S-ar putea să vă placă și
- Proi ECT: Echip Ament EDE Fabri CareDocument11 paginiProi ECT: Echip Ament EDE Fabri CareGabriel BodeaÎncă nu există evaluări
- Proiect EF Ionut Final Corectat (Repaired) (Repaired)Document32 paginiProiect EF Ionut Final Corectat (Repaired) (Repaired)Iorga AlexandruÎncă nu există evaluări
- Proiect EF Ionut Final CorectatDocument30 paginiProiect EF Ionut Final CorectatIorga AlexandruÎncă nu există evaluări
- Indrumar EF An 4Document1 paginăIndrumar EF An 4callmemastÎncă nu există evaluări
- Proiect EFDocument19 paginiProiect EFCiric Mihai KaluÎncă nu există evaluări
- Indrumar EF An 4 AA 2023Document1 paginăIndrumar EF An 4 AA 2023AlexTrandafir100% (1)
- Model 1Document17 paginiModel 1Gabriel BodeaÎncă nu există evaluări
- Caiet Proiect Dispozitive - Exemplu de CompletareDocument20 paginiCaiet Proiect Dispozitive - Exemplu de CompletareDrD3ViL100% (1)
- Model 1Document17 paginiModel 1Iorga AlexandruÎncă nu există evaluări
- Proiect Echipamente de FabricareDocument21 paginiProiect Echipamente de Fabricarecotescu stefan100% (1)
- Indr Lucrari DispozitiveDocument109 paginiIndr Lucrari DispozitiveRares BancÎncă nu există evaluări
- Curs - Dispo Continuare 0Document97 paginiCurs - Dispo Continuare 0Mihaela IosofÎncă nu există evaluări
- Caiet de Proiect DT2 2022-2023 - TITU A MihailDocument43 paginiCaiet de Proiect DT2 2022-2023 - TITU A MihailDorina IliutÎncă nu există evaluări
- Lucrarea Nr. 2Document26 paginiLucrarea Nr. 2Cristina MarinescuÎncă nu există evaluări
- Analiza Cu Elemente Finite I laborator-COPILUSI PETRE CRISTIAN PDFDocument138 paginiAnaliza Cu Elemente Finite I laborator-COPILUSI PETRE CRISTIAN PDFRobyy RobyyÎncă nu există evaluări
- Proiect DispozitiveDocument23 paginiProiect DispozitiveCiobanu DragosÎncă nu există evaluări
- DISERTATIE-13.06.2012aa ... AnielDocument73 paginiDISERTATIE-13.06.2012aa ... AnielOctavian CiocoiÎncă nu există evaluări
- UNIVERSITATEA TRANSILVANIA DIN BRAŞOV Proiect OMDocument28 paginiUNIVERSITATEA TRANSILVANIA DIN BRAŞOV Proiect OMalexÎncă nu există evaluări
- Indicatii Metodice - PACPTDocument60 paginiIndicatii Metodice - PACPTCristin PasatÎncă nu există evaluări
- Proiect TCMUPSDocument44 paginiProiect TCMUPSCosmin PopescuÎncă nu există evaluări
- 11 Aplicatia 12 3D Antebratul RobotuluiDocument6 pagini11 Aplicatia 12 3D Antebratul RobotuluiAlexandru BocoșÎncă nu există evaluări
- Exemplu Proiect Proiectarea DispozitivelorDocument22 paginiExemplu Proiect Proiectarea DispozitivelorSilvia Trandafir100% (1)
- Elemente de Calcul 2020-2021 Sem IIDocument26 paginiElemente de Calcul 2020-2021 Sem IIflorinÎncă nu există evaluări
- Manual FTOOLL - Exemplu Linii de InfluentaDocument24 paginiManual FTOOLL - Exemplu Linii de InfluentaStaicu OvidiuÎncă nu există evaluări
- Indrumator ProiectDocument192 paginiIndrumator ProiectNicu TudosaÎncă nu există evaluări
- 06 Aplicatia 01 3D CaptorDocument7 pagini06 Aplicatia 01 3D CaptorAlexandru BocoșÎncă nu există evaluări
- Proiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaDocument140 paginiProiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaAndrei MunteanuÎncă nu există evaluări
- DT P GeanaDocument22 paginiDT P GeanaxTr - SilenTÎncă nu există evaluări
- Grinda Cu ZabreleDocument4 paginiGrinda Cu ZabreleAlex M. IvanÎncă nu există evaluări
- Proiect PDTDocument36 paginiProiect PDTFoxiss100% (1)
- TPR - Pantaia 2022Document41 paginiTPR - Pantaia 2022Stefan PantaiaÎncă nu există evaluări
- Proiect TCMUPSDocument69 paginiProiect TCMUPSBotezatu CristinaÎncă nu există evaluări
- A.N.S.Y.S Proiect Barbarosie DanielDocument14 paginiA.N.S.Y.S Proiect Barbarosie Danieldanyan92Încă nu există evaluări
- Aplicatia 04 CATIADocument6 paginiAplicatia 04 CATIAAndreeaÎncă nu există evaluări
- Senzori VizualiDocument28 paginiSenzori VizualiAndrei AndreiuTzÎncă nu există evaluări
- Proiect DispozitiveDocument14 paginiProiect DispozitiveFlorentinaÎncă nu există evaluări
- Ptac l11Document10 paginiPtac l11Irina BesliuÎncă nu există evaluări
- 9 - M5. Stagii de Practică - CDL - IIC - Gr.2Document5 pagini9 - M5. Stagii de Practică - CDL - IIC - Gr.2Irimia AlexandruÎncă nu există evaluări
- Proiectare Proces Tehnologic de Fabricare A Reperului Cadru SuportDocument91 paginiProiectare Proces Tehnologic de Fabricare A Reperului Cadru SuportAldea IonutÎncă nu există evaluări
- Mef CatiaDocument40 paginiMef CatiaSynbedÎncă nu există evaluări
- Temă IDocument2 paginiTemă IamoskleinÎncă nu există evaluări
- TFP 1-Ghid - TCDocument102 paginiTFP 1-Ghid - TCMaria Valeria RaduÎncă nu există evaluări
- Exemplu Proiect PPS2Document62 paginiExemplu Proiect PPS2Andrei Trocaru100% (2)
- Curs Proiectarea AlgDocument27 paginiCurs Proiectarea AlgLucian DulgheruÎncă nu există evaluări
- Cruce Cardanicacruce CardanicaDocument21 paginiCruce Cardanicacruce CardanicaFleancu CristianÎncă nu există evaluări
- Proiect OMDocument22 paginiProiect OMAannaa AnamariaÎncă nu există evaluări
- Exemplu Proiect TCM 20161Document21 paginiExemplu Proiect TCM 20161Bogdan ScutaruÎncă nu există evaluări
- Model Proiectare MenghinaDocument103 paginiModel Proiectare MenghinaadinaÎncă nu există evaluări
- Tehnologia Fabricarii ProduselorDocument77 paginiTehnologia Fabricarii ProduselorMuadDibPaul33100% (1)
- Proiect Organe de MasiniDocument31 paginiProiect Organe de Masini83n14m1nÎncă nu există evaluări
- Sistem de Orientare Tip Platforma StewartDocument8 paginiSistem de Orientare Tip Platforma Stewartilie_ion_12Încă nu există evaluări
- Curs Tfac7Document19 paginiCurs Tfac7Marian Cosmin100% (1)
- Planificare Calendaristică AN ŞCOLAR 2023-2024: Nr. Crt. 1. Cunoștințe IPDocument7 paginiPlanificare Calendaristică AN ŞCOLAR 2023-2024: Nr. Crt. 1. Cunoștințe IPcristina.belecciuÎncă nu există evaluări
- Tema Dispozitive Tehnologice Voinea VasileDocument21 paginiTema Dispozitive Tehnologice Voinea VasileVoinea VasileÎncă nu există evaluări
- Cursul 8Document15 paginiCursul 8Ionescu EdwardÎncă nu există evaluări
- LXX Bodea Gabriel-Marian OPRAN ConstantinDocument6 paginiLXX Bodea Gabriel-Marian OPRAN ConstantinGabriel BodeaÎncă nu există evaluări
- Managementul Timpului - ReferatDocument9 paginiManagementul Timpului - ReferatCilcic RobertÎncă nu există evaluări
- BODEA Gabriel-Marian Test BCExp-2023Document10 paginiBODEA Gabriel-Marian Test BCExp-2023Gabriel BodeaÎncă nu există evaluări
- Proces Verbal Tabere REI 2023 19.06.2023 Afisare SiteDocument2 paginiProces Verbal Tabere REI 2023 19.06.2023 Afisare SiteGabriel BodeaÎncă nu există evaluări
- Plan Radu Tudoran (1) (1) LicentaDocument62 paginiPlan Radu Tudoran (1) (1) LicentaGabriel BodeaÎncă nu există evaluări
- 2021-2022_Anul_III_L_2021-2022Document4 pagini2021-2022_Anul_III_L_2021-2022Gabriel BodeaÎncă nu există evaluări
- Laborator 1,2 T8Document12 paginiLaborator 1,2 T8Gabriel BodeaÎncă nu există evaluări
- L8 CopieDocument1 paginăL8 CopieGabriel BodeaÎncă nu există evaluări
- Curs SA NR 4Document11 paginiCurs SA NR 4Gabriel BodeaÎncă nu există evaluări
- Proiect Scule AschietoareDocument13 paginiProiect Scule AschietoareTanase Constantin100% (2)
- Factura Proforma: Furnizor Client SAGA Software S.R.L. Bodea AnisoaraDocument1 paginăFactura Proforma: Furnizor Client SAGA Software S.R.L. Bodea AnisoaraGabriel BodeaÎncă nu există evaluări
- Proiect de Lectie-Bodea Gabriel-Marian 632AA CopieDocument9 paginiProiect de Lectie-Bodea Gabriel-Marian 632AA CopieGabriel BodeaÎncă nu există evaluări
- Managementul Timpului - ReferatDocument9 paginiManagementul Timpului - ReferatCilcic RobertÎncă nu există evaluări
- Proces Verbal Tabere REI 2023 19.06.2023 Afisare SiteDocument2 paginiProces Verbal Tabere REI 2023 19.06.2023 Afisare SiteGabriel BodeaÎncă nu există evaluări
- I. Consideraţii Generale Scurt IstoricDocument213 paginiI. Consideraţii Generale Scurt IstoricGabriel BodeaÎncă nu există evaluări
- Cercetare Bce - Bodea Gabriel - Marian 641aaDocument24 paginiCercetare Bce - Bodea Gabriel - Marian 641aaGabriel BodeaÎncă nu există evaluări
- Laborator 1,2 T8Document12 paginiLaborator 1,2 T8Gabriel BodeaÎncă nu există evaluări
- LXX Bodea Gabriel-Marian OPRAN ConstantinDocument6 paginiLXX Bodea Gabriel-Marian OPRAN ConstantinGabriel BodeaÎncă nu există evaluări
- BODEA Gabriel-Marian Test BCExp-2023Document10 paginiBODEA Gabriel-Marian Test BCExp-2023Gabriel BodeaÎncă nu există evaluări
- Ghid Practica 2021-2022-POSTAREDocument71 paginiGhid Practica 2021-2022-POSTAREGabriel BodeaÎncă nu există evaluări
- Cap. 1 - Echipamente de Fabricare 2 Aspecte Organizatorice Ale Activităților (Ef 2) / 2022-2023 CursDocument222 paginiCap. 1 - Echipamente de Fabricare 2 Aspecte Organizatorice Ale Activităților (Ef 2) / 2022-2023 CursGabriel Bodea0% (1)
- Proiect Tehnologii de Fabricare ElectroeroziveDocument23 paginiProiect Tehnologii de Fabricare ElectroeroziveGabriel BodeaÎncă nu există evaluări
- Desen Ansamblu DispozitivDocument1 paginăDesen Ansamblu DispozitivGabriel BodeaÎncă nu există evaluări
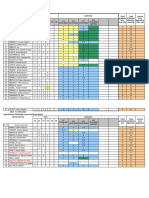
- Total 138 118 100 136: Evaluare Cultura ManagerialaDocument16 paginiTotal 138 118 100 136: Evaluare Cultura ManagerialaGabriel BodeaÎncă nu există evaluări
- Ef 2 - T8.dof-10 - 14.03Document12 paginiEf 2 - T8.dof-10 - 14.03Gabriel BodeaÎncă nu există evaluări
- Proiect TDPRDocument48 paginiProiect TDPRGabriel BodeaÎncă nu există evaluări
- L 1 - Fisa PT Copii - Ce Este Un Calculator Si Care Sunt Partile Lui ComponenteDocument1 paginăL 1 - Fisa PT Copii - Ce Este Un Calculator Si Care Sunt Partile Lui ComponenteGabriel BodeaÎncă nu există evaluări
- Indicații L1-L2Document1 paginăIndicații L1-L2Vladut BZVÎncă nu există evaluări