Documente Academic
Documente Profesional
Documente Cultură
Asigurarea Calitatii Produselor - Curs
Încărcat de
Ramona Ariton0 evaluări0% au considerat acest document util (0 voturi)
63 vizualizări53 paginiasisgurarea calitatii produselor textile
Titlu original
Asigurarea Calitatii Produselor.curs
Drepturi de autor
© © All Rights Reserved
Formate disponibile
DOC, PDF, TXT sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentasisgurarea calitatii produselor textile
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd
0 evaluări0% au considerat acest document util (0 voturi)
63 vizualizări53 paginiAsigurarea Calitatii Produselor - Curs
Încărcat de
Ramona Aritonasisgurarea calitatii produselor textile
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd
Sunteți pe pagina 1din 53
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
1.Orientri privind definirea calitii n condiiile implementrii sistemelor
calitate
n ultimele decenii, modul de abordare al conceptului de calitate a u!erit
numeroae c"imb#ri, principalii !actori implica$i %n modi!icarea opticii depre
produul de %mbr#c#minte !iind pre&enta$i %n !i'ura()(
Figura 1. *actori ce modi!ic# optica pri+itoare la calitatea %mbr#c#mintei
De!ini$iile date calit#$ii re!lect# urm#toarele orient#ri,
Indi!erent de orientarea abordat# pentru de!inirea calit#$ii, e pot inteti&a, at-t
asemnri, c-t .i deosebiri.
Asemnrile relie!ea&# c#,
termenul de calitate pro+ine din limba latin#, /0ualita1 %nemn-nd /!el de a !i12
calitatea ete cartea de +i&it# cu care o !irm# e pre&int#2
pentru produe, calitatea nu ete o no$iune abolut#, determin-nd /m#ura1 %n care
produele ati!ac cerin$ele bene!iciarilor .i !iind rodul unor preocup#ri de concep$ie,
e3ecu$ie, e3pediere( De aici re&id# caracterul dinamic i relativ al calit#$ii
atunci c-nd ete necear# o e+aluare te"nic#, termenii utili&a$i unt /ni+el de calitate1
sau calitate relativ.
Diferenierile re&id# tocmai din +i&iunea di!erit# aupra calit#$ii .i permit identi!icarea
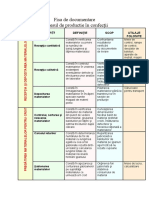
unor !a$ete ale calit#$ii 4!i'ura 56, percepute de pe po&i$ia celor implica$i %n,
proceul de !abricare7+-n&are2
utili&are a produelor de %mbr#c#minte
Adela *lorea )
Orient\ ri
`n
abordarea
calit\ ]ii
orientarea transcendent\ (calitatea este o no]iune abstract\ , nem\ surabil\ );
spre produs (ia `n considerare performan]ele produsului);
spre proces (conformitatea cu specifica]iile Crosby);
spre costuri (excelen]a pe care mi-o pot permite);
spre utiliator (fitness for use !uran);
spre satisfacerea simultan\ a cerin]elor de utilitate, de ecolo"ie, #i de
protec]ie a s\ n\ t\ ]ii purt\ torului ( pierderea pro$ocat\ societ\ ]ii `ncep%nd
cu li$rarea produsului &a"uc'i)
Factori ce determin\
modificarea opticii asupra
calit\ ]ii `mbr\ c\ mintei
Fenomen concuren]ial
"lobaliare;
utila(e #i te'nolo"ii a$ansate;
timpi redu#i pentru ino$are;
cre#terea presiunii costurilor
Nevoile clien]ilor
concordan]\ cu linia
modei;
plurifun]ionalitate;
fiabilitate m\ rit\ ;
mentenabilitate;
pre]uri a$anta(oase
Norme europene pentru calitate
prote(area s\ n\ t\ ]ii;
protec]ia mediului,
Obiectivele societ\ ]ii
comerciale
ima"ine bun\ pe pia]\ ;
flexibilitate la cerin]ele
pie]ei;
ni$el de calitate optim;
eficien]\ economic\ ;
rentabilitate;
umanism
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Figura 2(8odalit#$i de percep$ie a calit#$ii
Se identi!ic# at!el punctele de +edere di+er'ente ale utili&atorilor, ditribuitorilor
.i produc#torilor, doar prin cuno.terea .i armoni&area %ntre'ului comple3 de abord#ri
put-ndu7e conduce pro!undul proce de tran!ormare a %ntreprinderii, necear
%mbun#t#$irii continue 4!i'(96(
Figura 3.
Domeniul de
interac$iune
+i&-nd
ai'urarea
unei concep$ii
unitare
aupra calit#$ii produelor de %mbr#c#minte
Pentru produc#tori, armoni&area acetor di+er'en$e e reali&a&# prin tratarea
comple3# a calit#$ii, identi!ic-ndu7e drept direc$ii de abordare, !a$etele urprine %n
!i'ura :,
Adela *lorea
C
)
*
+
&
)
&
,
-erforman]e
Caracteristici .urabilitate
/iabilitate
,stetic\
Conformitate
0#urin]a
`ntre]inerii
Calitate perceput\
calitatea prin prisma utiliatorului calitatea prin prisma produc\ torului
calitatea prin prisma distribuitorului
calitatea prin prisma utiliatorului
-roduc\ tor
Comer]-ma"aine
0tiliator
evaluare tehnic\
indicatori economici
evaluare mixt\
recep]ie final\
tehnic\ [i
comercial\ a
produselor
stadiile calitati$e ale
produsului
fibr\
suprafa]\
textil\
produs
1i(loace #i procedee te'nice
date te'nice
evaluare
global\ ,
[i pe zone a
produsulor
.omeniul de comunicare pri$ind criteriile de calitate
norme interne, standarde
+2O, informa]ii despre
produs
2imboluri pentru `ntre]inerea produsului textil
5
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Figura 4.*a$ete ale calit#$ii
Re!eritor la acti+it#$ile neceare ob$inerii produelor, acetea unt urprine %n
modelul conceptual denumit /cercul au bucla calitatii1 4!i'ura ;6
PRE PIA
TERMEN MOD
Calitatea
produsului
Calitatea
concep]iei
Calitatea
proiect\ rii
Calitatea
planific\ rii
produc]iei
Calitatea
materialelor
Calitatea
fabrica]iei
Calitatea
transportului
intern
Calitatea
ser$ice-ului
Calitatea
$erific\ rilor
Calitatea
transportului
c\ tre client
Calitatea
depoit\ rii
#i expedierii
Orientarea reclamei
produsului dup\ calitate
Planificarea [i
dezvoltarea produsului
Preg\tirea
fabrica]iei de serie
Aprovizionare
Planificarea [i
dezvoltarea procesului
Evaluarea
nivelului calit\]ii
produc]iei
Produc]ie
Depozitarea
produselor finite
V=nz\ri [i
distribu]ie
3einte"rare
`n natur\
Service
postv=nz\re
Evaluarea
nivelului
produsului
A!"#
"NFO$%A$&
!O'%&N#A$&
'O(#$"
'O%N"'A$&
"N(#$"$&
!ercetare [i studiul
pie]ei
Figura Cercul calit\ ]ii conform standardului +2O 4556-789
Pentru de!#.urarea reproductibil# a acti+it#$ilor enumerate ete necear un
sistem de asigurare a calitii, o particulari&are pentru con!ec$ii !iind pre&entat# %n
!i'ura <(
Adela *lorea
Fa]ete ale calit\ ]ii
'alitate
strategic\
(mana"ement strate"ic)
'alitate
comercial\
'alitate
economic\
(costurile calit\ ]ii)
'alitate
industrial\
(calitate statistic\ )
'alitate
socio)organizatoric\
strate"ii proprii pentru:
ob]inere de produse
calitati$e, la timp #i
`n condi]ii de
eficien]\ economic\ ;
crearea moti$a]iei
muncii pentru
colaboratori;
]inerea sub control a
proceselor8
poi]ia firmei
pe pia]\ ;
c%#ti"area
pie]elor de
desfacere;
satisfacerea
clien]ilor;
estimarea
costurilor
produselor;
depistarea #+
eliminarea
c'eltuielilor
"enerate de
noncalitate ;
economii prin
depistarea
deficien]elor
control recep]ie,
pe fluxul de
fabrica]ie #i a
prdusului final
prin m\ surare #i
estimare
statistica
neconformit\ ]ilor
statistica
reclama]iilor
conducerea "eneral\
#i pe se"mente de
proces a reali\ rii
sarcinilor referitoare
la calitate
or"aniarea locurilor
de munc\
satisfac]ia
colaboratorilor
9
Fig. 5 Cercul calit=>ii con!orm tandardului ISO ?@@:7)(5
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Adela *lorea
ciclul de via]\ al
produsului
ne$oi sociale #i de
pia]\
pro"naoe #i
strate"ii de
de$oltare
proiectarea
prototipului
execu]ia
prototipului
proiectarea
ate'nolo"ic\
ba\ de
date
produse
produs solicitat
omolo"area
prototipului
fabrica]ia
atestarea pre"\ rtirii
fabrica]iei
omolo"area seriei
ero
e$aluarea furniorilor
ale"erea metodelor
de fabrica]ie
indicatori sintetici
ai calit\ ]ii
definirea onelor
critice ale produsului
definirea condi]iilor
referitoare la calitate
`ntocmire specifica]ii
ale"erea metodelor
de control
elaborarea
te'nolo"iilor de
control
dot\ ri te'nolo"ice #i
er"onomice
construirea
calit\ ]ii
atestarea
calit\ ]ii
prevenire evaluare atestare
ba\ de
date
produse
pre"\ tirea
fabrica]iei
recep]ia
autocontrol (disciplin\
te'nolo"ic\ )
controlul calit\ ]ii pe
flux
controlul calit\ ]ii
produsului finit
analia capabilit\ ]ii
proceselor
indicatori sintetici ai
calit\ ]ii
"estiunea costurilor
raport lunar referitor
la calitate
`nre"istr\ ri
referitoare la calitate
ba\ de
date
fabrica]ie
m\ suri corecti$e
m\ suri de perfec]ionare
produs
m\ suri de perfec]ionare
proces
indicatori sintetici ai
calit\ ]ii
ba\ de
date
produse
:
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Adela *lorea ;
circuitul in!orma>iilor Antre ba&ele de date
le'=tura etap=7!unc>iune calitate
ucceiunea etapelor de reali&are a produelor
produelorproduelorunui produ
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
exploatarea
produsului
ambalarea
#i li$rarea
analia reclma]iilor
controlarea
condi]iilor de
depoitare #i de
transport
ambalarea conform
specifica]iilor
urm\ rirea produselor
`n exploatare
ba\ de date pentru
reconceptualiarea
produsului
instruc]iuni de
exploatare
ser$ice
Figura 6 Sitem de ai'urare a calit#$ii pentru con!ec$ii
n acet item, !iec#rei etape din ciclul de +ia$# al unui produ %i corepund
!unc$iuni de ai'urare a calit#$ii, di!eren$iate %n, !unc$iuni de construire, de atestare i
de mbuntire.
Aciunile de construire a calitii e de!#.oar# imultan cu acti+it#$ile derulate
de itemul te"nico7te"nolo'ic .i e materiali&ea&# prin proceduri care +i&ea&#
corectitudinea acetora din punct de +edere al de!inirii calit#$ii(
Activitile de atestare e contreti&ea&# prin anali&a .i +alidarea lor, %n ca&ul
coreponden$ei cu peci!ica$iile( E3emplu de acti+it#$i de atetare, omolo'#ri, a+i&#ri,
audituri, certi!ic#ri(
Activitile de mbuntire re!lect#, de !apt, c"iar copul urm#rit de itemul
calit#$ii .i au drept e!ect ati!acerea la ni+el uperior a cerin$elor utili&atorilor(
Deoarece, %n cadrul creat de implementarea unui item al calit#$ii procesul de
producie nu se poate izola de metodele i mijloacele de conducere, realizarea
performanei acestora implic, din punct de vedere tehnic, trei stadii, tratate ca
procese interdependente:
asigurarea i meninerea sub control a calitii materiilor prime;
asigurarea i meninerea sub control a calitii proceselor;
asigurarea i meninerea sub control a calitii produselor.
De.i e men$ionea&# ambele tipuri de acti+it#$i, cele de ai'urare le includ
implicit .i pe cele de control, repre&ent-nd de !apt p#r$i indetructibile ale aceluia.i(
onsider!nd fiecare stadiu un proces n sine, n vederea eliminrii
activitilor care nu adau" valoare, este necesar s fie asi"urat transparena
proceselor aferente fiecrui stadiu
n acet en, capitolele care urmea&# +i&ea&# acti+it#$ile derulate pentru
reali&area unui produ %n con!ormitate cu pre+ederile unui manual al calit#$ii(
Adela *lorea <
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
2. Calitatea programat
Calitatea programat re&ult#, pe de7o parte, pe ba&a neceit#$ilor clientului, iar
pe de alt# parte, pe ba&a poten$ialului te"nic .i uman al produc#torului .i e
concreti&ea&# %n documenta$ie corepun&#toare( Bi+elul tabilit de c#tre %ntreprinderea
care reali&ea&# produul, %n !a&a de proiect al produului au de model omolo'at,
Calonea&# ni+elul calit#$ii +iitoarelor loturi de proidue
2.1. efinirea calitii proiectului produselor pantaloni i a specificaiilor;
stabilirea !onelor critice ale produsului
alitatea produsului e3prim# 'radul de %ndeplinire a !unc$iilor impue de
detina$ia a, pentru a ati!ace cerin$ele conumatorilor(
Pentru tranpunerea neceitatilor utili&atorilor in mauri cuanti!icabile la ni+elul
&onelor /critice1 percepute de utili&atori, producatorii de confectii descompun
generic produsele in elementele lor constituente, introducand anali!a pe elemente de
produs. Zonele de produs care au o pondere maximima n perceperea calitii
elementelor de produs se numesc zone critice pentru criteriul repecti+(
Aceste zone trebuie sa raspunda unor criterii diverse: estetice, de fiabilitate, de
mentenabilitate, de siguranta in timpul purtarii, de confort termofi!iologic si
psi"osen!orial.
Percep$ia calit#$ii produelor pe criteriul siguranei n exploatare are en
numai %n ca&ul ec"ipamentelor de protec$ie pentru medii peciale .i nu este
difereniat pe !one.
n ca&ul celorlalte criterii de percepere a calit#$ii, fiecare !on a produsului
contribuie n mod diferit la perceperea calitii.
Identitatea &onelor critice %n percep$ia calit#$ii produelor ete di!erit# pe tipuri
de produe( Literatura de pecialitate diferentia!a aceste !one dupa: vi!ibilitate, nivelul
de solicitare in timpul purtarii si po!itionarea in raport cu corpul.
Ca linie 'enerala e contata ca,
perceptia estetica a zonelor produselor este mai accentuata functie de vizibilitatea
acesteia#
perceptia fiabilitatii este dependenta de "radul de solicitare al produsului in timpul
purtarii#
perceptia prin prima criteriilor de confort psihosenzorial si de si"uranta in purtare
este mai accentuata la zonele de produs care sunt in contact direct cu corpul#
Pentru pantaloni &onele critice unt urprine in !i'ura D,
Pot !i coniderate drept &one critice ale pantalonilor din punct de +edere
al calitatii estetice$litul, betelia, !ata produului, bu&unarele2
al fiabilitatii$itemul de %nc"idere, linia de imetrie a patelui, bu&unarele#
al mentenabilitatii7terminatia in!erioara, pun'ile bu&unarelor2
Adela *lorea D
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
al confortului$re&er+ele de coaere %n &ona uperioara a pantalonului#
)(betelia
5( litul
9(!aldul
:( bu&unarul lateral
;( dun'a
<('aicile
D(linia de imetrie a patelui
E(pena de la patele pantalonilor
?(dun'a pantalonilor la pate
)@(imbinarea de pe linia laterala
))(imbinarile de pe cuaturile interioare
)5( terminatia
Figura . Fonele critice ale pantalonilor
#$igena fa de nivelul calitativ al !onelor
critice ale produselor condiionea! dimensiunea
toleranelor, preci!ia dimensionrii i reglrii parametrilor te"nologici i includerea
n structura procesului a fa!elor au$iliare cu rol calitativ %corectare, nsemnare,
preformare&
2.1.1. !odul de asigurare a calitatii zonelor critice
din punct de "edere estetic
'e"nic, oricare dintre elementele de produs este definit de:
marimea si starea suprafetei#
forma si calitatea canturilor, obtinute prin intoarcerea liniilor de imbinare a
celor doua elemente componente ale fiecarui reper#
forma si calitatea liniei de asamblare a fiecarui element de produs la
subansamblu sau la produs
(nali!and aceste !one prin prisma cerintelor estetice, se considera ca principalele
criterii de apreciere a calitatii sunt urmatoarele:
calitatea suprafetei este reflectata prin:
aspectul suprafetei elementului#
pozitia pe corp %dispunere plana sau spatiala&#
aspectul estetic al materialului#
calitatea canturilor este caracteri!ata prin:
aspectul uniform al liniei de contur a elementului 4!i'(E a,b,c62
Adela *lorea E
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Figura #.a,$,c Apecte ale liniei de imbinare e3terioare a pantalonilor
starea neteda a suprafetei canturilor 4!i'(9(9a,b62
Figura % a,$ Apecte ale upra!etei in &ona litului tan'
"rosimea comparabila a canturilor cu cea a intre"ului produs#
pozitionarea uniforma a liniei de imbinare a celor doua parti ale cantului
%fi".'.(.a,b,c&.
Figura 1&.a,$,c Po&itionari poibile pentru liniile de imbinare
Adela *lorea ?
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
calitatea liniei de asamblare dintre fiecare element de produs si subansamblu
sau produs se )udeca:
dupa criterii vizand calitatea suprafetei obtinuta prin imbinare#
prin prisma criteriilor referitoare la) "radul de planeitate si respectiv
uniformitatea "rosimii zonelor adiacente liniei de imbinare si uniformitatea
pasului pe linia de imbinare %fi" **. a,b&.
Figura 11.a,$ Uni!ormitatea 'roimii in &ona litului
+amin de analizat doua criterii specifice fiecarui element anali!at, respectiv)
forma finala a elementului anali!at, materializata prin po!itia relativa a
elementului in raport cu alte elemente de produs;
si
dimensiunile acestuia.
'riteriile prezentate anterior pot sta$ili calitatea oricarui element de
produs al pantalonilor, ele putand servi, in acelasi timp, pentru)
definirea calitatii, in etapa de proiectare#
ale"erea procedeului de realizare optim#
controlul conformitatii.
2.1.2. (n)luenta materialului textil asupra aspectului pantalonilor
*a nivel de element de produs, influentele dependente de material sunt
transpuse intr+o serie de informatii te"nice ce +i&ea&a,
Adela *lorea )@
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
omo"enitatea nuantei pentru componentele produsului si simetria dun"ilor,
carourilor, desenelor cu sens %fi".*,. a,b,c&
Figura 12 a,$,c In!luente dependente de material
sensul tesaturii in raport cu sensul elementului de produs pentru tesaturile cu
desene sau cu desene simetrice#
pozitionarea firului de urzeala in raport cu cel al elementului de produs#
defecte de tesatura ce pot fi tolerate fara a fi depreciata calitatea estetica a
elementului de produs %fi".*'a,b,c&#
Fig.13. a,$,c E3emple de tare a upra!etei materialului
omo"enitatea compozitiei materialului ce intervine la ale"erea parametrilor
proceselor umidotermice %fi".*( a,b&.
Figura 14. a,$ In!luenta omo'enitatii nuantei materialului
Dac# bene!iciarul olicit# cu pre'nan$# satisfacerea prioritar a unui grup de
cerine, pot !i pro'no&ate m#urile de %mbun#t#$ire a proiect#rii proceelor de !abrica$ie(
Spre e3emplu, implicaiile principalelor caracteristici ale materialelor asupra funciei
Adela *lorea ))
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
estetice a produelor .i modalit#$i concrete de ai'urare a calit#$ii proiect#rii proceelor
de !abrica$ie ete pre&entat# %n tabelul )(
*a$elul 1. Implica$iile caracteriticilor aupra modului de olu$ionare a !unc$iei etetice
Caracteristici
,odul n care este
influenat funcia
estetic
-rupa de materiale
la care influena
caracteristicii este
semnificativ
,od de asigurare a calitii
Groimea 7apect necorepun&#tor al
cu#turii datorat
tr-n'erii 2
7alunecarea relati+# a
traturilor de material
toate materialele
te3tile
7modi!icarea preiunii picioru.ului de
preare2
7modi!icarea amplitudinii de ridicare a
din$ilor deaupra pl#cu$ei acului2
7modi!icarea teniunii !irelor2
Deimea 7di&locarea !irelor
$e#turii2
7%ncre$irea pe linia de
aamblare2
7de.irarea tricoturilor2
materiale compacte,
dene, tricoturi
7corelarea !ine$ii acului cu tructura
materialului2
7ale'erea corepun&#toare a tipului
cu#turii2
Elaticitatea 7%ncre$irea cu#turii .i a
materialului pe linia de
coaere
materiale ce con$in
!ire cu elaticitate
m#rit#
7ale'erea a$ei cu mie&2
7ale'erea corect# a tipului de cu#tur#2
Coe!icientul de
!recare
7'liarea cu#turii m#t#uri, materiale
cu con$inut mare de
+ico&#, materiale cu
con$inut mare de
!ibre intetice
7modi!icarea paului cu#turii2
7modi!carea teniunii !irelor2
7c"imbarea tipului de a$#2
7olu$ii te"nolo'ice corelate cu
$e#tura2
Inc#rcarea
electrotatic#
7cu#tur# cu apect
neuni!orm, datorat#
tranportului neuni!orm,
ce are drept cau&#
aderarea materialului la
or'anele de coaere
materiale cu con$inut
mare de !ibre
intetice
7antitati&area materialului2
7ion&area materialului2
2.1... Corelarea tipurilor de custuri i mbinri cu caracteristicile materialului i
ale modelului
Ete cunocut !aptul c# <@G din cerin$ele re!eritoare la calitate, !ormulate de
c#tre utili&atorii produelor de %mbr#c#minte, +i&ea&# cerin$ele impue parametrilor
dimenionali .i de !orm# a liniilor .i upra!e$elor, precum .i tabilitatea dimenional# a
!ormelor %n timp( Ec"ilibrul acetor cerin$e ale cump#r#torilor ete apreciat de
con!ec$ioneri prin dimenionarea corect# a !unc$iilor de !iabilitate .i de
mentenabilitate(
2.1.3.1. +sigurarea calitii zonelor critice ale produselor de m$rcminte din
punct de "edere al )ia$ilitii ,i mentena$ilitii
/iabilitatea prelucr#rilor te"nolo'ice ete perceput# de utili&ator prin durata 4%n
ani, luni, num#r de purt#ri, p#l#ri6 de men$inere a acetora la parametri ini$iali(
Adela *lorea )5
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
,entenabilitatea ete perceput# prin diponibilit#$ile o!erite pri+ind re!acerea
parametrilor ini$iali ai prelucr#rilor te"nolo'oce(
Etimarea comportarii pantalonilor in e3ploatare e reali&ea&a prin intermediul
unor indicatori peci!ici, ce repre&inta incadrarea dimeniunilor te"nice %n inter+alul
'radului de utilitate pentru !unctiile de !iabilitate i mentenabilitate(
Acetia unt,
rezistenta la solicitari mecanice sau chimice a pantalonilor##
rezistenta la uzura a materialelor si a elementelor constructive ale
pantalonilor#
rezistenta la factori biolo"ici, la actiunea moliilor si la actiunea
micoor"anismelor in mediul umed#
stabilitatea dimensiunilor si formei produsului in timpul proceselor de
purtare si intretinere.
/iabilitatea si mentenabilitatea trebuie apreciata, atat pentru materialele
te$tile, cat si pentru imbinarile reali!ate pe produs. Pentru etimarea fiabilitatii
suprafetelor te$tile detinate con!ectionarii pantalonilor, principalele caracteritici
implicate unt pre&entate in tabelele 5 .i 9( Cele re!eritoare la sta$ilitatea
dimensionala a materialelor sunt caracteristici critice.
*a$. 2 ,i 3( Caracteritici implicate in ai'urarea criteriilor de !iabilitate i mentenabilite ale produelor
'aracteristici necesare pentru
asigurarea )ia$ilitatii produselor
'ostume 'aracteristici necesare pentru
asigurarea )ia$ilitatii
produselor
'ostume
Re&itenta la tractiune 3 Re&itenta la tractiune 3
Re&itenta la plenire 3a) Re&itenta la plenire 3a)
Re&itenta la u&ura prin !recare 3 Re&itenta la u&ura prin !recare 3
E!ect pillin' 3 E!ect pillin' 3
Comportare la i!onare 3 Comportare la i!onare 3
8odi!icari dim( la calcare 3 8odi!icari dim( la calcare 3
Re&itenta colorantului la lumina 3 Re&itenta colorantului la lumina 3
Re&it( colorantului la apa 3 Re&itenta colorantului la apa 3
Re&it( colorantului la !recare 3 Re&itenta colorantului la !recare 3
Re&itenta culorii la palare 3 Re&itenta culorii la palare 3
Re&itenta culorii la calcare 3 Re&itenta culorii la calcare 3
Pentru asi"urarea partiala a mentenabilitatii materialelor te-tile in'lobate in
pantaloni, deCa o erie de producatori au initiat mauri de ataare a unor bucati de
material de ba&a in interiorul produelor, la care e adau'a ata aortata, naturi i
uneori c"iar ace de cuut(
.entru aprecierea comportarii produselor de imbracaminte prin prisma
fiabilitatii si mentenabilitatii lor pre&inta importanta i indicatorii calitativi ai
imbinarilor, care pot !i impartiti %n,
Adela *lorea )9
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
o indicatori de fiabilitate: rezistenta cusaturilor la solicitari pe directie lon"itudinala si
transversala, alun"irea si ri"iditatea cusaturilor, perforarea materialului#
o indicatori ce tin cont de conditiile de e$ploatare 4mentenabilitate6, durabilitatea
cusaturii %numarul de cicli pna la pierderea rezistentei si modificarea formei, rezistenta
la frecare, a"enti chimici, spalare, desirabilitatea cusaturii, destramarea si "lisarea
materialelor pe linia asamblarii# &
Indicatorii de percep$ie %n acet ca& unt di!eren$ia$i %n !unc$ie de procedeul
te"nolo'ic implicat 4coaere, termolipire, udare, tratare umidotermic#6, tab( :(
*a$.4. Caracteritici ale materialelor di!erentiate !unctie de procedeul te"nolo'ic implicat
Br
crt
'aracteristici de )ia$ilitate ,i
mentenan ale materialelor
-relucrri te.nologice prin procedee de/
oasere /ermolipire 0udare /ratare
umidotermic
)( Re&iten$a la trac$iune %n plan
tan'en$ial pe direc$ie
H H H H
7lon'itudinal# H H H H
7 tran+eral# H H H H
5( Re&iten$a la trac$iune pe direc$ie
normal#
H H H H
9( Re&iten$a la %ndoiri repetate H H H H
:( Re&iten$a la !recare H H H H
;( Re&iten$a .i tabilitatea la p#lare,
cur#$ire termic#
H H H H
<( Ri'iditatea H H H
D( De!orma$ia remanent# la olicit#ri
ciclice
H H H
E( 8odi!icarea re&iten$ei materialului
prin per!orare
H
?( De.irabilitatea cu#turii H
)@ Gradul de ub$iere a materialului H H
)) Re&iten$a culorii H H H
)5 Gliarea !irelor H
1erificarea partiala a acestori indicatori ofera date secventiale, re!ultate concrete
putandu+se reali!a prin teste de purtabilitate efectuate pe produs, rar efectuate datorita
costurilor suplimentare mari pe care le implica.
2.1.3.2. +sigurarea calitatii zonelor critice ale pantalonilor din punct de "edere al
con)ortului psi.osenzorial
Confortul sen!orial ete o component a confortului la purtare i reflect modul
n care produsul de mbrcminte este perceput de ctre utilizator prin intermediul
simurilor. (ceste informaii referitoare la fiecare element de produs sunt materiali!ate
n modelul omologat, pentru care este ntocmit documentaia te"nic.
.entru asi"urarea confortului, la nivel de material trebuie tetate capacitatea
acestuia de a fi tranzitat de aer, apa sau vapori, si radiatii, mirosul si starea suprafetei
materialului, luandu$se masuri tehnice de corectie sau imbunatatire, dependente de tipul
de produs si de destinatia acestuia.
Adela *lorea ):
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Pentru asi"urarea parial a mentenabilitii suprafeelor te-tile %n'lobate %n
produele de %mbr#c#minte o erie de produc#tori ata.ea&# buc#$i de material de ba&#
%n interiorul produelor, la care e adau'# a$# aortat#, naturi .i uneori c"iar ace de
cuut(
Pentru pantalonii dubla$i unt !oarte importante probele ce +i&ea&#
compatibilitatea %ntre caracteriticile de !iabilitate ale materialelor contituente
4comportarea di!eren$iat# a materialelor componente ale produelor multitrat6( Acelea.i
cerin$e unt .i pentru produele unitrat reali&ate din materiale de natur# di!erit#(
1erificarea parial a acestori indicatori ofer date secveniale, re!ultate
concrete put0ndu+se reali!a prin teste de purtabilitate ale produsului, rar efectuate
datorit costurilor suplimentare mari pe care le implic.
2.1.4. 0ntocmirea )i,elor ce conin in)ormaii re)eritoare la calitatea operaiilor ce
materializeaz zonele critice ale produselor
n +ederea %ndep#rt#rii ubiecti+imului unt %ntocmite !i.e care con$in
in!orma$ii re!eritoare la calitatea opera$iilor care materiali&ea&# &onele critice ale
produelor, ca documente principale prin care e de!ine.te calitatea acetora( Acete
!i.e con$in condi$iile re!eritoare la calitatea e3ecu$iei, precum .i indica$iile te"nice de
reali&are a acetora .i repre&int# premi&e pentru corectudinea e3ecu$iei 4!i'();6(
2.2. 1peci)icaii necesare controlului
*a nivelul ntreprinderilor, specificaiile au drept obiective:
stabilirea limitelor abaterilor condiionate tehnolo"ic#
separarea erorilor accidentale de cele sistematice#
analiza defectelor pe baze obiective#
nlocuirea sortrii produselor printr$un control sistematic.
valorificarea concluziilor obinute prin prelucrarea statistico$matematic a datelor
pentru mbuntirea continu a tehnolo"iilor de fabricaie i a celor de control i a
procedurilor de e-ecuie i de control
2.2.1. 'omponentele speci)icaiilor
Adela *lorea );
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
ocumentaia comercial cont# din contractul dintre !urni&or .i bene!iciar,
actele de di+er'en$#, actele de conciliere, motra omolo'at#, motrele re!eritoare la
calitatea materialelor, condi$iile de %ntre$inere a produelor etc( Documen$a$ia comercial#
con$ine metodele de control prin care bene!iciarul +eri!ic# parametrii te"nici .i calitati+i
tipula$i .i e+entuale termene de 'aran$ie(
Figura15. E3emplu de !ia utili&ata pentru reali&area i e3aminarea calitatii
Adela *lorea )<
/a!a te"nologic1: aplic1 betelia 2i g1icile la pantaloni
2odel ..
3pera4ia) Aplic5 betelia 6i "5icile
3pera4ia se e-ecut5 pe ma6ina de cusut 6i corectat 7u8i D29$:(,;9
/ipul de transport al ma6inii) inferior#
/ipul de ac) *'( 0<0, =;#
>ine4ea a4ei de cusut) 9m*;;#
9r. de pa6i?cm) ',:pa6i?cm#
Condi3ii calitative cerute 2i toleran3e:
cus5tura se realizeaz5 e-act la mar"inea e-terioar5 a perfora4iei de pe inser4ia fe4ei de
betelie, respect@nd forma pantalonilor#
semnul de pe betelie trebuie s5 corespund5 cu linia lateral5 a pantalonilor) toleran45)
A,mm#
rezerva de la Bmbinarea de pe linia lateral5 trebuie orientat5 spre spatele pantalonilor#
lun"imea beteliei trebuie s5 coincid5 cu circumferin45 taliei#
e-tremit54ile trebuie s5 fie cant Bn cant#
at@t betelia, c@t 6i pantalonii trebuie s5 s5 nu fie Bncre4iti#
paspolul de pe 6li4ul st@n" trebuie s5 fie de , mm 6i se verific5 prin Bntoarcerea pe fa45
a prelun"itorului de betelie#
pozi4ia "5icilor trebuie corespund5 cu marcajele#
cus5turile sunt Bnt5rite la ambele e-tremit54i, cu ' pa6i#
acul se Bnlocuie6te la Bnceputul fiec5rui schimb.
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
ocumentaia te"nic cont# din documenta$ia de omolo'are, deene de
e3ecu$ie, cartele de aort#ri, cartele ce cuprind condi$iile de etic"etare, motre
repre&entati+e create au reprodue, te"nolo'ii de e3ecu$ie, documenta$ii te"nice de
control(
ocumentaiile de control au peci!icate elementele urm#toare,
denumirea punctului de control unde sunt utilizate, denumirea fazei tehnolo"ice i
schema tehnolo"ic, scopul controlului, parametrii tehnolo"ici sau caracteristicile
tehnice ce fac obiectul acestuia. /ot n documentaiile de control sunt nscrise
caracteristicile calitative care sunt influenate de faza sau operaia respectiv, precum
i defectele care pot aprea ca urmare a unor abateri de la disciplina tehnolo"ic. 0e
nscriu n detaliu cauzele care le pot produce i msurile ce se impun pentru
prevenirea sau ndeprtarea lor.
Toate acete peci!ica$ii trebuie # indice valorile limit eseniale pentru
reali&area la un cost optim a unor produe corepun&#toare pentru utili&are(
1pecificaiile caracteristicilor atributive e reali&ea&# %n dou# moduri,
n etapa de proiectare a produsului de mbrcminte, acesta este realizat, aprobat i
nre"istrat, devenind standard etalon de referin
n etapa de control, pentru standardizarea desfurrii acestuia, sunt utilizate eantioane
supuse aprobrii clientului, care devin dup aprobare, specificaii.
At!el de peci!ica$ii unt pre&entate ub !orm# de !oto'ra!ii, tereo!oto'ra!ii,
cartele de aort#ri, motre calitati+e +i&-nd apectul $e#turii au al cu#turii etc Pentru
aprecierea caracteriticilor etetice unt utili&ate etaloane !oto'ra!ice +alabile pentru
calitatea t#rii upra!e$ei .i liniilor de contur pentru orice element al produului, precum
.i etaloane pentru aprecierea liniilor de %mbinare 4!i'urile)<, )D, )E6 cartele de aort#ri,
motre calitati+e +i&-nd apectul $e#turii au al cu#turii(
Etaloanele unt numerotate deoarece urprind, 'radual, ni+ele calitati+e di!erite,
de la !oarte bun 4;6 la neati!#c#tor 4), 56( n ca&ul %n care elementul apreciat corepunde
etalonului 'radual notat cu 9, acceptarea au repin'erea acetuia ete Cudecat# !unc$ie de
ni+elul calit#$ii impu de client(
Figura 16( Etalon pentru aprecierea t#rii upra!e$ei dup# coaere
Adela *lorea )D
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Figura1. Etaloane de apreciere a calit#$ii contururilor
Figura 1#. Etaloane !oto'ra!ice pentru aprecierea calit#$ii liniilor de %mbinare
Speci!ica$iile caracteristicilor msurabile impun repectarea dimeniunilor
impue de client, care repre&int# ba&a contruc$iei tiparelor .i controlului dimenional
al produelor(
Pentru un produ pot !i +eri!icate un num#r minim de dimeniuni, care #
ai'ure coreponden$a dimenional# al acetuia cu corpul omenec au pot !i impue
un num#r crecut de cote, !unc$ie de preten$iile re!eritoare la calitate ale clientului(
n ane3$# unt pre&entate maCoritatea dimeniunilor poibil de m#urat pentru
produele de %mbr#c#minte e3terioar# .i modul de prele+are al acetora de pe produ(
2.2.2.*olerane
Toleran$ele pot !i tabilite la ni+el de produ !init au pot !i toleran$e
interopera$ionale, pe etape ditincte de prelucrare a elementelor .i ubanamblurilor(
Stabilirea toleran$elor e reali&ea&# $in-nd cont de urm#torii !actori,
"radul de vizibilitate al elementului sau zonei de produs#
caracteristicile materialului te-til din care se realizeaz produsul de
mbrcminte#
caracteristicile de identificare ale produsului de mbrcminte# %elemente
decorative simetrice, ti"hele ornamentale paralele etc.&
dispunerea relativ a elementului de produs fa de alte elemente ale
produsului.
n tabelul ; unt %ncrie toleran$ele a!erente principalelor dimeniuni ale
pantalonilor( Toleran$ele pre&entate unt di!eren$iate !unc$ie de m#rimea e!ecti+# a
produelor, acetea !iind %mp#r$ite %n 9 cate'orii, m#rimi mici, medii .i mari (
*a$elul 5. Principalele toleran$e pentru dimeniunile pantalonilor
'odul ,i denumirea dimensiunii *olerane 2mm3
mici medii mari
A()7Lun'imea cu#turii interioare la pantalonii lun'i IJ7 ) ),; 5
A(57Lun'imea cu#turii e3terioare la pantaloni lun'i IJ7 ) ),; 5
A(97Ditan$a de la bu&unarul din !a$# la betelie IJ7 @,; ) )
A(:7 Ditan$a de la bu&unarul din pate la betelie IJ7 @,; ) )
K()7L#$imea beteliei 7 7 7 7
Adela *lorea )E
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
K(57L#$imea %n talie IJ7 ) ),; 5
K(97L#$imea %n talie la produele cu elatic 7 7 7 7
K(:7L#$imea la partea de u a .oldurilor IJ7 ) ),; 5
K(;7L#$imea de direc$ia .oldurilor IJ7 ) ),; 5
K(<7L#$imea pantalonilor pe direc$ia coapei IJ7 @,; ) ),;
K(D7L#$imea la 'enunc"i IJ7 @,; ) ),;
K(E(7L#$imea pantalonilor la termina$ie IJ7 @,; ) ),;
K(?7Ditan$a de la bu&unarul din !a$# la linia de miCloc a !e$ei IJ7 @,; ) )
K()@7Ditan$a de la bu&unarul din pate la linia de miCloc a patelui IJ7 @,; ) )
K())7Ditan$a dintre linia de miCloc a !e$ei la pen# IJ7 @,; ) )
K()57Ditan$a dintre pliu .i linia de miCloc a !e$ei IJ7 ) ) )
K()97 Ditan$a dintre linia de miCloc a patelui la pen# IJ7 ) ) )
C()7Lun'imea cu#turii pe linia de imetrie a !e$ei IJ7 @,; ) ),;
C(57 Lun'imea cu#turii pe linia de imetrie a patelui IJ7 @,; ) ),;
C(97Dec"iderea bu&unarului lateral IJ7 @,; ) )
2... 4tabilirea !onelor critice ale procesului de fabricatie
alitatea fabricaiei ete determinat# de cumulul de m#uri luate pentru ca
proceul de !abrica$ie # e de!#.oare %n con!ormitate cu proceul te"nolo'ic precri(
Pentru stabilirea !onelor critice ale procesului de !abricatie e parcur' urm#toarele
etape:
o identificarea zonelor critice specifice "rupei de produse %prezentate n partea
teoretica a cursului&
o identificarea zonelor critice ce decur" din particularitile de model
o identificarea zonelor critice incluse in specificatii
o identificarea zonelor critice n urma analizrii defectelor celor mai frecvente care
conduc la respin"erea produselor n primele zile de la lansarea n fabricaie.
5rimele trei etape e parcur' odat cu pregtirea produsului pentru
lansarea n )a$ricaie ,i cuprind n general operaii de centralizare a unor
in)ormaii de4a existente n $anca de date a societii comerciale.
Cea de+a patra etap are rolul unei etape de corecie ,i completare a celor
contatate anterior( 5ste etapa care se )urnizeaz in)ormaiile cele mai precise n
legtur cu sta$ilirea corect a zonelor critice ,i aceasta poate orienta esenial
procesul te.nologic de control al calitii, at!el %nc-t # e ob$in# re&ultate ma3ime(
2.3.1. 1ta$ilirea zonelor critice pentru
procesul de realizare a modelului ales
Stabilirea &oneor critice ale proceului e
e3empli!ica pe modelul din !i'( )?(
6escrierea modelului, con!orm modelului
etalon(
Adela *lorea )?
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Cetelie) de l#$ime < cm, are prelun'itor la ambele e3tremit#$i cu lun'imea p-n# la
col$, e %nc"eie cu doi naturi .i butoniere(
>ee) cu c-te o pen# de lun'ime ?,; cm 4apect !inal6, cu dun'a %n prelun'irea penei2
cu c-te un bu&unar cu 5 re!ile$i de l#$ime de @,; cm, cu dec"iderea ); cm, po&i$ionate
+ertical2 e %nc"eie cu !ermoar, a+-nd c"ei$# de 5,; cm(
0pate)$cu c-te o pen# a+-nd lun'imea )) cm apect !inal, cu dun'# %n prelun'irea
penei(
La termina$ie pre&int# .li$uri pe cu#turile laterale, cu lun'imea de 9 cm( Re&er+a
cu#turilor de ) de 5 cm2 re&er+a la termina$ia pantalonilor de : cm, ur!ilat# .i cu cu-tur-
acun#(
Figura 1%. Sc"i$a modelului
Dici) modelul ete pre+#&ut cu ; '#ici, !i3ate la partea uperioar# cu c"ei$e(
*a$elul 6( Situa$ia repin'erilor %n primele ; &ile de la lanarea %n !abrica$ie7 perioada D7)) !ebr(
6ata
2sc.im$ul3
'antitatea
"eri)icat 7
i
'antitatea
respins n
i
2n
i
a7
i
31&&
s8t
'auzele respingerii x
i
9 numrul de
produse respinse din cauza x
D7II75@@5
c"imbul
K5
):E :5 5E,: 7bu&unare po&i$ionate incorect L)D
7.li$uri la termina$ie ine'ale L)?
7neconcordan$# %ntre dun'a pantalonului .i
dun'ile +erticale ale materialului L)@
7ti'"el %n.irat la .li$, betelie L):
7pene ine'ale !a$#7pate L);
7butoniere po&i$ionate incorect L);
D7II75@@5
c"imbul
K<
)D? ;? 95,? 7pene ine'ale !a$#7pate L)E
7'#ici reparti&ate neuni!orm L)<
7dimeniune necorepun&#toare %n talie L
))
7prelun'irea beteliei necorepun&#toare
modelului 4!orm# .i m#rime6 L5@
7bu&unare po&i$ionate incorect L))
7luciu %n &ona bu&unarelor L)@
E7II75@@5
c"imbul
K5
)?@ D@ 9<,E 7re!ile$i incorect t#ia$i .i cuu$i la capete L
)<
7bu&unare c#cate L)9
7pun'a bu&unarelor incorect %nc"eiat# L)E
7.ta!ir #rit la termina$ie L)D
7lip# c"ei$e, c"ei$e po&i$ionate incorect L
))
7luciu la bu&unare, betelie L5)
E7II75@@5
c"imbul
K<
);; :< 5?,D 7dimeniune necorepun&#toare %n talie L
)<
7c"ei$e lip#, c"ei$e po&i$ionate incorect L?
7pene !a$#7pate po&i$ionate incorect L)E
7.ta!ir #rit la termina$ie L)E
7!ermoar ondulat L)D
7re!ile$i incorect !i3a$i .i t#ia$i la capete L
);
ti'"el %n.irat la .li$, betelie L))
:::::::::::::.
Adela *lorea 5@
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
n urma centrali!rii defectelor care conduc la repin'erea produelor e
tabilec !onele critice, precum i indicatorii de percepie a calitii pentru !onele
identificate.
*iec#rui indicator de percep$ie a calit#$ii i e poate acorda un punctaC relati+,
care # !ie e'al cu !rec+en$a de apari$ie a de!ectului ce %i corepunde(
f ! %-
i
&? %
n
i
&*;;
unde f!frecvena de apariie a defectului %punctajul relativ ce corespunde
indicatorului de percepie a calitii&.
-
i!
numrul de produse la care s$a "sit defectul respenctiv n ziua i#
n
i
! numrul de produse respinse n ziua i#
i! **; ! numrul de zile i schimburi n care s$au urmrit respin"erile i
defectele ce le$au cauzat.
n tabelul D au !ot centrali&ate re&ultatele ob$inute(
*a$elul Fonele critice pentru produul pantalon lun' pentru !emei
-
r
o
d
u
s
Zona critic 'riteriul implicat n
sta$ilirea zonei critice
(ndicatorii de percepie a
calitii speci)ici zonei critice
-uncta4ul
relati" al
indicatorului
bu&unarele etetic
!iabilitate .i
7po&i$ionarea corect# a
bu&unarelor
)5,?
P
A
B
mentenan$# 7t#ierea dec"i&#turii bu&unarelor
la capete
E,E
T
A
7!i3area pun'ii de bu&unar .i
contra!iletului %n talie
5,:
L
O
7cu#tura de %nc"idere a pun'ii
de bu&unar
E,;
B 7aben$a luciului %n &ona
bu&unarelor
E,)
I 7cu#tura de !i3are a re!ile$ilor
4re!ile$ii # nu !ie c#ca$i6
;,:
L
U
betelia Etetic, !iabilitate .i
mentenan$#
7 col$ul beteliei corepun&#tor ca
dimeniune .i !orm#
E,9
B
G
7uni!ormitatea tenion#rii !irelor
%n cu#tur# ti'"el
E
I
P
E
B
7 aben$a luciului %n &ona beteliei <,;
T
R
7po&i$ionarea corect# a naturilor
.i butonierelor
:,?
U itemul de
%nc"idere4.li$ul6
Etetic, !iabilitate .i
mentenan$#
7uni!ormitatea tenion#rii !irelor
%n cu#tura ti'"el
E
*
7coreponden$a %ntre mar'inea
.li$ului .i dun'ile +erticale ale
<,E
Adela *lorea 5)
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
E
8
materialului
E
I
7aben$a luciului %n &ona .li$ului <,5
7dipunerea corect# a
!ermoarului 4!#r# ondul#ri6
E,9
&ona cu#turii
laterale
etetic 7e'alitatea .li$urilor la termina$ia
cu#turilor laterale
)9,:
dun'a
pantalonului
etetic
!iabilitate .i mentenan$#
7coreponden$a %ntre dun'a
pantalonului .i dun'ile +erticale
ale materialului
)),9
7 tabilirea dun'ii prin c#lcare 5,:
termina$ia !iabilitate .i mentenan$# 7 continuitatea .ta!irului la
termina$ie
)@,:
cu#tura turului !iabilitate .i mentenan$# 7re'larea paului cu#turii at!el
%nc-t # nu apar# per!ora$ii
5,:
7 %ncre$irea cu#turii 5,?
&ona talie7 !iabilitate .i mentenan$# 7 e'alitatea penelor !a$#7pate )),<
.old 7 po&i$ionarea corect# a penelor
la !a$# .i pate
<,D
7 coreponden$a dimeniunilor pe
cele dou# linii, talie, .old
D,D
Pentru e3emplul dat, din datele incrie in tabelul D re&ult# c# principalele
zone critice de proces pentru pantalonii anali&a$i unt 'enerate de opera$iile care
ai'ur# e'alitatea .li$urilor de la termina$ia produului, coreponden$a %ntre dun'ile
materialului po&i$ionate pe direc$ia !irului de ur&eal# .i dun'ile pantalonilor, e'alitatea
penelor pate7!a$#, corectitudinea po&i$ion#rii bu&unarelor .i imetria lor, col$urile de
betelie etc(
Pentru e3emplul ale, unt pre&entate cate+a abloanele utili&ate pentru
ai'urarea calitatii &onelor critice ale produelor, utili&ate in timpul proceelor de
!abricatie 4!i'(5@, 5), 55 i 596(
Fig. 2&. Mablon pentru %nemnarea Fig. 21. Mablon pentru ti'"elirea .li$ului
po&i$iei bu&unarelor laterale drept pe !a$#
Adela *lorea 55
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Fig.22. Mablon pentru %nemnarea .li$ului Fig.23. Mablon pentru %nemnarea col$urilor
la termina$ia cu#turii laterale .li$urilor
Acete !orme de abloane pot !i utili&ate i pentru +eri!icarea !ormelor
contururilor elementelor, !iind tratate ca peci!icatii de produ(
.. (sigurarea i meninerea sub control a proceselor
Calitatea activitilor derulate n societatea comercial este asigurat dac se
respect principiile urmtoare)
tot ce este necesar desfurrii normale a activitilor productive este prev!ut
aprioric prin documentaia cu caracter "eneral i prin dotarea tehnico$material i
uman corespunztoare#
tot ce este prevzut este ndeplinit n avans, la declanarea sau n timpul derulrii
unei activiti#
tot ce este ndeplinit este corect, respect!ndu$se specificaiile#
tot ce este ndeplinit corect este ndeplinit mereu n acela,i mod, e-ist!nd o
modalitate de constatare, analiz ,i corecie a anomaliilor.
2eninerea sub control a proceselor se poate reali!a prin,
controlul modificrii metodelor specifice proceselor;
controlul parametrilor proceselor;
controlul produsului .
<ste rolul mana"erului de a particulariza aceste date, functie de solutia de
asi"urare si mentinere sub control a proceselor pentru care se opteaz.
..1. (sigurarea i meninerea sub control a proceselor
prin verificarea metodelor de derulare a acestora
5entru verificarea metodelor specifice de derulare a proceselor este necesar
soluionarea a dou ntrebri: ce tre$uie inut su$ control ,i cum se prelucreaz
datele o$inute. Se +or !ace re!eriri la elementele ce trebuie ai'urate prin m#uri
or'ani&atorice care, dublate de anali&e periodice a e!icien$ei produc$iei pot aduce
bene!icii emni!icati+e, repre&ent-nd c"eia unor procese care s permit
reproductibilitatea produselor obinute.
Adela *lorea 59
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
3.1.1. +sigurarea ,i controlul documentaiei te.nice
Controlorul care +eri!ic# documenta$ia +a urm#ri,
e-istena i inte"ritatea modelului omolo"at, a abloanelor, a normei de consum
specific, a miniaturilor ncadrrilor, a normativului de croit al comenzii i a
abloanelor pentru operaiile de confecionat#
concordana ntre prevederile din fiele tehnice i cerinele clientului referitoare la
modul de e-ecuie al produselor#
corespondena ntre mrimea abloanelor i dimensiunile prevzute n standarde
sau n specificaiile clientului#
corespondena ntre cartelele de mostre i de asortri ale materialelor, modelul
omolo"at i prevederile contractuale#
concordana ntre consumurile specifice i ncadrrile la scar redus#
Controlul e e!ectuea&# inte'ral, or'anoleptic .i dimenional, ca miCloace de
control utili&-ndu7e modelul etalon, documenta$ia a!erent# modelului .i cartelele de
aort#ri( Dac# documenta$ia te"nic# +eri!icat# ete corepun&#toare +a !i a+i&at# de
controlori, dup# care e poate lana %n !abrica$ie produul(
3.1.2. +sigurarea ,i meninerea su$ control a calitii ,a$lonrii
Mabloanele trebuie # con$in# incrip$ionate in!orma$ii te"nice re!eritoare la,
elementele de identitate ale ablonului %denumire reper, comand, mrime, talie&#
poziionarea abloanelor pe materialul te-til %fir drept&. Abaterile permise de la direcia
nominal a reperelor sunt dependente n principal de modul de fi-are a deformaiilor
acestora. Astfel, n cazul elementelor la care deformarea se fi-eaz numai prin tratament
umidotermic devierile permise sunt de ma-im *;
o
, iar pentru elementele care sunt stabilizate
prin custuri suplimentare sau materiale de ntrire, un"hiul de deviaie permis este de *:
o
.
elemente care asi"ur precizia poziionrii relative a elementelor de produs %semne de
poziionare, de mbinare, de control&, dispuse at!t pe conturul e-terior al reperelor c!t i n
interior. Acestea pot fi n form de 1 sau de semicerc i, datorit faptului c se realizeaz
cu dispozitive pneumatice, au o toleran a dispunerii pe contur ce variaz ntre *mm i
,mm i o ad!ncime de ($: mm. Eabloanele au poziionate marcaje de control la circa * cm
de mar"inea conturului e-terior care permit verificarea inte"ritii reperului, uur!nd
depistarea eventualelor erori de e-ecuie.
Prin autocontrol, colaboratorii care e!ectuea&# %ncadrarea urm#rec urm#toarele
elemente,
ncadrarea n consumurile specifice stabilite prin proiectare#
ncadrarea tuturor reperelor componente ale produsului pe suprafaa spanului,
verific!ndu$se nscrierea elementelor de identificare %mrime, talie& pentru fiecare
reper#
desenarea corect a reperelor, fr suprapuneri i cu evidenierea corect a
marcajelor# la materialele cu dun"i sau carouri controlarea rezervei teholo"ice,
iar la materialele cu sens, controlarea poziionrii corecte a abloanelor pe
material#
Adela *lorea 5:
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
inte"ritatea abloanelor utilizate pentru ncadrare#
respectarea firului de urzeal pentru fiecare reper ncadrat#
Calitatea .ablon#rii ete dependent# de num#rul de produe %ncadrate, de
%n#l$imea .panului .i de tipul de %ncadrare( *unc$ie de comple3itatea modelului .i de
l#$imea materialului, %ncadr#rile e pot reali&a pe toat# l#$imea au pe Cum#tate(8etoda de
%ncadrare depinde mult de l#$imea materialului, ubdimenion#rile !rec+ente ub limita
toleran$ei neceit-nd modi!ic#ri ale %ncadr#rii ini$iale, cu implica$ii directe aupra
conumului peci!ic( De multe ori conumul practic ete di!erit !a$# de cel inclu %n
documenta$ia te"nic#, datorit# !aptului c# reali&area %ncadr#rii la car# redu# e !ace de
obicei pe l#$imea ma3im# a $e#turii 4plu 5 cm !a$# de l#$imea nominal#6( Al$i !actori
dependen$i de material unt paleta coloritic#, raportul de culoare .i enul deenului,
caracteriticile de upra!a$# 4!lau.ul, luciu6( At!el, la materialele cu deene 4carouri,
dun'i6 care reclam# imetrii ale reperelor perec"i, reperele imetrice +or !i %ncadrate cu
re&er+# te"nolo'ic#, repect#nd retric$iile dictate de direc$ia !irului drept( n acete
ca&uri, .ablonarea e +a e!ectua pe materialul dublat( La materialele de %nt#rire, de multe
ori, e reali&ea&# role t#iate cu cutite dic, elimin-ndu7e at!el .ablonarea(
Ca miCloace de control unt utili&ate .abloanele, metrul de croitorie .i cartelele
de motre pentru aprecierea culorii .i a calit#$ii materialului te3til(
3.1.3. +sigurarea ,i meninerea su$ control a calitii ,pnuirii
Calitatea .p#nuirii e aprecia&# !unc$ie de urm#torii !actori,
caracteristicile materiilor prime,
modul de realizare al actulului tehnolo"ic
particularitile produsului.
Calitatea .panului .i acurate$ea reali&#rii lui depind nemiClocit de caracteriticile
materialului, 4coe!icient de !recare, tarea upra!e$ei materialului ri'iditate .i elaticitate6(
Caracteriticile upra!e$elor te3tile +or in!luen$a p#trarea po&i$iei traturilor %n
.pan %n timp ce 'roimea +a a+ea in!luen$e directe aupra %n#l$imii .panului( Pentru
materiale cu coe!icient mare de alunecare e +a limita %n#l$imea .panului .i e +a !i3a
uplimentar cu cleme au prin punctare( Acolo unde coe!icien$ii de !recare au +alori
di!erite pe cele dou# !e$e ale materialului, .p#nuirea e +a !ace cu !a$a materialului %n
acela.i en( Ri'iditatea .i elaticitatea materialelor in!luen$ea&# modul de a.e&are al
traturilor .i u.urin$a uprapunerii mar'inilor pe o latur# lon'itudinal# a .panului( *unc$ie
de +aria$ia l#$imii materialului, .panul poate a+ea ambele laturi lon'itudinale
perpendiculare pe upra!a$a meei de lucru au numai o parte( Toleran$ele pentru peretele
+ertical unt de 9 mm iar pentru e3tremit#$ile .panului de ; mm( n ca&ul materialelor
intetice apar de !enomene nedorite, datorate electricit#$ii tatice 'enerate de material %n
proceul de .p#nuire Acetea pot a!ecta uneori reperele croite, apar-nd di!icult#$i !ie la
epararea traturilor de repere adiacente(
Mpanurile trebuie reali&ate !#r# tenionare .i !#r# leCeritate( n ca&ul .p#nuirii
manuale, .panurile leCer %ntine, mai ale la materialele cu ri'iditate mic#, pot apare pe
upra!a$a .panului cute care in!luentea&# ne'ati+ calitatea ec$ion#rii .i croirii,
determin-nd timpi uplimentari pentru repo&i$ionare( Mpanurile tenionate e +or
contracta %n lun'ime dup# ce 7a reali&at .p#nuirea( n ca&ul unei croiri imediate, prin
Adela *lorea 5;
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
contrac$ii ulterioare, apar ubdimenion#ri ale reperelor care unt direct propor$ionale cu
tenionarea .panului( Mp#nuirea mecani&at# au automati&at# %nl#tur# acete de!ecte(
*unc$ie de calitatea $e#turii e reali&ea&# %nn#direa .panului( nn#direa preupune
uprapunerea a dou# capete %ntr7un .pan .i are drept obiecti+ principal %nl#turarea din
.pan a unui de!ect( La repo&i$ionarea materialelor, erori pri+ind direc$ia au enul pot
crea de!ecte iremediabile produului(
n#l$imea panului +a !i dependent# de caracteriticile te"nice ale utilaCelor de croire, de
caracteriticile utilaClor .i de num#rul de produe din comand#(
8en$inerea ub control a calit#$ii .p#nuirii ete reali&ea&# de c#tre e3ecutan$i,
prin autocontrol(
Pentru o .p#nuire corect# trebuie # e repecte,
corespondena ntre numrul de straturi de pan i cel prevzut n documentaie
%normativ&#
e-actitatea formrii panului, a tierii perpendiculare a capetelor de pan i a
poziionrii seciunilor acestuia#
calitatea corespunztoare a fiecrui strat de material component al panului F
corectitudinea nlturrii eventualelor defecte#
respectarea restriciilor impuse de starea suprafeei materialelor %pnuire ntr$un
sin"ur sens la materialele cu sens sau, pentru materialele cu carouri potrivirea
acestora, at!t pe lun"imea panului, c!t i pe lime&#
fi-area corespunztoare a panurilor prin cleme, punctare sau vacuumare.
Controlul e e!ectuea&# +i&ual, pe ba&a documenta$iei de control(
3.1.4. +sigurarea ,i meninerea su$ control a calitii croirii
Pentru t#ierea claic#, opera$ia de debitare ete precedat# de ec$ionarea
.panurilor, act ce creea&# premi&ele nede!orm#rii .panurilor %n timpul depla#rii pre
ma.ina !i3# de croit( De aemenea, prin ec$ionare e !acilitea&# mane+rabilitatea
ec$iunilor %n timpul croirii(
Calitatea t#ierii ete dependent# de o erie de !actori, %ntre care,
numrul de repere componente ale produsului i comple-itatea conturului acestora#
caracteristicile utilajului i ale instrumentului de tiere %caracterul deplasrii uneltei
tietoare&#
caracteristicile materialului te-til i ale panului %ri"iditate, "rosime i compoziia
fibroas a materialului&.
Unul dintre criteriile determinante +i&-nd calitatea croirii %l repre&int# tipul de
unealt# t#ietoare( La mi.carea rectilinie alternati+# muc"ia t#ietoare antrenea&# %n
mi.care de ridicare7cobor-re .i materialul din .pan, calitatea t#ierii ne!iind optim#( Acet
incon+enient ete %nl#turat la ma.inile automate prin !i3area traturilor de .pan cu
+acuum( La mi.carea de tranla$ie, datorit# mi.c#rii ben&ii t#ietoare %n acela.i en,
mar'inile unt deteriorate mai pu$in, itemul !iind poibil de aplicat oric#rui tip de
material( Apare ca incon+enient deplaarea manual# a .panului, ceea ce determin#
cre.terea timpului de contact %ntre .pan .i unealta t#ietoare, cu repercuriuni ne'ati+e
aupra apectului mar'inilor .panului( La materialele termoplatice trebuie e+itat#
Adela *lorea 5<
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
udarea au topirea mar'inilor, prin corelarea +ite&ei ben&ii cu +ite&a de deplaare a
.panului(
Un'"iul de acu$ire in!luen$ea&#, at-t calitatea t#ierii, c-t .i re&iten$a la u&ur# a
cu$itului( n ca&ul %n care cu$itul ete perpendicular pe material, e recomand#,);
o
7 5@
o
pentru materiale obi.nuite .i 9@
o
7 9;
o
pentru materiale dure(
Croirea e e3ecut# e3act pe conturul reperelor, cu marcarea emnelor de control,
prin marcaCe de :7; mm, e3ecutate perpendicular pe linia conturului( n urma croirii apar
abateri de la !orma .i dimeniunile .ablonului de re!erin$#, toleran$ele itu-ndu7e %ntre )7
)) mm, !iind dependente de lun'imea .i comple3itatea liniei de contur( Pentru
materialele uni, abaterile permie unt mai mari, %n timp ce pentru dun'i .i carouri unt
minime au nule( Indi!erent de tipul materialului te3til, abaterea de la direc$ia nominal#,
ma3im admi#, ete de @75@ mm(
n ca&ul materialelor cu coe!icient de detr#mare mare, dimenionarea .i marcarea
corect# e ob$ine cu di!icultate, de.i ad-ncimea emnelor aCun'e p-n# la :7; mm(
La materialele cu coe!icient de alunecare mare, preci&ia marcaCelor trebuie # !ie
ma3im# a+-nd %n +edere !aptul c#, %n mod normal, toleran$a ete mic# 45 mm pentru
liniile de curbur# mare .i toleran$# nul# pentru marcaCele de pe por$iunile cu ra&a de
curbur# mic#6(
Po&i$ionarea reperului %n produ +a determina .i preci&ia impu# croirii( At!el,
pentru materialele de ba&# preci&ia +a !i mai mare dec-t pentru c#ptu.eli 4pentru reperele
materialului de ba&# preci&ia croirii ete de ) mm iar pentru c#ptu.eli ete de 5mm6,
dar pentru ambele ca&uri, %n ca&ul coaerii la ma.ini automate, abaterile unt nule(
Dac#, la controlul croirii, e contat# abateri mari ale dimeniunilor .i !ormei
reperelor croite !a$# de .abloanele de re!erin$#, e reali&ea&# corectarea( n ca&ul reperelor
croite din materiale %n dun'i au carouri, a celor care pre&int# de!ecte, au care accidental
au !ot croite pe o por$iune de .pan %nn#dit#, odat# cu corectarea e reali&ea&# .i
%nlocuirea acetora( Tot atunci unt !ormate .i pac"etele( De e3i'en$a cu care e e3ecut#
acet act depinde calitatea produului !init(
'ontrolul calitii operaiei de croire e reali&ea&# cu aCutorul .abloanelor de
control +eri!ic-ndu7e, pentru !iecare reper inte'ritatea a .i modul de po&i$ionare al
marcaCelor(
8en$inerea ub control ete reali&at# de c#tre e3ecutant, care +eri!ic# corectitudinea
conturului croit .i marcaCele, prin uprapunerea .ablonului pete reperele croite( Pentru
+eri!icarea preci&iei croirii reperelor de acela.i !el dintr7un .pan e uprapun primul .i
ultimul trat din .pan .i e aprecia&# coreponden$a !ormei celor dou# elemente cu cea
a .ablonului( Periodic, opera$ia de croire ete controlat# de c#tre conduc#torii locului
de munc# .i, prin ondaC, de c#tre controlorul ce r#punde de calitatea reperelor croite(
Pentru ca&ul %n care ete necear# corectarea !ormei .i a dimeniunilor
reperelor, controlul corectrii +i&ea&# urm#toarele,
verificarea concordanei ntre forma i dimensiunile abloanelor de referin i cea
a primului i ultimului stat din pan# totodat, se verific i poziia marcajelor.
verificarea simetriei reperelor ce reclam acest lucru#
controlarea modului de potrivire al dun"ilor i carourilor la toate reperele
produsului, comparativ cu mostra etalon.
Adela *lorea 5D
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
verificarea, dup corectare, a numrului de straturi de pan nscris n
documentaie#
Se e!ectuea&# controlul dimenional .i +i&ual, utili&-nd metrul de croitorie .i
.abloanele de control(
3.1.5. +sigurarea ,i meninerea su$ control a calitii termolipirii
Calitatea termolipirii ete dependent# de,
forma i dimensiunile reperelor precum i poziia lor relativ#
caracteristicile de identificare ale materialelor mbinate %compoziie, starea suprafeei,
"rosime& i implicaiile acestora n re"larea parametrilor de termolipire. 0pre e-emplificare,
la materialele cu flau termolipirea reperelor mici se realizeaz pe dosul reperelor.
caracteristicile dependente de model, care vizeaz locul scopul tehnolo"ic urmrit prin
aplicarea inseriei %de fi-are a mar"inilor, de conferire a stabilitii reperelor i
subansamblurilor precum i de fi-are a aplicaiilor brodate&
S7a contatat c# %n ca&ul dipunerii %nt#riturii ub un un'"i de 9@7:;
o
e ob$ine o
%mbun#t#$ire a tabilit#$ii, prin !ormarea unor re$ele mai re&itente %ntre cele dou# taturi
%mbinate(
,eninerea sub control a operaiei de termolipire e reali&a&# de c#tre
e3ecutant, care +eri!ic#,
respectarea parametrilor tehnolo"ici ai preselor de termolipit, conform
instruciunilor de lucru corespunztoare fiecrui tip de material te-til#
controlarea termolipirii corecte a reperelor#
Controlul e e!ectuea&# pe ba&a documenta$iei .i or'anoleptic( Starea upra!e$ei
materialului dup# termolipire, p#trarea dimeniunilor .i a !ormei, a luciului, a nuan$ei .i
a tu.eului upra!e$ei materialului de ba&#, c-t .i re&iten$a la de&lipire .i !le3ibilitatea
anamblului pot contitui %ndicatori de apreciere a calit#$ii %mbin#rilor ade&i+e(
3.1.6. +sigurarea ,i meninerea su$ control a calitii )ormrii pac.etelor
Se +eri!ic#,
croirea tuturor reperelor constituente ale unui produs#
calitatea termolipirii, a formei corecte i a dimensiunilor reperelor termolipite
%comparativ cu ablonul&#
verificarea, odat cu verificarea numerotrii, a numrului de straturi componente
pentru fiecare pachet#
verificarea asortrii corespunztoare a materialului de baz i a celor secundare
prin verificarea sortrii lor n ordinea apariiei n pan %pentru panurile realizate
din materiale de culori diferite&#
verificarea modului de sortare al materialelor secundare pentru fiecare pachet de
repere.
Controlul e e!ectuea&# or'anoleptic, pe ba&a cartelelor de aort#ri(
3.1.. +sigurarea ,i meninerea su$ control a calitii asam$lrilor prin coasere
Adela *lorea 5E
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Reali&area unor produe calitati+e ete dependent# de corectitudinea cu care e
e3ecut# prelucrarea .i aamblarea reperelor .i ubanamblurilor(
Datorit# interac$iunilor multiple ce apar la opera$ii de coaere %ntre materialul
te3til .i or'anele lucr#toare pot apare e!ecte ne'ati+e at-t aupra materialului te3til c-t .i
aupra a$ei de cuut .i utilaCului( Dintre acetea, o parte pot !i remediate cu un conum
uplimentar de timp 4ruperea a$ei, %ncre$irea6, %n timp ce alte de!ecte pot apare %n proceul
de purtare al produului, depreciindu7l 4modi!icarea !ormei .i dimeniunilor6(
La coaere, re'imul de lucru .i o erie de parametri te"nolo'ici .i !unc$ionali
trebuie corela$i direct cu caracteriticile materialelor aamblate( At!el, %n !unc$ie de
'roimea materialului .i coe!icientul de !recare e impun caracteriticile contructi+7
!unc$ionale ale pl#cu$ei cu din$i tranportori .i ale picioru.ului de preare( n#l$imea
din$ilor tranportori e adopt# tot %n !unc$ie de caracteriticile materialului te3til .i
obinuit ete de ),< mm( Cea mai e!icient# !orm# ete cea cu dinti %nclina$i %n acela.i
en, cu un un'"i de :;
o
7<@
o
( A+antaCul acetui tip de pl#cu$# cu din$i tranportori ete
p#trunderea corect# .i rapid# %n material( Pentru a e+ita deteriorarea materialelor te3tile la
p#trunderea din$ilor tranportori %n materialul te3til, +-r!urile acetora e topec .i apoi e
rotunCec( Groimea materialelor in!luen$ea&# .i paul din$ilor( At!el, la materiale 'roae
ditan$a dintre din$i +a !i de 5 mm iar la materiale ub$iri de ),5 mm( Cu c-t materialele
unt mai ub$iri, cu at-t picioru.ul de preare e e po&i$ionea&# mai Co, iar din$ii
tranportori trebuie re'la$i at!el %nc-t # e ridice cu circa ),< mm pete pl#cu$a acului(
La cre.terea 'roimii, cre.te !or$a de preare a picioru.ului .i din$ii e ridic# cu circa 5
mm( Pentru antrenarea corect# a dou# traturi de material 'ro, pentru deplaarea
incroni&at# a traturilor, trebuie # e ia m#uri uplimentare ca, pe l-n'# cre.terea
%n#l$imii de p#trundere a din$ilor, # creac# .i ditan$a dintre ace.tia(
8aterialele te3tile poed# o anumit# %nc#rcare electrotatic# ce determin# o
aderare a reperelor %ntre ele au la or'anele de lucru, deprinderea de+enind 'reoaie .i
'ener-nd timpi uplimentari pentru m-nuirile neceare la preluare( Pentru o deprindere
corect#, !or$a de deprindere trebuie # %n+in'# uma dintre !or$a de aderen$# a reperului
la pac"et .i 'reutatea acetuia( n +ederea %ndep#rt#rii e!ectelor 'enerate de %nc#rcarea
electrotatic#, materialul e tratea&# antitatic au e ioni&ea&# aerul %n ectiile de
con!ec$ionat(
Deimea .i tructura te#turii are ca principal e!ect ne'ati+ %ncre$irea( Acet
!enomen ete cu at-t mai e+ident cu c-t $e#tura ete contituit# din !ire mai !ine, dene .i
cu re&iten$# mic# la comprimare(
Datorit# deoebirilor ce +i&ea&# compo&i$ia !ibroa#, tructura materialelor
aamblate, di!eren$a de e3tenibilitate, tabilitate etc(, ete poibil # apar# %ncre$irea
datorit# ne%ndeplinirii condi$iei de tranport( Pentru e+itarea acetei itua$ii, ete necear
# e re'le&e preiunea picioruului de preare la +alori minime( Acet tip de %ncre$ire nu
apare ca urmare a proceului de coaere propriu7&i( De aceea, pentru %ndep#rtarea
e!ectelor nedorite ete necear # e inter+in#, %nc# din !a&a de proiectare pentru
ai'urarea compatibilit#$ii %ntre caracteriticile materialelor(
Pentru reducerea %ncre$irii, %n 'eneral e ac$ionea&# aupra ma.inii de cuut,
aupra a$ei precum .i aupra parametrilor te"nolo'ici ai opera$iei de coaere( Re!eritor la
Adela *lorea 5?
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
ma.ina de cuut, e poate ac$iona aupra mecanimului tranportor .i de preare, aupra
re'l#rii teniunii !irelor .i aupra ale'erii acului(
La utilaC, itemele ce permit controlul coaerii unt, tranportor di!eren$ial po&iti+
au ne'ati+, contituit din dou# iteme de din$i %n !a$# .i patele acului cu amplitudini
re'labile .i tranportor implu cu din$i orientabili(
Re!eritor la parametrii te"nolo'ici e poate ac$iona aupra +alorii paului 4care
trebuie # !ie c-t mai mic6 au aupra un'"iului de coaere .i croire( De aemenea, pentru
reducerea %ncre$irii la cu#turile de ti'"elire e recomand# %nlocuirea cu#turilor de
u+eic# de la ti+uri cu cu#turi acune, precum .i e+itarea utili&#rii cu#turilor paralele la
aplicarea elementelor de produ(
La ale'erea a$ei de cuut e poate diminua au e+ita %ncre$irea prin adoptarea unei
a$e cu mie& au cu compo&itie !ibroa# aem#n#toare materialului te3til, c-t mai
termotabil#, cu alun'ire .i re+enire mic#, c-t mai ub$ire(
O prim# !orm# de meninere sub control a asamblrilor prin coaere o contituie
autocontrolul, prin care e3ecutantul +eri!ic#,
utilizarea materialelor conforme cu documentaia i asortarea corespunztoare a
materialelor de baz, secundare i au-iliare#
respectarea potrivirii marcajelor la asamblarea a dou repere#
simetria asamblrii reperelor#
potrivirea dun"ilor i carourilor#
uniformitatea limii custurilor#
uniformitatea dispunerii pailor de custur#
verificare dimensional, atunci c!nd este necesar.
8en$inerea ub control a %mbin#rii ubanamblurilor preupune +eri!icarea
modului %n care unt repectate precrip$iile re!eritoare la calitatea e3cu$iei opera$iilor( Se
e!ectuea&# controlul tuturor opera$iilor dar, cu o !rec+en$# mai mare, a celor care pre&int#
un 'rad de comple3itate m#rit(
Controlorii .i conduc#torii !orma$iilor de lucru +eri!ic# pe !lu3,
calitatea e-ecuiei i respectarea marcajelor de mbinare#
verificarea dimensional a liniei sau conturului rezultat prin asamblare#
Acet control ete e!ectuat prin ondaC(
3.1.#. +sigurarea ,i meninerea su$ control a calitii tratamentelor
umidotermice
Calitatea tratamentelor umidotermice aplicate produelor de %mbr#c#minte e
urm#re.te %n primul r-nd de c#tre e3ecutant prin,
verificarea capitonajului preselor#
verificarea concordanei ntre caracteristicile materialelor i pro"ramul tehnolo"ic
stabilit#
verificarea parametrilor tehnici de funcionare ai preselor#
respectarea procedurilor de e-ecuie a operaiilor de finisare.
Adela *lorea 9@
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Acet lucru e poate reali&a printr7o pre'#tire minu$ioa# a produc$iei care permite
m#urarea 'roimii reperelor prelucrate, a un'"iului mar'inii detaliilor .i include
%ntroducerea metodelor de apreciere a calit#$ii acetor tratamente prin, m#urarea
dimeniunilor liniare, a un'"iului de %ntindere dintre !irele de ur&eal# .i b#t#tur#,
intenit#$ii .i re&iten$ei la %ntindere prin lipire, tabilit#$ii re&iten$ei la %ntinderi repetate,
tabilit#$ii culorii(
3.1.%. +sigurarea ,i meninerea su$ control a calitii
am$alrii, depozitrii ,i expedierii produselor
Calitatea ambal#rii, depo&it#rii .i e3pedierii produelor de %mbr#c#minte ete
+eri!icat#, %n primul r-nd, de c#tre ambalatori .i tranportori .i cont# %n controlul
modului de e!ectuare al acetor opera$ii(
Se +eri!ic#,
constituirea lotului conform specificaiilor din contracte i comenzi#
dispunerea produselor n cutii sau n pun"i#
calitatea ambalajelor, etichetarea corect i si"ilarea corespunztoare a acestora.
Toate loturile de produe care unt introdue %n depo&ite unt +eri!icate, prin
ondaC, .i de controlorul calit#$ii(
Aceta are urm#toarele atribu$ii,
verificarea prin sondaj a dimensiunilor produselor comparativ cu datele de
identificare nscrise pe etichet#
verificarea concordanei ntre coninutul cutiilor i elementele nscrise pe eticheta
acestora#
respectarea modului de ambalare#
respectarea condiiilor corespunztoare de depozitare#
concordana lotului comercial pre"tit pentru livrare cu documentele#
verificarea condiiilor de transport ale fiecrui mijloc de transport.
6. #$aminarea conformitatii produselor pe flu$ul de fabricatie
1copul controlului pe flu$ este de asigurare a calitii fabricaiei prin:
prevenire, supraveg"ere i 7sau inspecie %n +ederea elimin#rii necon!ormit#$ilor .i
de!ectelor. Con!orm SR ISO 9;9:7)??< prin neconformitate se nele"e nesatisfacerea
unei cerine specificate.
Defectul, con!orm aceluia.i tandard, reprezint nesatisfacerea unei condiii de
utilizare a produsului, fiind deci o abatere n raport cu o caracteristic de utilizare.
Eliminarea necon!ormit#$ilor .i repro'ramarea acti+it#$ilor pentru e!ectuarea
corec$iilor cu+enite neceit# un +olum imen de e!ort uman, implic-nd coturi ridicate,
c"iar atunci c-nd acti+itatea ete bine or'ani&at# .i implicit bine e!ectuat#(
6.1. 5roceduri de derulare a activitilor generate de controlul pe flu$ul de fabricaie
La ni+el de controlor trebuie !oarte bine clari!icate urm#toarele apecte)
Adela *lorea 9)
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
a ti ce trebuie fcut de ctre e-ecutant#
a ti ce face efectiv acesta#
a lua msurile de re"lare necesare, n cazul apariiei de perturbri.
ntreprinderea ce or'ani&ea&# un item e!icient de upra+e'"ere a proceului
trebuie # stabileasc structura de control a calitii conformitii, cu urm#toarele
componente/
punctele de control#
tehnolo"iile de control#
frecvena controlului#
dotarea tehnic necesar derulrii activitilor de control#
fora de munc
In con!ec$ii, punctul de control poate !i repre&entat de o opera$ie de!initorie
pentru o &on# critic# a produului, un loc de urm#rire al unuia au mai multor
parametri m#urabili au caracteritici atributi+e( 8ateriali&area acetor date e
concreti&ea&# %n programe te"nologice de control(
Procedurile de derulare a acti+it#$ilor de e3aminare a proceelor .i produelor
impun o organi!are funcional i structural care # permit# olu$ionarea urm#toarelor
probleme,
precizarea tipului de e-aminare %verificare prin sondaj statistic a operaiilor,
verificare inte"ral a lotului de produse, audit de produs i de proces&
depistarea punctelor de e-aminare i control i nominalizarea personalului pe
schimburi
precizarea mijloacelor %instrumentelor& de control utilizate
precizarea procedurilor de control astfel nc!t activitile "enerate de calitate s fie
considerate un ajutor, i nu o piedic pentru producie
stabilirea datelor care se nre"istreaz
precizarea limitelor de acceptabilitate a semifabricatelor i produselor
precizarea procedurii pentru produsele cu neconformiti i defecte
!etoda de lucru cea mai utilizat pentru examinarea pe )lux are la ba&#
utili&area combinat# a urm#toarelor procedee de examinare ,i control,
e-aminarea calitii operaiilor GproblemG prin stabilirea zonelor GcriticeG ale
proceselor pe baza rezultatelor statistice ale perioadelor precedente
stabilirea unor puncte fi-e de e-aminare i control, n concordan cu specificul
produselor care se realizeaz, care ofer avantajul unor timpi scuri de reacie la
potenialele dere"lri ale procesului, fapt cu impact nemijlocit asupra constientizrii
personalului asupra calitii.
controlul calitativ total la terminarea procesului de coasere, pe baza instruciunilor
referitoare la punctele critice ale produselor
Toate re&ultatele metodelor aplicate unt centrali&ate .i comparate cu re&ultatele
anterioare, %n +ederea e+alu#rii e!icien$ei metodelor de or'ani&are(
4.1.1. -rocedur de derulare a examinrii calitii operaiilor ;pro$lem;
Adela *lorea 95
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Pe ba&a re&ultatelor tatitice acumulate pentru o perioad# de timp anterioar# e
tabilec zonele critice ale procesului 4ubcap( 5(56, operatiile care le materiali&ea&a
pre&ent-nd procentul cel mai mare de necon!ormit#$i la punctele !i3e de control(
8embrii ec"ipei care e3aminea&# operaiile critice urmresc n fiecare unitate
dou operaii cu incidena cea mai mare a respin"erilor, .i o a treia opera$ie pentru care
!rec+en$a necon!ormit#$ilor contatate a !ot cea mai mic#(
La !iecare opera$ie pretabilit# e +eri!ic# c-te+a elemente au emi!abricate
e3ecutate uccei+ 497: buc#$i6, de c-te+a ori pe &i( 4num#rul pretabilit ete !i3at prin
pro'ramele te"nolo'ice de control6(
<ezultatele unt %nre'itrate pe !ormulare, care +or cuprinde urm#toarele
in)ormaii/
denumirea operaiei
numele controlorului
numele e-ecutantului oparaiei
starea tehnic a utilajului
operaii preliminare care pot contribui la nivelul calitativ al oparaiei
S#pt#m-nal, re&ultatele unt anali&ate .i e conider# opera$iile remediate atunci
c-nd e ober+# %ncadrarea necon!ormit#$ilor 4la acete opera$ii6 %n limitele acceptate(
n ca&ul %n care e ober+# c# nu e reduce !rec+en$a necon!ormit#$ilor e
reanali&ea&# opera$ia Ncritic#N %n detaliu .i e iau m#urile or'ani&atorice adec+ate(
+naliza operaiilor critice cuprinde prelucrarea unor in!orma$ii re!eritoare la,
nivelul de comple-itate al operaiei, mai ales c!nd este o operaie obinut prin
cuplarea mai multor faze
probleme referitoare la calificarea i instruirea e-ecutantului
probleme "enerate de lipsa unor informaii tehnolo"ice %de e-emplu) semne de
mbinare&
eventuale carene de or"anizare structural sau er"onomic
4.1.2. -rocedur de derulare a examinrii calitii la posturile 2punctele3
)ixe de control
Pentru con)ecii, posturile 2punctele3 )ixe de examinare ,i control unt obi.nuit
amplasate 4!i'(5:6,
la recepia materiilor prime primite de la furnizor#
n cursul operaiilor de pe flu-ul de fabricaie#
dup finalizarea produsului din punct de vedere constructiv i tehnolo"ic, %controlul
produselor finite&
Po&i$ionarea poturilor !i3e de e3aminare, upra+e'"ere .i control repect#
urm#toarele criterii,
amplasarea obli"atorie a acestora naintea sau la ncheierea unei oparaii foarte costisitoare
sau la care se solicit un nivel al calitii foarte ridicat
la livrarea produselor ntre sectoare
la punctele de control naturale, dependente de procesul tehnolo"ic#
Adela *lorea 99
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
-re"\ tirea loturilor
de materii prime
7
Croire
9
3ealiarea loturilor
reperelor croite
;
Confec]ionare
6
/inisare
<
Control
produse finite
=
)mbalare
>
C-
7
C-
9
C-
;
C-
6
C-
<
C-
=
C/
7
C/
9
C/
;
1-
-/
C/ C-
'ON#$O*
FA+$"'A, "& -$O!(
.(&%"FA+$"'A#/
-$O'&( FA+$"'A, "&
1a"aie
materii prime
1a"aie
produse finite
C*7 e3aminare, upra+e'"ere .i control procee de !abrica$ie(
CP7 e3aminare, upra+e'"ere .i control produe
Figura 24. Or'ani&area poturilor 4punctelor6 de e3aminare .i upra+e'"ere %n ociet#$ile
produc#toare de con!ec$ii te3tile
Aceata nu ete o re'ul#, !iind poibil#, pentru o opera$ie te"nolo'ic#, un
/punct1de control care # cuprind# o &on# %ntin# controlat# de un in'ur controlor, %n
timp ce pentru alte opera$ii poate # nu !ie necear nici un punct de control au !oarte
multe( De aemenea, ar putea e3ita un punct de control la unul au mai mul$i
!urni&ori, pentru a +eri!ica repectarea peci!ica$iilor pe !lu3ul de !abrica$ie, modul de
ambalare .i e3pediere a materialelor contractate etc(
Confecionarea produselor, !iind treapta de proce cea mai comple3#, neceit#
amplaarea ri'uroa# a punctelor de e3aminare a calit#$ii( Ete cunocut !aptul c# !lu3ul
Adela *lorea 9:
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
de !abrica$ie al unui produ poate !i %mp#r$it %n 'rupe de opera$ii, !unc$ie de po&i$ia
pa$io7temporal# a reperelor .i ubanamblurilor .i de comple3itatea produului(
Pentru pantaloni, un 'rup con$ine ma3imum ); muncitori, o +ariant# poibil#
!iind amplaarea poturilor 4punctelor6 de control %n !unc$ie de &onele critice ale
produului 4e3emplu, tabelul E6( Operatiile preced potului de control, la !iecare pot
!iind peci!icat un numar de elemente au ubanambluri care trebuie +eri!icate(
*a$elul # 8odel de amplaare al punctelor de control la pantaloni
=rupa +mplasarea punctelor de control
croire )(.tan$area pun'ilor de bu&unar .i croirea reperelor
pre'#tirea reperelor mici
.i a ubanamblurilor
5(termolipirea beteliilor .i c#ptu.irea beteliilor
9(aplicarea !ermoarului pe .li$uri
:(ur!ilarea !e$elor
;(aplicarea re!ile$ilor
aamblare <( reali&area !aldului .i opera$ii re!eritoare la e3ecutarea bu&unarului
lateral 4e3ecutarea bu&unarului lateral, ti'"elire, e3ecutare c"ei$e6
D(opera$ii re!eritoare la e3ecutarea bu&unarului de la patele pantalonilor
4e3ecutarea bu&unarului, ti'"elire, c#lcare, reali&area c"ei$ei, reali&area
butonierei, coaerea naturelui6
E( opera$ii de aplicarea .li$ului t-n' .i drept, ti'"elirea .li$ului t-n' .i
reali&area %mbin#rii pe linia e3terioar# .i interioar# a pantalonului
?( aplicarea '#icilor .i beteliei, aplicarea par$ii drepte a copcii,
de!initi+area col$urilor beteliei, c#lcarea prelun'irii beteliei, reali&area
c"ei$elor '#icilor la partea in!erioar# a beteliei, .tan$area curorului
!ermoarului .i %nc"eierea pe linia de imetrie a patelui
)@( aplicarea copcii la partea t-n'# a pantalonilor, ti'"elirea beteliei,
reali&area c"ei$elor la '#ici, !i3area '#icile late
))( reali&area c"ei$elor la bu&unarele laterale .i la partea in!erioar# a
.li$ului, ur!ilarea termina$ie, aplicarea .iret ap#r#tor, e3ecutarea
butonierei, coaerea naturilor pe prelun'itor, reali&area picioru.ului
naturelui
Pentru ca&ul produselor presplate, ultimele trei poturi de control e modi!ic#,
at!el 4tabelul ?6,
*a$elul % 8odi!ic#ri ap#rute la amplaarea punctelor de control la pantalonii prep#la$i
-uncte di)ereniate la
produsele presplate
+mplasarea punctelor de control
=rupa de asam$lare
?(%nc"eierea pe linia de imetrie a patelui
)@(prec#lcarea prelun'itorului beteliei, corectarea prelun'itorului
))(reali&area c"ei$elor la bu&unarele laterale .i la partea in!erioar# a
.li$ului, ur!ilarea termina$iei, ti'"elirea termina$iei, e3ecutarea
butonierei pe prelun'itor, coaerea naturilor pe prelun'itor, reali&area
picioru.ului naturelui
La acete poturi de control e %ntocmec &ilnic !i.e cu re&ultatele controlului( Un
e3emplu de raport aupra calit#$ii cuprinde 4tabelul )@ 6,
Adela *lorea 9;
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
*a$elul 1& E3emplu de raport re!eritor la calitate pe opera$ii
>peraia ?eri)icat
2$uci3
<eturnat 2$uci3 -rocente 283
reali&area liniei de imetrie a patelui cu
potri+ire %mbin#rii de pe linia interioar#
E@ 5 ?D,;
reali&area liniei de imetrie a patelui cu
repectarea re&er+ei pentru p#lare
S#pt#m-nal e poate %ntocmi un raport al calit#$ii pe 'rupe 4tabelul ))6, care
orientea&# conducerea aupra per!orman$elor ob$inute
*a$elul 11. E3emplu de raport re!eritoar la calitate pe 'rupe
=rupa 1c.im$u
l
?eri)icat 2$uci3 <eturnat 2$uci3 'alitatea, n , procente
283
) A ?D@@ );: ?E,:)
4.1.3. -rocedur de derulare a examinrii calitii produselor nainte de clcare
La !inalul opera$iilor de con!ec$ionare, la !iecare linie de aamblare, ete or'ani&at
controlul indi+idual al produelor !inali&ate contructi+7te"nolo'ic( Sarcina preonalului
cu atribu$ii %n domeniul calit#$ii ete de a depita produele cu de!ecte de coaere au de
alt tip .i a le elimina pentru a e+ita li+rarea celor ce nu corepund peci!ica$iilor .i
ai'urarea unui !eed7bacO %ntre'ului item al calit#$ii re!eritor la ni+elul calit#$ii din
%ntreprindere(
La acet punct de control e urm#re.te calitatea &onelor critice ale produelor,
con!orm modelului omolo'at .i doarului modelului(
Filnic e $ine e+iden$a return#rilor pentru necon!ormit#$i pe opera$ii .i pe
e3ecutant, e+iden$# predat# &ilnic pentru prelucrarea in!orma$iilor( Un e3emplu de raport
ete pre&entat %n tabelul )5(
*a$elul 12. E3emplu de raport re!eritoar la calitatea produelor %nainte de c#lcare pe linie
@inie 'antitate controlat
2$uc3
'antitate respins
2$uc3
-rocent de respingere
283
; )E:@?< 5::95, din care,
de!ecte de material
necon!ormit#$i
altele
)9,5
@,5;G
@,55G
)5,DG
6.2. 5roceduri de stabilire a cau!elor i remedierea defectelor gasite la controlul
pe flu$ul de fabricaie
Pentru urm#rirea, depitarea, tabilirea cau&elor .i remedierea de!ectelor,
peciali.tii conider# c# trebuie urma$i urm#torii pa.i,
investi"area tipurilor de defecte i a amplasrii acestora pe produs#
analiza cauzelor apariiei defectelor, n scopul instituirii de msuri de remediere prin)
elaborarea fiei "enerice a defectului#
lansarea chestionarului defect$cauz$remediere i analiza cauzelor apariiei defectelor#
Adela *lorea 9<
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
centralizarea rezultatelor investi"rilor defect$cauz$remedieri#
catalo"area defectelor constatate dup importan#
simplificarea procedurilor de control, prin)
selectarea defectelor critice i majore %cu ponderea cea mai mare& i simplificarea
procedurilor de control, prin ntocmirea procedurilor de control#
urmrirea defectelor cu pondere semnificativ o perioad determinat .
In continuare e pre&int# e3plicit acete etape(
4.2.1. (n"estigarea tipurilor de de)ecte ,i a amplasrii acestora pe produs
K#ncile de date e ba&ea&# pe clasificarea defectelor dup mai multe criterii cum
unt, implicaia defectului asupra produsului de mbrcminte, importana, natura,
locali!area defectului pe produs.
(mportana de)ectelorAfurnizeaz informaii privind nivelul de admisibilitate al
produsului( Con!orm tandardelor ISO, de!ectele e %mpart %n 9 clae, critice, maCore .i
minore, !iecare put-nd # !ie ub+i&at# %n dou#, A7mai 'ra+e .i K7mai pu$in 'ra+e( ,
defecte critice %de tip A i C&#
defecte majore %de tip A i C&#
defecte minore %de tip A i C&.
efecte critice %(8* 9,9& unt de!ectele care pot 'enera accidente au r#niri
u.oare, au care contra+in re'lement#rilor le'ale(
#$emple de defecte critice) produse ce prezint defecte de e-ecuie "rave %asamblarea
accidental a unor repere ce nu aparin aceluiai produs, asimetrii evidente, instabilitate
dimensional&, defecte de estur critice %"uri, blende, biezri&, elemente de produs de
nuane diferite, defecte de finisare %luciu, virarea colorantului la culori deschise& etc.
efecte principale sau ma)ore %(8* 2,:& unt de!ectele care, cu o probabilitate
mare, au drept conecin$# un re!u& al %ntre'ului lot de produe de la !urni&or .i pe care
nici un cump#r#tor nu le accept# %n produ(
#$emple de defecte ma)ore: produse cu defecte de e-ecuie ce pot fi remediate cu dificultate,
defecte de estur poziionate pe elemente ce se pot nlocui, pete datorate m!nuirilor i
transportului necorespunztor, accesorii neconforme cu specificaiile etc.
efecte secundare sau minore%(8* 6,9& unt de!ectele care ar determina un
e+entual re!u& .i care ar in!luen$a op$iunea cump#r#torilor pre ac"i&i$ionarea altui
produ(
#$emple de defecte minore: defecte care nu influeneaz disponibilitatea produsului) defecte
de estur minore, asimetrii mici, devieri ale liniilor de coasere n limitele toleranelor etc.
'lasi)icarea dup natur %mparte de!ectele %n tructurale .i !unc$ionale, de
apect, precum .i de ambalare .i depo&itare 4!i'(5;6(
efectele structurale i funcionale a!ectea&# !iabilitatea .i, implicit, durata de
+ia$# a produului( <-emple) incompatibilitatea ntre caracteristicile produselor realizate din
materiale cu structuri diferite conduc la poteniale comportri difereniate ale unuia dintre
materiale asamblate, "ener!nd pierderea dimensiunilor sau chiar a formei produsului.
efectele de aspect unt cu predilec$ie de!ecte atributi+e .i pot +i&a armonizarea
liniei i formei produsului cu soluiile constructiv$tehnolo"ice selectate i cu
Adela *lorea 9D
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
caracteristicile materialului, aspectul estetic al custurilor i liniilor de asamblare,
uniformitatea contururilor etc .
efecte generate de ambalare i depo!itare/ <-emplu) produse ifonate, muce"ite,
cu alt tip de ambalaj dec!t cel specificat .
ncrierea %n documenta$ia de e3ecu$ie a indica$iilor re!eritoare la calitate .i a
aten$ion#rilor %n ca&ul de!ectelor critice conduce la sensi$ilizarea ,i orientarea
conductorilor )ormaiilor ,i a executanilor asupra elementelor celor mai
importante pentru un produs.
Figura 25. In!orma$ii 'enerale re!eritoare la clai!icarea de!ectelor dup# natura
Depitarea .i %nre'itrarea de!ectelor tipice !iec#rei cate'orii de produe ete
necear# .i drept premi&# pentru e+aluarea per!orman$elor calitati+e ale acetora,
contituind ba&a de date necear# la !iecare pot de control(
Adela *lorea 9E
Natura defectului
Omisiuni0
elemente decorati$e lips\
cus\ turi nerealiate
inte"ral, butoniere
net\ iate, fixarea
incomplet\ a elementelor
`n detrimentul asi"ur\ rii
stabilit\ ]ii formei,
produse nefinisate
!efecte ce vizeaz\ parametrii dimensionali
[i de form\ ai pa[ilor de cus\ tur\
!efecte de
asamblare0
neuniformitatea liniei de
coasere, neuniformitatea
dispunerii reperelor fa]\
de linia de ?mbinare,
modificarea ec'ilibrului
produsului,
neuniformitatea liniei
terminale a produsului
Aspectul comercial al produsului
indicatori estetici ce ]in cont
de aspectul cus\ turii:
neuniformitatea liniei de
coasere, a pasului cus\ turii, a
fine]ii firelor, "radul de
str%n"ere a firelor ?n cus\ tur\ ,
inte"ritatea cus\ turilor #i
dimensiunile pa#ilor pe
lun"ime, num\ rul de perfora]ii
pe o anumit\ lun"ime a
cus\ turii
indicatori estetici ce ]in
cont de deformabilitatea
cus\ turii:
ondularea materialului pe
linia de coasere, str%n"erea
materialului de c\ tre firele
de a]\ , comprimarea
tan"en]ial\ a stratului
inferior
indisciplin\ tehnologic\ 0
pete de murd\ rie, fire net\ iate,
dun"i #i striuri produse de
tratamente necorespun\ toare,
dimensiuni neconforme cu
actele de control
caren]e de calitate
ale materiei prime0
neuniformitatea nuan]ei,
?n"ro#\ ri, nopeuri, dun"i,
fire lips\ #i tensionate,
instabilitate dimensional\
!eficien]e produse de
accesorii defecte0
fermoare (defecte de cursor, de
pan"lic\ , de uniformitate a din]ilor ),
a]\ cu fine]e neuniform\ , $opsit\
neuniform sau cu reisten]\
necorespunatoare,
nasturi neuniformi ca dimensiune si
culoare,
etic'ete imprimate cu culori
nereistente
!efecte de finisare,
ambalare [i depozitare :
produse nefinisate
corespun\ tor ce preint\ cute,
`ncre]uri,
ambalare neconform\
specifica]iilor
depoitare `n spa]ii #i condi]ii
improprii
Neconcordan]e 1ntre
forma produsului,
solu]ii constructive )
tehnologice [i ]es\ tur\ 0
detalii necorespun\ toare ca
m\ rime #i form\
(supradimensionate sau
subdimensionate)
!efecte accidentale
grave0
neconcordan]e ?ntre
dimensiunile detaliilor
aceluia#i produs, semne
de asamblare $iibile pe
fa]a produsului, produse
deteriorate
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
4.2.2. +naliza cauzelor apariiei de)ectelor, n scopul instituirii de msuri de
remediere
Cea mai comple3# metod# de apreciere a capabilit#$ii unui proce o repre&int#
anali&a prin prisma )actorilor care genereaz de)ecte, abordare ce are drept suport
considerarea procesului ca un sistem ce contituie o combina$ie a !actorilor principali,
material, metod# .i muncitor, corobora$i cu !actori ecundari cum unt manopera,
miCloacele !inanciare, mediul .i modul de m#urare( 2etoda dezvoltat este diagrama
;s"i<a=a %denumit i diagrama cau!+efect&. 2etoda se bazeaz pe studiul a ase
cate"orii de cauze) material, metod, main, manoper, mediu i msurare. n
dia'ram#, principalele acti+it#$i .i ubdi+i&iuni ale acetora unt repre&entate cu linii
'roae( n interac$iune cu acetea unt alte linii ub$iri, prin care unt repre&entate
ubacti+it#$ile au +ariabilele( Acet proce de ubdi+i&are ete condu p-n# c-nd e
identi!ic# toate +ariabilele proceului de!initorii pentru copul anali&ei( E3empli!icati+,
%n !i'ura 5< unt e+iden$ia$i principalii !actori care produc de!ecte atributi+e %n cadrul
proceelor de coaere(
Figura 26. Anali&a capabilit#$ii proceului, prin intermediul dia'ramei I"iOaPa
At!el, a+-nd %ntocmit# $aza de date primare pentru un grup de de)ecte,
particularizarea se realizeaz n raport cu calitatea concret solicitat produsului
analizat
4.2.3. 5la$orarea )i,ei generice a de)ectului
Elaborarea acetor !i.e e +a reali&a de c#tre peronalul implicat %n +eri!icarea
calit#$ii care +a %ntocmi, pentru !iecare tip de de!ect depitat, o decriere au o pre&entare
Adela *lorea
1etod\
(factori te'nolo"ici)
1ana"ement
(factori or"aniatorici)
1a#in\
(utila()
1aterial
neconformit\ ]i
caracteristici
fire
caracteristici
]es\ tur\
consumuri
specifice
moderni\ ri,
rete'nolo"i\ ri
analia de
mar@etin"
capabilitate
proces
automatiare,
computeriare
@noA-'oA
analia f
reclama]iilor
urniorilor
analia
contractelor
analia
furniorilor
proceduri
audit intern
sistem
informa]ional
disciplin\
te'nolo"ic\
Analiz\
proces
flexibilitate
securitate
performan]e
e
uur\ fiic\
uur\ moral\
re"la(e
repara]ii
stimularea
ini]iati$ei
/actorul uman
testarea profesional\
periodic\
condi]ii de
munc\
disponibilitate
psi'ic\
calificare
instruire `n
domeniul calit\ ]ii
disciplin\
te'nolo"ic\
1i(loace
financiare
c'eltuieli pentru
introducerea
sistemului
informa]ional
c'eltuieli
indirecte
c'eltuieli de
produc]ie
c'eltuieli datorate
noncalit\ ]ii
ac'ii]ionare
soft
in$esti]ii `n utila(e
c'eltuieli de
instruire
c'eltuieli pentru
or"aniare )B
1ediul ambiant
temperatur\
umiditate
ni$el de
"omot
lumin\
specifica]ii de
calitate
preciie de
m\ surare
ec'ipamente de
testare
etalon\ ri aparate
plan de
inspec]ii
1\ surare
1etrolo"ie
reactualiare
metode
9?
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
'ra!ic# am#nun$it# a acetuia( *i'urile 5D a, b, c, d,e, !, ' urprind 'ra!ic poten$ialele
de!ectele ap#rute la bu&unarul cu re!ileti(
Figura 2. Pre&entarea 'ra!ic# a poten$alelor de!ecte ap#rute la bu&unarul cu re!ileti
4.2.4. @ansarea c.estionarului Bde)ectAcauzAremediereC, analiza cauzelor ce
genereaz de)ectele
Adela *lorea :@
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Dup# reali&area catalo'ului cu !i.e 'enerice e %ntocmec fie te"nice ale
defectelor atributive, !iec#ruia aociindu7i7e cau&ele, precum .i m#urile de remediere(
Con$inutul unei at!el de !i.e te"nice ete redat %n tabelul )9
*a$elul 13. Anali&a cau&elor ce 'enerea&# %ncre$irea cu#turilor
6enumirea
de)ectului
'auzele apariiei
de)ectului
!suri de remediere
%ncre$irea
cu#turii
contrac$ia a$ei
de cuut2
te#tura
contituit# din
!ire mai !ine,
dene .i cu
re&iten$# mic#
la comprimare2
ne%ndeplinirea
condi$iei de
tranport la
anamblurile
dublate2
nere'larea
corepun&#toare
a parametrilor
te"nolo'ici2
msuri privind proiectarea constructiv tehnolo"ic
ai'urarea compatibilit#$ii caracteriticilor materialelor din
anamblul dublat2
ale'erea unui un'"i corepun&#tor la croire .i coaere2
e+itarea utili&#rii cu#turilor paralele2
%nlocuirea cu#turilor de u+eic# de la ti+uri cu cu#turi
acune2
re"larea parametrilor operaiei de coasere,
re'larea preiunii mecanimului tranportor .i de preare la
+alori minime, re'larea 4mic.orarea6 teniunii !irelor,
mic.orarea paului cu#turii2 ale'erea corepun&#toare a
acului de cuut
acionare asupra mainii de cusut
ai'urarea de ma.ini cu tranportor di!eren$ial po&iti+ au
ne'ati+, contituit din dou# iteme de din$i %n !a$# .i patele
acului cu amplitudini re'labile au cu tranportor implu cu
din$i orientabili2
remedieri dictate de aa de cusut
adoptarea unei a$e cu mie& au cu compo&itie !ibroa#
aem#n#toare materialului te3til, c-t mai termotabil#, cu
alun'ire .i re+enire mic#, c-t mai ub$ire(
Pentru opera$ionali&area acetor date, !iec#rui de!ect i e atribuie un cod, ce trebuie # e
re'#eac# .i %n codi!icarea cau&elor care %l 'enerea&#(
Se reali&ea&# %n acet mod o coreponden$# a codurilor din di!eritele peci!ica$ii care
atra'e impli!icarea procedurilor de prele+are .i c"iar prelucrare a datelor(
4.2. 5. 'entralizarea rezultatelor in"estigrilor Bde)ectAcauzAremedieriC
ntruc-t aceat# acti+itate e derulea&# permanent .i are un caracter dinamic,
pentru diriCarea .tiin$i!ic# a %mbun#t#$irii calit#$ii ete necear# %ntocmirea unor cataloa'e,
care # includ# modul de tratare de!icien$elor, %n pecial al celor cu !rec+en$# de apari$ie
ridicat#( Un model de centrali&are a re&ultatelor in+eti'#rii de!ectelor ete pre&entat %n
tabelul ):
*a$elul 14 Centrali&area re&ultatelor in+eti'#rilor /de!ect7cauremedieri1
'ipul defectului Cau!e >emedieri
6e)ecte generate de nerespectarea speci)icaiilor la croire
de!ecte de
$e#tur#
nerepectarea peci!ica$iilor re!eritoare la
%nl#turarea de!ectelor
%nlocuirea reperelor cu de!ecte
de $e#tur#
Adela *lorea :)
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
repere de nuan$e
di!erite
croirea din baloturi di!erite au
nerepectarea enului materialului
%nlocuirea reperului
modi!ic#ri
dimenionale .i
de !orm# mari
+icii datorate materialului au coloran$ilor tete de laborator preliminare
6e)ecte generate de nerespectarea speci)icaiilor la termolipire
ondularea
upra!e$ei
detaliilor
termolipite
contrac$ie mare a materialului de %nt#rire
4Q5G62
uprapunerea incorect# a iner$iilor pe
reperul din $e#tur#2
%ntre$inerea necorepun&#toare a preelor
de termolipit2
nerepectarea peci!ica$iilor2
de&lipirea
reperelor
termolipite
temperatura prea mic# la pre#2 calitatea
necorepun&#toare a ade&i+ului2
cantitate prea mic# de ade&i+2
repectarea peci!ica$iilor
re!eritoare la parametrii
proceului2
c"imbarea tipului de ade&i+ au
depunerea unei cantit#$i
u!iciente2
Penetrarea
ade&i+ului prin
materialul de ba&#
necorelarea tipului de iner$ie cu
caracteriticile materialului de ba&#
4compactitatea62
cantitate de ade&i+ prea mare2
preiune preei prea mare2
mic.orarea cantit#$ii de ade&i+ .i
repectarea peci!ica$iilor
re!eritoare la parametrii
proceului2
c"imbarea tipului de iner$ie2
Ri'idi&area
anamblului
dublat
cantitate de ade&i+ prea mare2
necorelarea 'roimii celor dou# materiale
termolipite
corelarea 'roimilor celor dou#
materiale2
mic.orarea cantit#$ii de ede&i+2
Por$iuni cu luciu
au %n care a +irat
nuan$a ini$ial# a
materialului
preiune prea mare, care determin#
re!le3ia di!eren$iat# a !irelor ce 7au
de!ormat
re'larea preiunii la pre#
6e)ecte generate de nerespectarea speci)icaiilor la )inisarea produsului
produe
incomplet
!iniate, cute,
%ncre$ituri
nere'larea parametrilor preelor2
indiciplin# te"nolo'ic#2
re'larea corepun&#toare
modi!ic#ri
dimenionale
necorelarea caracteriticilor materialelor
cu parametrii proceelor de !iniare
corelarea paramtrilor proceului
cu natura materialelor
4.2.6. 1impli)icarea procedurilor de control prin catalogarea de)ectelor constatate
dup importan ,i )rec"ena de apariie n procesD selectarea celor critice ,i
ma4ore
Adela *lorea :5
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
8etoda !rec+ent utili&at# %n practic# e ba&ea&# pe urm#rirea de!ectelor, pe tipuri
de produ, o perioad# contant# .i pre&entarea re&ultatelor ub !orm# 'ra!ic# 4!i'5E6(
Figurile 5E( a i b Varia$ia de!ectelor atributi+e !unc$ie de !rec+en$a de apari$ie .i de cau&e
Acete dia'rame permit, de aemenea, identi!icarea !a&elor, .i implicit a locurilor de
munc#, la care e reali&ea&# necon!ormit#$i .i de!ecte, care pot !i tratate con!orm
intruc$iunilor cuprine %n catalo'ul 1cau&e7de!ecte7remedieri1( Atunci c-nd de!ectele
din !rac$iunea de!ecti+# 7au redu, re&ultatele e pot e3trapola pentru toat# produc$ia(
:. ?erificarea produselor finali!ate te"nologic i a celor finite
ontrolul produselor finite reprezint procesul de verificare i msurare a
realizrii cantitative i calitative a performanelor acestora i, implicit, a sarcinilor de
producie, compararea cu obiectivele planificate i instituirea msurilor de corecie ce
se impun pe parcursul, sau la sf!ritul activitii, av!nd drept scop prent!mpinarea
livrrii unor produse cu defecte.
Veri!icarea e reali&ea&# indi+idual, pe produ, con!orm peci!ica$iilor(
;nstruciunile de control cuprind:
documentaia de referin#
elementele ce se controleaz la produs
instruciuni, proceduri de verificare i instrumente de control#
aspecte urmrite prioritar la verificare#
criterii de respin"ere sau acceptare
5.1. 6ocumentatia de re)erinta necesara pentru e)ectuarea controlului
)inal ete contituita din urmatoarele date,
>ia cu descrierea modelului
>i de asortare a materialelor
/abel dimensional
3bservaii nre"istrate la testarea prototipurilor
/abel cuprinz!nd informaiile statistice necesare controlului
>i de ntre"istrare a rezultatelor evalurii
Adela *lorea
0
100
200
300
400
500
600
1
pete "\ uri cute produs ars
tipul defectului
Cum\rul defectelor `nre"istrate
0
100
200
300
400
500
600
1
pete "\uri cute produs ars
tipul defectului
Cum\rul defectelor `nre"istrate
material
indisciplin\ indisciplin\
indisciplin\
:9
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
5. 2. 5lemente ce se controleaz la produs
Elementele +eri!icate unt dependente de tipul de produ, %n 'eneral acetea
!iind critice pentru calitatea acetuia(
0nainte de tratamentul umidotermic )inal, acetea pot +i&a/
asortarea materiilor prime i a materialelor secundare#
e-ecuia corespunztoare a produsului din punct de vedere dimensional#
aplicarea corect a emblemelor esute %embleme cu nsemnele internaionale de
ntreinere, de compoziie fibroas i mrime& i a etichetelor de carton cuprinz!nd
date de identificare a produsului.
*a produsul finisat umidotermic controlorii aprecia&# calitatea produelor
comparati+ cu motra etalon .i cu documenta$ia proprie modelului, urm#rind apectul
comercial al acetuia( De aceea, unt verificate prioritar potenialele defecte ce
afectea! aspectul comercial al produselor.
Controlul e e!ectuea&# integral la tot lotul comercial .i vi!ea!
o etichetarea i mperecherea corect a produselor constituite din mai multe elemente
%costume, compleuri&#
o aspectul e-terior al produsului
o tinuta produsului %produsul nu trebuie sa aiba devieri de la tinuta normala&
o aspectul materiilor prime, secundare i au-iliare si asortarea conform fiei de
asortare#
o modul de confecionare %simetria reperelor, si simetria reperelor perechi, modul de
dispunere spatiala a reperelor, re"ularitatea contururilor, corectitudinea liniei de
inchidere a produsului, orientarea desenelor, corespondenta reperelor cu desene pe
liniile de imbinare, simetria desenului pe reperele pereche, ti"hele e-ecutate cu
desime constanta i e-ecutate cu aceeai nuan de a la ntre" produsul, fi-area
reperelor la produsele multistrat, corectitudinea aplicarii nasturilor si butonierelor,
numrul si pozitionarea corecta a straturilor interioare, respectarea tolerantelor&#
o modul de finisare#
o prin sondaj, produsele se verifica dimensional
5.3. -roceduri de "eri)icare a pantalonilor
La +eri!icare trebuie s se respecte o ordine a elementelor i !onelor
controlate, nscris n procedurile de control, care are drept scop/
eliminarea posibilitii de neverificare a unor zone ale produsului#
minimizarea timpului afectat controlului, prin raionaliarea micrilor i chiar a
m!nurilor#
micorarea numrului de produse respinse din depozite sau de la beneficiari.
De asemenea, utilizarea metodelor, procedurilor i instrumentelor pentru e-ercitarea
controlului uureaz investi"aia, msurarea abaterilor, compararea cu specificaiile,
precum i msurile de corecie.
Pentru pantaloni, controlul e de!#.oar# %n urm#toarea ordine/
partea superioar, st0nga, unde se verific)
Adela *lorea ::
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
buzunarul de la spate#
mbinarea pe linia e-terioar, partea st!n"#
buzunarul i contrarefiletul din partea st!n"#
partea superioar a dun"ii#
betelia, partea st!n"#
"icile.
4uccesiunea m0nuirilor:
se preiau pantalonii
se aaz pantalonii pe masa de verificare cu partea st!n" deasupra, astfel nc!t liul s fie
orientat spre controlor#
derularea verificrii
spatele produsului, unde se verific)
custura de simetrie a spatelui#
betelia la spatele produsului#
4uccesiunea m0nuirilor:
se aaz pantalonii pe masa de verificare cu spatele deasupra, astfel nc!t betelia s fie n zona
normal de lucru a controlorului#
derularea verificrii
partea din fa a pantalonilor, unde se verific)
partea st!n" a liului#
partea dreapt a liului#
betelia de la faa produsului#
4uccesiunea m0nuirilor:
se aaz pantalonii pe masa de verificare cu faa deasupra, astfel nc!t betelia s fie n zona
normal de lucru a controlorului#
derularea verificrii
interiorul pantalonilor, unde se verific)
cptueala liului st!n"#
cptueala liului drept#
bailo"ul#
pun"a buzunarului lateral, partea din st!n"a#
pun"a buzunarului de la spatele pantalonilor, partea din st!n"a#
cptueala beteliei, partea din st!n"a#
pun"a buzunarului de la spatele pantalonilor, partea din dreapta#
pun"a buzunarului lateral, partea din dreapta#
cptueala beteliei, partea din dreapta.
4uccesiunea m0nuirilor:
se deschide fermoarul pantalonilor, astfel nc!t betelia s fie n zona normal de lucru a
controlorului#
derularea verificrii
partea superioar, dreapt, unde se verific)
buzunarul lateral i contrarefiletul din partea din dreapta#
mbinarea de pe linia e-terioar, partea din dreapta#
buzunarul de la spatele produsului, partea din dreapta#
partea superioar a dun"ii#
betelia, partea din dreapta#
"icile
4uccesiunea m0nuirilor:
se poziioneaz pantalonii astfel nc!t linia de simetrie s fie orientat spre controlor#
derularea verificrii
Adela *lorea :;
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
lungimea i terminaia inferioar a pantalonilor, unde se verific)
mbinarea pe linia interioar, partea din st!n"a#
mbinarea pe linia interioar, partea din dreapta#
clinul#
maneta din dreapta idin st!n"a#
4uccesiunea m0nuirilor:
se poziioneaz pantalonii, astfel nc!t linia de simetrie s fie orientat spre controlor, apoi se
ridic partea din dreapta a pantalonilor#
dup verificarea liniilor interioare i a clinului, produsul se poziioneaz plan i se verific
manetele.
controlul dimensional, unde e +eri!ic#,
lun"imea produsului#
circumferina taliei.
4uccesiunea m0nuirilor:
se poziioneaz pantalonii n stare plan, astfel nc!t linia de simetrie s fie orientat spre
controlor#
derularea verificrii
5.4. 'riterii de acceptare sau respingere a produselor
(baterile nepermise pe produsul finit unt pre&entate %n tabelul );(
*a$elul );. De!icien$e neadmie la controlul produului !init
7econ)ormiti ntElnite la controlul
produselor )inalizate din punct de "edere te.nologic
*ipul
necon)ormitii
'ritice !a4ore
eficiene generate de aspectul general al produsului
(ndeplinirea standardelor comerciale de catre produsele rezultate
produse neconforme cu mostra avi!at;
e$: culoare sau nuan necorespun!toare, tig"ele lips sau n plus
F
Pun'i de dimeniuni necorepun&atoare
ambalare necorepun&#toare, de e3emplu, utili&area de umera.e
necon!orme cu documenta$ia
H
ambalare necorepun&#toare, de e3emplu, neutili&area bulinelor de
marime au inele de marime pe umerae, c"iar daca unt olicitate
H
Produe neimpac"etate con!orm peci!icatiilor 4au umeraul au pun'a
incorecte6
H
+spectul comercial al produselor rezultate
produe .i!onate, cu luciu au arse F H
materiale ne$eute +i&ibile prin materialul de ba&# 4!enomen critic la
materiale de ba&# tranparente6
H
produele pre&inta urme e+idente de murdarie au pete H
produsele sunt infestate cu insecte F
produse ptate sau umede F
Adela *lorea :<
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
eficiene generate de etic"etare
etic"etele utili!ate aparin altei firme sau altui lot @
etic"etele utili!ate sunt incompet completate:
lipseste tara de destinatie
nu este mentiont compoziia fibroas materialelor
componente
@
etic"etele referitoare la comportarea la foc lipsesc @
in!orma$ii incrip$ionate pe etic"et# par$ial ili&ibile H
etic"ete incorect po&i$ionate, put-nd determina deteriorarea $e#turii H
etic"etele utili!ate pentru diferite mrimi sunt incorecte F
#tic"etele utili!ate conin informaii contradictorii sau preul vi!ibil
parial
@
eficiene generate de materialele au$iliare
naturi par$i au cuu$i inu!icient H
capse necorespun!toare 4la produele la care %nc"iderea ete doar cu
cape, de!ectul ete critic6
@ H
materiale au$iliare ruginite, u!ate sau defecte @
acceorii necon!orme cu peci!ica$iile 4neaortate au de alt# m#rime
au !orm#6
H
accesorii lips sau po!iionate incorect pe produs @
fermoare aplicate incorect sau defecte @
!ermoare ce nu e dec"id cu u.urin$# H
eficiene datorate confecionrii produsului
fragmente de ace, capse metalice sau ace cu gmlie nglobate n
produsul finit
@
custuri tenionate, %ncre$ite, lun'ime +ariabil# a paului, cu#turi
deteriorate
H
cu#turi acune e3ecutate incorect 4+i&ibile6 H
aa !oloit# nu ete corepun&#toare @
!ire de a$# mai mari de ; cm pe tot produul H
asamblarea incomplet a reperelor @
pun'i de bu&unar prea curte H
termina$ii ine'ale au decuute H
nepotri+irea carourilor au dun'ilor H
c#ptu.eala +i&ibil# pe !a$a produului 4.li$, bu&unare6 H
pense, gulere, revere, bu!unare asimetrice sau cu form
necorespun!toare
@
aplicarea incorect# a !ermoarelor, c#ptu.elii, a naturilor .iJau
butonierelor2
H
dimensiuni ale butonierelor i nasturilor neconforme cu
specificaiile
F
ete ai'urat nature de re&er+# H
ine'alitatea dimeniunilor reperelor imetrice H
dimensiunile produsului nu se ncadrea! n tolerane @
efecte de estur
defecte de estur: guri, fire ngroate, diferen de nuan, @
Adela *lorea :D
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
material bie!at, material cu urme de ace, cute de vopsire, luciu
material croit pe direcie gresit @
material mai gros sau prea subire
di!eren$e de nuan$# %ntre elementele aceluia.i produ H
di!eren$e de nuan$# %ntre produe H
efecte de termolipire
ade&i+ de nuan$# necon!orm# cu materialul @
ade&i+ necon!orm cu detinatia elementului de produ H
ade&i+ +i&ibil ub !ermoare, bu&unare etc( H
$e#turi deteriorate din cau&a temperaturii prea mari a ade&i+ului H
produe termolipite incomplet 4cu ade&i+ul de!#cut6 H
E+ident c# &onele +i&ibile ale produului +or !i controlate cu un ni+el de
e+eritate mai mare dec-t &onele interioare ale acetuia dar, %n ambele ca&uri,
de!icien$ele accidentale ce apar, at-t datorit# con!ec$ion#rii, c-t .i !ini#rii 4cu#turi
de!#cute, ti'"ele %ntrerupte, !ire net#iate, re&er+e de coaere imprimate pe !a$a
produului printr7o !iniare de!ectuoa#, luciu etc(6 repre&int# moti+e de repin'ere a
produului( n multe ociet#$i comerciale, controlul calit#$ii produelor !inali&ate
te"nolo'ic ete cumulat cu cel al produelor !inite(
A. ?erificarea loturilor comerciale pregtite pentru livrare
Planurile de +eri!icare a calit#$ii produelor unt de!inite de urm#toarele criterii,
frecvena livrrilor %intermitente sau continue&#
tipul caracteristicilor calitative e-aminate %atributive sau msurabile&#
specificul proteciei %a utilizatorului sau a mediului, dac este cazul&#
tipul de eantionare %simpl, dubl, multipl sau secvenial&#
nivel de control %9
c
F, 9
c
FF, 9
c
FFF, 0
*
, 0
,
, 0
'
, 0
(
&#
nivel de calitate acceptabil %A.H.I&
Re!eritor la tipul caracteristicilor care se verific, %n con!ec$ii, la !iecare lot e
e3aminea&#,
dimensiunile#
e-ecuia#
desenul, culoarea, modelul#
marcarea i ambalarea.
Deeori, nu toate produele %ndeplinec %n aceea.i maur# condi$iile calitati+e
impue, put-ndu7e de!ini,
riscul clientului, definit drept probabilitatea de preluare a unui lot care nu ndeplinete
cerinele clienilor, care trebuie meninut la un nivel c!t mai sczut.
riscul furnizorului, definit drept probabilitatea de respin"ere a unor loturi la care marea
majoritate a produselor ndeplinesc cerinele clienilor, care trebuie meniunt la un nivel
c!t mai sczut.
Deoarece nu toate caracteristicile produsului au aceeai pondere, la +eri!icare
e repect# urm#toarele reguli:
Adela *lorea :E
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
un produs se consider defectiv dac nu rspunde e-i"enelor calitative referitoare la
oricare dintre tipurile caracteristicilor care se verific, menionate anterior#
produsul la care se constat dou abateri de "ravitate diferit este ncadrat la "rupa de
"ravitate ma-im#
aprecierea calitii produselor se realizeaz conform standardului *;J;K?K=, pentru
produsele destinate pieei interne i conform specificaiilor clienilor, pentru comenzile
societilor multinaionale#
decizia de admitere sau respin"ere se ia funcie de numrul produselor defective din
lot, controlate prin sondaj#
trecerea de la verificarea cu "rad de severitate normal la una cu "rad mai sever %sau
mai redus& se realizeaz conform standardelor '*L;?*$K( i '*L;?,$K(#
pentru loturile acceptate, produsele defective se remediaz sau se nlocuiesc de ctre
productorii de confecii#
loturile respinse sunt reverificate
.-rocedurile de derulare a controlului produselor )inite pregatite pentru
li"rare includ/
Determinarea mrimii lotului
Determinarea volumului eantionului
alcularea volumului eantionului difereniat pe mrimi i culori
0electarea zilnic a volumului eantionului din produse
1erificarea zilnic a eantionului
.relucrarea informaiilor rezultate n urma controlului
Fnformarea factorilor responsabili n vederea evitrii neconformitilor sistematice
6.1. 6eterminarea mrimii lotului
n con!ec$ii e utili&ea&# eantionarea simpl sau dubl a loturilor. La
eantionarea simpl e e3tra'e un in'ur e.antion, care e anali&ea&# dup# criteriile
tabilite, iar deci&ia de acceptare au repin'ere e ia !unc$ie de +aloarea !rac$iunii
de!ecti+e( Principalul de&a+antaC %l contituie !aptul c# pentru loturile cu ni+el calitati+
!oarte ridicat au !oarte c#&ut, acet tip de e.antionare ete prea e+er#( <antionarea
dubl are ca principal atu !aptul c# operea&# cu e.antioane mai mici cantitati+, practic
e.antionul !ra'ment-ndu7e %n dou#( Dup# e3aminarea primului lot, deci&iile pot +i&a,
acceptarea lotului, dac produsele rspund e-i"enelor privind elementele e-aminate#
respin"erea lotului, dac acestea nu ndeplinesc specificaiile aferente#
prelevarea unui al doilea eantion, dac rezultatul investi"aiilor este neconcludent.
(8* reprezint procentul ma-im de defective reale pentru care un lot se
consider acceptabil, din punct de vedere calitativ( Standardul preci&ea&# c# +aloarea
ARL7ului e tabile.te de comun acord %ntre bene!iciar .i produc#tor .i ete
dependent# de, ni+elul calitati+ al produelor reali&ate de produc#tor, natura abaterilor
.i de!ectelor, tipul reclama$iilor %nre'itrate de c#tre produc#tor, compatibilitatea %ntre
cerin$ele clientului .i poibilit#$ile de reali&are concret# a produc#torului, coturile
implicate de reali&area unui anumit ni+el calitati+ acceptabil etc(
Adela *lorea :?
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Pe ba&a in!orma$iilor ob$inute %n urma prelucr#rii datelor prin metode tatitico7
matematice unt %ntocmite tabele %n care, n funcie de mrimea lotului de produse i
de valoarea preci!at pentru (8* se preci!ea! mrimea eantionului controlat
precum .i numrul de produse care pot s aib neconformiti. In tabelul )< unt
pre&entate comparati+ datele care permit aprecierea unui lot prin impl# e.antionare,
utili&-nd ARL 5,; i ARL :,@(
*a$elul 16 Tratarea calit-$ii unui lot prin e3tra'erea unui in'ur e.antion
(8* 2,: (8* 6,9
,rimea lotului
de produse
,rimea
eantionului
Cantitatitea de
produse cu defecte
ma$im admis
,rimea
eantionului
Cantitatitea de
produse cu defecte
ma$im admis
57E ; @ ; @
?7); ; @ ; @
)<75; ; @ ; @
5<7;@ ; @ ; )
;)7?@ 5@ ) 5@ )
?)7);@ 5@ ) 5@ 5
);)75E@ 95 5 95 9
5E)7;@@ ;@ 9 ;@ ;
;@)7)5@@ E@ ; E@ D
)5@)795@@ )5; D )5; )@
95@)7)@@@@ 5@@ )@ 5@@ ):
n tabelul )D unt pre&entate datele care determin# modul de tratare a calit#$ii unui lot
la care e utili&ea&# e.antionarea dubl#(
*a$elul 1. Date pri+ind ni+elul de +eri!icare normal# prin e.antionare dubl#, con!orm
tandardului '*L;?,$K(.
7umrul de
produse din lot
5,antion 7umrul de
produse
din e,antion
7umrul de
produse din
cele dou
e,antioane
7umrul de produse de)ecti"e care
determin, dup "eri)icare/
acceptarea respingerea
lotului, max. lotului, min
5((((E 7 5 7 @ )
?((((); 7 9 7 @ )
)<((((5; 7 ; 7 @ )
5<((((;@ 7 E 7 @ )
;)((((?@ I E E @ 5
II E )< ) 5
?)(((();@ I )9 )9 @ 5
II )9 5< ) 5
);)((((5E@ I 5@ 5@ @ 9
II 5@ : 9 :
5E)((((;@@ I 95 95 ) :
II 95 <: : ;
;@)(((()5@@ I ;@ ;@ 5 ;
II ;@ )@@ < D
)5@)((95@@ I E@ E@ 9 D
II E@ )<@ E ?
95@)(()@@@@ I )5; )5; ; ?
II )5; 5;@ )5 )9
6.2. 1ta$ilirea "olumului de e,antionare pe culori
Adela *lorea ;@
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
Deoarece produele care contituie comen&ile nu repect# o reparti$ie normal#
4Gau7Laplace6 pe m#rimi .i culori, ete necear# tabilirea +olumului de e.antionare
propor$ional cu aceat# reparti$ie(
+epartitia pe culori si pe mrimi a unui lot contituit din 5@D< produe pre'#tit
pentru e3pedi$ie ete ipotetic urmatoarea,
Culoare7mrime .A .B 69 62 66 Cantitate total de
produse din lot
'ri <D )9; )99 )99 <5
alb E9 5@9 )E: )E9 9)
albatru )99 5;9 5;@ )99 ?9
Total produeJculoare 2#3 5%1 56 44% 1#6 2&6
0tabilirea volumului de entionare pentru tot lotul.
Volumul de e.antionare e3tra din tabelul(( pentru ARL 5,; ete de )5; produe(
/ransformarea n procente a volumului fizic lotului de controlat rezult)
)5;J5@D<3)@@S <G
alculul numrului de produse care trebuie controlate din fiecare mrime)
45E9,)@@63<GS)D produe din m#rimea 9<
Aplic-nd %n mod imilar al'oritmul e ob$in urm#toarele date,
,rime .A .B 69 62 66
Total produe pe marime 5E9 ;?) ;<) ::? )E<
Volumul eantionului pe marimi )D 9; 9; 5< )5
alculul numrului de produse care trebuie controlate din fiecare culoare %pe
mrimi&)
Pentru culoarea 'ri, m#rimea 9<,
<D,)DS: produe de culoare 'ri, m#rime 9<
+ezultatele volumului esantionului pe marimi si culori este cuprins in tabelul
urmator)
Culoare7mrime .A .B 69 62 66 Cantitate total de
produse din lot
'ri : E E E : 95
alb ; )5 )) )) 5 :)
albatru E ); ); E < ;5
Total produeJculoare 1 35 34 2 12 125
C. (uditul calitii
O alt# !orm# de +eri!icare .i e+aluare a calit#$ii produelor, proceelor .i
itemelor o repre&int# auditul( Standardul (1> %&&&/2&&& de!ine.te auditul ca !iind un
proces sistematic, independent ,i documentat n scopul o$inerii de do"ezi ,i a
e"alurii lor cu o$iecti"itate pentru a determina msura n care sunt ndeplinite
criteriile de audit(
(uditul calitii unui produs const n e$aminarea unui eantion de produse,
pentru a stabili dac acestea ndeplinesc prescripiile referitoare la calitate. n curul
auditului de produ e poate e3amina proceul de !abrica$ie, produul put-nd !i un
Adela *lorea ;)
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
emi!abricat au un produ !init( Ete necear# e3iten$a unei documenta$ii !a$# de care
# e raporte&e per!orman$ele reali&ate( Acetea unt materiali&ate ub !orm# de
caracteritici e3primate uni+oc( Scopul auditului de produ ete demontrarea
con!ormit#$ii produului .i a capabilit#$ii proceului precum .i,
evaluarea neutr a nivelului calitativ al produsului#
cercetarea posibilitilor de mbuntire a calitii produsului#
evaluarea capabilitii punctelor de e-aminare i control#
evaluarea concordanei ntre e-aminri i scopul auditului.
De!#.urarea auditului de produ preupune anali&a periodic# a unui num#r de doi
p-n# la cinci pantaloni, la care ete apreciat# at-t calitatea prelucr#rii, c-t .i apectul
etetic al acetora( Ete de pre!erat # e aprecie&e mai %nt-i calitatea prelucr#rilor
te"nolo'ice .i apoi apectul etetic al produelor(
Cuanti!icarea re&ultatelor auditului de produ e reali&ea&# prin intermediul
metodei punctaCelor, !iec#rei &one de produ auditate !iindu7i acordat# o not# de la ) la
<, ce are urm#toarea emni!ica$ie(
*$calitate foarte bun#
,$calitate bun#
'$calitate suficient de bun, defectele minore sunt sesizabile doar de ctre specialiti i nu
sunt sigur semnalate de client#
($calitatea suficient de bun, not de atenionare a necesitii semnalrii i corectrii
defectelor, deoarece e$ist posibilitatea sesizrii lor de ctre client#
:$calitate satisfctoare, dar defectele trebuie remediate deoarece sunt sigur sesizate de
client#
L$calitate nesatisfctoare, produsul este nevandabil i o sin"ur not de L anuleaz toate
celelalte calificative.
E+ident c# ec"ipa de auditori acord# cali!icati+ele $in-nd cont %n primul r-nd de
cuno.tin$ele te"nice proprii, la care e adau'# criterii ce +i&ea&#, cerin$ele clien$ilor
re!eritoare la calitate, pre$ul produului etc(
8edia notelor ob$inute pentru !iecare &on# auditat# ete %nre'itrat# %ntr7un
!ormular, er+ind drept ba&# pentru atribuirea unei /note de auditare1 lunar#,
cali!icati+ ce poate orienta mana'erului aupra msurilor ce e impun %n +ederea
cre.terii calit#$ii produelor(
Fonele care trebuie auditate unt cuprine, pentru pantaloni, %n tabelele )E i )?(
(uditul calitii unui proces sau de procedur se refer la compararea modului de
derulare al unui proces cu procedurile sau instruciunile de lucru, pentru stabilirea
conformitii cu aceste documente. Anali&a unui proce nu e limitea&# la e+aluarea
trict# a acti+it#$ii 'enerat# de acel proce, ci anali&ea&# %n intercone3iune toate
acti+it#$ile cu copul +eri!ic#rii e!icacit#$ii proceului( De aceea, un rol !oarte
important pentru ucceul auditului %l de$ine con$inutul c"etionarului( Prin procedura
de auditare e urm#re.te, de aemenea, dac# au !ot repectate m#urile de ai'urare a
calit#$ii proceului, tabilindu7e .i m#uri corecti+e(
Un c"etionar pentru e+aluarea proceului, particulari&at pentru !iniarea
umidotermic#, ete pre&entat in tabelul 5@
*a$elul 2&. C"etionar pentru derularea tratamentelor umidotermice
Adela *lorea ;5
ASIGURAREA SI EVALUAREA CALITATII PRODUCTIEI
'ratament
umidotermic
>spuns
a Du Du tiu
Tuele utilaCelor de
!iniare unt cur#$ate %n
mod re'ulat con!orm
unei plani!ic#ri a
acti+it#$ilorU
Tuele unt %nlocuite %n
mod re'ulatU
Intala$iile 'eneratoare
de aburi unt i&olate
at!le %nc#t # !ie
e3clue poibilele
accidenteU
Sunt clar peci!ica$i
parametrii opera$iei de
tratare umidotermic#U
Auditul de item cont# %n e3aminarea acetuia %n dou# etape,
n prima etap se stabilete dac documentele de meninere sub control a activitilor
satisfac cerinele %cum sunt specificaiile, cerinele clienilor etc.&
n a doua etap se e-amineaz prin sondaj dac personalul or"anizaiei i desfoar
aciunea conform instruciunilor stabilite.
Ete e+ident c# auditul itemului calitate e re!er# la toate activitile sistemului ales
ca model de referin.
Adela *lorea ;9
S-ar putea să vă placă și
- Asigurarea CalitatiiDocument79 paginiAsigurarea CalitatiiIoana Palade100% (1)
- Asigurarea CalitatiiDocument31 paginiAsigurarea CalitatiiAdrian MoiseiÎncă nu există evaluări
- Bazele Stiintei MarfurilorDocument70 paginiBazele Stiintei MarfurilorAdrian MustateaÎncă nu există evaluări
- XII M2 Asigurarea Calitatii - I. MajinescuDocument92 paginiXII M2 Asigurarea Calitatii - I. MajinescuMircea Apahidean100% (1)
- 6 Controlul Materiilor PrimeDocument3 pagini6 Controlul Materiilor PrimeZoiaÎncă nu există evaluări
- Utilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDocument25 paginiUtilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDragu ClaudiuÎncă nu există evaluări
- Calitate Si Standardizare in Industria TextilaDocument9 paginiCalitate Si Standardizare in Industria TextilaAbil ContÎncă nu există evaluări
- 2022 Metode Si Tehnici Moderne de Control Manual, InstructiiDocument82 pagini2022 Metode Si Tehnici Moderne de Control Manual, InstructiiIurie TaralungaÎncă nu există evaluări
- Curs 2 - Extins PDFDocument10 paginiCurs 2 - Extins PDFNicolaieGheorgheÎncă nu există evaluări
- Executarea, Incercarea Si Omologarea Prototipului Si A Seriei ZeroDocument3 paginiExecutarea, Incercarea Si Omologarea Prototipului Si A Seriei ZeroNatalia StanciuÎncă nu există evaluări
- Indrumar Normare Confectii TextileDocument24 paginiIndrumar Normare Confectii TextileReka DraganÎncă nu există evaluări
- Asigurarea Calitatii - I. MajinescuDocument94 paginiAsigurarea Calitatii - I. MajinesculebanerÎncă nu există evaluări
- Calitatea Produselor Si ServiciilorDocument19 paginiCalitatea Produselor Si ServiciilorValeriu DanilaÎncă nu există evaluări
- Metoda 5S PDFDocument22 paginiMetoda 5S PDFSorina MoldovanÎncă nu există evaluări
- Proces TehnologicDocument7 paginiProces TehnologicIoan BilcuÎncă nu există evaluări
- Managementul Calității - Sistemul de Management Al Calitatii Conf. ISO 9001 (Continuare)Document5 paginiManagementul Calității - Sistemul de Management Al Calitatii Conf. ISO 9001 (Continuare)adina3adinutaaÎncă nu există evaluări
- Pregatirea Productiei Intr o IntreprindeDocument13 paginiPregatirea Productiei Intr o IntreprindeIana MalanceaÎncă nu există evaluări
- m3 Pregatirea Tesaturilor Si TricoturilorDocument2 paginim3 Pregatirea Tesaturilor Si TricoturilorIdriceanu DanielaÎncă nu există evaluări
- Exemplu Fisa de Post Ing Chimist TehnologDocument2 paginiExemplu Fisa de Post Ing Chimist TehnologMunteanu Cornel100% (1)
- Textile Pielariexi Confectionarea Produselor Din Tricot PDFDocument39 paginiTextile Pielariexi Confectionarea Produselor Din Tricot PDFmcostel07Încă nu există evaluări
- Factori de Influienta A Solutiilor de Proiectare PDFDocument4 paginiFactori de Influienta A Solutiilor de Proiectare PDFMoisa Vica100% (1)
- CQ. Controlul CalitatiiDocument13 paginiCQ. Controlul CalitatiiCad AutocadÎncă nu există evaluări
- Curs Asigurarea Calitatii ConfectiiDocument6 paginiCurs Asigurarea Calitatii ConfectiiNumescu NumeÎncă nu există evaluări
- Asigurarea CalitatiiDocument8 paginiAsigurarea Calitatiisosucatalin100% (1)
- Studiul Și Analiza Proporțiilor Impuse Produselor de Îmbrăcăminte Și Figurii Omenești de Către Tendințele ModeiDocument9 paginiStudiul Și Analiza Proporțiilor Impuse Produselor de Îmbrăcăminte Și Figurii Omenești de Către Tendințele ModeiBunica NataliaÎncă nu există evaluări
- cursPACT12 PDFDocument10 paginicursPACT12 PDFMiruna Andreea100% (1)
- Test 3Document1 paginăTest 3Moisa VicaÎncă nu există evaluări
- Controlul CalitatiiDocument127 paginiControlul CalitatiiRaduCristian100% (1)
- Materiale InteligenteDocument7 paginiMateriale InteligenteIoana DavidÎncă nu există evaluări
- PSFC Proiect 2013Document8 paginiPSFC Proiect 2013Miruna AndreeaÎncă nu există evaluări
- Proiect Ingineria Calitatii: Fisa de Urmarire ProdusDocument8 paginiProiect Ingineria Calitatii: Fisa de Urmarire Produsalexandra100% (1)
- Cerinte de CalitateDocument4 paginiCerinte de CalitateHritcu CatalinaÎncă nu există evaluări
- TextileDocument4 paginiTextileChivulescu Ionutz100% (1)
- FD1-Fisa de Documentare-Procesul de Productie În ConfecțiiDocument3 paginiFD1-Fisa de Documentare-Procesul de Productie În ConfecțiicatalinaÎncă nu există evaluări
- Nivelul Tehnic Al CalitatiiDocument5 paginiNivelul Tehnic Al CalitatiiIlie_AndreeaÎncă nu există evaluări
- Proiect IC2Document4 paginiProiect IC2Alex Mihai0% (1)
- MIT Cap - 8 UtilajeDocument97 paginiMIT Cap - 8 UtilajeGabriel CiobanuÎncă nu există evaluări
- Structura S ºi Proiectarea TricoturilorDocument65 paginiStructura S ºi Proiectarea TricoturilorCristinaÎncă nu există evaluări
- Analiza Calitatii Produselor La BeneficiarDocument20 paginiAnaliza Calitatii Produselor La BeneficiarClaudia StefanescuÎncă nu există evaluări
- Curs - Certificarea ProduselorDocument101 paginiCurs - Certificarea ProduselorPetru-Eduard LazarescuÎncă nu există evaluări
- Capitolul 2Document24 paginiCapitolul 2Oana MunteanÎncă nu există evaluări
- Tema4.Analiza ClienţilorDocument24 paginiTema4.Analiza ClienţilorVitalic Dub KovaliÎncă nu există evaluări
- Procedura de ControlDocument7 paginiProcedura de ControlSimona CojocariuÎncă nu există evaluări
- Ingineria Calitatii - CursDocument69 paginiIngineria Calitatii - CursVerdet ValiÎncă nu există evaluări
- Controlul Tehnico-ChimicDocument7 paginiControlul Tehnico-ChimicJosan EcaterinaÎncă nu există evaluări
- Acceptabilitatea DefectelorDocument58 paginiAcceptabilitatea DefectelorSilviu CiobotaruÎncă nu există evaluări
- Elemente de Desfăşurarare A Sistemului Calităţii. ProceduriDocument3 paginiElemente de Desfăşurarare A Sistemului Calităţii. ProceduridoraÎncă nu există evaluări
- Ix.9. Controlul Calităţii În Tehnologia de ... - UtmDocument120 paginiIx.9. Controlul Calităţii În Tehnologia de ... - UtmPlaton NicoletaÎncă nu există evaluări
- Calitatea ProductieiDocument7 paginiCalitatea ProductieiIonela GavrilÎncă nu există evaluări
- Managementul Calitatii ZiDocument126 paginiManagementul Calitatii Zivyvy1231Încă nu există evaluări
- MI Planificare U.IDocument20 paginiMI Planificare U.Isovieticu100% (1)
- Referat 1Document20 paginiReferat 1morariuÎncă nu există evaluări
- Aspecte Teoretice Şi Practice Privind Managementul CalităţiiDocument16 paginiAspecte Teoretice Şi Practice Privind Managementul CalităţiiDumitru GabrielÎncă nu există evaluări
- Managementul CalitatiiDocument46 paginiManagementul CalitatiiVictor OlariuÎncă nu există evaluări
- Conceptul de Sistem Al CalitatiiDocument19 paginiConceptul de Sistem Al CalitatiiOana PetreÎncă nu există evaluări
- Tema 7 Calitate SuccintDocument47 paginiTema 7 Calitate SuccintVasikoÎncă nu există evaluări
- Referat m3 DirigaDocument6 paginiReferat m3 DirigamaveftwÎncă nu există evaluări
- Casa CalitatiiDocument4 paginiCasa CalitatiiLiv Si Ady Botoc100% (2)
- PanificatieDocument13 paginiPanificatieNeamtu Isabela AdrianaÎncă nu există evaluări
- Managementul Calitatii Si Controlul Tehnic de CalitateDocument121 paginiManagementul Calitatii Si Controlul Tehnic de CalitateBia StancaÎncă nu există evaluări