S-ar putea să vă placă și
- Adriana Baban - Consiliere EducationalaDocument155 paginiAdriana Baban - Consiliere EducationalaTeodoraȚecu96% (79)
- Lagare Cu Alunecare Si RostogolireDocument25 paginiLagare Cu Alunecare Si RostogolireGheorghe Mitrea100% (3)
- LAGAREDocument30 paginiLAGARETeofil SovaÎncă nu există evaluări
- Proiectarea Unei Instalatii HidrauliceDocument13 paginiProiectarea Unei Instalatii HidrauliceEcaterina MihailovÎncă nu există evaluări
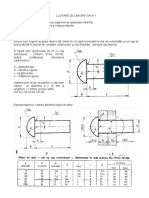
- Fisa de Lucru - NituriDocument3 paginiFisa de Lucru - NituriAlin МариусÎncă nu există evaluări
- CuplajeDocument4 paginiCuplajeNicu SavaÎncă nu există evaluări
- Lucrari Laborator HidraulicaDocument85 paginiLucrari Laborator HidraulicaLASCARZAMFIRESCUÎncă nu există evaluări
- Mecatronica-Auxiliar Mai 2021Document51 paginiMecatronica-Auxiliar Mai 2021Mary TimeÎncă nu există evaluări
- Cilindrii HidrauliciDocument31 paginiCilindrii HidrauliciAnonimu AnonimuÎncă nu există evaluări
- Lagare Cu RostogolireDocument31 paginiLagare Cu Rostogolireandreibercea75% (4)
- Organe de MasiniDocument20 paginiOrgane de MasiniArchip GabrielÎncă nu există evaluări
- Masini Unelte Si Roboti IndustrialiDocument68 paginiMasini Unelte Si Roboti Industrialiandreeaoana45100% (1)
- Acţionări PneumaticeDocument21 paginiAcţionări PneumaticeBusuroiÎncă nu există evaluări
- Comanda Automata 2.APLDocument15 paginiComanda Automata 2.APLdanixwebÎncă nu există evaluări
- Bombe NucleareDocument10 paginiBombe NucleareMaria OanceaÎncă nu există evaluări
- Stand Pneumatic Controlat de Un Automat ProgramabilDocument43 paginiStand Pneumatic Controlat de Un Automat ProgramabilmarbadanÎncă nu există evaluări
- Factori Perturbatori de Evaluare ŞcolarăDocument2 paginiFactori Perturbatori de Evaluare Şcolarăromica100% (1)
- CL - Xii - Tehnician Mecanic Pentru Ere Si ReparatiiDocument51 paginiCL - Xii - Tehnician Mecanic Pentru Ere Si ReparatiiPaul Calugar100% (1)
- RULMENTI CorectatDocument47 paginiRULMENTI CorectatPedro AntoniacÎncă nu există evaluări
- Lagare Cu RostogolireDocument27 paginiLagare Cu RostogolireStroe ZorinaÎncă nu există evaluări
- Proiect TM Colivie RulmentDocument42 paginiProiect TM Colivie RulmentRamona Neculai100% (2)
- Generalitati Strung CaruselDocument6 paginiGeneralitati Strung CaruselZafiu AlexandruÎncă nu există evaluări
- Elemente Constructive de MecatronicaDocument11 paginiElemente Constructive de MecatronicaNechifor CristianÎncă nu există evaluări
- Montarea Demontarea Repararea Lagarelor PROIECTDocument30 paginiMontarea Demontarea Repararea Lagarelor PROIECTmaraÎncă nu există evaluări
- Asamblarea LagarelorDocument22 paginiAsamblarea LagarelorMarian M Scorilo40% (5)
- Sisteme de Actionare in MecatronicaDocument8 paginiSisteme de Actionare in MecatronicaDan ManoleÎncă nu există evaluări
- Aparate Pneumatice SpecialeDocument23 paginiAparate Pneumatice SpecialeIrimies Ovidiu100% (1)
- Descrierea Si Function Area Sistemelor HidrauliceDocument17 paginiDescrierea Si Function Area Sistemelor HidrauliceUngureanu MariaÎncă nu există evaluări
- Instrucţiuni SSM Instalaţii Electrice de Joasă TensiuneDocument3 paginiInstrucţiuni SSM Instalaţii Electrice de Joasă TensiuneAndrei TofanÎncă nu există evaluări
- Cricul Cu Piulita RotitoareDocument20 paginiCricul Cu Piulita RotitoareDolha RaduÎncă nu există evaluări
- Asamblari Prin Sudare ElectricaDocument7 paginiAsamblari Prin Sudare ElectricaPresedinte1990Încă nu există evaluări
- Referat: Ministerul Educației Al Republicii Moldova Centrul de Excelență În Construcții Din ChisinăuDocument5 paginiReferat: Ministerul Educației Al Republicii Moldova Centrul de Excelență În Construcții Din ChisinăuVictor CrÎncă nu există evaluări
- Test Initial Cl. XIDocument2 paginiTest Initial Cl. XIromica100% (1)
- Echipamente ElectriceDocument17 paginiEchipamente ElectriceIonașcu IonÎncă nu există evaluări
- Tehnologii Electromecanice CursDocument242 paginiTehnologii Electromecanice Curslucian_nitu31lucian_nitu31Încă nu există evaluări
- Tipuri de CureleDocument5 paginiTipuri de CureleSorica VioricaÎncă nu există evaluări
- Angrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezeDocument28 paginiAngrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezePopoviciu AlinÎncă nu există evaluări
- Lucrare de LicențăDocument33 paginiLucrare de LicențăFlorin JipaÎncă nu există evaluări
- Actionari HidrauliceDocument17 paginiActionari HidrauliceVasiloiu CosminÎncă nu există evaluări
- Detectarea DefectelorDocument23 paginiDetectarea DefectelorToader MarianaÎncă nu există evaluări
- Cap AsamblareacuplajelorDocument13 paginiCap AsamblareacuplajelorDana RomanÎncă nu există evaluări
- Incercarile Masinilor Electrice 236 CapiDocument43 paginiIncercarile Masinilor Electrice 236 CapiLiviu100% (1)
- Asamblari Filetate Si Transmisii Surub-Piulita Carte CursDocument33 paginiAsamblari Filetate Si Transmisii Surub-Piulita Carte CursceostoyÎncă nu există evaluări
- Arbori Si OsiiModul 5Document28 paginiArbori Si OsiiModul 5STUDENTU42Încă nu există evaluări
- Arbori Si OsiiDocument19 paginiArbori Si OsiiAlex MiluÎncă nu există evaluări
- Metode de Determinare A Randamentului La Angrenajele Cu Axe MobileDocument29 paginiMetode de Determinare A Randamentului La Angrenajele Cu Axe MobilePetrescu FlorianÎncă nu există evaluări
- Osii Si ArboriDocument31 paginiOsii Si ArboriAlex Marton100% (1)
- Grile Examen MMELDocument7 paginiGrile Examen MMELGhosc ShpÎncă nu există evaluări
- Siteme de ActionareDocument20 paginiSiteme de ActionareMiodrag BanacÎncă nu există evaluări
- CuplajeDocument11 paginiCuplajeandreiberceaÎncă nu există evaluări
- Test - M3 - SEHP - EXAMEN DIFERENTE - SISTEME ELECTRO HIDROPNEUMATICEDocument3 paginiTest - M3 - SEHP - EXAMEN DIFERENTE - SISTEME ELECTRO HIDROPNEUMATICEAnonymous 9KFs8NÎncă nu există evaluări
- Proiect ModificatDocument56 paginiProiect ModificatRony Bertone100% (1)
- Defectarea Pieselor MotoruluiDocument14 paginiDefectarea Pieselor MotoruluiGhenadie CazacuÎncă nu există evaluări
- COMPLESOARE Ou1 c2 Comprimarea Si Transportul GazelorDocument112 paginiCOMPLESOARE Ou1 c2 Comprimarea Si Transportul GazelorMarin ConstantinÎncă nu există evaluări
- Aliniere Hidroagregat Cu Arbore VerticalDocument42 paginiAliniere Hidroagregat Cu Arbore VerticalsarabianÎncă nu există evaluări
- Tolerante Si Control Dimensional - Curs - PaterDocument91 paginiTolerante Si Control Dimensional - Curs - PaterCătălin-Andrei ȚuguiÎncă nu există evaluări
- Curs6 - Sudarea Sub Strat de FluxDocument15 paginiCurs6 - Sudarea Sub Strat de FluxserbanÎncă nu există evaluări
- CuplajeDocument21 paginiCuplajemihail91smÎncă nu există evaluări
- Constructia, Asamblarea Si Intretinerea Lagarelor Cu AlunecareDocument21 paginiConstructia, Asamblarea Si Intretinerea Lagarelor Cu AlunecareClaudiu BărbuţÎncă nu există evaluări
- Proiect TM Colivie RulmentDocument42 paginiProiect TM Colivie RulmentIonuţIp0% (1)
- Asamblarea LagarelorDocument23 paginiAsamblarea LagarelorClaudiu BărbuţÎncă nu există evaluări
- Fenomenul de Oboseala in Cazul LagarelorDocument16 paginiFenomenul de Oboseala in Cazul LagarelorMarius ConduracheÎncă nu există evaluări
- Document 33Document10 paginiDocument 33Mihai GinscaÎncă nu există evaluări
- Reteta Pasca CiocolataDocument7 paginiReteta Pasca CiocolataromicaÎncă nu există evaluări
- CPP PrezentariDocument138 paginiCPP PrezentariromicaÎncă nu există evaluări
- Airlive Gw-300nasDocument75 paginiAirlive Gw-300nasromicaÎncă nu există evaluări
- Manual Utilizator C13 - C14 - ERP - 01082015Document26 paginiManual Utilizator C13 - C14 - ERP - 01082015romicaÎncă nu există evaluări
- Info Curs CPPDocument2 paginiInfo Curs CPPromicaÎncă nu există evaluări
- Manual 4979 Gw-300nas-1Document75 paginiManual 4979 Gw-300nas-1romicaÎncă nu există evaluări
- Fisa Tehnica Aer Conditionat Nyoko 12000 Btu srk35zsp WDocument4 paginiFisa Tehnica Aer Conditionat Nyoko 12000 Btu srk35zsp WromicaÎncă nu există evaluări
- Comunicat 14042020Document5 paginiComunicat 14042020GeaninaÎncă nu există evaluări
- Procedura AnafDocument5 paginiProcedura AnafNarcisAntoneseÎncă nu există evaluări
- Pardoseli 24Document60 paginiPardoseli 24romicaÎncă nu există evaluări
- Pas - Important - Informatizarea Statului - OPME - Trezorerie PDFDocument2 paginiPas - Important - Informatizarea Statului - OPME - Trezorerie PDFromicaÎncă nu există evaluări
- Pas - Important - Informatizarea Statului - OPME - Trezorerie PDFDocument2 paginiPas - Important - Informatizarea Statului - OPME - Trezorerie PDFromicaÎncă nu există evaluări
- Comunicat ANAF SPV 10042020 PDFDocument2 paginiComunicat ANAF SPV 10042020 PDFromicaÎncă nu există evaluări
- Ad 030Document2 paginiAd 030Manase RomeoÎncă nu există evaluări
- 161 Eirtqiuw IoTUVMonitorDocument11 pagini161 Eirtqiuw IoTUVMonitorromicaÎncă nu există evaluări
- Consiliere Xii Liceu Mateinfo PDFDocument4 paginiConsiliere Xii Liceu Mateinfo PDFFelicia AnghelÎncă nu există evaluări
- Manual Bt24Document73 paginiManual Bt24Lovin IulianÎncă nu există evaluări
- MODEL Adeverinta Angajator PDFDocument1 paginăMODEL Adeverinta Angajator PDFLidia HominetÎncă nu există evaluări
- Consiliere Xii Liceu Mateinfo PDFDocument4 paginiConsiliere Xii Liceu Mateinfo PDFFelicia AnghelÎncă nu există evaluări
- Test Initial XiiDocument3 paginiTest Initial XiiromicaÎncă nu există evaluări
- Culturalitatea de o Parte Şi de Alta A PrutuluiDocument2 paginiCulturalitatea de o Parte Şi de Alta A PrutuluiromicaÎncă nu există evaluări
- Nevoile Individuale de InvatareDocument1 paginăNevoile Individuale de InvatareGica PlutaÎncă nu există evaluări
- Culturalitatea de o Parte Şi de Alta A PrutuluiDocument2 paginiCulturalitatea de o Parte Şi de Alta A PrutuluiromicaÎncă nu există evaluări
- Metodologie Proiect Incadrare 2018-2019Document14 paginiMetodologie Proiect Incadrare 2018-2019romicaÎncă nu există evaluări
- Test de Evaluare A IX-aDocument2 paginiTest de Evaluare A IX-aAna GrigoreÎncă nu există evaluări
- ExercitiiDocument5 paginiExercitiiromicaÎncă nu există evaluări