Documente Academic
Documente Profesional
Documente Cultură
Six Sigma Fara Statistica
Încărcat de
AnaTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Six Sigma Fara Statistica
Încărcat de
AnaDrepturi de autor:
Formate disponibile
Six Sigma fr statistic
CUPRINS
Capitolul I.
INTRODUCERE--------------------------------------------------------------------------------- 3 -
Capitolul II.
CONTEXTUL SIX SIGMA ------------------------------------------------------------------- 7 -
Capitolul III.
nelegnd Six Sigma ------------------------------------------------------------------------- - 12 -
Capitolul IV.
INSTRUMENTE SIX SIGMA FR STATISTIC --------------------------------- - 19 -
A.
Definire Instrumente---------------------------------------------------------------------------------- - 21 -
B.
Msurare Instrumente -------------------------------------------------------------------------------- - 29 -
C.
Analiz - Instrumente ----------------------------------------------------------------------------------- - 37 -
D.
mbuntire Instrumente ---------------------------------------------------------------------------- - 43 -
E.
Control Instrumente ---------------------------------------------------------------------------------- - 51 -
Capitolul V.
INDICATORII SIX SIGMA FR STATISTIC ------------------------------------ - 57 -
Capitolul VI.
SIX SIGMA I INOVAREA---------------------------------------------------------------- - 61 -
Capitolul VII.
CUM FUNCIONEAZ SIX SIGMA ------------------------------------------------ - 65 -
Capitolul VIII.
CONCLUZII-------------------------------------------------------------------------------- - 72 -
Capitolul I
CAPITOLUL I. INTRODUCERE
mi aduc aminte de zilele cnd vorbindu-se de Six Sigma eful spunea: Trei
Sigma nu vor fi suficieni. M-am gndit c unul dintre mulii mei efi erau foarte
pricepui n statistic. El cunotea limba i bineneles, nu l-am vzut niciodat folosinduse de instrumentele statistice despre care vorbea. De la lansarea Six Sigma n 1987, mii
de corporaii au implementat-o. De fapt, Six Sigma a devenit popular dup
implementarea sa cu succes de ctre GE. Jack Welch a devenit purttorul de cuvnt al Six
Sigma, propulsnd-o n birourile directoriale i pe Wall Street.
Ca rezultat al succesului GE, moda Six Sigma i-a nceput cltoria i multe
companii, consultani, statisticieni i aspirani i s-au alturat. Six Sigma a fost redefinit
i standardizat. Standardizarea unei metodologii de rutin (ceea ce a devenit Six Sigma)
este de neles; pierderea anumitor aspecte cheie precum i supralicitarea statisticii au
limitat beneficiile pentru anumii utilizatori.
Problema Six Sigma ncepe cu definirea termenului Six Sigma. n conformitate cu
definiia Six Sigma prezentat pe iSixSigma.com, un centru pentru discuii majore pentru
profesionitii Six Sigma Six Sigma este o metodologie riguroas i o abordare bazat pe
date pentru eliminarea defectelor (conducnd la ase deviaii standard ntre medie i cea
mai apropiat limit a toleranei) n orice proces - de la producie la tranzacii i de la
produs la serviciu.
n conformitate cu primele documente de la Motorola unde a fost pentru prima
dat implementat Six Sigma, a fost gsit o definiie mult mai simpl: Six Sigma este
obiectivul nostru pe cinci ani de a aborda standardul de zero defecte, i de a fi cei mai
buni n TOT ceea ce facem.
Definiia original folosit de Motorola se poate adapta ca urmtorul text:
Six Sigma este o abordare pentru a atinge repede virtual perfeciunea, i de a fi cei mai
buni n tot ceea ce facem.
Pentru a dezvolta sau pentru a ajunge la o soluie aproape fr eroare, aceasta
trebuie proiectat cu caracteristici-cheie, astfel nct variaia procesului s rmn
aproape de jumtatea cmpului de toleran specificat, i media procesului s se situeze
aproape de int. Cu alte cuvinte, trebuie s gsim o cale de a stabili capabilitatea
procesului astfel nct raportul dintre performana ateptat i cea actual s fie egal sau
mai mare dect 2. De aceea performana Six Sigma implic urmtoarele:
(Tolerana proiectat/ Mrimea variaiei procesului) 2
Definiia statistic se concentreaz pe tactici i instrumente, n timp ce definiia
original se concentreaz pe intenia i metodologia Six Sigma. Intenia Six Sigma este
de a atinge o mbuntire semnificativ rapid prin folosirea cu bun sim a metodologia
DMAIC (Definete, Msoar, Analizeaz, mbuntete i Controleaz) (mai degrab
dect statistica). Chiar i n metodologie, mbuntirile semnificative sunt realizate prin
aplicarea riguroas a diferitelor instrumente din etapa de definire. Etapa de definire nu are
caracter statistic. Fr etapa de definire, restul metodologiei este un exerciiu zadarnic.
-3-
Capitolul I
Una dintre provocrile n iniiativele corporative de mbuntire este s susin
mbuntirea. Astzi, a susine nseamn s menii mbuntirea, mai degrab dect
starea de fapt. Pentru a susine mbuntirea, elementele procesului de control statistic
convenional nu sunt de ajuns. n schimb, trebuie utilizate instrumente de gestionare a
procesului, ca de exemplu modelul celor 4P constnd n pregtire, performan,
perfectare i progres. n plus trebuie s existe dese revizuiri de management, n care
acetia cer mbuntire continu la un ritm agresiv; se asigur sinergia ntre
departamente i oameni prin recompense pentru mbuntiri spectaculoase, stabilirea de
obiectiv agresive i o comunicare permanent cu angajaii. Astfel, etapa de control const
n cea mai mare parte din instrumente non-statistice.
Chiar i instrumentele cele mai frecvent utilizate n fazele de Msurare, Analiz i
mbuntire se ntmpl s nu fie statistice. Mai mult, uneltele pur statistice sunt
necesare rar i de fapt nu pot fi aplicate n mod efectiv fr a aplica instrumentele nonstatistice.
Astzi oamenii i pun ntrebri legate de probleme triviale ale Six Sigma ca de
exemplu devierea de 1,5 Sigma, lucrurile legate de aceasta, similaritatea cu alte
instrumente i metode cunoscute, 3,4 piese pe milion, sau chiar numele su. Principalele
aspecte ale Six Sigma sunt trecute cu vederea i se pune accent pe aspectele triviale. n
loc s se pun accent pe intenie, metodologie, instrumente i msurtori mpreun, noi
lum piese care pot avea aplicare limitat i ne petrecem timpul discutndu-le. Din nou
trebuie s ne ntrebm: Putem utiliza oricare din instrumentele Six Sigma pentru a
deveni cei mai buni n ceea ce facem?. n loc s privim greelile, trebuie s ne
concentrm pe beneficiile aduse de metodologie, tiind c cele mai multe dintre acestea
au existat nainte de Six Sigma.
Principala diferen ntre instrumente / metodologii cunoscute i Six Sigma este
aceea c Six Sigma necesit concentrarea asupra obinerii de rezultate ntr-un timp scurt.
Atingerea mbuntirii este mai important dect aplicarea unui instrument specific de
mbuntire.
ntr-o prezentare intitulat The Motorola Story redactat de inventatorul Six
Sigma, Bill Smith, termenul de Six Sigma este utilizat rar. n schimb, Smith a accentuat
obiectivele Motorola dup cum urmeaz:
mbuntirea de 10 ori pn n 1989 (ncepnd din 1987)
mbuntirea de 100 de ori pn n 1991
Obinerea capabilitii Six Sigma pn n 1992
Capabilitatea Six Sigma a fost un obiectiv de realizare a unei virtuale perfeciuni
prin mbuntirea rapid (aproximativ 90% reducerea defectelor sau pierderilor la fiecare
doi ani). n Six Sigma nu este vorba despre statistici; este vorba de mbuntire. Succesul
Motorola cu Six Sigma este legat de leadership-ul inovativ de Bob Galvin i George
Fisher, de planificarea strategic inspirat i inovrii produselor. Six Sigma a susinut
iniiativele strategice de la Motorola concentrndu-se asupra executrii perfecte.
Six Sigma nu poate remedia greelile strategice; dar poate s ajute companiile s
depeasc performanele marginale, pentru a ajunge la performane superioare prin
accelerarea mbuntirii. ntr-un articol intitulat The Rival Japan Respects din Business
Week (Noiembrie 1989), cele trei secrete subliniate ale Motorola au fost: cercetare i
-4-
Capitolul I
dezvoltare puternic, calitatea incorporat, i atenia acordat serviciilor. Potrivit lui
George Fisher, CEO al Motorola, compania a redus rata de defect de la 3000 PPM la 200
PPM n aproximativ cinci ani.
n articolul Universitatea Motorola: Cnd Trainingul a Devenit o Educaie
publicat n Harvard Business Review (august 1990), William Wiggenhorn, preedintele
Universitii Motorola, spune:
Matematica calitii este dificil...La Motorola, totui, am
ncercat n continuu s predm cel puin versiunea de baz
a matematicii pentru fiecare angajat i s extindem
conceptul i terminologia de calitate industrial n fiecare
col al afacerii - n formare, relaii publice, finane,
securitate, chiar i n gospodrie.
Pentru o companie devotat Six Sigma, ceea ce conteaz este instituionalizarea
conceptelor i a beneficiilor, mai degrab dect costuri de formare i statistica. Angajaii
trebuie s se perfecioneze n ceea ce fac prin ncorporarea unor instrumente analitice de
baz n loc s devin analiti. Interesant, o analiz a corpului de cunotine pentru ASQ
pentru programul de certificare Black Belt, arat c aproximativ 80% din instrumente
sunt ne-statistice, n timp ce restul de 20% sunt statistice. Oricum, 80% din dezbatere se
nvrte n jurul celor 20% de instrumente statistice. Trebuie s folosim instrumente
simple, care sunt cea mai mare parte ne-statistice, i astfel culegem 80% din beneficiile
poteniale ale Six Sigma.
Una din provocrile comune creia corporaiile trebuie s i fac fa este cum s
includ Six Sigma n operaiunile de producie i non-producie ale organizaiei. Six
Sigma, dei este folosit de multe organizaii care furnizeaz servicii, este perceput
adesea ca fiind o metodologie orientat pe producie.
Toate afacerile au procese comune, cum ar fi vnzrile, achiziiile, calitatea,
managementul, ingineria, proiectarea i operaiunile. Fiecare proces din cadrul afacerii
necesit oameni, materiale sau informaii, maini sau unelte i metode sau proceduri.
Atunci cnd examineaz fiecare proces pentru activitile sale, exist o mic diferen.
Rolul unor componente poate varia. n industria de servicii, de exemplu, oamenii joac
un rol mai important, n timp ce software-ul este cel mai important dintre componente n
tehnologie. Niciodat dou procese nu sunt la fel, atunci cnd sunt examinate n acest fel.
Totui trebuie s recunoatem diferenele, urmnd metodologia comun, i s
producem rezultate diferite, cum ar fi produsul, serviciul, sau soluiile. Prin urmare
metodologia poate fi aplicabil n toate ramurile industriale; cu toate acestea, trebuie s
fie aplicate ntr-o manier mai degrab creativ i productiv dect ntr-o manier n
totalitate neproductiv. Atenia trebuie s se concentreze asupra obiectivelor de
performan ale afacerii precum i asupra rentabilitii investiiei.
Interesant, una dintre brourile publicate de ctre Motorola dup ctigarea
primului premiu Malcolm Baldrige Award include urmtorul citat:
n timp ce compania i exprim acest scop (de calitate), n
limbajul statisticscopul final este zero defecte n tot ceea ce
facemStrategia este de a muta atenia tuturor elementelor
afacerii Motorola pe servirea clientului.
-5-
Capitolul I
Declaraia de mai sus susine ideea c trebuie s lum deciziile bune bazate pe fapte i
cunotine legate de afacere. Uneori, faptele nu sunt disponibile, dar o astfel de situaie nu
nseamn pur i simplu c noi culegem fapte la infinit sau amnm decizia. n schimb, o
echip din toate departamentele trebuie s fie capabil s ia o decizie bazat pe
cunotinele colective. Datele devin fapte, faptele devin informaii, informaiile devin
cunotine i cunotina devine inteligen care este folosit pentru a lua decizii.
Noi nu trebuie s devenim sclavi pentru aa-numitele fapte, ntlnite sub
numele de Six Sigma. n schimb, noi trebuie s fim informai despre aceste fapte i s
lsm datele s vorbeasc. n cazul n care datele nu sunt prezente, trebuie s ascultm, s
observm, i s ne folosim inteligena pentru luarea deciziilor. Un obiectiv ar trebui s fie
evitarea colectrii prea multor date, prin care ajungem s analizm pn paralizm.
Dup ce am lucrat cu inventatorul, am predat la mii de persoane, i am practicat
de peste douzeci de ani, am ajuns la concluzia c trebuie s utilizm Six Sigma ca o
metodologie de accelerare a mbuntirii, n loc de un exerciiu inutil de statistic.
Angajaii ar trebui s devin mai informai n luarea deciziilor, trebuie s fie devotai
excelenei ntr-o manier eficace i s contribuie la rezultate. Six Sigma trebuie s ajute i
s contribuie la rezultatele finale. Dac nu, instrumentele statistice nu sunt de nici un
folos. Pe de alt parte, multe instrumente non-statistice pot ajuta la mbuntirea
rezultatelor finale care este i intenia Six Sigma.
-6-
Capitolul II
CAPITOLUL II. CONTEXTUL SIX SIGMA
Revoluia Six Sigma
La mijlocul anilor 80, conducerea Motorola privea 15 ani nainte i a recunoscut
c supravieuirea ar fi imposibil fr schimbri semnificative n modul de a face afaceri.
Diverse studii de evaluare comparativ au artat c orice capabilitatea produciei ar trebui
s fie la fel de bun ca cea a unui ceas digital. Examinnd nivelul ateptat al calitii n
piese defecte pe milion (PPMs), i utiliznd propriile cunotine din diferite metode
statistice, Bill Smith a inventat conceptele Six Sigma. n timp ce unii mai susin c
existena diverselor instrumente statistice a dinuit nainte de descoperirea Six Sigma, Six
Sigma ca o iniiativ de calitate a fost dezvoltat de ctre Bill Smith.
Una dintre observaiile fundamentale stabilite de Smith este c evitarea
deficienelor dintr-un domeniu nu nseamn nimic altceva dect evitarea n primul rnd a
deficienelor interne. Chiar i astzi, aproape fiecare companie msoar gradul de
satisfacie a clienilor i calitatea produselor sau serviciilor din punct de vedere al pieselor
defecte la un milion, care n mod normal este un numr mic. Provocarea continu este c
fiecare client vrea ca numrul de piese defecte pe milion s fie chiar i mai mic.
Corporaiile desemneaz echipe care s mearg mai departe dect PPMs-ul pe care l
percep clieni. Smith a descoperit c defectele PPMs primite de clieni nu pot fi reduse n
mod semnificativ fr o reducere semnificativ a numrului de defecte observate intern.
Astfel de msurare a ratei interne de defect este critic, i reducerea dramatic a acestei
rate interne de defecte este chiar i mai critic.
Potrivit studiului lui Smith, pentru fiecare defect gsit de ctre client, alte 10
defecte trebuie detectate intern. n scopul de a reduce ultimul defect gsit de client,
organizaia trebuie s elimine 10 defecte gsite intern prin mbuntirea consecvenei
procesului i a proiectrii produselor.
Recuperarea investiiilor
Iniial, organizaiile au instruit un numr mare de Black Belts i Green Belts, ce a
dus la nevoia de a crea numeroase proiecte de Six Sigma. ntr-o conferin pe acest
subiect, numrul de proiecte dintr-o companie depea 15.000. O astfel de situaie
conduce la gestionarea global de proiecte a Six Sigma, la mbuntirea monitorizrii i
la asigurarea economiilor. Implementarea software-ului de management de proiect pentru
a gestiona aceast nevoie poate duce la o anumit birocraie.
Provocarea este de a asigura finalizarea proiectelor i a evidenia mbuntiri.
Datorit faptului c punem accentul pe managementul de proiect, nu ne mai concentrm
asupra performanei proiectului. Avnd n vedere numrul mare de proiecte, performana
proiectului devine mai puin vizibil i n mod constant apare efectul de manipulare.
mbuntirile sunt umflate i trucate. Aceasta provoac dificultate n corelarea
economiilor cu proiectele Six Sigma. Stabilirea economiilor din proiecte a fost dificil
din cauza accentului pus pe managementul de proiect, mai degrab dect pe performana
proiectului.
-7-
Capitolul II
n evoluia prezent a Six Sigma, sunt discutate aceste aspecte. Corporaiile
implementeaz controale i balane pentru a asigura credibilitatea economiilor de costuri
bazate pe Six Sigma i leag aceste economii de profitabilitatea companiei.
n cele din urm, trebuie stabilit o recuperare semnificativ a investiiei pentru
fiecare proiect Six Sigma.
Unii dintre factorii pe care corporaiile trebuie s i abordeze n scopul de a
obine economii pot include urmtoarele:
Costul de oportunitate sau costul de evitare
Programul de economii
Adversiti neateptate care pot duce la dispariia economiilor
Investiii n Six Sigma
Partajarea ctigului
Practicile de contabilitate
Rapoarte financiare
Pentru a lansa o iniiativ Six Sigma, trebuie s fie fcut maparea fluxului
profitului i identificate diferite modaliti de pierderi ale profitului. O astfel de analiz
este un punct de plecare pentru a solicita angajamentul conducerii, precum i pentru
stabilirea ateptrilor pentru economii i recunoaterea de msurtori pentru impactul
asupra rezultatelor finale. Six Sigma trebuie s devin un mod de gndire i de munc nu o adugare costisitoare la sistemele deja existente.
ntr-o recent implementare Six Sigma la o companie mic, au fost identificate i
abordate cteva oportuniti. Compania a identificat un sistem de msurare la nivel de
corporaie folosind metodologia tabloului de bord Six Sigma i conducerea iniiativei Six
Sigma prin monitorizarea nivelul Sigma al corporaiei. Ca multe companii, aceasta nu a
investit o mare sum de bani pentru instruirea Six Sigma. n schimb compania a angajat
resursele necesare pentru a realiza economiile planificate. Conducerea companiei
consider c Six Sigma a mbuntit rezultatele finale cu trei pn la cinci procente n
vnzri. Acest procent reprezint o mbuntire semnificativ i msurabil.
Justificare pentru Six Sigma
nainte de a se concentra pe economii, o companie trebuie s stabileasc
msurtorile corecte de urmrire a progreselor Six Sigma la nivel de companie - cu alte
cuvinte nivelul Sigma pentru corporaie. Nivelul Sigma pune n eviden att punctele
forte i punctele slabe ale unui proces Six Sigma. Dac nivelul Sigma global este
mbuntit, rezultatele finale tind s fie afectate pozitiv.
Cu un bun management de proces i un sistem de performan la nivelul firmei,
sistemele de urmrire a progreselor i a economiilor devin efecte naturale ale
implementrii Six Sigma. Six Sigma produce mbuntire semnificative prin faptul c
face lucrurile diferit. Dac sunt realizate rapid cteva mbuntiri semnificative,
economiile vor fi vizibile i cu sistemul de contabilitate existent, ceea ce este mai puin
costisitor dect de a implementa unui sistem de msurare specific. Dac trebuie s
cheltuim foarte muli bani ca s aflm ci bani am fcut de fapt am pierdut ce-am
ctigat cu Six Sigma.
Muli directori se ntreab dac i compania lor ar trebui s se angajeze la Six
Sigma sau nu. Pentru a determina beneficiile poteniale Six Sigma, managementul trebuie
-8-
Capitolul II
mai nti s neleag structura costurilor de producie. Costul furnizrii serviciilor sau
realizrii produselor trebuie s fie comparate cu cele mai bune din industrie. Costul
calitii necorespunztoare de cderi interne i externe, precum i costul de inspecie, de
testare sau de verificare, trebuie s fie revizuite. Costul calitii trebuie s fie evaluat cu
referire la profitabilitatea companiei i nu cu privire la vnzri. Cu excepia cazului n
care fapte despre performana companiei sunt cunoscute, toate iniiativele trebuie puse
sub semnul ntrebrii.
Pentru managementul care se angajeaz s lanseze iniiative de Six Sigma, trebuie
s se includ rspunsul la urmtoarele ntrebri:
Ce poate face Six Sigma pentru companie att pe termen scurt i lung?
Ct de mult va costa?
Tabelul 2.1 arat o analiz simpl de aplicare Six Sigma.
Tabelul 2-1 :Analiza Implementrii Six Sigma
Numrul de angajai
100
1000
Vnzri anuale (milioane)
10
100
0,25
1,0
20
16
1,5 ani
1,0 an
Costul extern de implementare Six
Sigma(milioane)
Costul calitii necorespunztoare, la 20%
(milioane)
Numrul minim de
proiecte care urmeaz s fie identificate
pentru atingerea pragului de rentabilitate
Numrul minim de
proiecte care urmeaz s fie identificate
pentru recuperarea 100% a investiiei
Numrul de Centuri Negre
Timpul de plat dup lansare
n aceast analiz, se fac presupuneri despre dimensiunea proiectului, vnzri,
numrul de angajai care urmeaz s fie instruii ca Six Sigma Green Belts sau Black Belt
i costul calitii necorespunztoare al companiei. Trebuie s ne ateptm la variaii de la
companie la companie pentru a determina fezabilitatea Six Sigma..
Odat ce implementarea Six Sigma devine o strategie viabil din punct de vedere
economic, managementul trebuie s ia n considerare punerea sa n aplicare cu cea mai
mare prioritate. Oricare iniiative concurente, conflictuale sau de prioritate strategic
intervin pe parcursul desfurrii trebuie s fie identificate n mod clar. Ca urmare, n
afara condiiilor economiei, mai exist o list de factori de succes:
angajamentul pasionat de Six Sigma
limbaj comun pentru a fi utilizat n ntreaga companie
-9-
Capitolul II
obiectivele agresive de mbuntire care vor fi folosite n procesul de reinginerie
inovare, nu doar n ceea ce privete statisticile, ca o cheie de a ajunge la
mbuntiri dramatice
procesul de gndire pentru luarea deciziilor pe baza faptelor i a
procesului de cunoatere
msurtori corecte pentru evaluarea urmtorilor pai pentru a realiza
rezultate dramatice
mbuntire, ca mod de via; compania trebuie s stabileasc planul de
mbuntire a calitii de zi cu zi
angajamentul angajailor de face iniiativa Six Sigma o experien
benefic
comunicare pentru a menine continuitatea i interesul n iniiativa Six
Sigma
Cel mai critic factor de succes este implicarea personal de ctre un ef executiv
al organizaiei, care le poate inspira angajailor s-i dea silina realiznd c lucreaz
pentru eful executiv. Angajaii sunt stnjenii atunci cnd simt c sunt implicai n
atingerea unui obiectiv mai mare, n loc de simplele activitile zilnice.
Dincolo de capriciu
Six Sigma este o msurtoare a calitii produselor i serviciilor. Un nivel Sigma
crescut nseamn o mai bun calitate a unui produs sau serviciu i un nivel mai sczut
determin o mai proast calitate a unui produs sau serviciu. nti, iniiativa Six Sigma
includea conducerea unitii, pe cei ase pai de metodologie, i msurtori conexe. Cei
ase pai sunt urmtorii:
1. Definirea produselor sau serviciilor
2. Identificarea clienilor i a nevoilor eseniale
3. Identificarea propriilor nevoi i resurse
4. Maparea proceselor
5. Eliminarea activitilor care nu aduc valoare i folosirea metodelor care nu
genereaz erori
6. Msurarea nivelului de Sigma i continuarea mbuntirii proceselor n cazul
n care nivelul Sigma este mai mic de 6.
Dincolo de scepticism i provocri n punerea n aplicare a Six Sigma, astzi
multe corporaii mici sau mari au beneficiat de Six Sigma. Aspectele-cheie ale unei
implementri de succes sunt agresivitatea stabilirii obiectivelor, reprezentarea grafic a
performanelor ce stau mpotriva obiectivelor, observarea managementului, ateptrile
ridicate ale managementului executiv, un sistem de msurtori standardizat i o
conducere vizionar.
Investind dolari numai n Six Sigma va duce la risip. Dac Six Sigma este
implementat corect, organizaiile pot beneficia de creterea vnzrilor cu marje de profit
mai mari. Ctigarea reputaiei, marca recunoscut, ncntarea clientului i beneficii
- 10 -
Capitolul II
pentru angajai sunt cteva din recompensele obinute prin implementarea cu succes a Six
Sigma.
Probleme cu Six Sigma
Dup examinarea implementrii Six Sigma la diferite companii, una dintre cele
mai frecvente probleme care apar sunt legate de necesitatea folosirii statisticii.
Majoritatea angajailor nu doresc s devin statisticieni profesioniti. Totui, nu i
deranjeaz s foloseasc o gndire statistic, s ia decizii pe baza faptelor i chiar s
utilizeze instrumente statistice simple. Cnd angajaii vd instrumente mai complexe, au
tendina de a ceda nervos. Aceast anxietate conduce la neacceptarea metodei Six Sigma
de ctre angajat.
O concentrare pe msurtori i instrumente trivializeaz valoarea, intenia i
metodologia Six Sigma. Ca rezultat, multe implementri Six Sigma sunt percepute a fi
aciuni sau iniiative fr logic sau fr scop. Organizaiile, n ncercarea de a
implementa Six Sigma, mobilizeaz ntreaga lor for de munc, i tot nu sunt n msur
de a vedea un impact pe rezultatele finale. Principalele probleme cu Six Sigma sunt
enunate n lista urmtoare:
1. Nu se pot genera economii
2. Aplicarea mecanic a metodologiei
3. Prea multe proiecte nesemnificative
4. Prea mult pregtire
5. Consultan scump n Six Sigma
6. Prea multe cri de statistic convertite n cri Six Sigma i prea muli
consultani
7. Prea mult dezbatere despre Six Sigma i TQM
8. Six Sigma este tratat ca orice alt program anual - nc un mod de a mbuntii
rezultatele finale
9. Implementarea local fr angajamentul companiei
10. Nenelegerea inteniei de Six Sigma
11. Promovarea fazei de verificare nvat n PDCA pentru a atinge Six Sigma
12. Utilizarea proceselor fr definirea obiectivelor de performan
Schimbri majore pentru implementarea cu succes a Six Sigma includ
urmtoarele:
A. Concentrarea asupra inteniei i metodologiei DMAIC mai mult dect pe
instrumente i msurtori
B. nelegerea c excelena nseamn perfeciune, i perfeciunea nseamn a
atinge inta
C. Proiectarea proceselor i produselor avnd obiective deja stabilite
- 11 -
Capitolul III
CAPITOLUL III. NELEGND SIX SIGMA
Pentru unii, Six Sigma este o metodologie bazat pe fapte realizat din
instrumentele statistice deosebite care rezolv toate problemele afacerii. Pentru unii,
exist o nenelegere ntre Six Sigma i karate, din cauza centurilor. Pentru alii, Six
Sigma nseamn DMAIC Definire, Msurare, Analiz, mbuntire i Control.
Six Sigma a fost dezvoltat pentru a deveni cea mai bun metodologie de
realizare a perfeciunii virtuale n toate. A fost o simpl metodologie, care a fost riguros
pus n aplicare i cu pasiune ctigat. Aduce rezultate, economisete miliarde de dolari
pentru multe companii din ntreaga lume.
Eficacitatea metodei Six Sigma nseamn c ar trebui mai nti neleas intenia
acesteia, nainte de nvarea metodologiei i a instrumentelor. Gndirea statistic este
important n punerea n aplicare a Six Sigma n mod corect i este diferit de statisticile
riguroase. Gndirea statistic nseamn nelegerea naturii variailor, a relaiei cauz-efect
i de a face ajustri n consecin.
Una dintre cele mai subtile aspecte de succes ale Six Sigma este de a controla i
elimina teama. Deming a accentuat eliminarea sentimentului de team pentru a scoate la
suprafa ce au oamenii mai bun. Angajaii sunt ncurajai s-i asume riscuri, s nvee
din greeli i s obin rezultate majore. Six Sigma a fost folosit pentru a se putea obine
poziia de lider pe pia i pentru a obine cel mai mare profit n industrie. Focalizarea
asupra veniturilor concomitent cu reducerea costurilor, va atenua angajailor teama de
eec i de a-i pierde locurile de munc. Six Sigma nseamn mai mult capacitate de
cretere economic, crend un mediu pozitiv i nlturnd teama.
Astfel, Six Sigma se poate defini ca un scop de a atinge excelena i obiectivele
afacerii. Ea poate fi conceput ca o strategie de mbuntire rapid a profitabilitii
ntreprinderii prin reducerea pierderilor, realizarea unei creteri susinute a profiturilor,
crearea unei culturi de urmrire continu a celei mai bune performane prin reproiectarea
fundamental a proceselor.
Six Sigma poate fi gndit ca avnd urmtoarele patru elemente:
1. Intenia
Intenia Six Sigma este de a obine o mbuntire dramatic rapid pentru a deveni
cel mai bun n orice. Dac o companie vrea s-i maximizeze recuperarea investiiilor
prin Six Sigma, aceasta trebuie s instituionalizeze ateptarea unor mbuntiri
dramatice i rapide. Aceste ateptri nseamn c fiecare din organizaii va avea obiective
agresive (mobilizatoare) pentru mbuntire. Experiena arat c oamenii au potenialul
nelimitat, i pot realiza uor ceea ce se ateapt de la ei. Angajaii vor determina ceea ce
au nevoie pentru a atinge mbuntiri dramatice cernd ajutor, atta timp ct se tie c
sprijinul este disponibil.
Preedintele unei companii spunea: Avem un sistem bun, ne atingem obiectivele,
avem un consultant care ne ghideaz n stabilirea obiectivelor, i ne asigur ndeplinirea
acestora. Mai trziu, el a recunoscut c, datorit presiunii de a satisface obiectivele
stabilite, oameni i-au propus ateptri modeste ceea ce a dus la rezultate marginale.
Profitabilitatea companiei a devenit astfel 3%. Profitul este de aa natur nct, dac
apare o problem major, profitul dispare, i ntregul an va fi pierdut.
- 12 -
Capitolul III
n timpul desfurrii discuiei i dup ce a vzut un profit mai mare, precum i o
cretere a beneficiilor personale, preedintele a convenit s stabileasc ateptri mai mari.
Una din condiiile pentru a dubla rapid profitul a fost de a dubla bonusurile angajailor.
Ca rezultat, venitul net a fost mult mai mare, chiar i dup distribuirea economiilor ctre
angajai. Totul avea un sens pentru preedinte, a anunat dublarea bonusului angajailor n
cinci minute, iar aceast aciune a permis continuarea activitii. Dup trei luni, compania
i-a dublat profitul trimestrial. De fapt, dublarea bonusurilor angajailor a fost cauzat de
dublarea profitului i a ratei recompenselor. i preedintele a rmas ncntat de partea lui.
El a recunoscut c, dintr-o dat, s-au deschis porile profitului.
ntr-un alt exemplu, la o instalaie tehnic din cadrul unei corporaii de mari
dimensiuni, echipa de management a stabilit un grad redus de ateptri pentru o fabric
nou construit. Ateptrile modeste au nsemnat un randament de 5%, care a fost
considerat a fi bun, datorit complexitii dispozitivului i operaiilor. Atunci cnd
obiectivul este un randament de 5%, se poate atepta i la o variaie n jurul acestei valori.
Prin urmare, uneori, randamentul poate fi zero i alteori acesta poate fi de 8%. Atunci
cnd randamentul a atins nivelul de 8%, compania a fost entuziasmat i a avut o
petrecere cu pizza, iar atunci cnd randamentul a fost de 2%, acesta a fost atribuit curbei
de nvare. Management companiei nu a putut suporta performana de 2-8%, astfel
recuperare investiiilor n construcia fabricii a prut ca imposibil.
Managementul companiei a schimbat echipa de conducere a acestei fabrici.
ntreaga echip a fost concediat. Niciun executant fr experien nu a fost tolerat. Noua
echip de management a fost pus n funciune, s-a stabilit un obiectiv cu un randament
de 50% n ase luni i s-a iniiat atingerea acestuia. Fabrica a atins randamentul de 50%
(sau 900% mbuntire n ase luni). Angajaii au beneficiat de bonusuri imense, i-au
cumprat case i autoturisme noi sau au plecat n vacane de lux.
Ambele companii au realizat mbuntiri dramatice rapid. Aceasta este intenia
Six Sigma. Dup ce am nvat c proiectele tind spre o ncheiere neconcludent, se
pierde timpul n rezolvarea unor probleme practic nedefinite; munca se desfoar n
proiecte conflictuale datorate unei lipse de planificare, i este imposibil realizarea
documentaiei corespunztoare asupra evalurii performanelor anuale, astfel nevoia de
Six Sigma devine tot mai evident.
nainte de Six Sigma, organizaiile au ncercat s pun n aplicare TQM, care a
promis rezultate n trei ani. n mod tipic, angajaii au lucrat timp de un an la TQM,
documentele s-au umplut de praf pentru o alt perioad de doi ani, i corporaia a ateptat
rezultatele la nesfrit (dei, desigur, exist excepii de la aceast tendin a TQM).
Prin urmare, Six Sigma a fost dezvoltat cu intenia de accelerare a
mbuntirilor. Accelerarea mbuntirii nseamn crearea unui sentiment de urgen n
realizri, precum i ateptarea unor rezultate ntr-un timp scurt. Datorit acestei intenii a
Six Sigma, proiectele sunt definite i planificate astfel nct ele s poat fi completate i
finalizate de la patru pn la ase luni. Mai mult, aceste proiecte trebuie s contribuie la
rezultatele finale. n funcie de dimensiunea companiei i de costurile aferente,
economiile unui proiect pot varia de la 50.000 $ la 250.000 $.
Conducerea are responsabilitatea de a stabili i comunica intenia de Six Sigma,
care reprezint o mbuntire serioas i de mari proporii, realizat rapid. Aici dramatic
presupune mbuntirea suficient de semnificativ pentru a genera economii, i suficient
de agresiv pentru a cere creativitate unui angajat pentru regndirea fundamental a
- 13 -
Capitolul III
modului n care i face treaba. Atta timp ct o companie atinge (sau proiectul
realizeaz) o mbuntire dramatic rapid, indiferent de instrumentele utilizate pentru a
face acest lucru, intenia Six Sigma este realizat.
2. Metodologia Six Sigma
Cnd Six Sigma a fost pus n aplicare la Motorola la sfritul anilor 80, am
lucrat mai mult dect intenionam i am folosit orice mijloace nvate n timpul
cursurilor de mbuntire a performanei. Ne-am axat pe ase pai simpli, care au
subliniat cunoaterea clienilor, nevoile lor critice i propriile noastre nevoi nainte de
msurarea performanei. Mai trziu, succesul rapid a condus la nevoia de structurare i de
standardizare a Six Sigma ntr-un set definit de instrumente.
Prima dat a fost dezvoltat MAIC, iar acesta a evoluat n DMAIC, unde D este de
la definire, M nseamn msur, A reprezint analiza, I mbuntirea, iar C control.
Experiena arat c D este esenial pentru a realiza rapid mbuntiri majore, iar C este
cea mai critic faz pentru realizarea recuperrii investiiilor n proiectele Six Sigma.
Etapa de Definire necesit punerea n aplicare a multor instrumente, iar etapa de Control
poate ajuta n susinerea unor rezultate de mbuntire, care necesit utilizarea de
controale interne precum i implicarea managementului.
Succesul de care depinde metodologia DMAIC este s lucrezi corect la proiectele
potrivite. Proiectul potrivit este acela care are un profit semnificativ al investiiei.
Cteodat, oamenii obin formare n Six Sigma, dar nu pot gsi proiecte, sau uneori unei
companii care se angajeaz n Six Sigma, nu i mai rmne timp pentru a lucra la
proiecte. nceperea proiectelor este uoar; partea dificil este realizarea i finalizarea
proiectelor.
Astfel, prima prioritate este de a identifica proiectele potrivite la care s se
lucreze, care vor realiza un impact asupra rezultatelor finale i vor genera economii
pentru afacere. Trebuie identificate mai multe proiecte poteniale i evaluate pe baza unei
analize de cost-beneficiu. Un indicator simplu, cum ar fi indexul prioritizrii proiectelor
(IPP), poate fi folosit pentru a acorda prioritate proiectelor n funcie de urmtoarea
ecuaie:
IPP = (Beneficii / cost) x (Probabilitate de Succes / Timp de completare a proiectului n
ani)
La un minim, IPP ar trebui s se depeasc 2 pentru a se asigura o recuperare
acceptabil a investiiei. Iniial, se pot gsi multe proiecte cu IPP mai mare de 4, fcnd
astfel mai uoar realizarea de economii.
Odat ce proiectul este selectat, se formeaz o echip cu reprezentani din mai
multe departamente, care s lucreze la proiect. Echipa este instruit n Six Sigma la nivel
de Green Belt, n timp ce lucreaz la proiectul selectat. n timpul fazei de definire, echipa
dezvolt o definiie clar a proiectului, a ariei de cuprindere a acestuia, harta procesului,
cerinele clientului, SIPOC i un plan de proiect. Cu alte cuvinte, n etapa de definire,
sunt delimitate cerinele clientului i se stabilete o durat de referin a procesului.
n etapa de msurare, vom stabili sursele de informaii, nivelul de referin pentru
performan, precum i impactului oportunitilor n termeni de costuri ale calitii.
- 14 -
Capitolul III
Nivelul de referin pentru performan este stabilit n termenii randamentului primei
ncercri (First Pass Yield), a numrului de defecte per unitate (Defects Per Unit), defecte
la un milion de oportuniti, nivelul Sigma i al elementelor statistice de baz cum ar fi
media, amplitudinea i abaterea standard.
n etapa de analiz, se pune accent pe examinarea modelelor, tendinelor i
corelaiilor dintre procesul de ieire i factorii de intrare. O echip interdepartamental
realizeaz analiza cauz-efect, folosind diagrama Ishikawa. Scopul este s identifice
cauza primar a problemei i aciunile necesare de remediere pentru a valorifica
oportunitatea. La sfritul fazei de analiz, echipa este n msur s stabileasc o relaie
cum ar fi Youtput = f (X inputs )
n timp ce analizm datele, ar trebui s observm dac variaia excesiv sau
inconsistena este normal n cadrul procesului, sau a aprut ntmpltor n proces. n
cazul n care inconsistena este normal, este necesar un studiu complet de capabilitate i
poate procesul trebuie s fie reproiectat. Dac inconsistena este accidental, acest proces
va avea nevoie de reglaj. n aceast etap (sau n etapele ulterioare), se utilizeaz de
asemenea analiza modului i efectelor i defectrii (Failure Mode and Effects Analysis)
pentru a anticipa potenialele probleme sau riscuri, precum i pentru a dezvolta aciuni
pentru a reduce riscul eecurilor.
Primele trei faze ale metodologiei DMAIC ajut n a ctiga o mai bun nelegere
a procesului i nvarea relaiei cauz-efect dintre datele de ieire i variabilele de
intrare. Etapa de mbuntire permite dezvoltarea diverselor soluii pentru a obine
rezultatele dorite.
n mod obinuit, ntr-un mediu non-sigma, vom trece la rezolvarea problemei
direct, fr definirea i nelegerea procesului. Fr o astfel de cunoatere n profunzime a
procesului, rezolvarea unei probleme devine un joc de noroc.
Pentru a defini mai precis relaiile sau pentru a optimiza reeta procesului se
folosesc tehnicile de experimentare. Totui, aceste experimente sunt rareori necesare dac
instrumentele ne-statistice au fost corect utilizate n fazele anterioare.
Etapa de Control este angajat pentru a susine mbuntirea utiliznd eficient
documentaia, pregtirea, procesul de management i tehnicile de control ale procesului.
n etapa de Control, trebuie meninut un scor al procesului sau un nivel al performanei
acestuia, iar trebuie s fie monitorizat nivelul Sigma. Etapa de control este, de asemenea,
o oportunitate de a angaja membrii conducerii n cursa fr sfrit a Six Sigma pentru
sprijin i pentru stabilirea de obiective mobilizatoare.
Unul dintre instrumentele utilizate n etapa de control este modelul 4P, care este o
versiune mbuntit a PDCA (Plan, Do, Check, Act = Planific, Desfoar,
Cerceteaz, Acioneaz). Aici 4P reprezint pregtire, prelucrare, perfecionare i
progres. Dou dintre principalele diferene ntre modelul 4P i PDCA sunt pregtirea
cuprinztoare i stabilirea unui obiectiv de performan (dect numrare n etapa de
cercetare pentru a evalua performanele). Six Sigma implic excelen i excelena poate
fi realizat numai n cazul n care inta este cunoscut.
- 15 -
Capitolul III
3. Instrumentele Six Sigma
Six Sigma, ca metodologie, include numeroase instrumente. Instrumentele Six Sigma
unice i utile includ: modelul Kano pentru a capta cerinele critice ale clientului, SIPOC
(Supplier, Input, Process, Output, Customer), un software de analiz statistic, analiz
multi-vary pentru identificarea familiei predominante a variaiei sau inconsistenelor,
planificarea experimentrii i modelului 4P, pentru a menine realizrile. Tabelul 3.1
rezum simplu dar concis instrumente din metodologia DMAIC:
Tabelul 3-1: Instrumentele DMAIC
Etapa
Instrumente
Definire
Pareto, Harta procesului, analiza Kano,
SIPOC, CTQ, carta proiectului.
Msurare
Costul calitii, DPU, DPMO, nivelul
Sigma, media, amplitudinea i abaterea
standard
Analiza cauzei primare, FMEA,
Diagrama prin puncte, Corelaia vizual
Analiz
mbuntire
Experimente comparative i factoriale
Control
(Susinere)
Procesul de gndire (modelul 4P),
examinare, grafice de control, tabloul de
bord.
n timpul folosirii diferitelor unelte de Six Sigma, dogmele statistice descurajeaz muli
practicieni. n cele mai multe cazuri n industria prelucrtoare (precum i n zonele de
servicii i software), e necesar s fie folosit mult statistic. De fapt, prin utilizarea
frecvent a unor teste obinuite pentru evaluarea procesului de mbuntire (de exemplu,
folosind media sau dispersia), am extras cele mai probabile statistici i le-am prezentat
aici ntr-o form simplificat.
4. Msurtori
Cei trei indicatori frecvent utilizai sunt DPU (defecte/erori pe unitate), DPMO
(defecte la un milion de oportuniti) i nivelul Sigma. DPU este o unitate sau o
modalitate de msurare a nivelului ieirii sau a nivelului unitar, DPMO este msurarea
nivelului procesului i Sigma msurarea la nivel de afacere. Sigma ofer o tematic
comun organizaiei i necesit multe mbuntiri pentru a arta o schimbare pozitiv.
Clientul este interesat de DPU, inginerul de proces trebuie s tie DPMO i
afacerea trebuie s cunoasc nivelul Sigma. Toi aceti indicatori pot fi folosii pentru a
comunica ateptrile de performan i de progres din cadrul organizaiei.
Cele mai frecvent utilizate sisteme de msurare ntr-o organizaie trebuie s fie
DPU. Indicatorul DPU este convertit n DPMO pe baza complexitii procesului sau
- 16 -
Capitolul III
produsului, i DPMO este transformat n nivel Sigma pentru stabilirea unui indicator
comun de msurare de performan pentru toate funciunile organizaiei.
nelegerea Six Sigma de ctre conducere
Cel mai critic factor n a face Six Sigma o iniiativ de succes la nivelul
companiei este implicarea pasionant a personalului de conducere. Cu toate acestea,
angajamentul pasionat trebuie s fie n concordan cu o corect nelegere a inteniei Six
Sigma i cu sprijinul eficace al conducerii executive. Pentru a crea un angajament plin de
pasiune, conducerea trebuie s nvee anumite instrumente i abiliti. Aceste instrumente
i abiliti sunt enumerate n tabelul 3.2.
Tabelul 3.2 cuprinde 10 instrumente cu care executivul trebuie s se familiarizeze
cu scopul de a participa la activitile din iniiativa Six Sigma. Cu ajutorul acestor
instrumente personalul executiv poate conduce iniiativa Six Sigma n direcia dorit
pentru a obine rezultate financiare pozitive. Altfel, implementarea Six Sigma se va
prbui.
Tabelul 3.2: Principalele instrumente Six Sigma folosite la nivel executiv
Instrument/Concept
Recunoaterea
Angajailor
Procesul de gndire
Diagrama de scor a
performanei economice
Evaluare de ctre
management
Gndire statistic
Cnd (Aplicabilitate)
Pentru a inspira mbuntirea dramatic i comportament
inovativ angajailor
Ajut la nelegerea proceselor economice i cum s le
mbunteasc
nvarea de a realiza mbuntirea n performan i
profitabilitate
Feedback-ul lunar de la echipa de management pentru
ajustarea necesar pentru a realiza creterea economic i
a profitabilitii
Ajut n determinarea gradului de adaptare sau tipul de
aciuni ce urmeaz a fi luate
Viziune general Six Sigma
Luarea deciziilor, n special atunci cnd ne angajm la
Six Sigma
Principiul Pareto
Cnd decidem cu privire la ce s se lucreze mai nti
Cartografierea procesului
Identific ntreruperile n procesul economic i
oportunitatea pentru mbuntire
Analiza cauz-efect
Identific cauza(-ele) primar(-e) ale problemelor i
aciunile de remediere
Realizarea mbuntirii semnificative a proceselor cu
reducerea pierderilor i creterea nivelului profitabilitii
Rata de
mbuntire
- 17 -
Capitolul III
Gndirea Six Sigma
Cnd o organizaie face angajamentul de a pune n aplicare Six Sigma, una dintre
ntrebrile frecvente este legat de efectul asupra culturii organizaionale. Oamenii
vorbesc despre schimbrile culturale, rezistena la schimbare, procesul de luare a
deciziilor i instituionalizarea Six Sigma. Tabelul 3.3 arat n ce msur este posibil o
transformare la nivel de gndire pentru ca Six Sigma s devin un mod de a munci pentru
a realiza excelena i a avea clieni mulumii.
Tabelul 3.3: Gndirea convenional versus Gndirea Six Sigma
Aspecte
Convenional
Gndirea Six Sigma
Management
Costul calitii
Calitate i timp
Productibilitatea
ncercare i eroare
Proiectare robust
Variabile de
cercetare
Ajustarea
proceselor
Rezolvarea
problemelor
Concentrare
Cte un factor pe rnd
ncercri
Proiectarea
experimentelor
Control statistic
De ctre experi
Orientate pe proces
Pe produs
Pe proces
Comportament
Selecia
furnizorilor
Luarea deciziilor
Reactive
Cost i timp
Intuiie
Pro-active
Capabilitatea
procesului
Bazate pe fapte
Proiectare
Creaie
Reproductibilitate
Stabilirea
obiectivelor
Oameni
Percepie realist
Mobilizare i efort
Cauza problemei
Active i soluii
mbuntirea
Automatizare
Optimizare
Ref: Harry i Schroeder, 2000
Six Sigma este o metodologie, precum i o strategie, pentru a atinge performane
superioare i a deveni cel mai bun n toate.
- 18 -
Capitolul IV
CAPITOLUL IV. INSTRUMENTE SIX SIGMA FR STATISTIC
Metodologia DMAIC este un aspect foarte important al Six Sigma. O organizaie
poate beneficia de instituionalizarea DMAIC ca o abordare de rezolvare a problemelor;
fcnd asta vom reduce numrul de probleme care se repet. Doar urmnd fazele DMAIC
vor fi realizate mbuntiri, deoarece problema va fi mai bine definit i vor fi
identificate cauzele primare. n Six Sigma este vorba de a practica DMAIC ca abordare
pentru a obine mbuntiri semnificative utiliznd oricare dintre instrumentele
disponibile
Instrumentele statistice sunt puternice i pot ajuta n rezolvarea problemelor
cronice, dar pentru aceasta procesul de cunoatere este imperios necesar. Experiena ne
nva c cele mai multe dintre instrumentele utilizate n rezolvarea problemelor sunt
simple i uor de nvat. Chiar i atunci cnd statisticile sunt necesare, oamenii de multe
ori ajung s se scufunde n tehnica de nvare n loc s beneficieze de aplicarea acesteia.
Fiecare instrument i metod are un scop. n primul rnd, aflai intenia de
utilizare a fiecrui instrument, apoi gsii o modalitate uoar de utilizare a acestuia i nu
v lsai prins de ecuaii statistice. Dac problema este complex i extrem de critic,
cutai un statistician pentru a vi se altura n rezolvarea problemei, n loc s ncercai s
facei din fiecare un statistician. n cele mai multe cazuri, gndirea statistic i simplele
instrumente statistice sunt cele mai utile n rezolvarea problemei.
n acest capitol, instrumente cheie (rezumate n Tabelul 4.1) ale procesului
DMAIC sunt prezentate n fiecare etap ntr-o manier simplificat. Aceste instrumente
sunt foarte utile, simple, practice i fr referin statistic.
n cazul n este important utilizarea statisticii, le vom aproxima astfel nct s se
pun accent pe utilizarea conceptului de luare a deciziei corecte.
mbuntirea procesului se poate realiza fie prin modificarea performanei medii
sau prin reducerea inconsistenei. Cnd se schimb media procesului, se utilizeaz
ajustrile procesului. Cnd trebuie s fie redus variaia sau neconcordana, se realizeaz
un studiu al capabilitii procesului. Cu alte cuvinte, mbuntirea procesului este
cteodat mai uoar dect reducerea variabilelor din proces. Cel mai important aspect n
rezolvarea problemelor este contientizarea mediei i variaiei procesului, care este
ptratul abaterii standard.
Tabelul 4-1: Matricea de aplicaii a instrumentelor DMAIC fr statistic
Etapa
Instrumente
Indexul Prioritii Proiectului
Pareto
Cartografierea procesului
Descriere
PPI=(Beneficiu/Cost) X (probabilitatea de
succes/timpul de realizare n ani)
Timpul 0,5
Economiile/costurile estimate 2,0
PPI recomandat 4,0
Un instrument grafic pentru a stabili
prioritatea diferitelor defecte i a-l identifica
pe cel mai important.
O descriere grafic a activitilor i punctelor
de decizie
- 19 -
Capitolul IV
Etapa
Instrumente
Analiza Kano
Descriere
Un instrument grafic pentru identificarea
cerinelor critice ale clienilor, inclusiv
cerinele de tipul mi-ar place s le am
O excelent reprezentare tabelar a celor mai
importante restricii ale procesului
SIPOC
CTQ
Caracteristici operaionale critice pentru
calitate legate de ateptrile clienilor
Carta proiectului
Planul proiectului cu scopuri i activiti de
referin bine definite
Costul calitii
DPU
Randament (Yield)
DPMO
Nivelul Sigma
Clasificarea costurilor produselor i serviciilor
n categoriile de evaluare, de cdere i de
prevenire
Indicator al produsului, care este raportul
dintre numrul defectelor observate per
unitatea verificat
Un procent care reprezint cte din rezultatele
procesului nu au erori sau defecte
Un indicator al procesului, care este de fapt
DPU normalizat la complexitatea produsului
sau procesului
Un indicator al afacerii, estimat prin DPMO,
utilizat n mod normal pentru benchmarking
Media
Performana tipic
Amplitudinea
Amplitudinea performanelor (maxim minim)
Variana/Abaterea standard
O amplitudine mai exact a performanei;
estimare aproximativ = amplitudinea / 6
Gndirea statistic
Abilitatea de a distinge cauzele speciale de
cele aleatoare ale variaiei
Analiza cauzei primare
A
A
FMEA (Analiza modului i
efectelor defectrii)
Diagrama prin puncte
Analiza vizual a regresiei
Diagrama Fishbone constnd n cei 4M:
Materiale (informaii), Maini (instrumente),
Metode (practici), i puterea Minii (abiliti)
Analiza modului i efectelor defectrii pentru
a anticiparea problemelor
Reprezentarea grafic a relaiei dintre
variabilele de ieire (dependente) i cele de
intrare (independente)
Estimarea relaiilor dintre variabilele de
intrare i cele de ieire
Cutarea componentelor
Teste comparative
mbuntirea mediei
Teste comparative
mbuntirea dispersiei
Identificarea pieselor defecte dintr-un
ansamblu prin schimbarea ntre ele a pieselor
considerate defecte cu altele considerate bune.
Evaluarea semnificaiei modificrii sau
schimbrii n media procesului
Raportul dintre dispersia curent i cea redus
- 20 -
Capitolul IV
Etapa
I
A.
Instrumente
Analize factoriale complete
Gndirea procesului (modelul
4P)
Evaluare managerial
Graficul de control
Tablou de bord
Descriere
Evaluarea combinaiilor de mai multe
variabile pentru a determina combinaia
perfect pentru cele mai bune performane.
Totalul combinaiilor= nivelul la puterea
variabilei (LV, 23=8)
Construirea unui bloc logic n managementul
procesului pentru a atinge excelena. 4P
Pregtire 4Ms, merge bine, perfect la int sau
progres prin reducerea inconsistenei.
O edin de analiz condus de lider pentru a
asigura c este realizat performana urmrit
i identificarea de aciuni necesare pentru a
susine o performan mbuntit
Instrument grafic pentru a susine
comportamentul normal (fr probleme
cunoscute) al procesului
Msura performanelor afacerii pentru
identificarea noilor oportuniti
Definire Instrumente
1. Indexul Prioritii Proiectului (IPP) Lucrul la proiectul care trebuie este critic
innd cont de faptul c resursele sunt limitate. IPP ajut la stabilirea prioritilor dintre
mai multe proiecte, pe baza economiilor estimate (E) de rezolvare a problemei, costurile
fixe i variabile (C), timpul (T) pentru a termina proiectul i pentru a determina soluia
gata de implementare, i probabilitatea (P) de a rezolva problema cu succes. IPP se
calculeaz ca mai jos:
IPP = (Economii/Cost) (P/T)
Tabelul 4.2 ne arat un exemplu de proiecte ce concureaz pentru poziia prioritar:
Tabelul 4.2: Concurena proiectelor pentru prioritate
Proiect
Economia
potenial
($)
Costul de
realizare
($)
Probabilitatea
succesului
Timpul de
realizare
(an)
IPP
Reducerea
defectelor
4,000,000
500,000
0.8
0.5
12.8
Reducerea
stocurilor
1,000,000
100,000
0.75
1.0
7.5
Utilizarea
mainii
200,000
150,000
0.4
0.75
.71
Avnd n vedere c exist mai multe oportuniti, analiza de mai sus arat c
proiectul de utilizare a mainilor poate atepta, n timp ce proiectul de reducere a
defectelor i de reducere a stocurilor poate fi realizat. Proiectele Six Sigma se ateapt s
- 21 -
Capitolul IV
contribuie la rezultatele finale pe termen scurt, determinnd aria de cuprindere a
proiectului, astfel nct s se minimizeze riscurile i s se reduc timpul de realizare la cel
mult ase luni. Desigur, indicatorul beneficii/cost trebuie s merite utilizarea resurselor
limitate. Pe baza resurselor disponibile, managementul decide s se iniieze proiectul de
reducere a defectelor sau cel de reducere a stocurilor, sau amndou. Pentru a li se
asigura succesul, proiectele majore de Six sigma trebuie s fie aprobate de un
reprezentant autorizat al managementului.
2. Principiul Pareto Vifredo Pareto a fost un economist italian, care a observat
c 80 la sut din venitul Italiei aparinea la 20 la sut din populaie. Acest principiu a fost
generalizat de Joseph Juran, un guru al calitii i se aplic la cele mai multe situaii reale,
cum ar fi:
20% din clienii furnizeaz 80% din venituri
80% din reclamaiile clienilor provin de la 20% din produse
80% din decese apar din cauza a 20% din bolile cunoscute
Corelaia 80:20 este o reprezentare simbolic a Principiul Pareto. n realitate, ea
poate fi 75:25 sau 85:15, dar intenia de baz rmne aceeai. Principiul Pareto implic
concepte cteva vitale i multe triviale, sau ideea c nu toate lucrurile sunt la fel de
importante.
Principiul Pareto este un grafic de afiare a datelor n ordine descresctoare n
funcie de frecvena de apariie. O diagram Pareto are punctul cel mai nalt n bara din
stnga, ceea ce implic cea mai semnificativ oportunitate.
Principiul Pareto este un instrument minunat care poate fi utilizat atunci cnd se
decide dintre ce este important i ce este comod. Face parte din natura uman s se
lucreze la lucrurile care ne convin i nu la cele importante. Folosind principiul Pareto,
putem ntotdeauna cuta cele mai importante oportuniti de ncercare i generare a celor
mai mari rate de recuperare a investiiilor.
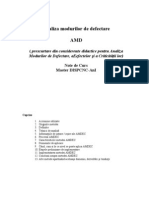
Tabelul de mai jos reprezint reclamaiile clienilor din activitatea unui call center.
Reclamaiile clienilor
Frecvena/an
Timpul de ateptare al clienilor
178
Livrarea produselor necorespunztoare
16
Facturarea greit
39
ntrzieri legate de procesul de
creditare
Produse defecte
112
12
ntrzieri legate de garania produselor
98
Ageni de vnzare nepoliticoi
nchiderea telefonului
8
27
Figura 4.1 reprezint graficul Pareto cu linia cumulativ pentru datele de mai sus.
- 22 -
Capitolul IV
Se poate vedea c urmtoarele trei aspecte sunt sursele majore (79,2%) ale reclamaiilor
clienilor:
1. Timpului de ateptare excesiv al clienilor
2. Creditele ne-prelucrate la timp
3. Garania produsului ne-returnat la timp
Tendina normal este de a avertiza agentul de vnzare nepoliticos sau s se
creeze o echip care s abordeze problema produselor defecte. Cu toate acestea, analiza
Pareto direcioneaz resursele limitate pentru a reduce timpul de ateptare al clientului, n
primul rnd, i pentru a rezolva problema ntrzierilor de creditare, acestea avnd cea mai
mare prioritate.
La nivel personal, atunci cnd avem un milion de lucruri de fcut i nu suntem
decii la ce s lucrm, putem aplica principiul Pareto pentru a decide la care activitate s
lucrm, pentru a realiza ct mai multe.
120.00%
100.00%
80.00%
60.00%
40.00%
20.00%
0.00%
Procent
Ageni de vnzare
nepoliticoi
Produse defecte
Livrarea produselor
necorespunztoare
nchiderea
telefonului
Facturarea greit
ntrzieri legate de
garania produselor
ntrzieri legate de
procesul de
creditare
Procent cumulat
Timpul de ateptare
al clienilor
Procent cumulat
Graficul Pareto pentru reclamaiile clienilor
Reclamaiile clienilor
Figura 4.1: Analiza Pareto pentru reclamaiile clienilor
3. Cartografierea procesului
Un proces este un set de activiti care transform intrrile n ieiri. Orice afacere
reprezint un grup de procese, iar procesul de cartografiere ajut la identificarea
diferitelor procese i verific consistena datelor i performana. Un proces necesit
materiale/informaii, o metod/abordare, maini/unelte i oameni/abiliti pentru
realizarea obiectivelor de performan. Este dificil s se asigure repetabilitatea unui
proces i fiabilitatea rezultatelor acestuia fr a stabili o hart sau o procedur
corespunztoare, deoarece devine tot mai dependent de oameni, astfel avnd predispoziie
ctre inconsisten.
n etapa de definire, o hart stabilete un nivel de referin sau un punct de plecare
pentru mbuntire. Analiza hrii procesului identific ntreruperile sau etapele
- 23 -
Capitolul IV
ineficiente ale acestuia, pentru procesul de mbuntire. De asemenea, o hart a
procesului ajut utilizatorii n dezvoltarea unei nelegeri a acestuia, asigurndu-i
reproductibilitatea. Uneori reprezentarea vizual a unui proces asigur imboldul pentru
identificarea ideilor de mbuntire.
n construirea unei hri a procesului, se utilizeaz un set de simboluri standard
pentru consisten i uurin n interpretare. Simbolurile pot varia de la companie la
companie. Figura 4.2 arat simbolurile standard utilizate n pregtirea hrii procesului.
Crearea unei hri a procesului necesit listarea activitilor, succesiunea acestora,
identificarea punctelor de control, i apoi desenarea hrii procesului folosind simbolurile
standard specificate de companie. Urmtorul exemplu arat activitile i o hart a
procesului pentru cumprarea dejunului de la un restaurant drive-through. Paii
procesului sunt urmtorii:
1. Conducei maina la banda predestinat deservirii drive-through
2. Ateptai s v vin rndul
3. Verificai meniul pentru a decide ce comandai
4. Dai comand
5. V ateptai rndul
6. Plata la ghieu
7. Ridicarea mncrii
8. Verificarea coninutului
9. Dac pachetul corespunde comenzii date de dumneavoastr, plecai
10. Dac pachetul nu corespunde comenzii date de dumneavoastr, luai pachetul
corect i plecai
Figura 4.3 arat c harta procesului descris anterior:
- 24 -
Capitolul IV
4. Analiza Kano Noritaki Kano a dezvoltat un model pentru a nelege cerinele
clientului, divizndu-le n urmtoarele trei categorii:
Cerine nespuse/ presupuse: Cerinele presupuse sunt acele cerine ale clienilor
pe care acetia le consider prezente n orice produs sau serviciu. De exemplu, atunci
cnd stm la un hotel, presupunem c n baie vom gsi prosoape iar n camer va fi un
pat.
Cerine enunate de clieni: Acestea sunt cerinele pe care clientul le-a specificat.
De exemplu, n acelai hotel, clientul solicit o conexiune la Internet, un centru de afaceri
pentru imprimarea documente sau un restaurant pentru orele de mas.
Doleanele nespecificate ale clienilor: Acestea sunt cerinele clienilor pe care
acetia le realizeaz doar n momentul n care interacioneaz cu produsul sau serviciul
denumite i mi-ar place s le am, cerine neateptate pentru comoditate i confort. De
exemplu, atunci cnd clienii intr ntr-o camer de hotel i gsesc prjituri din partea
casei, sucuri, ciocolat, micul dejun, sau acces la Internet, sunt ncntai. Acestea sunt
cerinele care fac memorabil ederea lor la hotel.
Cele trei cerine de mai sus, prezentate i n Figura 4.4, sunt explicate mai jos:
a. ndeplinirea cerinelor de baz nu mbuntete satisfacia clientului, dar lipsa
cerinelor presupuse poate l poate nemulumi.
b. ndeplinirea cerinelor specificate satisface direct clientul, dar nu ctig
loialitatea clienilor. Astfel de produse sau servicii sunt sensibile la pre.
c. Satisfacerea caracteristicilor de tip mi-ar place s le am ale
produselor/serviciilor ncnt clienii pn la punctul n care acetia sunt dispui
s plteasc n plus i s mprtie vorba printre potenialii clieni, ctignd
loialitate i implicit creterea afacerii.
- 25 -
Capitolul IV
n timp, cerinele tip mi-ar place s le am devin cerine presupuse. Liderii
industriali tind s introduc facilitile i serviciile de tip mi-ar place s le am n
majoritatea companiilor. Pentru a oferi aceste faciliti i servicii, furnizorii trebuie s
asculte cu atenie experienele trite de clienii lor, i s fie creativi n oferirea eficace a
acestora, mai ales din punct de vedere al costurilor. La un moment dat, de exemplu,
suportul pentru pahare sau airbag-ul din main erau caracteristici incitante, dar astzi au
devenit caracteristici standard i astfel sunt presupuse ca fiind existente.
5. SIPOC SIPOC se refer la surs (Supplier), elemente de intrare (Input),
proces (Process), elemente de ieire (Output) i client (Customer). SIPOC are
capabilitatea de a identifica diverse restricii i juctori care pot contribui la succesul
procesului, precum i problemele asociate procesului. n timpul analizei SIPOC, sunt
adresate urmtoarele aspecte:
Care sunt paii cheie necesari pentru a produce rezultatul dorit (procesul)?
Care sunt principalele rezultate ale procesului (ieirile)?
Cine este destinatarul rezultatelor procesului (clienii)?
Ce materiale de intrare sunt necesare pentru a efectua activitile procesului
(intrri)?
Ce sau cine reprezint sursa de materiale de intrare pentru proces (furnizorul)?
Tabelul 4.3 ne arat analiza SIPOC pentru dou procese interne legate de
siguran. Unul dintre aspectele critice n realizarea unei analize SIPOC este coloana
- 26 -
Capitolul IV
intrrilor, care ar trebui s abordeze cei patru M: materiale sau informaii, maini sau
instrumente, metode sau proceduri i fora de munc sau abilitile personalului.
Tabelul 4.3: Exemple SIPOC pentru procese de siguran
Sursa
(Furnizor)
(5)
Departamentul
de siguran
Furnizorii de
PPE
Departamentul
de siguran
Producia
Publicaiile
Departamentul
de siguran
Locaiile
specificate
Intrri
(4)
Proces
(1)
Instruire
pentru
siguran
Echipament
personal de
protecie (PPE)
Procedura de
siguran/
instruciuni de
munc
Instructori
Legi
Contacte de
urgen
Raportarea
documentelor
Truse de prim
ajutor
Instruciuni de
prim ajutor
Angajatul vine
la locul de
munc
Ieiri
(2)
Sigurana
angajailor
Client
(3)
Angajatul
Meninerea
ordinei
Rezolvarea
incidentelor
periculoase
Raportarea
greelilor de
siguran
Aciuni de
remediere
Managementul
Comitetul de
siguran
Angajaii
Direciei
Sntate i
Securitate n
Munc
Analiza SIPOC de mai sus prezint toate aspectele aferente etapelor securitii
proceselor, asigurndu-se cunoaterea deplin a procesului i mbuntirea capacitii de
investigare a acestuia pentru remedierea diverselor probleme asociate.
6. Critic pentru Calitate (CTQ) Identificarea clienilor este o problem critic
nainte de a putea determina cerinele critice ale acestora. Obiectivul este de a nelege:
Doleanele
Cerinele
Nevoile
pe care le au clienii.
O dat ce cunoatem cerinele clientului (n special pe cele specifice enunate i
pe cele de tip mi-ar place s le am), le putem transforma n elemente critice pentru
calitate sau nevoi CTQ (numite i CTQ-uri).
Dezvoltarea unui CTQ ncepe cu o cerin general a clienilor referitoare la
produsul furnizorului sau cerinele de performan, care se transform n caracteristici
operaionale de performan (CTQ-uri). Figura 4.5 ne arat dezvoltarea unui CTQ.
- 27 -
Capitolul IV
De exemplu, cnd comandm o mas la restaurant, elementele de acionare pentru
o comand sunt: timpul de livrare (de ex.: 10-15 min), preul (de ex.: rezonabil i posibil
de pltit) i gustul (de ex.: trebuie s fie bun). Figura 4.6 ilustreaz acest exemplu:
Restaurantul ia n considerare nevoile clientului, prepar reetele, selecteaz
ingrediente, i stabilete procesele ce vor satisface ateptrile clienilor. Procesul de CTQ
poate include durata ciclului de fabricaie, costul specificat i un gust excelent.
7. Carta proiectului Carta proiectului este un traseu scris care:
Documenteaz procesul de afaceri, inclusiv analiza cost-beneficiu, precum i
impactul financiar
Definete problema ce va fi abordat de ctre proiect
Clarific aria de cuprindere a proiectului
Stabilete obiectivele proiectului
Definete rolurile membrilor echipei
Stabilete termenele limit, activitile de referin i rezultatele cheie
Identific resursele i alte cerine
Carta proiectului este un instrument eficace de planificare a proiectului, la care
face referire pe tot parcursul proiectului i este actualizat odat cu progresul acestuia.
- 28 -
Capitolul IV
Constituie un singur plan consolidat care stabilete fundamentul structurii proiectului,
precum i modul n care acesta va fi gestionat n cazul controlului schimbrilor,
neglijenelor i n cazul rezolvrii problemelor. Carta proiectului ajut prin urmtoarele
moduri:
Obiectivele echipei sunt aliniate cu obiectivele organizaiei
Echipa beneficiaz de implicarea deplin a managementului
Echipa este contient de obiectivele proiectului i limitele acestuia
Echipa poate rmne concentrat pe obiective definite
B.
Msurare Instrumente
1. Costurile Calitii Costurile calitii (COQ) reprezint totalul costurilor
ntlnite n procesul de obinere a calitii sau n executarea activitilor legate de calitate.
Figura 4.7 arat cele trei componente ale COQ:
a. Costuri de prevenire
b. Costuri de evaluare
c. Costuri defectelor
Costurile de prevenire sunt asociate cu planificarea, proiectarea, implementarea i
monitorizarea unui sistem de calitate care previne apariia unor alte greeli. n cele ce
urmeaz sunt prezentate exemple de costuri de prevenire:
Planificare
Studii de capabilitate
Revizuirea proiectrii
Testarea domeniului
- 29 -
Capitolul IV
Cercetarea i evaluarea furnizorilor
Proceduri de scriere
Instruire
Analiza pieei
Costurile de evaluare sunt asociate cu msura, revizuirea, inspectarea, verificarea,
evaluarea i controlul produselor, serviciilor, rezultatelor, sau materialelor pentru a
asigura conformitatea cu cerinele de calitate. Este un cost de conformitate. Urmtoarele
sunt exemple de costuri de evaluare:
Auditul produselor
Revizuirea desenelor
Inspecia final
Inspecia procesului
Teste de laborator
Testare personalului
Inspecie de recepie
Inspecia de livrare
Costurile de cdere se divid n dou componente: costul cderilor interne i cosutl
cderilor externe. Costul cderilor interne este orice cost aprut n manevrarea
produsului, serviciilor, software-lor sau soluiilor ce nu corespund cerinelor. Costul
cderilor interne nu este suportat de client. Reprezint un cost de non-performan.
Exemplele de costuri ale cderilor interne includ:
Analiza defectelor
Post-mortem
Analiza de reproiectare
Reluarea inspeciei
Costuri de reparare
Retestarea
Remanierea
Rata admisibil de rebuturi
Modificri de proiectare
Schimbarea cerinelor clientului
Costurile cderilor externe reprezint orice cost aprut n manipularea defectelor
de domeniu. Acest cost, de asemenea, nu este suportat de client. Exemplele de cost de
cdere externe includ:
Nesatisfacerea clientului
Timpul de repaus al echipamentelor
Excesul de stocuri
Cheltuieli excesive de transport
Manipularea excesiv a materialelor
Sanciuni
- 30 -
Capitolul IV
Erori de stabilirea preurilor
n orice organizaie, diferitele costuri ale calitii pot fi estimate ca procent din
costurile calitii (COQ), dup cum urmeaz:
Costul de prevenire 01 - 15%
Costul de evaluare 15 - 60%
Costul defectelor detectate intern 10 - 35%
Costul defectelor detectate extern 05 - 15%
Scopul analizei costurilor calitii este de a aloca suficiente resurse n prevenire,
precum i minimizarea costului general al calitii. Costurile de prevenire, evaluare i cel
al defectelor detectate sunt grupate ca i costuri ale calitii necorespunztoare (COPQ).
De exemplu, ntr-o companie de software, au fost identificate urmtoarele costuri
ale calitii:
a. Salariile pentru inspectori ai calitii
b. Planificarea calitii
c. Verificarea cerinelor utilizatorilor
d. Repararea i remanierea software-ului
e. Testul final al produsului
f. Retestare i depanare
g. Costul asistenei pentru clieni
10.000 $
30.000 $
25.000 $
78.000 $
95.000 $ $
49.000 $
195.000 $
Costul defectelor = (f) + (g) = 49.000 $ + 195.000 $= 244.000 $
Cost de evaluare = (a) + (c) + (d) + (e) =10.000 $ + 25.000 $ + 78.000 $ + $ 95.000
= 208.000 $
Cost de prevenire = (b) = 30.000 $
Costul calitii necorespunztoare trebuie examinat ca procentaj din profit, i nu
ca procentaj din vnzri. Costul calitii necorespunztoare se leag direct de profitul
corporaiei.
2. DPU Defect per Unitate este un indicator de msur a performanei, uor de
implementate pentru produse i servicii, care corespunde defectelor din domeniu. Cu ct
este mai mare DPU, cu att vor fi mai multe defectele cu care se vor confrunta clienii din
domeniul respectiv.
Unitatea: un rezultat al procesului care poate fi un produs, material, ansamblu,
raport, soluie, serviciu, sau informaii.
Defect: o abatere de la caracteristicile specificate de client ca int pentru un
produs, dincolo de limitele de toleran ce conduc la nemulumirea acestuia. Astfel, DPU
este definit ca:
- 31 -
Capitolul IV
Numrul total de defecte observate la inspecie/uniti verificate
Numrul total de uniti inspectate/verificate
Ne folosim de defecte, i nu de uniti cu defecte (de exemplu, o unitate cu
defecte poate avea mai multe defecte). n timp ce randamentul vorbete despre numrul
de uniti fr defecte raportat la numrul total de uniti, DPU ine cont de numrul de
defecte.
De exemplu, la un proces, timp de o sptmn, au fost colectate urmtoarele
date:
Ziua
Uniti produse
1
2
3
4
5
Total
100
100
100
100
100
500
Total uniti cu
defecte
5
4
7
6
4
26
Total defecte observate
8
9
14
10
12
53
Datele indic faptul c randamentul pentru procesul respectiv este:
(500 26) 100 = 94.8%
500
n timp ce DPU este:
53
= 0.106
100
n cazul unei operaii din mai multe procese, randamentul general al procesului,
numit Randamentul global (RTY), este egal cu produsul randamentelor individuale.
Urmtoarea diagram arat un proces n trei pai cu randamentele:
Pentru acest proces, randamentul global (RTY) este:
RTY = Y1 x Y2 x Y3
Urmtoarele ecuaii reprezint formulele pentru calcule:
Randamentul la prima trecere = e DPU
Unde e reprezint funcia EXP n aplicaia MS Excel.
n absena unor date disponibile despre defecte, DPU se poate estima folosind
urmtoarea ecuaie:
- 32 -
Capitolul IV
DPU estimat = -ln (randament % / 100)
Unde LN este funcia logaritm natural disponibil n aplicaia MS Excel.
3. DPMO - DPMO este abrevierea pentru Defecte Per Milion de Oportuniti.
Oportunitatea este numrul de modaliti n care poate aprea o eroare sau un defect.
DPMO este definit astfel:
DPU 1.000.000
numarul mediu de oportunitati de defectare per unitate
Cnd comandm o pizza, defectele pot aprea sub urmtoarele forme:
I.
II.
III.
IV.
V.
VI.
VII.
VIII.
Alt produs dect cel cerut
Pizza rece
Factur greit
Gust prost
Ambalaj murdar
Sosul greit
Livrare ntrziat
Comportament nepoliticos al persoanei care o livreaz
Prin urmare, exist opt oportuniti de apariie a unor defecte n furnizarea pizzei
la un client. Tabelul 4.4 reprezint date colectate de la un magazin de pizza:
Tabelul 4.4 : Frecvena defectelor
Total pizza
livrate
Frecvena
defectelor
Livrare produs greit
1,000
Pizza rece
1,000
25
Factur greit
1,000
15
Gust prost
1,000
Ambalaj murdar
1,000
45
Sosul greit
1,000
12
Livrare ntrziat
Comportament nepoliticos al
persoanei care o livreaz
Total
1,000
78
1,000
1000
191
Sursa defectelor
Prin urmare,
DPU=191/1000, sau 0.191 i
- 33 -
Capitolul IV
DPMO=(0.191x1,000,000)/8 = 23 875
Se poate vedea c DPMO normalizeaz DPU pentru oportuniti de eroare sau
complexitatea procesului.
4. Nivel Sigma Sigma reprezint o msur a excelenei. Cu ct este mai mare
nivelul Sigma, cu att este o calitate mai bun. Nivelul Sigma este determinat pentru
DPMO calculat dup cum se arat n tabelul de mai jos 4.5.
Tabelul 4.5 : DPMO versus Conversia Nivelului Sigma
Nivelul
Sigma
DPMO
Nivelul
Sigma
DPMO
Nivelul
Sigma
DPMO
1.00
697 700
2.00
308 700
2.25
226 627
2.50
3.25
4.00
158 655
40 059
6 210
2.75
3.50
4.25
105 650
22 750
2 980
3.00
3.75
4.50
66 807
12 224
1350
4.75
5.50
577
32
5.00
5.75
233
11
5.25
6.00
88
3.4
n cazul n care nivelul estimat Sigma este mai mic de 2.5, procesul sau afacerea
are probleme grave care trebuie tratate n afara evalurii Six Sigma. Valorile tipice pentru
procesele care nu sunt stabilizate i cele normale sunt cuprinse ntre 2.5 i 3.5. Nivelul
Sigma pentru procesele bine puse la punct sunt ntre 3.5 pn la 4.5. Nivelul Sigma
corespunztor lui DPMO de 23 975 este de aproximativ 3.5.
Tabelul 4.5 indic faptul c mbuntirea necesar de la trei Sigma la patru
Sigma este de 10 ori, de la patru la cinci Sigma este de aproximativ 30 de ori i de la
cinci la ase Sigma este de aproximativ 70 ori. Astfel, totalul de mbuntire necesar de
la trei la Six Sigma este mai mare de 20.000 de ori.
Cunoscnd ct de greu se realizeaz nivelul de performan Six Sigma, numai
procesele care pun n pericol viaa indivizilor sau afacerilor trebuie s ating acest nivel
de performan. Cu toate acestea, realizarea nivelului de performan Sigma pentru orice
proces trebuie s aib sens din punct de vedere economic.
5. Media/Mediana valoarea tipic sau cea mai probabil a unui rezultat se
numete medie. Media se calculeaz ca suma datelor raportat la numrul de date.
Valoarea medie poate fi neltoare, dac este situat la unul din capetele cozii.
Pentru date asimetrice sau date subiective, este mai bine s se foloseasc mediana,
o valoare care mparte numrul datelor n jumtate. Cu alte cuvinte, 50% din punctele de
date sunt sub median, iar 50% sunt peste median. Mediana este determinat prin
sortarea datelor i identificarea valorii de mijloc pentru un numr impar de date, sau
media celor dou valori apropiate de mijloc, cnd este vorba de un numr par de date.
6. Amplitudinea Valoarea medie ofer insuficiente informaii despre datele
procesului. Media poate prea fiind exact pe int; dar datele sunt dispersate peste tot.
Amplitudinea este o metod simpl de msurare a mprtierii datelor. n procesele
- 34 -
Capitolul IV
economice, acest tip de mprtiere reprezint inconsisten sau variaii n proces.
Amplitudinea este determinat prin calculul diferenei dintre valoarea maxim i valoarea
minim.
7. Variana / abaterea standard Pentru calculul amplitudinii, folosim numai
dou puncte de date, fcnd abstracie de dimensiunea setului de date. Dac exist trei
sau trei milioane de puncte de date, amplitudinea utilizeaz doar dou puncte de date:
valoarea minim i maxim. Amplitudinea este, n general, o msur mai senzitiv pentru
seturile mai mici de date.
Variana este o alt msur a dispersie a procesului. Se calculeaz utiliznd toate
punctele de date, fiind astfel o mai bun msur a variaiei procesului. Variana este
calculat prin nsumarea ptratelor diferenelor dintre date i media acestora i mprirea
la numrul de date. De exemplu, pentru patru valori, variana poate fi calculat dup cum
urmeaz:
Variana = suma ( X 1 media) + ( X 2 media) + ( X 3 media) + ( X 4 media) / 4
2
Abaterea standard este rdcina ptrat din varian. Abaterea standard este
utilizat pentru a previziona ansele apariiei unui eveniment, pe baza distribuiei
statistice predefinite, cum ar fi distribuia normal sau distribuia Poisson.
Programele software, cum ar fi MS Excel, au funcii construite pentru calculul
abaterii standard. Abaterea standard poate fi estimat prin mprirea amplitudinii la ase
- (amplitudinea/6). Aceast aproximare a abaterii standard poate fi utilizat pentru a lua
unele decizii n legtur cu procese tipice de afaceri. Pentru situaii critice, calcularea
abaterii standard efective, este de dorit pentru a minimiza riscul creat de munca empiric.
Abaterea standard = var iana
Abatere standard estimat= amplitudinea/6
8. Gndirea statistic pentru a ti mai multe despre comportamentul
procesului, trebuie cunoscute media i abaterea standard a procesului. n sens statistic,
mai multe distribuii ne permit s determinm probabilitatea unei situaii, cum ar fi
apariia unui produs bun sau apariia unor defecte. Una dintre cele mai cunoscute
distribuii, este distribuia normal, aa cum este prezentat n figura 4.8. Distribuia
normal arat ca o curb n form de clopot, reprezentnd apariia de evenimente. Astfel,
multe puncte de date arat apariia evenimentelor n centru i mai puine spre capetele
distribuiei. Dup cum se vede n figura 4.8, s-a muncit foarte mult pentru a previziona
probabilitile asociate distribuiei normale, pe baza cunoaterii mediei i abaterii
standard.
Pentru a determina probabilitatea, este necesar localizarea pe curba n form de
clopot a unui punct de date ce reprezint un eveniment. Distana dintre media procesului
sau centrul curbei n form de clopot, i punctul de date, n termenii abaterii standard,
este denumit valoarea z. Cu alte cuvinte, valoarea z este numrul de deviaii
standard fa de media procesului.
Pentru a face mai simpl estimarea probabilitii unui eveniment, trebuie amintite
urmtoarele: probabilitatea n intervalul unei deviaii standard de la medie este de
- 35 -
Capitolul IV
aproximativ dou treimi, n intervalul a dou abateri standard de la medie este de 95%, i
trei abateri standard de la medie este de aproximativ 100%.
Semnificaia cunoaterii probabilitii evenimentelor n una, dou sau trei abateri
standard este c variaia datelor ntre dou abateri standard cu o ans de 95% este
considerat a fi din cauze comune, datorate variabilelor aleatoare necontrolabile. Variaia
care apare cu o ans de 5% n afara a dou deviaii standard este denumit excepie,
datorit unor variabile asignabile.
X =0
=1
Gndirea statistic nseamn nelegerea naturii inconsistenelor bazate pe
frecvena de apariie. n cazul n care inconsistena n proces este excesiv datorit
variabilelor aleatoare, pentru a mbunti procesul, trebuie efectuat un studiu complet
asupra capabilitii procesului. Dac inconsistena este accidental, sau ca o excepie,
procesul trebuie ajustat pentru a putea fi mbuntit.
Pentru a reduce variaia, cu alte cuvinte, cunotinele asupra procesului trebuie
mbuntite n mod semnificativ. Aceste procese au o abatere standard mai mare. Pentru
a reduce variaiile excepionale, sunt ajustai anumii parametri ai procesului. Astfel de
procese au deviat de la media proceselor din eantion. Dac variaia excepional nu este
remediat, ea devine o parte din variaia comun, i deci este inerent procesului.
Variaia comun este inerent procesului datorit existenei mai multor variabile,
n timp ce variaia excepional este introdus n proces printr-o variabil specific sau
puine variabile.
De exemplu, atunci cnd un ofer conduce dimineaa spre munc, se calculeaz
un anumit timp pentru a ajunge la locul de munc. Dac cineva ntreab, Ct de mult
dureaz, pentru a ajunge la locul de munc, un rspuns poate fi 30 minute, plus / minus
- 36 -
Capitolul IV
5 minute. Cele 5 minute din jurul intervalului menionat au o ans de 95% de apariie.
Cu toate acestea, din cauza unui accident, ntr-o zi, poate ntrzia 20 de minute. Aceast
ntrziere este o excepie, deoarece a avut loc datorit unei cauze identificabile.
Pentru a reduce intervalul tipic de 30 de minute, ar trebui s ne gndim s
mbuntirea capabilitii procesului, fie prin schimbarea rutei, folosind un alt vehicul,
sau lucrul de acas. Pentru a reduce ntrzierea excepional de 20 de minute, se poate
planifica plecarea mai devreme de acas, pentru a evita vrful de trafic, n care este mai
probabil apariia unui accident.
Explicaia iniial pare s fie contraintuitiv. Noi gndim c atunci cnd un
eveniment apare rar, se datoreaz ansei (implicnd o ans mic). n gndirea statistic,
totui, totul se ntmpl datorit ansei. Intensitatea ansei este cea care separ
evenimentele aleatoare de cele asignabile.
Cauzele care contribuie la variaia aleatoare sunt dificil de identificat, controlat i
schimbat. Cauzele care contribuie la variaia asignabil sunt uor de identificat (asignat),
controlat i schimbat. n controlul proceselor, obiectivul este de a menine procesul n
control statistic (fr nicio variabil asignabil).
C.
Analiz - Instrumente
1. Analiza cauzei primare analiza cauzei primare este un instrument excelent
pentru identificarea potenialelor cauze ale unei probleme. n 1943, dr. Kaoru Ishikawa,
preedinte al Institutului de Tehnologie Musashi din Tokio, utilizeaz pentru prima dat
diagrama analizei cauzei primare. Iat de ce acest instrument mai poart denumirea de
diagram Ishikawa sau diagrama Fishbone (os de pete), din cauza asemnrii ei cu un
schelet de pete.
Analiza cauzei primare are urmtoarele avantaje:
Elimin cauzele minore ale unei probleme;
Stabilete relaiile dintre diverse cauze;
Este simplu de utilizat i uor de finalizat;
Are un format grafic, mai degrab dect un instrument statistic;
Grad crescut de cunoatere a procesului;
Presupune un efort multifuncional i o mai bun comunicare.
O definiie clar a problemei constituie fundamentul pentru eficacitatea analizei
cauzei primare. n timpul efecturii analizei cauzei primare, se rspunde la urmtoarele
ntrebri: ce, unde, cnd, de ce, cum i cte:
Ce descriere, simptome, i severitate;
Unde numrul piesei, locaie, situaii, date geografice;
Cnd timpul i frecvena problemei;
De ce explicaie referitoare la apariia problemei;
Cum modul de operare sau activitile;
Ct de multe sau ct de mult magnitudinea problemei;
- 37 -
Capitolul IV
Diagrama Ishikawa, aa cum este prezentat n
ramuri majore, i anume: materiale, utilaje, metod i
implic abilitile persoanei care realizeaz sarcinile,
corespunztor, pentru operaiunile de non-producie,
instrumente, metodologie i competen.
Figura 4.9, const din cele patru
fora de munc. Fora de munc
i nu intenia acestuia. n mod
cei 4 M reprezint informaii,
Desfurarea analizei cauzei primare presupune efectuarea urmtoarelor activiti:
1. Formarea unei echipe multifuncionale
2. Definirea clar a problemei
3. nregistrarea problemei sau efectului n csua aferent
4. Ataarea celor patru mari ramuri i denumirea acestora
5. Crearea unei liste de cauze poteniale pentru categoriile majore utiliznd
brainstorming-ul, sau generarea i construirea lanurilor de idei (10 15 cauze
pentru o problem simpl, 20 30 de cauze pentru o problem complex)
6. Prioritizarea i selectarea a cel puin uneia dintre principalele cauze poteniale pe
fiecare ramur. Dac este necesar, selectai mai mult de una pe fiecare ramur.
ncercuii cauzele vitale.
7. Aprofundai cauzele critice ntrebndde ce? pn ce poate fi definit o aciune
pentru a remedia inconsistena.
8. Distribuii responsabilitatea i cte o dat de finalizare pentru fiecare element de
aciune
Figura 4.10 ne arat un exemplu de analiz a cauzei primare pentru problemele de
siguran n cadrul unei companii:
- 38 -
Capitolul IV
Complezen
Sistem de
monitorizare
Competen
Sistem de
monitorizare
Instrumente
utilizate
Echipament
personal de
protecie
Calitate
Competen
Comunicare
ntrziat
Informaie
Instrumente
Lipsa
analizei
de
siguran
a locului
de munc
Analiza
cauzei
primare
Resurse
Instruire asupra
siguranei
Sistem de
monitorizare
Instruire
Validare
Resurse
Probleme de
siguran
Recunoatere
Reprezentare
insuficient
Comitet
pentru
siguran
Proprietarii
fabricii
Sub-utilizare
Complezen
cu procedura
Minutele
nenregistrate
Expertiza
intern
Motivare
Gestionarea
materialelor
Metode
Lideri ai
operaiunilor /
liniilor de producie
Oameni
Figura 4.10: Analiza cauzei primare pentru problemele de
siguran
2. Analiza modului i efectelor defectrii (FMEA) n industria aerospaial, auto,
feroviar, precum i n cea farmaceutic, analiza modului i efectelor defectrii (Failure
Mode and Effects Analysis FMEA) este o activitate responsabil pentru identificarea i
diminuarea potenialelor riscuri. n mod similar, pentru operaiunile critice ale clienilor
sau afacerii, analiza modului i efectelor defectrii se poate efectua pentru a preveni
problemele anticipate.
Procesul analizei modului i efectelor defectrii const din urmtoarele etape:
Identificarea modurilor poteniale de defectri, efectele i cauzele asociate
proiectrii i produciei produsului sau serviciului;
Evaluarea severitii efectelor, apariiei cauzelor i detectrii controlului;
Determinarea nivelului de risc pe baza severitii, apariiei i detectrii;
Prioritizarea potenialelor defecte pe baza nivelului de risc
- 39 -
Capitolul IV
Stabilirea unui plan de aciune pentru diminuarea riscurilor semnificative.
Atunci cnd analiza modului i efectelor defectrii este utilizat n etapa de
proiectare, aceasta se numete analiza modului i efectelor defectrii de proiectare sau
DFMEA (design FMEA); atunci cnd se utilizeaz n etapa de procesare, mai poart i
denumirea de analiza modului i efectelor defectrii de procesare, sau PFMEA (Process
FMEA).
Severitatea (S) este o evaluare a seriozitii efectului potenialului mod de
defectare a urmtorului component, subsistem, sistem sau client. Se aplic numai
efectelor i este evaluat pe o scar de la 1 (cel mai puin sever) la 10 (cel mai sever).
Apariia (A) este probabilitatea interveniei unei anumite cauze. Ratele posibile de
defectri sunt bazate pe ratele anticipate ale defectrilor n timpul executrii procesului.
Apariia se evalueaz pe o scar de la 1 (fr nicio apariie) la 10 (apariie frecvent).
Detectarea (D) este o evaluare a capacitii de control a procesului de a detecta
cauzele poteniale sau moduri ulterioare de defectare, nainte ca piesa sau sistemul s
prseasc zona de producie. Se evalueaz pe o scal de la 1 (o anumit detectare) i 10
(nicio
detectare).
Tabelul 4.6 ofer anumii indicatori pentru evaluarea severitii, apariiei i
detectrii.
Tabelul 4.6: Indicatori pentru evaluarea riscului
Severitate
Punctaj
Aleatoriu
fr
avertizare
10
Aleatoriu
cu
avertizare
Foarte
mare
Mare
Apariia
defectrilor
Foarte mare:
Defectrile
sunt aproape
inevitabile
(>1 din 2)
Punctaj
Detectare
Punctaj
10
Incertitudine
absolut
10
1 din 3
Incertitudine
relativ
Mare:
defectri
repetate
(1 din 8)
Incertitudine
1 din 20
Foarte
sczut
Sczut
Moderat
Destul de
ridicat
Moderat
Mic
Foarte
mic
Moderat:
defectri
ocazionale
(1 din 80)
1 din 400
1 din 2 000
- 40 -
Capitolul IV
Minor
Sczut:
destul de
puine eecuri
(1 din 15.000)
Foarte
minor
1 din 150.000
Foarte
ridicat
Minim:
Eecul este
puin probabil
(<1 din
1.500.000)
Aproape
sigur
Deloc
Ridicat
Referin: www.fmeainfocenter.com
Numrul de prioritate a riscului (RPN- Risk Priority Number) este rezultatul
produsului dintre S, A i D i este utilizat pentru a prioritiza riscurile.
Analiza modului i efectelor defectrii ncepe cu harta procesului sau cu diagrama
bloc de proiectare. Odat cu enumerarea etapelor de procesare, se identific pentru
evaluare diferite moduri poteniale de defecte. Pentru fiecare efect sunt identificate
cauzele posibile, prin metoda de gndire Ishikawa i se estimeaz frecvena
corespunztoare de apariie. Detectarea este evaluat pe baza controalelor sau
verificrilor interne ale procesului.
n timp ce se reduce numrul de prioritate a riscului, se identific aciunile pentru
reducerea severitii, apariiei sau scprile.
Tabelul 4.7 este un exemplu de un analiz a modului i efectelor defectrii pentru
activitile legate de siguran:
Tabelul 4.7: Exemplu de FMEA
Etapele
procesului
Audit
Modul
potenial al
defectrii
1. Frecvena
inadecvat a
efecturii
auditului
2.Participarea redus a
angajailor
Efectele
poteniale ale
modului
defectrii
1. Dezvoltarea
unor condiii
periculoase
1. Nicio
dezvoltare a
angajailor
Cauzele poteniale ale
modului defectrii
Controlul
curent al
procesului
D RPN
6 1. Lipsa sistemelor
instituionalizate de
audit
4 1. Audit
trimestrial de
siguran
168
5 1. Lipsa de cunotine
de prevenire a
accidentelor/proceselor
de audit de siguran/
instrumente
4 2. Echipe de
audit
100
- 41 -
Capitolul IV
Raportarea
incidentelor
1. Nivel
sczut de
nvare
1. Repetarea
incidentelor
2. Nivel sczut
de
contientizare
2.Investigare
insuficient
1.Cauzele
primare nu
sunt eliminate
9 1. Absena sistemului
de comunicare formal
ctre toi angajaii
6
6 1.Comitet de
siguran
216
5 2.Comitet de
siguran
120
7 1. Lipsa de instruire n
investigarea
incidentului
8 1.
Comunicarea
supervizorilor
392
3. Diagram prin puncte Diagrama prin puncte este prezentarea grafic a relaiei
dintre dou variabile cantitative. Este dezvoltat prin plasarea variabilei dependente (sau
variabila care ne intereseaz) pe axa Y i a variabilei independente (variabila care
influeneaz variabila dependent) pe axa X a unui grafic bidimensional. Figura 4.11 ne
exemplific o diagram prin puncte ce reprezint vnzrile unui magazin alimentar din
timpul week-end-ului (axa Y) i cheltuielile sptmnale cu publicitatea (axa X).
(Referin: Software-ul Minitab)
Dac am fi managerul magazinului, ce concluzii putem trage privind graficul?
Observaiile grupate n partea de sus indic faptul c, creterea vnzrilor este direct
proporional cu cheltuielile de publicitate. Putem observa, de asemenea, c
graficul se aplatizeaz la aproximativ 25.000 $ pe axa cheltuielilor publicitare
sptmnale. Relaia dintre cele dou variabile poate fi pozitiv sau negativ dup cum se
arat n figurile 4.12 A, B i C.
- 42 -
Capitolul IV
4. Analiza vizual a regresiei Diagrama prin puncte ne arat relaia dintre dou
variabile X i Y. Analiza de regresie cuantific acea relaie. Analiza vizual de regresie
permite evaluarea corelaiei dintre dou variabile pentru scopuri practice. Pentru
cuantificarea corelaiei dintre dou variabile, se poate folosi aplicaia MS Excel sau
programe software de statistic. Estimarea vizual a regresiei ajut la aprecierea relaiei
dintre dou variabile. Desenarea linii care caracterizeaz cel mai bine o serie de puncte de
pe diagrama prin puncte permite determinarea unei relaii att liniare, ct i non-liniare,
precum i a intensitii acestei relaii.
n cazul n care relaia nu este foarte puternic, nseamn c, n cadrul analizei, au
fost omise cteva variabile importante, i trebuie gsite. Analiza vizual de regresie ne
ajut s ne deplasm rapid, fr necesitatea unei analize statistice complicate.
D.
mbuntire Instrumente
1. Cutarea componentelor Cutarea componentelor este un mod natural de rezolvare
a problemelor, n care se schimb o pies ntre o unitate funcional i alta nefuncional,
pentru a vedea dac se schimb performana. Scopul unui experiment de acest gen este de
a identifica componentele ce cauzeaz variaia n performana unui produs. n mod
normal, tehnica de cutare a componentelor poate fi utilizat n cazul n care
componentele pot fi schimbate ntre ele fr a afecta performana. Aceste produse pot fi
uor asamblate sau dezasamblate.
Acest tip de experiment necesit o unitate de produs bun i una rea. Tehnica
utilizeaz o abordare prin eliminare a proceselor prin schimbarea componentelor ntre
aceste dou uniti, pentru a determina efectul fiecrei componente asupra elementului de
ieire ce este msurat. Obiectivul unui experiment de cutare a componentelor este
identificarea unei(or) piese componente ce transform o unitate bun n una cu deficiene
i invers.
- 43 -
Capitolul IV
Ipoteze cheie
1. Exist dou uniti una cu toate componentele bune i alta cu cteva piese
buclucae.
2. Diferena dintre performana uneia i performana celeilalte este semnificativ i
este cauzat numai i numai de diferena dintre performanele pieselor
componente.
3. Procesul de interschimbare a pieselor nu afecteaz performana unitilor.
4. Performana poate fi msurat i repetat de cte ori este necesar, fr ca unitile
s fie deteriorate.
Pentru a efectua un experiment de cutare a componentelor, trebuie s se obin
mostre de uniti bune i de uniti cu defecte i apoi s se urmeze paii de mai jos:
1. Evaluarea performanei unitilor bune i a celor neconforme.
2. Se utilizeaz procedura de brainstorming pentru a identifica piesele
componente discutabile.
3. Clasificarea acestora n funcie de semnificaia impactului lor asupra
unitilor
4. Interschimbarea celei mai buclucae piese ntre unitile bune i cele
necorespunztoare i observarea schimbrilor n performan.
5. Analiza rezultatelor. Sunt posibile urmtoarele rezultate:
a. Nicio schimbare Piesa interschimbat poate s nu fie cauza
performanelor slabe. n acest caz, componentele trebuie revin la
structura iniial. Se continu experimentul cu urmtoarea pies
din clasament.
b. Schimbarea parial Piesa interschimbat are un impact marginal
asupra performanei unitilor bune i a celor necorespunztoare,
dar reprezint o cauz indirect a problemei. Schimbarea parial
reprezint o interaciune cu alte componente.
c. Inversarea complet Partea interschimbat a fost cauza
problemei, iar performanele unitilor bune i a celor
necorespunztoare sunt inversate.
Odat ce au fost identificate piese cu probleme sau combinaii de piese, trebuie s
se desfoare verificarea sau un experiment de testare a limitei maxime. Un experiment
de testare a limitei maxime asigur c sunt identificate toate componentele care
afecteaz diferena n produs/proces. Acest experiment este realizat prin interschimbarea
tuturor pieselor care duc la inversarea complet a performanei produsului/procesului.
2. Testele comparative mbuntirea mediilor n mod normal, procesele au
probleme datorit unor cauze ce pot fi identificate i care pot duce la schimbri n
performanele elementelor de ieire sau produselor. Dac problema persist i devine
cronic, variana este afectat n mod semnificativ i problema devine inerent
procesului. Pentru a mbunti un proces, este nevoie de schimbarea mediei sau varianei
procesului.
- 44 -
Capitolul IV
Atunci cnd trebuie schimbat media procesului, n aceast etap a metodologiei,
a/au fost identificat/(e) una sau dou variabile. Pe baza cunotinelor referitoare la
proces se identific modificarea setrilor variabilei i se definete un nou proces. Cu toate
acestea, nainte ca procesul s fie schimbat n ceea ce privete fabricarea sau operarea,
acesta trebuie verificat. Experimentarea comparativ este o metod de a compara dou
elemente de ieire ale procesului, pentru a evalua diferena dintre mediile acestora.
Aceast metod presupune existena a dou procese un proces curent i un
proces mai bun (presupunnd c noi nu facem un proces mai prost!). De exemplu,
procesul actual satisface clientul n proporie de 78% i procesul mbuntit n
proporie de 88%, 92%, 94%, 88%, 86%, 98%, 89% i 89% pentru un numr de opt
clieni.
Gradul mediu de satisfacere a clientului este de 90,5% cu un deviaie standard de
3,93 determinat prin utilizarea aplicaiei MS Excel.
n acest exemplu, putem vedea o mbuntire a gradului de satisfacie a clientului
de la 78% la 90,5%. Uneori, este posibil o schimbare de la 78% la 82%. ntrebarea ce
trebuie adresat este urmtoarea: mbuntirea este suficient de semnificativ pentru a
fi susinut sau pur i simplu este dependent de eantion? Astfel, schimbarea ntr-un
proces este evaluat innd cont de cauza comun a variaiei procesului i este
normalizat n deviaii standard.
Iniial, n loc de o abordare statistic mai riguroas, este recomandat calcularea
ratei de schimbare a deviaiei standard. Dac raportul este mai mare de 2.0, schimbarea
poate fi considerat semnificativ, iar procesul poate fi mbuntit.
Cu alte cuvinte, dac media unui proces este mbuntit prin mai mult de
dou deviaii standard, schimbarea poate fi considerat semnificativ, cu o dimensiune
a eantionului rezonabil i economic.
Not: Pentru o mai bun mbuntire a proceselor critice, trebuie efectuate teste statistice
mai riguroase.
3. Teste comparative mbuntirea dispersiei Cnd un proces este cronic sau
dificil de mbuntit, concentrarea trebuie fcut pe reducerea dispersiei procesului.
Reducerea dispersiei procesului presupune mbuntirea capabilitii acestuia,
ceea ce nseamn c este necesar o caracterizare complet a procesului, pentru a-l
renva la un nou nivel de performan. Odat ce este identificat noua reet a
procesului, se realizeaz o verificare, iar pentru analiz sunt colectate datele proceselor
curente i a celor mbuntite.
Pentru compararea a dou dispersii de date se utilizeaz testul F raportul a dou
dispersii a dou eantioane, dup cum este indicat n formula de mai jos:
- 45 -
Capitolul IV
Dispersia mai mare
Dispersia mai mica
(S ne amintim c dispersia este ptratul abaterii standard.)
Valoarea Fcalculat =
Pentru a simplifica acest instrument folosind testul F, tabelul 4.8 prezint valorile
ateptate, n vederea determinrii semnificaiei reducerii distribuiei. Aceste valori Fateptat
au fost simplificate pentru aplicaii practice i dimensiuni egale ale eantioanelor nainte
i dup mbuntire. Aceste valori sunt foarte conservatoare, i, pentru o aplicare exact,
este recomandat consultarea unui statistician profesionist.
Tabelul 4.8: Tabelul semnificaiei testului F
Mrimea
eantionului
Valoarea Fateptat
20
10
10
20
Pentru ca reducerea distribuiei s fie semnificativ,
F calculat F asteptat
Ca exemplu, pentru un eantionul de 10 de buci, dispersia nainte i dup
mbuntire a fost calculat la 12 i, respectiv, 2. Astfel, Fcalculat = 12/2 = 6, care este mai
mare dect valoarea Fateptat de 5. Astfel, reducerea dispersiei este semnificativ din punct
de vedere statistic (sau acestea sunt diferite).
Exist situaii n care se colecteaz un eantion de date din cadrul unui proces
pentru a monitoriza schimbrile ce au loc n dispersia datelor. Pentru a evalua schimbarea
dispersiei procesului se utilizeaz testul Hi-ptrat (2) este utilizat. n acest caz se
cunoate deviaia standard a procesului.
Formula pentru a determina 2calculat este urmtoarea:
2
=
calculat
unde:
(2)
n
S2
2
(n 1) S 2
2
= variabila hi-ptrat
= dimensiunea eantionului
= dispersia eantionului
= dispersia int, valoare cunoscut
Tabelul 4.9 ne indic valorile de semnificaie simplificate ale testului 2:
Tabelul 4.9: Tabelul de semnificaie a testului 2:
- 46 -
Capitolul IV
Mrimea
eantionului
Valoarea
0.1
Reducerea
ateptat a
variabilitii
>80%
0.7
>60%
<0.4
10
3.3
>40%
<0.6
20
10
>20%
<0.8
ateptat
ateptat
<0.2
n cazul n care 2calculat 2ateptat, reducerea dispersiei procesului poate fi
considerat semnificativ din punct de vedere statistic. De exemplu, a fost creat un
software nou, cu dispersia int de 10 defecte per modul. Pentru calculul dispersiei per
modul, au fost revizuite zece module, iar valoarea acesteia s-a stabilit a fi de dou defecte
per modul.
n acest caz,
n = 10
S2 = 2, sau S = 1.41,
2 = 10, sau = 3.16
2
calculat
=
(10 1) 2 = 1.8
10
2
2
Deoarece calculat
de 1.8 este mai mic dect asteptat
de 3.3, putem concluziona c
dispersia procesului s-a redus semnificativ.
Abordarea fr statistic va include urmtoarele:
S
1.41
= 0.447
3.16
Pentru o dimensiune a eantionului de 10, s/ este mai mic de 0.6, dup cum se
specific n tabelul 4.9. Astfel, dispersia procesului a fost redus semnificativ.
O alt metod simpl de analiz a mbuntirii dispersiei este prin evaluarea
reducerii abaterii standard. Aa cum arat tabelul 4.9, cu ct eantionul este mai mic, cu
att reducerea ateptat este mai mare i se poate trage concluzia referitoare la reducerea
inconsistenei procesului.
4. Analiza factorial complet (Full Factorial Analysis) Cnd nu suntem n msur
s decidem care factor este responsabil pentru inconsistena excesiv din cadrul unui
proces, nseamn c asupra acesteia acioneaz concomitent mai muli factori. n astfel de
cazuri, obiectivul este de a identifica efectul fiecrei variabile, precum i efectul
interaciunii dintre aceste variabile. Pe msur ce numrul de variabile crete, se complic
i procedura de identificare a combinaiei corespunztoare.
- 47 -
Capitolul IV
Complexitatea se manifest prin numrul de combinaii posibile ce trebuie
ncercate pentru a afla despre principalele efecte, iar interaciunea dintre acestea este dat
de formula LV, unde L este numrul de niveluri sau setrile variabilelor, iar V este
numrul de variabile. Dac numrul de variabile este 5 i numrul de niveluri i menine
valoarea la 2, numrul de teste va fi 32 (25). Acesta este un numr mare de ncercri
pentru un numr minim de setri, dar, n acelai timp, reprezint un numr mic de
variabile.
Mai jos sunt prezentai paii cheie pentru desfurarea analizei factoriale
complete:
1. Definirea obiectivului analizei
2. Identificarea variabilelor cheie
3. Realizarea studiului preliminar al rspunsului ateptat i stabilirea celor
dou niveluri
4. Analiza efectiv:
a. Determinarea celulelor
b. Determinarea numrului de eantioane per celul
c. Realizarea analizei
d. nregistrarea rezultatelor
5. Interpretarea datelor
6. Concluzii
7. Implementarea aciunilor
Urmeaz un exemplu de reducere a ratei erorilor n dezvoltarea unui software.
Factorii care influeneaz rata erorilor sunt experiena creatorului de software i frecvena
reviziilor efectuate mpreun cu utilizatorul. Echipa Six Sigma decide s efectueze
analiza la cele dou niveluri ale acestor factori, n felul urmtor:
Experiena creatorului:
Revizuirea mpreun cu utilizatorul:
<2 ani
trimestrial
2 ani
lunar
Mai jos sunt prezentate ratele medii ale erorilor pentru diferite combinaii de
factori:
Revizuirea
mpreun cu
utilizatorul
1/ lun
47
41
1/ trimestru
51
49
< 2 ani
2 ani
Experiena creatorului
Dup cum rezult din tabelul de mai sus, principalul efect al celor doi factori
asupra ratei erorilor este calculat mai jos:
- 48 -
Capitolul IV
Revizuirea mpreun cu utilizatorul =
Experiena creatorului
(47 + 41) + (51 + 49 ) = 44 50 = 6
2
(49 + 41) (51 + 47 ) = 45 44 = 1
=
2
2
Observm din datele de mai sus c, creterea frecvenei revizuirilor efectuate
mpreun cu utilizatorul reduce rata erorilor, dar o experien mai ndelungat a
creatorului crete de fapt rata erorilor. Aceste efecte principale pot fi reprezentate grafic
n figurile 4.13a i 4.13b:
Utilitatea analizei factoriale complete iese n eviden prin explorarea interaciunii
dintre cele dou efecte. Interaciunea apare atunci cnd performana revizuirii mpreun
- 49 -
Capitolul IV
cu utilizatorul este afectat negativ de creterea experienei creatorului. Interaciunea
dintre cele dou variabile este prezentat n figura 4.14.
Efectul experienei creatorului asupra ratei erorilor depinde de frecvena revizuirii
mpreun cu utilizatorul. O frecven mai mare de revizuire duce la o reducere a ratei
erorilor, experiena fiind mai mare. Cu toate acestea, o frecven de revizuire mai mic,
innd cont i de experiena creatorului, duce la o scdere a ratei erorilor ntr-un ritm mai
redus dect n cazul n care se efectueaz mai multe revizuiri mpreun cu utilizatorul. Cu
alte cuvinte, pentru creatorii cu mai mult experien are loc un declin mai rapid al ratei
erorilor dect pentru cei cu experien mai puin. Mai jos este prezentat un calcul al
acestui efect de interaciune:
Interaciunea =
(51 + 41) (47 + 49) = 46 48 = 2
2
Datele de mai jos reprezint un rezumat al analizei factoriale complete:
Factor
Rata de eroare
Revizuirea mpreun cu utilizatorul
Experiena creatorului
Interaciunea revizuirilor i a experienei
-6
1
-2
Analiza de mai sus ne arat c revizuirea mpreun cu utilizatorul are impactul cel
mai mare asupra ratei erorilor. Experiena creatorului i interaciunea pot s nu aib un
impact semnificativ. n orice caz, trebuie realizat un experiment comparativ doar asupra
- 50 -
Capitolul IV
revizuirii mpreun cu utilizatorul pentru a valida analiza factorial, nainte de a
implementa schimbarea procesului prin revizuirea utilizatorului.
Pentru mai mult de dou variabile, analizele factoriale mai complicate pot fi efectuate
prin utilizarea programelor software de statistic de pe pia.
E.
Control Instrumente
1. Gndirea procesului (Modelul 4-P de excelen procesual)
Modelul celor 4-P de excelen procesual este format din patru etape:
1. Pregtire (Prepare)
2. Performan (Performance)
3. Perfecionare (Perfect)
4. Progres (Progress)
Modelul 4P a cuprins nelepciunea unor guru ai managementului calitii , cum ar
fi Ishikawa, Juran, Taguchi, Deming, i Shewhart. Ishikawa s-a concentrat pe pregtire,
Juran s-a axat pe performan sau execuie, Taguchi s-a axat pe perfeciune sau pe int,
Deming s-a axat pe reducerea variaiei sau pe progres i Shewhart s-a axat pe ntregul
ciclu de controlului procesului.
Modelul 4-P al procesului se concentreaz pe calitatea elementelor de intrare,
reprezentai de un set de activiti de valoare adugat, pentru a produce un rezultat care
este exact ce i dorete clientul. n cazul n care inta este ratat, inconsistena este redus
prin modificarea elementelor de intrare sau a activitilor.
Etapa de pregtire reprezint asigurarea elementelor de intrare corespunztoare
procesului. Elementele de intrare sunt reprezentate de cei 4 M ai lui Ishikawa materiale,
maini, metod i fora de munc. Scopul este de a se asigura c aceti 4M sunt primii
corect de ctre proces.
Etapa de performan (executare) implic buna definire a procesului, protejarea
acestuia mpotriva greelilor i nelegerea corespunztoare, pentru o execuie coerent i
eficace.
Etapa de perfecionare asigur concordana dintre rezultatele procesului i inta
acestuia. Dac rezultatele procesului nu corespund intei acestuia, trebuie evaluat
distana pn la int.
Etapa de progres duce la mbuntirea procesului i a rezultatelor acestuia, prin
reducerea variaiei din jurul intei.
- 51 -
Capitolul IV
Prin aplicarea continu a ciclului 4-P, companiile pot reproiecta un proces pentru
a atinge rezultatele dorite de ctre client, i asta prin intermediul unui proces mai bun, i
nu o verificare mai bun a produsului. Modelul 4-P este prezentat n figura 4.15.
De exemplu, procesul de obinere a permisului de conducere auto este prezentat n
figura 4.16.
- 52 -
Capitolul IV
2. Evaluarea managerial Scopul evalurii manageriale este de a aprecia eficacitatea
iniiativei Six Sigma, prin revizuirea progresului i a rezultatelor obinute n vederea
atingerii obiectivelor dorite, prin identificarea scopurilor nerealizate i a statutului
aciunilor de remediere. Tabelul 4.10 poate fi utilizat pentru a nregistra observaiile din
cadrul edinei de evaluare managerial. Se recomand evaluarea managerial regulat a
iniiativei Six Sigma, fapt ce reflect angajamentul ctre iniiativa Six Sigma.
Tabelul 4.10: Model pentru evaluarea managerial
Proiecte
Rezultate
Diferene
Cauze
Remedii
O evaluare managerial interesant i stimulant este sufletul implementrii cu
succes a iniiativei Six Sigma.
3. Graficul de control Graficul de control este o metod de monitorizare a naturii
statistice a unui proces i de identificare a momentelor n care procesul este afectat de
cauze asignabile. n cele din urm, un grafic de control este un instrument de meninere a
distribuiei normale a rezultatelor procesului. Atunci cnd distribuia este perturbat,
procesul trebuie s fie modificat pentru a elimina cauza identificat i a-l transforma ntrun proces controlabil din punct de vedere statistic.
- 53 -
Capitolul IV
nainte de utilizarea graficelor de control pentru monitorizarea unui proces, toate
cauzele asignabile trebuie eliminate. n caz contrar, graficul de control va evidenia
situaiile ieite de sub control de prea multe ori i, astfel, cel mai probabil este c va fi
ignorat.
Graficele de control sunt clasificate n dou categorii, n funcie de tipul de date
utilizate pentru controlul procesului. Graficele de control pentru atribute sunt utilizate
atunci cnd sunt colectate date de tip atribut, iar graficele de control pentru variabile sunt
utilizate cnd sunt colectate date de tip variabile. Mai jos, sunt prezentate mai multe tipuri
de grafice de control:
Graficele de control pentru date de tip atribut:
Graficul u: numrul mediu al DPU ntr-un subgrup
Graficul np: numrul de uniti cu defecte ntr-un eantion
Graficul p: procentul sau ponderea unitilor cu defecte ntr-un subgrup
Graficul c: numrul de defecte ntr-un subgrup.
Graficele de control pentru variabile:
Graficul X-bar R: media i amplitudinea unui subgrup cu 5 date
Graficul X-bar s: media i abaterea standard unui subgrup cu 5 date
Graficul X-R (sau MR Moving Range): se folosete n trasarea punctelor individuale
de date
n figura 4.17 este prezentat un exemplu de grafic de control.
Indiferent de tipul de grafic de control, regulile de baz ale meninerii controlului
statistic sunt aceleai. Regulile sunt stabilite pe baza probabilitii de a avea puncte n
zonele aflate ntre numrul de deviaii standard i medie. Principala diferen este metoda
folosit la calcularea limitelor de control, folosind diferite formule.
Pentru modificarea corespunztoare a procesului este necesar interpretarea
corect a graficelor de control. Regulile sunt create pentru a detecta modele, tendine,
schimbri, transpuneri i comportamentul anormal. Urmeaz un set de reguli pentru
identificarea condiiilor ieite de sub control:
1. Punctul de date este situat n afara limitelor de control.
2. Nou puncte consecutive pe aceeai parte a liniei de centru.
3. ase puncte consecutive ntr-o tendin de cretere sau de scdere.
4. Paisprezece puncte consecutive alternnd n sus i n jos.
5. Dou din trei puncte consecutive situate dup 2 (doi Sigma).
6. Patru din cinci puncte consecutive situate dup 1 (un Sigma).
7. Cincisprezece puncte consecutive situate n zona de pn la 1 (unu Sigma).
8. Opt puncte consecutive de ambele pri ale liniei centrale n intervalul 2.
- 54 -
Capitolul IV
n exemplul nostru, putem observa c procesul este n afara controlului, pentru ca
punctele (corespunztoare subgrupului 7) se afl n afara limitei superioare de control,
att n graficul mediei, ct i n cel al amplitudinii.
4. Tabloul de bord Una dintre cele mai mari provocri este identificarea continu a
oportunitilor pentru mbuntire, care pot avea un impact asupra ntregii organizaii.
Tabloul de bord Six Sigma pentru afaceri (Gupta, 2006) a fost creat pentru a evalua o
afacere n ntregime, n ceea ce privete performanele ncercrii de a obine o cretere
profitabil. Tabloul de bord poate fi considerat o extensie a tabloului de bord prospectiv
(Balanced Scorecard), n acelai timp fiind semnificativ diferit, din mai multe
considerente. Scopul acestui tablou de bord Six Sigma pentru afaceri este identificarea
continu a oportunitilor de mbuntire, i conduce la atingerea nivelului Sigma pentru
ntreaga organizaie. Principiul de baz al tabloului de bord Six Sigma pentru afaceri este
ca leadership-ul s inspire angajaii, managerii s aduc mbuntire i angajaii s
inoveze.
- 55 -
Capitolul IV
Tabloul de bord Six Sigma pentru afaceri adun la un loc toi indicatorii de
performan a organizaiei n cele apte elemente enumerate mai jos:
1. Leadership i profitabilitate (LAP)
2. Management i mbuntire (MAI)
3. Angajai i inovare (EAI)
4. Achiziie i managementul furnizorilor(PSM)
5. Execuia operaional (OPE)
6. Vnzri i distribuie (SAD)
7. Service i dezvoltare (SAG)
Aceste zece elemente corespund unor zece indicatori care sunt nsumai pentru a
se stabili un indice de performan a afacerii (BPIn Business Performance Index). Mai
jos sunt enumerai zece indicatori i semnificaia acestora pentru BPIn:
Indicatori
1. Angajaii recunoscui pentru excelen
2. Profitabilitate
3. Rata de mbuntire toate
departamentele
4. Recomandri per angajat
5. Total cheltuieli/Vnzri
6. Rata defectelor furnizorilor (Sigma)
7. Variaia duratei ciclului operaional
8. Rata de defecte a procesului (Sigma)
9. Noi afaceri ($)/Total vnzri ($)
10. Satisfacia clientului
Abreviere
LAP
LAP
MAI
EAI
PSM
PSM
OPA
OPA
SAD
SAG
Semnificaia
15
15
20
10
5
5
5
5
10
10
Total: 100
Fiecrui indicator i este atribuit o valoare procentual, care este multiplicat cu
semnificaia acestuia i evaluat n funcie de contribuia sa la BPIn. BPIn calculeaz ct
de bun este afacerea i estimeaz distana pn la performana ideal, astfel
identificnd oportunitile pentru mbuntire.
BPIn pentru o companie Dow 30, pe baza datelor din 2003, a fost estimat la
aproximativ 70%, implicnd existena mai multor oportuniti de mbuntire a BPIn la
un nivel mai mare de 70%.
- 56 -
Capitolul VI
CAPITOLUL V. INDICATORII SIX SIGMA FR STATISTIC
Pentru a putea fi implementat eficace, Six Sigma necesit o nelegere profund a
sistemului de msurare. Pentru a ajuta la mbuntirea mai rapid a procesului, trebuie s
asigurm implementarea unui sistem practic de msurare, i nu s dezbatem precizia
acestuia. n metodologia Six Sigma, valoarea absolut a indicatorilor este mai puin
critic dect rata mbuntirilor. Toate organizaiile constau din procese; toate procesele
reprezint acumulri de activiti. Principalul obiectiv al programului este s
mbunteasc un proces mai rapid dect dispersia datorat unei metode de msurare
discutabile.
Prima provocare a procesului este identificarea aspectelor afacerii ce urmeaz s
fie msurate. Care este cea mai simpl cale pentru determinarea aspectelor importante?
Dac este important calitatea unui produs sau serviciu, ntrebarea este de ce este
important calitatea pentru companie. Urmeaz un set de ntrebri ce pot ajuta la
explorarea i identificarea indicatorilor dorii:
Obiectivele afacerii: De ce este un produs, proces sau caracteristic important()
pentru afacere?
Factorii succesului: Ce scopuri ar trebui realizate?
Indicatorii elementelor de intrare: De ce este nevoie pentru a se realiza aceste
scopuri?
Indicatorii proceselor: Cum sunt realizate aceste scopuri?
Indicatorii rezultatelor: Cum este determinat realizarea acestor scopuri?
Adresnd asemenea ntrebri, o companie poate identifica indicatori eficace de
asigurare a excelenei. Pentru operaiunile de service, rspunsul la aceste ntrebri
identific indicatorii i, n vederea identificrii activitilor ce necesit mbuntire, ajut
compania s neleag unitile i defectele per milion de oportuniti (DPMO).
Aplicarea indicatorilor Six Sigma
S lum spre exemplu un montaj electronic care include pai de proces, cum ar fi
alegerea pieselor de la depozit, programarea pentru montajul automatizat, cum ar fi
alegerea i plasarea, lipirea, testarea, inspecia, sudura manual, montajul mecanic,
asamblarea sistemului, testarea sistemului i , sistemul de testare i activitile finale de
asigurare a calitii (QA). Fluxul de activiti a procesului este prezentat n figura 5.1.
- 57 -
Capitolul VI
n diagrama fluxului sunt identificate etapele procesului, mpreun cu DPU (D) i
numrul mediu de oportuniti pentru eroare (O) pentru fiecare proces. Tabelul 5.1
Datele aferente calitii operaiunilor de producie ne arat implementarea mai multor
indicatori Six Sigma. O abordare similar poate fi adaptat pentru servicii sau operaiuni
software, unde este identificat fiecare operaiune cheie i i sunt determinate DPU-ul,
randamentul, oportunitile, DPMO-ul i nivelul Sigma. Pentru a determina nivelul
general Sigma, se nsumeaz DPMO-urile tuturor operaiunilor pentru a se obine un
DPMO general.
Tabelul 5.1: Datele aferente calitii operaiunilor de producie
Operaia
DPU
Alegerea
pieselor
0.005
Alegerea i
plasarea
0.02
Lipire
0.1
Reluarea
fluxului
Sudura
manual
0.03
0.1
Inspecia
0.1
Testul
funcional
0.05
Asamblarea
mecanic
0.03
Asamblarea
sistemului
0.02
Identificarea
Numrul
oportunitilor oportunitilor
Numrul de
150
piese unice
alese
Numrul de
500
piese unice
plasate
Numrul de
1000
lipituri unice
Numrul de
1000
conexiuni unice
Numrul de
30
conexiuni unice
Numrul de
1600
piese i
conexiuni unice
Numrul
15
pailor
Numrul de
200
piese unice
folosite
Numrul de
50
module diferite
- 58 -
DPMO
Nivelul
Sigma
33
5.5
40
5.4
100
5.2
30
5.5
3333
4.2
63
5.3
3333
4.2
150
5.1
400
4.9
Capitolul VI
Testarea
sistemului
0.01
QA final
0.005
Numrul
etapelor
Numrul
etapelor
Total
15
667
4.7
15
333
4.9
8482
3.9
Pentru procesul de dezvoltare software, nivelul Sigma poate fi determinat prin
stabilirea indicatorilor de performan pentru fiecare din urmtoarele etape:
Analiza necesitilor
Proiectarea programului de software
Codificarea
Testarea
Integrarea
Controlul calitii
n mod similar poate fi calculat nivelul Sigma pentru o intervenie chirurgical
ntr-un spital, adugnd i calculul DPMO pentru fiecare din urmtoarele procese:
Internarea
Pregtirea nainte de intervenie
Pregtirea interveniei chirurgicale
Intervenia
ngrijirea post-operatorie
Alte proceduri
Procesarea plilor
Sursele de date
Majoritatea organizaiilor se confrunt cu dou tipuri de probleme prea multe
date sau date inutile. Dac este disponibil setul potrivit de date, putem ncepe prin
utilizarea acestuia n calcului DPU, pentru fiecare etap a procesului. Dac nicio dat nu
este disponibil, putem estima procentual performana procesului, pe baza experienei i a
feedback-ului primit de la clieni. Randamentul procesului poate fi transformat n DPU
folosind urmtoarea formul:
DPU= - ln(%Randament/100)
ln este logaritmul natural i poate fi calculat folosind funcia{=LN(Numr)} din
aplicaia Excel.
Nivelul Sigma la nivelul organizaiei
Afacerea este o colecie de procese. Atunci cnd se nsumeaz DPMO pentru
toate procesele, pot fi calculate la nivelul ntregii afaceri att DPMO, ct i nivelul
Sigma.
O alt modalitate de a determina nivelul Sigma pentru ntreaga organizaie este
prin utilizarea indicelui de performan a afacerii (Business Performance Index BPIn).
- 59 -
Capitolul VI
Nivelul Sigma obinut prin BPIn va fi corelat mult mai bine att la costurile afacerii, ct
i la rezultatele finale ale acesteia, i asta datorit faptului c tabloul de bord Six Sigma
(Six Sigma Business Scorecard) include toate aspectele unei afaceri. DPU la nivelul
organizaiei este calculat prin urmtoarea formul:
DPU = - ln(BPIn%/100)
Numrul de manageri subordonai managerului general i consiliului de
administraie este considerat un numr de oportuniti pentru eroare, deoarece toate
deciziile sunt luate acetia. Dac apar probleme sau oportuniti, responsabilitatea revine
acestor manageri. Astfel, DPMO la nivelul organizaiei poate fi calculat folosind
urmtoarea formul:
DPU X 1 000 000
DPMO =
Numrul de manageri subordonai managerului
general i consiliului de administraie
Cunoatem nivelul Sigma pentru ntreaga organizaie uitndu-ne la conversia lui
DPMO n Sigma din tabelul 4.5 (Capitolul 4). De exemplu, o organizaie are
cincisprezece manageri subordonai managerului general i consiliului de administraie,
iar indicele curent de performan a afacerii (BPIn) de 68%. DPU pentru aceast
organizaie este calculat folosind funcia {= - LN (BPIn/100)} din MS Excel
68
= 0,385662
100
0,385662 1000000
DPMO =
= 25,711
15
Sigma = 3,45
Prin urmare, DPU = ln
Un DPMO de 25,711 corespunde nivelului Sigma de 3,45. Acum managementul
nu va continua pur i simplu implementarea Six Sigma, dar i poate stabili scopuri
anuale de mbuntire a nivelului Sigma.
S presupunem pentru moment c este angajat o persoan s implementeze Six
Sigma, iar aceast persoan este subordonat consiliului de administraie. BPIn crete
pn la 81% dup un an. Apoi,
DPU (+1 an) = - ln (0,81) = 0,210721
DPMO (+1 an) = (0,210721 x 1 000 000)/16 = 13 170
Sigma = 3,72
DPMO s-a redus cu aproximativ 50%, iar nivelul Sigma corespunztor s-a
modificat de la 3,45 la 3,72. Astfel, DPMO trebuie s continue s scad, cu scopul de a
mbunti nivelul Sigma conform obiectivelor anuale stabilite.
- 60 -
Capitolul VI
CAPITOLUL VI. SIX SIGMA I INOVAREA
Six Sigma presupune mbuntire rapid ntr-o perioad scurt de timp.
mbuntirea continu i n ritm cresctor trebuie nlocuit cu mbuntirea
revoluionar sau reproiectarea continu. mbuntirea revoluionar se obine prin
inovare, care este o parte component a Six Sigma, dar de multe ori ignorat n
metodologie.
Prin mbuntirea revoluionar se economisete mult timp i muli bani pentru
companie. Nerespectarea regulilor prin inovare reprezint o metod de mbuntire
revoluionar. Astzi, ca urmare a lipsei unui proces stabilit, inovarea nu este un element
al programelor sau metodologiilor de instruire Six Sigma. Aceast lips de instruire n
inovare a devenit o provocare, deoarece proiectele sunt amnate n timp ce se ateapt
aprinderea becului. Companiile susintoare a metodei Six Sigma trec la urmtorul
proiect, chiar dac n proiectul existent s-a ajuns la o mbuntire de abia zece la sut.
Acest fenomen mai poart de numirea de salt de la proiect la proiect, fiind i o
oportunitate pierdut pentru inovare.
Intenia, strategia i metodologia Six Sigma sunt de multe ori nelese greit.
Pentru o mbuntire rapid ntr-o perioad foarte scurt de timp, nelegerea noiunii de
inovare trebuie ncorporat n baza de cunotine Six Sigma.
Inovaia pare a fi foarte strns legat de intenia i ateptrile oricrei organizaii
n ceea ce privete Six Sigma. Atunci cnd se pune accent pe inovare pentru a obine
rezultate Six Sigma, trebuie s se ia n considerare i crearea unei culturi a inovrii n
cadrul organizaiei. Gndirea inovatoare trebuie s devin o parte integrat a iniiativei
Six Sigma i trebuie, prin urmare, s fie integrat prin intermediul implementrii i
recunoaterii.
Fiecare angajat dintr-o societate este capabil de inovare. Aducerea la suprafa a
capacitii de mbuntire revoluionar este o perspectiv ce trebuie stabilit i cutat
de conducerea fiecrei companii. Participarea intelectual a angajailor trebuie s fie un
Tatl nostru al conducerii. Un lider bun vede potenialul din angajai i l exploateaz
ca fiind singura modalitate de a realiza mbuntire durabil.
Inovarea ncepe cu implicarea intelectual a angajailor prin intermediul ideilor
lor. Procesul de obinere a ideilor sau recomandrilor angajailor exist de mult timp. Cu
toate acestea, implementarea i succesul realizat sunt pe departe puin satisfctoare.
Ca i n procesele de achiziie, vnzare, producie i calitate, inovarea trebuie s
devin un standard al oricrei organizaii. Angajamentul conducerii de a implementa cu
succes procesul de inovare trebuie s fie omniprezent. Dup care, inovarea se definete,
se stabilesc ateptrile, se aloc resurse i se stabilesc indicatori toate acestea, pentru
monitorizarea valorii inovrii. i, mai presus de toate, inovarea trebuie ncorporat n
planificarea i stabilirea bugetului afacerii pentru a putea fi detectat de radarul
managerial.
- 61 -
Capitolul VI
Primul proces n crearea gndirii inovatoare este stabilirea unui program bun de
management al ideilor. Managementul ideilor realizeaz contribuia la succesul
angajailor prin succesul companiei i prin realizarea mbuntirilor. Toi beneficiaz de
dezvoltare profesional i de un potenial de cretere a ctigurilor individuale.
Lipsa de gndire inovatoare la nivel de conducere sau la nivel de proiect este un
factor care mpiedic mbuntirea semnificativ a rezultatelor sau a performanei
procesului. Liderii eficace trebuie s posede urmtoarele patru abiliti pentru a realiza
rapid mari mbuntiri:
1. Managementul timpului: o lips de abiliti de gestionare a timpului influeneaz
executarea oricrei activiti planificate. Proiectele rmn n urma programului
deoarece oamenii prefer s realizeze sarcini convenabile, i nu la cele importante.
Oamenii cred c sunt ocupai, dar nu pot vedea niciun progres.
2. Gndirea procesual: Gndirea procesual se refer la modelul de excelen a
procesului 4-P. Etapa de Pregtire (Prepare) este cea n care se identific elementele de
intrare necesare realizrii corespunztoare a procesului. Etapa de Performan
(Perform) presupune executarea sarcinilor implicate n proces. n cadrul etapei de
Perfecionare (Perfect) se compar rezultatele procesului cu valorile int. n cele din
urm, etapa de Progres (Progress) implic tragerea concluziilor din analiza cauzelor
primare ale abaterilor de la int.
3. Gndirea statistic: gndirea statistic necesit o nelegere profund a variaiei
aleatoare i a celei de tip asignabil. Variaia aleatoare este necontrolabil, n timp ce
variaia de tip asignabil este cauzat de o aciune specific. Gndirea statistic permite
liderilor s ia o decizie pe baza nelegerii naturii variaiei.
4. Gndirea inovatoare: Gndirea inovatoare nseamn a face lucrurile diferit. Pentru a
putea practica gndirea inovatoare, trebuie s se cunoasc foarte bine procesul, s se
experimenteze mai multe posibiliti i s se vad dincolo de ceea ce este evident prin
modificarea soluiei n vederea obinerii mbuntirii revoluionare. Dac o
organizaie planific s beneficieze de o iniiativ Six Sigma pe termen lung, liderii
acesteia trebuie s instituionalizeze gndirea inovatoare n ntreaga organizaie.
Inovarea i iniiativele Six Sigma
Actualul set de cunotine pentru centura neagr n Six Sigma nu include
inovarea. Experiena arat c, fr inovare, nu pot fi realizate mbuntiri revoluionare.
Instrumentele incluse n metodologia Definire, Msurare, Analiz, mbuntire i
Control (DMAIC) permit practicienilor s ia decizii bazate pe fapte sau s identifice
cauzele problemelor existente. Cu toate acestea, pentru a obine mbuntirea
revoluionar, practicianul Six Sigma trebuie s aplice creativ oricare din instrumentele
Six Sigma.
- 62 -
Capitolul VI
Inovare i DMAIC
n instituionalizarea inovrii pentru proiectele Six Sigma, inovarea trebuie s
devin un principiu de baz al DMAIC. Cu alte cuvinte, n etapa de definire, echipele de
proiect trebuie determine imediat cutarea soluiei inovaionale. Aceast abordare permite
echipei de proiect s defineasc problemele cu sperana unei mbuntiri semnificative
prin inovare.
Etapa de msurare permite membrilor echipei s neleag procesul prin
intermediul mai multor indicatori de performan, cum ar fi instrumentele statistice
simple de tipul mediei i abaterii standard. De multe ori este preferabil utilizarea unei
reprezentri grafice pentru a rezolva problema cu ajutorul scenariilor ce s-ar ntmpla
dac. n etapa de analiz, gndirea primar inovaional ar putea face parte din analiza
cauzei primare, pentru a identifica cauzele poteniale, dincolo de cele iniiale. n
identificarea cauzelor pot fi folosite principiile TRIZ, Cele ase plrii ale gndirii i
gndirea contraintuitiv. n cadrul acestei etape, obiectivul trebuie s fie definirea
domeniului total al problemei, n termeni de variabilele acesteia, dup care urmeaz
extinderea acestui domeniu, utiliznd gndirea inovaional.
n etapa de mbuntire, se experimenteaz cu o combinaie de variabile cu un
impact semnificativ. Pentru a crea o soluie inovatoare, se iese n afara cutiei. A iei n
afara cutiei presupune existena unei performane mai aproape de lumea ideal sau o
abordare total diferit. Etapa de control ajut la susinerea gndirii inovaionale n
vederea realizrii continue de mbuntire revoluionar a proceselor i produselor.
ncorporarea inovrii
n timp ce se pregtete lansarea unei iniiative Six Sigma, este posibil realizarea
unei mbuntiri semnificative n performan pe baza gndirii inovaionale. Conceptele
de mbuntire incremental trebuie s fie descurajate, pentru c acestea conduc la
soluii mediocre i mpiedic oamenii s realizeze adevratul potenialul al iniiativei.
Conducerea trebuie s identifice i s asimileze inovarea n valorile companiei,
prin determinarea convingerilor i tacticilor i prin crearea unui mediu propice inovrii.
Liderii trebuie de asemenea s defineasc inovarea n contextul organizatoric i s
dezvolte o strategie organizaional pentru atingerea succesului inovaional.
Mai presus de toate, liderii ar trebui s stabileasc ateptrile i modalitile de
recompens a inovrii pentru angajaii de la toate nivelurile. Strategiile de inovare ar
trebui s includ instruirea; comunicarea ateptrilor i a obiectivelor; descrierea rolurilor
directorilor, ale managerilor i ale angajailor; managementul proprietii intelectuale i
comercializarea de produse sau servicii inovaionale.
- 63 -
Capitolul VI
ncepnd inovarea la nivel personal, este necesar practicarea urmtoarelor
trsturi, cunoscute de cei mai buni inovatori:
O nelegere rapid a nivelului sistemului pentru a accelera procesul de
creativitate.
Modaliti unice de a depi obstacole sau de a elimina restriciile.
Abilitatea de a optimiza o soluie n timpul exploatrii mai multor restricii.
Angajamentul de schimbare a paradigmei.
- 64 -
Capitolul VII
CAPITOLUL VII. CUM FUNCIONEAZ SIX SIGMA
Six Sigma este perceput ca o iniiativ scump cu un mare potenial de
recuperare a investiiei. Cu toate acestea, acestei iniiative i sunt asociate i riscuri.
Starturi false, lipsa de angajament, precum i lipsa de planificare corespunztoare pot
conduce la rezultate nesatisfctoare. Iniiativa Six Sigma necesit angajament total
pentru a o implementa cu succes. Prin urmare, pentru a minimiza riscurile i a mbunti
rata de recuperare a investiiei, Six Sigma trebuie tratat ca un proces care trebuie
implementat cu scopul de a realiza o performan mai bun, mai rapid i mai eficient
din punct de vedere al costurilor.
Pe baza aplicrii teoriei restriciilor n cadrul procesului Six Sigma, tabelul 7.1
rezum urmtoarele planuri de aciune pentru implementarea eficace a iniiativei Six
Sigma.
Tabelul 7.1: Elemente de aciune pentru implementarea Six Sigma
Restriciile aprute
Capacitatea de
nelegere a
conducerii
Tabloul de bord
Principiile i cultura
Planificarea
Comunicarea
Sistemul
performanelor
Recunoaterea
Instruirea de baz
Inovaia
Instruirea pentru
centura verde
Mediu motivaional
Planul de aciune pentru atingerea scopurilor
nelegerea factorilor de aciune, a oportunitii, a tabloului de
bord i a valorii propuse
Implementarea indicatorilor la nivel organizaional i la nivel
departamental, n vederea accelerrii ratei mbuntirilor
Stabilirea unor principii i crearea unei culturi a performanei
Stabilirea scopurilor i planurilor de realizare a mbuntirilor
Comunicarea cu acionarii, angajaii, clienii i furnizorii
Stabilirea unui sistem de evaluare i feedback pentru
performanele angajailor, dar i pentru dezvoltarea abilitilor
acestora
ncurajarea i inspirarea oamenilor n atingerea succesului prin
permanenta recunoatere a meritelor acestora
Asigurarea de instruire de baz pentru Six Sigma
Stabilirea ateptrilor i a proceselor pentru soluiile inovative
Furnizarea instructajului pentru centura verde, prin proiecte, aa
cum este necesar
Recompensarea performanelor superioare i ncurajarea
comportamentelor pozitive i asumrii de riscuri
Planul optimizat de implementare a Six Sigma
SIPOC (Furnizor, Elemente de intrare, Proces, Elemente de ieire i Client) este
un instrument minunat de identificare a diverilor actori i informaii legate de scena de
operare a Six Sigma. SIPOC utilizeaz etapele procesului, elementele de intrare ale
acestuia i sursele aferente. De asemenea, SIPOC identific rezultatele (elementele de
- 65 -
Capitolul VII
ieire) procesului i destinaiile lor, pentru a nelege mai bine elementele de intrare ai
clientului, interfaa i interesele acestuia.
SIPOC include fluxul optimizat al procesului pentru implementarea Six Sigma,
ntr-un mod ct mai eficace din punct de vedere a costului. Etapele procesului n cadrul
instrumentului SIPOC reflect modificrile n scopul reducerii costurilor i mbuntirii
performanei. De exemplu, dac un manager general se angajeaz s implementeze Six
Sigma, SIPOC ne arat ce elemente de intrare sunt necesare pentru ca acest angajament
s fie unul real. n mod similar, planificarea pentru Six Sigma include elemente de intrare
precum o list prioritizat a proiectelor, instruirea echipei executive, o strategie de
implementare a Six Sigma, resursele de instruire i supraveghere a activitii salariailor,
indicatori ai succesului i o diagram organizatoric.
O alt modificare a abordrii Six Sigma este de a implementa un sistem de
evaluare a performanei organizaionale. Un tablou de bord eficace (de exemplu, un
tablou de bord Six Sigma pentru afaceri sau un tablou de bord prospectiv) este
implementat mpreun cu elemente de intrare precum indicatorii de performan a
organizaiei, indicatorii departamentali, evaluri frecvente de performan i comunicarea
periodic cu prile interesate (stakeholder-ii). Un tablou de bord bine implementat este o
condiie prealabil susinerii iniiativei Six Sigma pe termen lung. n afara tabloului de
bord, conducerea trebuie s susin iniiativa Six Sigma prin intermediul unor schimbri,
activiti i energie incitante.
Tabelul 7.2 ofer un cadru bun pentru nelegerea i implementarea cu succes a
iniiativei Six Sigma ntr-o organizaie:
Tabelul 7.2: Etapele i elementele de intrare ale implementrii
Necesitile pentru iniiativa Six Sigma
- Educaia conducerii
- Elementele de aciune pentru Six
Sigma
- Poziia pe pia
- Analiza oportunitii afacerii
- Resursele calificate
- Evaluare i contientizare
competitiv
- Performanele organizaiei
- Persoan disponibil din interiorul
organizaiei, entuziast, cu abiliti
puternice de leadership i cunotine medii
n statistic
- Analiza oportunitii afacerii
Etapele procesului
Angajamentul Six Sigma
Stabilirea unui lider n cadrul organizaiei
pentru Six Sigma
Identificarea zonelor cheie de mbuntire
a profitabilitii
- 66 -
Capitolul VII
Necesitile pentru iniiativa Six Sigma
- Lista prioritizat a proiectelor
- Instruirea echipei executive
- Strategia de implementare a Six
Sigma
- Resursele pentru instruire i
supraveghere
- Indicatorii succesului
- Diagrama organizaional
- Modelul de evaluare a performanei
organizaionale (ex.: Tablou de
bord Six Sigma pentru afaceri sau
Tablou de bord prospectiv)
- Indicatori departamentali
- Frecvena i procesul revizuirii
performanei
- Comunicarea performanei cu
prile interesate
- Informaii asupra recompenselor
competiionale
- Angajamentul pentru premierea i
recunoaterea excelenei
- Angajamentul pentru comunicarea
consecinelor performanei slabe
- Un sistem de revizuire a
performanei obiectiv i corect
- Comunicarea viziunii, valorilor i
scopurilor organizaiei
- Instruirea pentru gndirea statistic
- Instruirea pentru contientizarea Six
Sigma
- Instruirea pentru gndirea inovativ
- Instruirea pentru gestionarea
timpului
- Proiecte pentru mbuntire
- Instruirea pentru centura verde
- Pentru supraveghere i ndrumare
centur neagr
- Indicatori departamentali
- Tabel de bord organizaional
- Rezultatele financiare
- Finalizarea cu succes a proiectelor,
nregistrnd economii semnificative
- Soluii inovatoare
- Eforturi i rezultate extraordinare
- Procesul de recunoatere
Etapele procesului
Planificarea pentru Six Sigma
Implementarea sistemului de evaluare a
performanei pentru iniiativa
Six Sigma
Stabilirea unui sistem Six Sigma de
recompense pe baz de performane
Realizarea unei instruiri de baz pentru
angajai
Realizarea instruirii Six Sigma prin
intermediul proiectelor
Verificarea unui impact cuantificabil
asupra rezultatelor finale datorate
proiectelor de mai sus
Recunoaterea succesului
- 67 -
Capitolul VII
Necesitile pentru iniiativa Six Sigma
- Candidai calificai pentru expertiza
centurilor negre (cumpr sau
produce)
- Mentori de proiect din rndul
proiectelor de succes
- Leciile nvate
- Noi proiecte
- Echipe de proiect
- Extinderea capacitii Six Sigma pe
baza necesitilor
- Tablou de bord
- Evaluarea i rennoirea continu
Etapele procesului
Dezvoltarea expertizei interne i a
resurselor
Instituionalizarea metodologiei Six Sigma
Monitorizarea i susinerea mbuntirii
Ref: Gupta, 2004
Una din provocrile majore este de a gestiona investiiile fcute n iniiativa Six
Sigma. Conducerea trebuie s investeasc direct proporional cu oportunitatea de
dezvoltare i obinere de profit. Principala diferen dintre Six Sigma i alte iniiative de
mbuntire este c Six Sigma trebuie utilizat pentru atingerea excelenei i
mbuntirea rezultatelor finale.
Cu o nelegere clar a oportunitii existente, echipa executiv trebuie s
stabileasc n mod clar scopurile i necesitile. Dac o companie decide s i
mbunteasc finanele, scopul trebuie s fie stabilit corespunztor. n cazul n care
obiectivul este de a reduce pierderile prin mbuntirea proceselor, scopul devine
atingerea unui nivel de performan Six Sigma corespunztor pentru mai multe procese.
Datorit unei posibile lipse iniiale de resurse interne calificate, organizaiile nu
sunt n msur s ia o decizie ferm sau s angajeze resurse pentru iniiativa Six Sigma.
Folosind ajutorul din afar n mod eficace, se pot reduce riscurile iniiale, se poate
preveni un start fals i se poate dezvolta o viziune i un plan strategic pentru Six Sigma.
Un lider de proiect i un deintor de centur neagr sunt desemnai pentru a conduce
efortul, a dezvolta un model de afaceri, a identifica de fluxurile de dezvoltare i de
obinere a profitului i s prezint toate oportunitile de mbuntire. Aceste oportuniti
sunt aranjate conform criteriului rata de recuperare a investiiilor i sunt utilizate pentru
definirea mai multor proiecte Six Sigma.
Lansarea Six Sigma
Ecuaia succesului este simpl. Conducerea trebuie s inspire mbuntirea att
de mult, nct economiile rezultate s fie suficient de semnificative pentru a le mpri cu
toate prile interesate, inclusiv cu angajaii. Aceasta presupune c echipa de conducere
creeaz o oportunitate pentru o astfel de mbuntire i investete resurse n planificarea
- 68 -
Capitolul VII
acestei mbuntiri. Liderii companiei trebuie de asemenea s investigheze oportunitile
pentru cretere economic prin produse noi i inovatoare.
Lansarea unei iniiative Six Sigma fr implicarea angajailor este asemntoare
conducerii unui autoturism cu cauciucurile sparte. Cnd membrii managementului de top
implementeaz o nou metodologie, ei se confrunt cu o puternic opunere la schimbare,
le spun salariailor s fac lucrurile ntr-un fel anume, instruiesc angajaii n grupuri mari,
le impun scopuri i presupun c acetia vor produce rezultate pentru a-i pstra locurile
de munc.
Pentru a crea economii semnificative din iniiativa Six Sigma, cheia succesului nu
o reprezint utilizarea instrumentelor i metodelor statistice. Inspiraia ctre succes va fi
creat prin provocarea, mputernicirea, sprijinul, remunerarea i urmrirea atent a
activitii angajailor. Utilizarea unui limbaj comun, rezultate solicitante i mprtirea
istorioarelor de succes toate fac din iniiativa Six Sigma un adevrat succes.
Meninerea Six Sigma
Pentru a menine iniiativa Six Sigma, organizaia trebuie s creeze o cultur care
ncurajeaz pasiunea pentru excelen, motiveaz angajaii la mbuntire continu i
determin liderii s i asculte salariaii. n epoca cunotinelor de astzi, cnd informaia
se produce ncontinuu, i n permanen sunt ateptate dezvoltri ale performanelor,
salvarea vine din inovare. Aceasta nseamn gndete i f diferit.
Experimentele ne arat c gndirea necesit timp. Pentru a primi n permanen
idei de la angajai este necesar existena unui proces de management al ideilor. Prin
urmare, organizaiile trebuie s implementeze un proces de management al ideilor i s
gestioneze inovarea pentru realizarea continu a mbuntirilor revoluionare. Mai presus
de toate, managementul trebuie s acorde timp de gndire angajailor si, i nu s i
menin ocupai cu activiti inutile.
Uneori, angajaii care gndesc par s nu lucreze; cu toate acestea, o astfel de
situaie trebuie acceptat atta timp ct indicii de performan se deplaseaz n direcia
corect i afacerea i atinge scopurile. A lsa angajaii s se distreze este o modalitate de
a-i ncuraja s gndeasc n afara limitelor i s dezvolte soluii inovatoare pentru
mbuntirea revoluionar.
Six Sigma, gndirea Lean, tabloul de bord, inovarea, ISO 14001, sau ISO 9001 nu
trebuie s fie privite ca iniiative separate. Din cauza resurselor limitate, trebuie gsit o
abordare integrat de utilizare i implementare a acestor iniiative. Gndirea Lean
afecteaz eficiena, Six Sigma influeneaz mbuntirea performanei, inovarea este
proiectat pentru noi soluii, tablourile de bord sunt utilizate pentru a obine o utilizare
economic a mai multor resurse (inclusiv pentru aceste metodologii) i, n final, ISO
9001, susine utilizarea tuturor acestor metodologii.
- 69 -
Capitolul VII
Sistemul ISO 9001 poate fi utilizat pentru a cultiva gndirea procesual i pentru
a integra proporia corect de Six Sigma, Lean, inovare i tablouri de bord. Cu alte
cuvinte, nu prelua n totalitate opiniile unui expert asupra afacerii tale, ci dezvolt propria
ta reet de Six Sigma, Lean, inovare i tablou de bord pentru iniiativa de mbuntire a
performanelor companiei.
Pregtirea pentru pornire
Cnd se analizeaz implementarea Six Sigma, conducerea i pondereaz
beneficiile i dezavantajele i poate fi ngrijorat din cauza impactului Six Sigma asupra
vieii personale. Tabelul 7.3 identific cteva probleme ce trebuie clarificate nainte de a
face angajamentul de preluare a iniiativei Six Sigma.
Tabelul 7.3: Evaluarea capacitii de nelegere a conducerii
Numr
curent
Considerri Six Sigma
1
2
3
4
Intenia de a obine mbuntire revoluionar
Impactul asupra organizaiei
Necesarul de resurse
Rata de mbuntire necesar (reducerea pierderilor cu
>60%/an)
Instrumentele cheie
Propunerea de valoare
Beneficiile personale
5
6
7
Da/Nu
Pe lng disponibilitatea conducerii se poate evalua i disponibilitatea
organizaiei, prin intermediul tabelului 7.4.
Tabelul 7.4: Evaluarea disponibilitii organizaiei
Numr
curent
1
2
3
4
5
6
7
Consideraii pentru disponibilitate
Performana marginal a rezultatului final
Incapabilitatea de a ine pasul cu cerinele
clienilor
Prea multe plngeri din partea clienilor
Un personal calitativ destul de numeros
Creterea limitat sau stimularea/ recunoaterea
angajailor
mbuntiri nesemnificative sau deloc n
ultimele 12-36 luni
Pierderea cotei de pia sau nicio cretere a
profitului
- 70 -
Da/NU
Capitolul VII
Dac oricare dintre elementele din tabelul 7.4 indic oportuniti pentru
mbuntire, atunci iniiativa Six Sigma poate ajuta organizaia s i ating potenialul
maxim pentru a realiza produse sau servicii de cea mai bun clas, cu cea mai mare marj
de profit.
- 71 -
CONCLUZII
CAPITOLUL VIII. CONCLUZII
De ce Six Sigma fr statistic? Multe iniiative Six Sigma sunt ghidate
necorespunztor cu prea mult statistic i prea puine mbuntiri. Six Sigma sun
statistic de la natur. Cu toate acestea, n realitate este o iniiativ strategic cu doar o
tent de statistic.
Six Sigma este proiectat pentru a accelera mbuntirea folosind o abordare
integrat i uor de neles, cu o vast cutie de instrumente format n proporie de 80%
din instrumente non-statistice, i doar 20% instrumente statistice. Adevrata
mbuntire provine de la cteva instrumente cheie, i nu de la toate. Urmtorul grafic
demonstreaz rolul statisticii n procesul de mbuntire. Cunoaterea practic const din
cunoaterea extins a procesului, sprijinit de gndirea statistic. Figura de mai jos ne
demonstreaz faptul c pentru a rezolva problemele, trebuie s posedm cunotine
semnificative despre proces, i numai cteva cunotine din domeniul statisticii, dup
cum este artat n domeniul Six Sigma fr statistic. Doar n circumstane excepionale
se impun cunotine semnificative n domeniul statisticii.
Cel mai important aspect al Six Sigma este capabilitatea sa de a concentra energia
organizaiei n crearea continu de valoare i de implicarea intelectual a salariailor prin
provocarea lor la atingerea mbuntirii revoluionare. Ateptarea soluiilor inovatoare va
conduce la angajai inovatori. Organizaiile recruteaz oameni pregtii, dar sunt de multe
ori incapabile s exploateze cunotinele lor, ceea ce este o mare pierdere irecuperabil.
Credem c aceast carte i va ajuta pe cititori n implementarea unei iniiative Six
Sigma fr frica de statistic, precum i redirecionarea energiilor pentru a atinge intenia
Six Sigma o mbuntire foarte mare i foarte rapid.
Cunotine
practice
Expertiza
statistic
Expertiza procesului
Statistic practic
Cunoaterea procesului
Cunotine de statistic
Domeniul Six Sigma fr statistic
Cunotine practice pentru Six Sigma
- 72 -
S-ar putea să vă placă și
- Metoda Six Sigma: Creșterea calității și consecvenței afacerii dvs.De la EverandMetoda Six Sigma: Creșterea calității și consecvenței afacerii dvs.Încă nu există evaluări
- Six SigmaDocument18 paginiSix SigmaGoguSorin-VictorÎncă nu există evaluări
- Six SigmaDocument315 paginiSix SigmaAdeeaÎncă nu există evaluări
- Prezentare Sase SigmaDocument29 paginiPrezentare Sase SigmaCristiana Bidilici100% (1)
- Proiect 6 Sigma MSDocument9 paginiProiect 6 Sigma MSdragos1992Încă nu există evaluări
- Asigurarea Calitatii in AviatieDocument15 paginiAsigurarea Calitatii in AviatiebobbytronicÎncă nu există evaluări
- Aplicaie Metoda Jit Si KanbanDocument8 paginiAplicaie Metoda Jit Si KanbanGeanina MarinÎncă nu există evaluări
- Analiza Six SigmaDocument2 paginiAnaliza Six SigmaCristi MiutaÎncă nu există evaluări
- Proiect Imbunatatirea Sase Sigma 2015Document10 paginiProiect Imbunatatirea Sase Sigma 2015Bianca WekerleÎncă nu există evaluări
- Implementarea Responsabilitatii Sociale - Ghid de Instrumente Si TehniciDocument68 paginiImplementarea Responsabilitatii Sociale - Ghid de Instrumente Si TehniciRazvan IonescuÎncă nu există evaluări
- Lean EnterpriseDocument132 paginiLean Enterpriseadrian_grigorÎncă nu există evaluări
- Ingineria CalitatiiDocument20 paginiIngineria CalitatiiMarica Gabriel-FlorianÎncă nu există evaluări
- Calitatea Fabricatiei - Metoda 8DDocument8 paginiCalitatea Fabricatiei - Metoda 8DVrabeey Kosmeen100% (1)
- FMEA LaptopDocument3 paginiFMEA LaptopRaresÎncă nu există evaluări
- PROIECT Managementul Calităţii TotaleDocument1 paginăPROIECT Managementul Calităţii TotaleVlad RoxanaÎncă nu există evaluări
- Modelul de Excelenta Al EFQMDocument1 paginăModelul de Excelenta Al EFQMAriadna FocsaÎncă nu există evaluări
- Metoda 8D Si Metoda A3Document11 paginiMetoda 8D Si Metoda A3Catalin FloreaÎncă nu există evaluări
- 05 AmdecDocument16 pagini05 AmdecMiorita_13Încă nu există evaluări
- FMS 7Document32 paginiFMS 7Andreea PetroviciÎncă nu există evaluări
- Rezumat Magdoiu PDFDocument43 paginiRezumat Magdoiu PDFGrațiela AnițaÎncă nu există evaluări
- Alecu Georgiana - Ani - CPSI - Reorganizarea Firmelor Pe Baza ProceselorDocument12 paginiAlecu Georgiana - Ani - CPSI - Reorganizarea Firmelor Pe Baza ProceselorGeorgiana AlecuÎncă nu există evaluări
- Teza Finala Virginia Iuga SumaryDocument42 paginiTeza Finala Virginia Iuga SumaryIoana Nistor-IanacheÎncă nu există evaluări
- Analiza ParetoDocument11 paginiAnaliza Paretopaulacrasmaruc@gmailcomÎncă nu există evaluări
- MC FmeaDocument22 paginiMC FmeamirelamanteamirelaÎncă nu există evaluări
- Metoda Six SigmaDocument34 paginiMetoda Six SigmaCeban TatianaÎncă nu există evaluări
- Proiect IcDocument13 paginiProiect IcAlex PaunÎncă nu există evaluări
- Proiect MCT 2Document45 paginiProiect MCT 2Tibi ConstantinescuÎncă nu există evaluări
- Alecu Georgiana - Ani - CPSI - Orientarea Spre Abordarea Pe Baza de ProceseDocument34 paginiAlecu Georgiana - Ani - CPSI - Orientarea Spre Abordarea Pe Baza de ProceseGeorgiana AlecuÎncă nu există evaluări
- Studiu de Caz SC - Pheonix Mecano PlasticDocument24 paginiStudiu de Caz SC - Pheonix Mecano PlasticIoana PopaÎncă nu există evaluări
- Proiect Managementul ProductieiDocument29 paginiProiect Managementul ProductieiPaval IonelaÎncă nu există evaluări
- Determinarea Tipului de Productie 1Document10 paginiDeterminarea Tipului de Productie 1Apafi MihaiÎncă nu există evaluări
- Proiect Asamblare Si Ambalare.Document3 paginiProiect Asamblare Si Ambalare.Alex PaunÎncă nu există evaluări
- Audit de MediuDocument9 paginiAudit de MediuAlexandra BologÎncă nu există evaluări
- Managementul CalitatiiDocument22 paginiManagementul CalitatiiViorel PredaÎncă nu există evaluări
- Proiect MCT Breaban CornelDocument15 paginiProiect MCT Breaban CornelSpatrick CornelÎncă nu există evaluări
- Design de ExperimenteDocument9 paginiDesign de ExperimenteAlexandruÎncă nu există evaluări
- Test Protectia MediuluiDocument4 paginiTest Protectia MediuluiLICEUL TEHNOLOGIC „SF.DIMITRIE“ TEREGOVAÎncă nu există evaluări
- Proiect TPMDocument27 paginiProiect TPMDaciana OfeliaÎncă nu există evaluări
- OracleDocument30 paginiOracleButculescu ClaudiuÎncă nu există evaluări
- Lucrare de DisertatieDocument11 paginiLucrare de DisertatieGeorge DonosaÎncă nu există evaluări
- Metoda 8DDocument6 paginiMetoda 8DOctavian GheorghiuÎncă nu există evaluări
- ANALIZA FMEA LA O FRÎNĂ DE AUTOMOBIL FinalizataDocument57 paginiANALIZA FMEA LA O FRÎNĂ DE AUTOMOBIL FinalizataАлександр Паскал100% (1)
- Cele 5 Zerouri Ale CalitatiiDocument16 paginiCele 5 Zerouri Ale CalitatiiCatalin FloreaÎncă nu există evaluări
- Curs de Managementul CalitatiiDocument153 paginiCurs de Managementul CalitatiiVlad AnghelacheÎncă nu există evaluări
- 8D - Cu - ExplicatiiDocument2 pagini8D - Cu - ExplicatiiMia Mian100% (1)
- Cap 8 EcoproiectareDocument70 paginiCap 8 EcoproiectareserbanÎncă nu există evaluări
- Analiza Retractoarelor La LoganDocument187 paginiAnaliza Retractoarelor La LoganAlexandru DraghiciÎncă nu există evaluări
- Evaluarea Tehnico-Economică Şi Optimizarea Costurilor Calităţii Produselor IndustrialeDocument54 paginiEvaluarea Tehnico-Economică Şi Optimizarea Costurilor Calităţii Produselor IndustrialeCorina Cristina Constantinescu100% (1)
- SMEDDocument18 paginiSMEDTudor AncaÎncă nu există evaluări
- Capitolul 10Document15 paginiCapitolul 10Alexandru BordeaÎncă nu există evaluări
- Proiect Managementul Retelelor LogisticeDocument63 paginiProiect Managementul Retelelor Logisticecotescu stefanÎncă nu există evaluări
- Diagrama CauzăDocument2 paginiDiagrama CauzăFurtuna NellyanaÎncă nu există evaluări
- Instruire PFMEADocument32 paginiInstruire PFMEACezzarinoÎncă nu există evaluări
- Consultare AngajatiDocument1 paginăConsultare AngajatiRamboiu MihaelaÎncă nu există evaluări
- CemattDocument5 paginiCemattOana Mihaescu0% (1)
- Aplicatie Diagrama GanttDocument2 paginiAplicatie Diagrama GanttalexibutoiÎncă nu există evaluări
- Licenta (Optimizarea Flexibila)Document52 paginiLicenta (Optimizarea Flexibila)adlianaÎncă nu există evaluări
- Analiza ProblemeiDocument15 paginiAnaliza ProblemeiapuhcccÎncă nu există evaluări
- Six SigmaDocument22 paginiSix Sigmasimyzimy100% (1)
- SIX SIGMAl Green BeltDocument259 paginiSIX SIGMAl Green BeltLethal11100% (2)
- Engleza Pentru AfaceriDocument638 paginiEngleza Pentru AfaceriKhristian Mihai98% (40)
- Proiect Managementul ServiciilorDocument47 paginiProiect Managementul ServiciilorAna100% (1)
- Rezumat Musai List - MCPDocument2 paginiRezumat Musai List - MCPAna100% (1)
- MCP - SubiecteDocument4 paginiMCP - SubiecteAnaÎncă nu există evaluări
- Orange - Proiect MRUDocument17 paginiOrange - Proiect MRUAnaÎncă nu există evaluări