S-ar putea să vă placă și
- Poka YokeDocument15 paginiPoka YokeGabiNeatuÎncă nu există evaluări
- Analiza Strategicaefes Vitanta PDFDocument14 paginiAnaliza Strategicaefes Vitanta PDFVictorya ModoranÎncă nu există evaluări
- Spalatoarie Auto ECO Analiza SWOT - Puncte TariDocument1 paginăSpalatoarie Auto ECO Analiza SWOT - Puncte TariAnca BucurÎncă nu există evaluări
- L5 Utilizarea Diagramei Pareto În Domeniul Mentenanței: A) Definiţii Şi Aspecte TeoreticeDocument9 paginiL5 Utilizarea Diagramei Pareto În Domeniul Mentenanței: A) Definiţii Şi Aspecte TeoreticeuncititorÎncă nu există evaluări
- AntreprenoriatulDocument8 paginiAntreprenoriatulClaudiu Andrei MÎncă nu există evaluări
- Structura ProductieiDocument15 paginiStructura ProductieigcroitoruÎncă nu există evaluări
- Planificarea CurentaDocument11 paginiPlanificarea CurentaMihalache AnaÎncă nu există evaluări
- Proiect MC LaptopDocument10 paginiProiect MC LaptopDenisa Raluca TudoseÎncă nu există evaluări
- Cap9. GESTIUNEA STRATEGICA A ÎNTREPRINDERIIDocument12 paginiCap9. GESTIUNEA STRATEGICA A ÎNTREPRINDERIInadiuska_19Încă nu există evaluări
- Modalităţile Şi Schema de Plată Într-Un Contract ComercialDocument15 paginiModalităţile Şi Schema de Plată Într-Un Contract Comercialdj_Snupy100% (1)
- Capitalul Statutar ReferatDocument6 paginiCapitalul Statutar ReferatNicoleta BirladeeanÎncă nu există evaluări
- Bursele Din AmericaDocument17 paginiBursele Din AmericaGabriel ValentinÎncă nu există evaluări
- Curs 1 - U1 - Antreprenorii Recunosc OportunitățileDocument19 paginiCurs 1 - U1 - Antreprenorii Recunosc OportunitățileIonela-Gianina DRAGUÎncă nu există evaluări
- Sistemului de Control Electronic Al Stabilității (ESC)Document21 paginiSistemului de Control Electronic Al Stabilității (ESC)Punga VasileÎncă nu există evaluări
- Diferent I AlDocument16 paginiDiferent I AlStefanut-Ionut-Sergiu AlineiÎncă nu există evaluări
- A335 PDFDocument96 paginiA335 PDFPaula SirbuÎncă nu există evaluări
- Cazul Takata Flesari AndreiDocument3 paginiCazul Takata Flesari AndreiAndrei FleșariÎncă nu există evaluări
- Macroeconomie DtobaDocument105 paginiMacroeconomie DtobaMariana ShubaÎncă nu există evaluări
- Proiect Microeconomie AvansataDocument30 paginiProiect Microeconomie AvansataLALALAÎncă nu există evaluări
- Pretul - Element HotaratorDocument64 paginiPretul - Element HotaratorIna GhimpÎncă nu există evaluări
- Libertatea EconomicaDocument13 paginiLibertatea EconomicaCosmyn MacoveiÎncă nu există evaluări
- Actiunile Si ObligatiunileDocument2 paginiActiunile Si ObligatiunileLavinia Gabriela BostanÎncă nu există evaluări
- Tema 1. Concurenţa, Strategia de Piaţă Şi Mediul Concurenţial Ca Atribute Al Economiei de Piață PDFDocument13 paginiTema 1. Concurenţa, Strategia de Piaţă Şi Mediul Concurenţial Ca Atribute Al Economiei de Piață PDFNina PotoroacaÎncă nu există evaluări
- Procesul PerceptualDocument4 paginiProcesul PerceptualDanielBereznicuÎncă nu există evaluări
- Roboti IndustrialiDocument11 paginiRoboti Industrialiandreeaoana45Încă nu există evaluări
- Bursa de Valori A MoldoveiDocument11 paginiBursa de Valori A MoldoveiBogza Cristina0% (1)
- Analiza Unui S.R.A.Document21 paginiAnaliza Unui S.R.A.Boca Iulian GabrielÎncă nu există evaluări
- Referat NR 2Document12 paginiReferat NR 2George LucianÎncă nu există evaluări
- Bursa de ValoriDocument9 paginiBursa de ValoriGais El-AAsiÎncă nu există evaluări
- Si 4 PSB Miscenco, MoraruDocument7 paginiSi 4 PSB Miscenco, MoraruMișcenco LuminițaÎncă nu există evaluări
- Tema 7 Evaluarea Valorilor Mobiliare PrimareDocument19 paginiTema 7 Evaluarea Valorilor Mobiliare PrimareNoroc Alexandru100% (2)
- Creditul BancarDocument12 paginiCreditul BancarLaura MazareanuÎncă nu există evaluări
- Referat 3. Testarea AutovehiculelorDocument14 paginiReferat 3. Testarea AutovehiculelorJack StarksÎncă nu există evaluări
- Tehnici de Finantare in Tranzactiile Comerciale InternationaleDocument13 paginiTehnici de Finantare in Tranzactiile Comerciale InternationaleRoxana Adr RoxanaÎncă nu există evaluări
- Metode de Prognoza A InvestitiilorDocument18 paginiMetode de Prognoza A InvestitiilorSim CrisÎncă nu există evaluări
- LC Terenuri DurlestiDocument35 paginiLC Terenuri DurlestiAlina AlinaÎncă nu există evaluări
- Instrumente de Decontare Fara NumerarDocument7 paginiInstrumente de Decontare Fara NumerarNec AndreiÎncă nu există evaluări
- Speech BunDocument4 paginiSpeech BunMic UtuÎncă nu există evaluări
- Analiza SWOTDocument2 paginiAnaliza SWOTAlina DucaÎncă nu există evaluări
- Rolul Si Importanta Managementului Marcii Intr-O CompanieDocument2 paginiRolul Si Importanta Managementului Marcii Intr-O CompanieMaria BorcaÎncă nu există evaluări
- Gestiunea FurnizorilorDocument5 paginiGestiunea FurnizorilorGiovani IonÎncă nu există evaluări
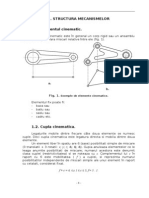
- 02 Structura MecanismelorDocument11 pagini02 Structura MecanismelordragoscodÎncă nu există evaluări
- Rolul Distribuţiei in Economia de PiataDocument34 paginiRolul Distribuţiei in Economia de PiataRobert Visa100% (1)
- Poka YokeDocument7 paginiPoka YokeNarcisa LotruÎncă nu există evaluări
- Metoda Poka-YokeDocument8 paginiMetoda Poka-YokeFlorin DejuÎncă nu există evaluări
- Poka YokeDocument3 paginiPoka YokeElenaGhioldÎncă nu există evaluări
- Poka YokeDocument6 paginiPoka YokeNicole BeschieruÎncă nu există evaluări
- Poka YOKEDocument8 paginiPoka YOKESergiu LazărÎncă nu există evaluări
- Metoda Poka YokeDocument5 paginiMetoda Poka YokeAlexo Micu33% (3)
- Cele 5 Zerouri Ale CalitatiiDocument28 paginiCele 5 Zerouri Ale Calitatiiliviame100% (1)
- Cele 5 Zerouri Ale CalitatiiDocument16 paginiCele 5 Zerouri Ale CalitatiiCatalin FloreaÎncă nu există evaluări
- GhidpentrueleviDocument87 paginiGhidpentruelevidariaÎncă nu există evaluări
- Poka YokeDocument8 paginiPoka YokeSchiau RazvanÎncă nu există evaluări
- Software TesterDocument20 paginiSoftware TesterAndreea Lorena100% (2)
- PokaDocument2 paginiPokaIoana R YagmurÎncă nu există evaluări
- TEMA POKA-YOKE - Petrese - Sorin Nicolae - 431.3Document3 paginiTEMA POKA-YOKE - Petrese - Sorin Nicolae - 431.3SORIN-NICOLAE PETRESEÎncă nu există evaluări
- Test AreDocument62 paginiTest AreVladimir SusanuÎncă nu există evaluări
- Cum Se Realizează Un Flux TehnologicDocument2 paginiCum Se Realizează Un Flux Tehnologiccinteza nicoletaÎncă nu există evaluări
- Poka YokeDocument12 paginiPoka YokeAura AlexandraÎncă nu există evaluări
- 85 Eliminarea Pierderilor UtilizândDocument8 pagini85 Eliminarea Pierderilor UtilizândKnorr FlorentinÎncă nu există evaluări
- Program Sesiune Comunicari Stiintifice StudentestiDocument4 paginiProgram Sesiune Comunicari Stiintifice StudentestiCeban TatianaÎncă nu există evaluări
- Cibe MicroecDocument30 paginiCibe MicroecCeban TatianaÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Metoda Six SigmaDocument34 paginiMetoda Six SigmaCeban TatianaÎncă nu există evaluări
- Report - Final - 20130829 - RODocument82 paginiReport - Final - 20130829 - ROCeban TatianaÎncă nu există evaluări
- Analiza SWOT TurismDocument0 paginiAnaliza SWOT TurismManuela ChișvasiÎncă nu există evaluări
- Elemente de Teoria Elasticităţii: IntroducereDocument9 paginiElemente de Teoria Elasticităţii: IntroducereCeban TatianaÎncă nu există evaluări
- Teorii Org Tema 8Document32 paginiTeorii Org Tema 8Alexander TocuÎncă nu există evaluări
- Prelucrari Mecanice Prin AschiereDocument423 paginiPrelucrari Mecanice Prin Aschieretanase_v96% (47)
- CSMMEFDocument7 paginiCSMMEFCeban TatianaÎncă nu există evaluări
- MEFDocument2 paginiMEFCeban TatianaÎncă nu există evaluări
- Stab BareDocument10 paginiStab BareIonut Ciprian CojocaruÎncă nu există evaluări
- Initiere in Inventor - Curs 10Document25 paginiInitiere in Inventor - Curs 10Ceban TatianaÎncă nu există evaluări
- Curs 2 MMDocument5 paginiCurs 2 MMCeban TatianaÎncă nu există evaluări
- Curs 1 MMDocument2 paginiCurs 1 MMCeban TatianaÎncă nu există evaluări
- Proiect Licenta Roboti IndustrialiDocument26 paginiProiect Licenta Roboti IndustrialiGabryel Bogdan100% (1)
- Proiect Licenta Roboti IndustrialiDocument26 paginiProiect Licenta Roboti IndustrialiGabryel Bogdan100% (1)
- Ingineria Si Managementul Sist de ProductieDocument141 paginiIngineria Si Managementul Sist de ProductieElena Turcu100% (1)
- Politica de ProdusDocument6 paginiPolitica de Produsrapidistu90Încă nu există evaluări
- Diferentze CulturaleDocument2 paginiDiferentze CulturaleLaura LupascuÎncă nu există evaluări
- Lucruri Misto de Facut in LiftDocument1 paginăLucruri Misto de Facut in LiftCeban TatianaÎncă nu există evaluări
- Proiect de LectieDocument3 paginiProiect de LectieCeban TatianaÎncă nu există evaluări