S-ar putea să vă placă și
- OPCRDocument33 paginiOPCRSergiu BeliniucÎncă nu există evaluări
- Aliajele DentareDocument9 paginiAliajele DentaresarahgrigoroviciÎncă nu există evaluări
- Acrilate FotopolimerizabileDocument5 paginiAcrilate FotopolimerizabileArtiom MutavciÎncă nu există evaluări
- Elaborarea Metodica Nr6Document5 paginiElaborarea Metodica Nr6Михаела ЦурканÎncă nu există evaluări
- Analiza ArticoluluiDocument3 paginiAnaliza ArticoluluiValeria CernegaÎncă nu există evaluări
- Analiza ArticoluluiDocument3 paginiAnaliza ArticoluluiValeria CernegaÎncă nu există evaluări
- Proteze nr5Document7 paginiProteze nr5Dunas DanÎncă nu există evaluări
- Curs 10 AmalgameleDocument17 paginiCurs 10 AmalgameleDorothea PopaÎncă nu există evaluări
- Biomateriale 4Document6 paginiBiomateriale 4tatiana0ostahiiÎncă nu există evaluări
- Tot 1 OdontoDocument5 paginiTot 1 OdontoMihaelaÎncă nu există evaluări
- Biomateriale Vlah-45682Document5 paginiBiomateriale Vlah-45682Vlah OxanaÎncă nu există evaluări
- Elab - Met. An II Sem. IIIDocument18 paginiElab - Met. An II Sem. IIIMitrofan AndreeaÎncă nu există evaluări
- Ceara Dentară - Marcauțan VictorDocument40 paginiCeara Dentară - Marcauțan VictorVictor Marcautan100% (1)
- Elaborari MetodiceDocument19 paginiElaborari MetodicesasdmaÎncă nu există evaluări
- Elaborarea Metodica Nr.3 Grinciuc EugeniuDocument7 paginiElaborarea Metodica Nr.3 Grinciuc EugeniuEugen GrinciucÎncă nu există evaluări
- s1MD2 pg.23-33 Mach - Incr.Document11 paginis1MD2 pg.23-33 Mach - Incr.Carmen CmÎncă nu există evaluări
- Biomateriale AbsentaDocument30 paginiBiomateriale AbsentabÎncă nu există evaluări
- Exam BMDocument25 paginiExam BMAndreiFaneaÎncă nu există evaluări
- Tema4 (MSS)Document9 paginiTema4 (MSS)Ana Maria BulatÎncă nu există evaluări
- 4 2 ParodontiulDocument34 pagini4 2 ParodontiulAdela GabrielaÎncă nu există evaluări
- Tema 16 BiomaterialeDocument4 paginiTema 16 BiomaterialeGh PopescuÎncă nu există evaluări
- Elaborarea Metodica Nr2Document7 paginiElaborarea Metodica Nr2Михаела Цуркан100% (1)
- Elaborarea Metodica NR 1Document10 paginiElaborarea Metodica NR 1jek_HÎncă nu există evaluări
- Tema: Matricea DentaraDocument23 paginiTema: Matricea DentaraVirginiaVrinceanuÎncă nu există evaluări
- Tema 15 BiomaterialeDocument6 paginiTema 15 BiomaterialeGh PopescuÎncă nu există evaluări
- Fiologie RaspunsuriDocument13 paginiFiologie RaspunsuriCharlie McdonnellÎncă nu există evaluări
- MSS nr.1,2Document10 paginiMSS nr.1,2ValeriaOjogÎncă nu există evaluări
- Biomateriale Totalizarea 3Document24 paginiBiomateriale Totalizarea 3student100% (1)
- Elaborarea Metodica NR 5Document9 paginiElaborarea Metodica NR 5Lupu AndreeaÎncă nu există evaluări
- Biomateriale Totalizarea III-5477Document7 paginiBiomateriale Totalizarea III-5477Charlie McdonnellÎncă nu există evaluări
- HJDocument24 paginiHJRodicaÎncă nu există evaluări
- Intrebari Pentru Examenul de La Stomatologie Ortopedica USMFDocument5 paginiIntrebari Pentru Examenul de La Stomatologie Ortopedica USMFDumitru Muntean0% (1)
- Tema 5 Ceara DentaraDocument9 paginiTema 5 Ceara DentaramariutzaÎncă nu există evaluări
- Elaborarea Metodică NR 17Document7 paginiElaborarea Metodică NR 17Ion CroitoruÎncă nu există evaluări
- E.M. N 13Document4 paginiE.M. N 13Mihaela CaruntuÎncă nu există evaluări
- Materiale Dentare Curs 9Document25 paginiMateriale Dentare Curs 9Fetco VictorÎncă nu există evaluări
- Elaborarea Metodica Nr.12.Sem.2Document26 paginiElaborarea Metodica Nr.12.Sem.2Valeriu MacoveiÎncă nu există evaluări
- Coroana Turnata Cu Grosime NedirijataDocument15 paginiCoroana Turnata Cu Grosime NedirijataStefanaÎncă nu există evaluări
- Curs Optional ParoDocument69 paginiCurs Optional ParocsmalxÎncă nu există evaluări
- Proteze ExDocument93 paginiProteze ExОля СтояноваÎncă nu există evaluări
- Teza 2017 - Clasificarea CompozitelorDocument2 paginiTeza 2017 - Clasificarea CompozitelorPavel MarusevÎncă nu există evaluări
- Sisteme Adezive. Principii Generale Privind Fenomenul de AdeziuneDocument8 paginiSisteme Adezive. Principii Generale Privind Fenomenul de AdeziuneGh PopescuÎncă nu există evaluări
- 13Document3 pagini13Ion CroitoruÎncă nu există evaluări
- MSS nr.16Document3 paginiMSS nr.16ValeriaOjogÎncă nu există evaluări
- Elaborarea NR 7Document20 paginiElaborarea NR 7Octavian BotnaruÎncă nu există evaluări
- Subiecte Materiale DentareDocument18 paginiSubiecte Materiale DentareInaBitlanÎncă nu există evaluări
- Cimenturi Ionomere de SticlaDocument27 paginiCimenturi Ionomere de SticlaAndreea BârsăşteanuÎncă nu există evaluări
- Lucrarea 3Document1 paginăLucrarea 3Nicoleta MigaevschiÎncă nu există evaluări
- Elaborarea Metodica nr13Document8 paginiElaborarea Metodica nr13Михаела ЦурканÎncă nu există evaluări
- Curs Stom Embrio 2-68875Document127 paginiCurs Stom Embrio 2-68875Alexandru IarovoiÎncă nu există evaluări
- Elaborarea Metodica nr.13 Grinciuc EugeniuDocument5 paginiElaborarea Metodica nr.13 Grinciuc EugeniuGenius0021Încă nu există evaluări
- AdeziveDocument4 paginiAdezivekrista08Încă nu există evaluări
- Elaborare Metodica Nr. 17Document3 paginiElaborare Metodica Nr. 17Teaca Dumitru100% (1)
- ELABORAREA METODICA NR4 MorfologieDocument3 paginiELABORAREA METODICA NR4 MorfologieCristina BeşliuÎncă nu există evaluări
- Elaborarea Metodica nr13Document6 paginiElaborarea Metodica nr13Ana Maria BulatÎncă nu există evaluări
- Metalo CeramicaDocument53 paginiMetalo CeramicaTiberiu AninoiuÎncă nu există evaluări
- Tema 16 17 BiomaterialeDocument7 paginiTema 16 17 BiomaterialeCharlie McdonnellÎncă nu există evaluări
- Corpul de Punte MetaloDocument7 paginiCorpul de Punte MetaloAndreea FrumuzacheÎncă nu există evaluări
- Macheta Si Transformarea Ei in Infrastructura MetalicaDocument32 paginiMacheta Si Transformarea Ei in Infrastructura MetalicaGiulian SabinÎncă nu există evaluări
- Elaborarea Metodica NR 3Document9 paginiElaborarea Metodica NR 3Totomir EcaterinaÎncă nu există evaluări
- Curs 12Document11 paginiCurs 12Mihnea TurcuÎncă nu există evaluări
- Cap 22Document3 paginiCap 22MonicaÎncă nu există evaluări
- Teste Tema 5Document4 paginiTeste Tema 5Valeria CernegaÎncă nu există evaluări
- Teste Tema 7Document6 paginiTeste Tema 7Valeria CernegaÎncă nu există evaluări
- Teste Tema 9Document3 paginiTeste Tema 9Valeria CernegaÎncă nu există evaluări
- Teste Tema 6Document2 paginiTeste Tema 6Valeria CernegaÎncă nu există evaluări
- Business PlanDocument11 paginiBusiness PlanValeria CernegaÎncă nu există evaluări
- Profilaxia Prenatală.Document3 paginiProfilaxia Prenatală.Valeria CernegaÎncă nu există evaluări
- Stomatologie - Met. Intermediar Al Proteinelor (II)Document0 paginiStomatologie - Met. Intermediar Al Proteinelor (II)Malvina BurdujanÎncă nu există evaluări
- Tema 8Document4 paginiTema 8Valeria CernegaÎncă nu există evaluări
- Business PlanDocument11 paginiBusiness PlanValeria CernegaÎncă nu există evaluări
- Ghiduri de Practica - ParodontologieDocument35 paginiGhiduri de Practica - ParodontologieKis MelindaÎncă nu există evaluări
- Etiopatogenia Anomaliilor Dento-Maxilare ExamenDocument5 paginiEtiopatogenia Anomaliilor Dento-Maxilare ExamenValeria CernegaÎncă nu există evaluări
- Citol 1Document37 paginiCitol 1jek_HÎncă nu există evaluări
- Nucleul CeluleiDocument34 paginiNucleul CeluleiElena PruniciÎncă nu există evaluări
- Stomatologie Hormonii PDFDocument12 paginiStomatologie Hormonii PDFValeria CernegaÎncă nu există evaluări
- Stomatologie - Metabolismul Cromo Si Nucleoproteinelor PDFDocument25 paginiStomatologie - Metabolismul Cromo Si Nucleoproteinelor PDFValeria CernegaÎncă nu există evaluări
- Tema 9Document4 paginiTema 9Valeria CernegaÎncă nu există evaluări
- Tema 11Document3 paginiTema 11AnastasiaLozovanuÎncă nu există evaluări
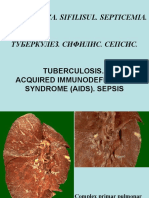
- Stom. - Tuberculoza - Sifilisul.septicemiaDocument34 paginiStom. - Tuberculoza - Sifilisul.septicemiaValeria CernegaÎncă nu există evaluări
- Tema 8Document4 paginiTema 8Valeria CernegaÎncă nu există evaluări
- Teste PABDocument16 paginiTeste PABIon CurcubătÎncă nu există evaluări
- Tema 9Document4 paginiTema 9Valeria CernegaÎncă nu există evaluări
- PseudartrozeleDocument96 paginiPseudartrozeleVictoria ParaÎncă nu există evaluări
- 96 Curs ScarlatinaDocument55 pagini96 Curs ScarlatinaMartiniuc IurieÎncă nu există evaluări
- Test 1 OftalmoDocument8 paginiTest 1 OftalmoLupu AndreeaÎncă nu există evaluări
- Tema 17.infectiile AerogeneDocument27 paginiTema 17.infectiile AerogeneValeria CernegaÎncă nu există evaluări
- End Art RitaDocument7 paginiEnd Art RitaValeria CernegaÎncă nu există evaluări
- Adrenergicele - Farma 3Document3 paginiAdrenergicele - Farma 3Valeria CernegaÎncă nu există evaluări
- Rujeola PrezentareDocument34 paginiRujeola PrezentareHarnagea LiviuÎncă nu există evaluări