Organizarea in Timp A FabricatieiDocument38 paginiOrganizarea in Timp A FabricatieiIrina BaltagÎncă nu există evaluări
- Ciclul de ProductieDocument3 paginiCiclul de ProductieMonella MonellaÎncă nu există evaluări
- Curs 9Document6 paginiCurs 9Gabriela MihalceaÎncă nu există evaluări
- Ciclul de ProductieDocument25 paginiCiclul de ProductieEddy EduardÎncă nu există evaluări
- Tema 4 Ciclul de ProductieDocument7 paginiTema 4 Ciclul de ProductieBusiness AdministrareÎncă nu există evaluări
- Proiect Managementul ProductieiDocument18 paginiProiect Managementul Productieiraluca_ralu_500% (1)
- Tema 7-10Document37 paginiTema 7-10Cernei IonÎncă nu există evaluări
- Curs 5Document3 paginiCurs 5Elaborare ProiecteeuropeneÎncă nu există evaluări
- Procesul TehnologicDocument5 paginiProcesul Tehnologicirinuca92Încă nu există evaluări
- Forme de Organizare A Producţiei În Flux În Diverse Ramuri Ale Eco Pana La 61Document9 paginiForme de Organizare A Producţiei În Flux În Diverse Ramuri Ale Eco Pana La 61Johnny MountainÎncă nu există evaluări
- Calculul Normelor de MuncaDocument7 paginiCalculul Normelor de MuncaRoxana MerluscaÎncă nu există evaluări
- Ciucioi ArianaDocument8 paginiCiucioi ArianaAlina StănișorÎncă nu există evaluări
- 32 Normarea TehnicaDocument6 pagini32 Normarea TehnicaAnonymous LS9nXR60100% (1)
- Man ProdDocument2 paginiMan ProdMarina ZagoreţÎncă nu există evaluări
- Curs Nr.1 2 3 4 TCM 1.unitbvDocument125 paginiCurs Nr.1 2 3 4 TCM 1.unitbvMatthew Reed100% (1)
- Calculul Normelor de Timp La MontajDocument7 paginiCalculul Normelor de Timp La MontajPurdea BogdanÎncă nu există evaluări
- Procesul de Productie IndustrialDocument17 paginiProcesul de Productie IndustrialNemes MariaÎncă nu există evaluări
- Managementul OperationalDocument43 paginiManagementul OperationalDanilaEvelinaÎncă nu există evaluări
- Tema 11. Calculul Normelor de MuncaDocument5 paginiTema 11. Calculul Normelor de Muncaneaguion89Încă nu există evaluări
- AsamblareDocument18 paginiAsamblareGeorgicaÎncă nu există evaluări
- Calculul Normelor de MuncăDocument14 paginiCalculul Normelor de MuncăPopescu Claudiu-NarcisÎncă nu există evaluări
- MPT Curs CompletDocument307 paginiMPT Curs CompletAndreiÎncă nu există evaluări
- Metode Si Procedee TehnologiceDocument89 paginiMetode Si Procedee TehnologiceJohn GaleÎncă nu există evaluări
- Normarea Tehnica În Constructia de MasiniDocument11 paginiNormarea Tehnica În Constructia de MasiniCorobceanu MarinaÎncă nu există evaluări
- Management Operational REZOLVATEDocument13 paginiManagement Operational REZOLVATElovsetnehes3850Încă nu există evaluări
- Organizarea Fabricarii Produselor Dupa Metoda Productiei IndividualeDocument5 paginiOrganizarea Fabricarii Produselor Dupa Metoda Productiei IndividualeVlad ScortanuÎncă nu există evaluări
- Metode Si Procedee TehnologiceDocument89 paginiMetode Si Procedee TehnologiceBogdan Iulian ScarlatÎncă nu există evaluări
- Organizarea Activitatii de Productie Sub Forma Productiei in FluxDocument3 paginiOrganizarea Activitatii de Productie Sub Forma Productiei in FluxAlexandra MihălţeanuÎncă nu există evaluări
- Normarea Muncii (2021 - 03 - 21 16 - 41 - 02 UTC)Document35 paginiNormarea Muncii (2021 - 03 - 21 16 - 41 - 02 UTC)Florin DamaroiuÎncă nu există evaluări
- Tema 12 - METODOLOGIA DETERMINARII NORMELORDocument22 paginiTema 12 - METODOLOGIA DETERMINARII NORMELORNataliaÎncă nu există evaluări
- Sisteme de ProductieDocument19 paginiSisteme de Productiejeni_janeÎncă nu există evaluări
- Fileshare - BUN - Managementul Productiei - MATEESCU, OPREA CIOPI MIHAELADocument78 paginiFileshare - BUN - Managementul Productiei - MATEESCU, OPREA CIOPI MIHAELAWilliam JonesÎncă nu există evaluări
- Referat ProductiaDocument7 paginiReferat ProductiaAdriana TudoracheÎncă nu există evaluări
- Managementul Productiei Tema de Casa 1Document18 paginiManagementul Productiei Tema de Casa 1goe89Încă nu există evaluări
- Tema 4.Document12 paginiTema 4.Aliona SudituÎncă nu există evaluări
- Curs 3Document24 paginiCurs 3Marius George MitranÎncă nu există evaluări
- Productie - Teorie - ConspectDocument7 paginiProductie - Teorie - ConspectAlexia VelceaÎncă nu există evaluări
- Organizarea Sistemelor de ProductieDocument34 paginiOrganizarea Sistemelor de Productiepiri90_07Încă nu există evaluări
- Tema 10. Procesul de ProductieDocument9 paginiTema 10. Procesul de ProductieTurcu CristinaÎncă nu există evaluări
- Managementul Productiei 2018-2019Document92 paginiManagementul Productiei 2018-2019Darkage100% (1)
- Tema 1 - Organizarea Structurală A Proceselor de ProductieDocument18 paginiTema 1 - Organizarea Structurală A Proceselor de ProductieIonela EneÎncă nu există evaluări
- Curs 4Document58 paginiCurs 4ILIE-ADRIAN BOLATAÎncă nu există evaluări
- Proces TehnologicDocument7 paginiProces TehnologicIoan BilcuÎncă nu există evaluări
- Documentația TehnologicăDocument12 paginiDocumentația TehnologicăDanilaEvelina100% (1)
- Metode de AsamblareDocument31 paginiMetode de AsamblareIuliaMihaila100% (1)
- Metode Si Procedee TehnologiceDocument89 paginiMetode Si Procedee TehnologicerazvanfilipsÎncă nu există evaluări
- Cartografierea fluxului de valoare: Reducerea deșeurilor și maximizarea eficiențeiDe la EverandCartografierea fluxului de valoare: Reducerea deșeurilor și maximizarea eficiențeiÎncă nu există evaluări
- Îmbunătățiți-vă afacerea prin Kaizen: Schimbări mici, recompense mariDe la EverandÎmbunătățiți-vă afacerea prin Kaizen: Schimbări mici, recompense mariÎncă nu există evaluări
- Gruparea OţelurilorDocument6 paginiGruparea OţelurilorValentin RadulescuÎncă nu există evaluări
- Influenta Lementelor de AliereDocument1 paginăInfluenta Lementelor de AliereValentin RadulescuÎncă nu există evaluări
- Metalurgia OteluluiDocument76 paginiMetalurgia OteluluiValentin RadulescuÎncă nu există evaluări
- Oteluri InoxidabileDocument6 paginiOteluri InoxidabileValentin RadulescuÎncă nu există evaluări
- Indici de SudabilitateDocument4 paginiIndici de SudabilitateValentin RadulescuÎncă nu există evaluări
- Cap 4.3 IWE NouDocument17 paginiCap 4.3 IWE NouValentin RadulescuÎncă nu există evaluări
- Cap 4.8 IWE NouDocument9 paginiCap 4.8 IWE NouValentin RadulescuÎncă nu există evaluări
- Cap 4.2 IWSDocument18 paginiCap 4.2 IWSValentin RadulescuÎncă nu există evaluări
- Cap 4.6 IWSDocument8 paginiCap 4.6 IWSValentin RadulescuÎncă nu există evaluări
- Cap 4.1 IWE NouDocument28 paginiCap 4.1 IWE NouValentin RadulescuÎncă nu există evaluări
- Cap 3.9 IWEDocument9 paginiCap 3.9 IWEValentin RadulescuÎncă nu există evaluări
- Cap 3.1 IWSDocument5 paginiCap 3.1 IWSValentin RadulescuÎncă nu există evaluări
- Recipiente Sub PresiuneDocument30 paginiRecipiente Sub PresiuneValentin RadulescuÎncă nu există evaluări
- Cap 3 2 2IWEDocument23 paginiCap 3 2 2IWEValentin RadulescuÎncă nu există evaluări