Documente Academic
Documente Profesional
Documente Cultură
TFP Roata Dintata
Încărcat de
Ioana BalazsTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
TFP Roata Dintata
Încărcat de
Ioana BalazsDrepturi de autor:
Formate disponibile
Proiect:
Tehnologia
fabricarii
produselor
Studeni:
Chindri Bogdan
Coita Ilie
Cadru didactic coordonator:
Sl. Dr. ing. Cosma Cristian
Tehnologia fabricarii produselor
Cuprins
1. Enunt.......................................................................................................2
2. Desenul de definire al piesei.........................................................3
3. Caietul de sarcini.....................................................................................4
a. Programul de fabricatie...................................................................4
b. Mijloace de productie disponibile...................................................4
4. Demersul de conceptie al procesului de prelucrare...............................6
4.1. Analiza desenului de definire al piesei.........................................6
a. Analiza materialului utilizat...................................................6
b. Analiza suprafetelor............................................................11
4.2. Alegerea semifabricatului...........................................................12
a. Alegerea metodei si a procedeului de elaborare................12
b. Conceptia semifabricatului..................................................13
5. Conceptia procesului de prelucrare......................................................17
a. Identificarea procesului de prelucrare tip.....................................17
b. Stabilirea proceselor elementare de prelucrare a entitatii piesei.18
c. Alegerea sistemului tehnologic ....................................................21
d. Stabilirea solutiei de prindere a piesei..........................................30
e. Ordonarea operatiilor proceselor de prelucrare a piesei..............32
6. Simularea procesului de prelucrare......................................................36
a. Stabilirea adaosului de prelucrare.................................................36
b. Calculul cotelor de prelucrare intermediare.................................37
7. Pregatirea operatiilor de prelucrare.....................................................38
a. Stabilirea regimului de prelucrare(aschiere).................................38
b. Stabilirea timpului de prelucrare...................................................48
c. Calculul costului piesei prelucrate.................................................53
8. Dosarul de fabricatie.............................................................................60
a. Fisa tehnologica de urmarire a executiei.......................................60
b. Plane de operatii ...........................................................................62
9. Bibliografie............................................................................................71
Anexe......................................................................................................72
2012-2013
Page 1
Tehnologia fabricarii produselor
1.Enunt proiect
Sa se proiecteze programul de fabricatie al unei roti dintate avand in
vedere un volum de 1500 de bucati si termen de lansare in productie,6 luni.
2012-2013
Page 2
Tehnologia fabricarii produselor
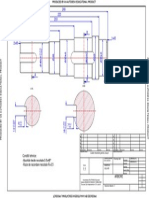
2.Desenul de definire al piesei
2012-2013
Page 3
Tehnologia fabricarii produselor
3. Caietul de sarcini
3.a. Programul de fabricatie
Caietul de sarcini de producie grupeaz informaii legate de:
-
programul de fabricaie;
mijloacele de producie.
Programul de fabricaie conine:
-
volumul produciei;
termenele de fabricaie;
ritmul de fabricaie (cadena);
costul de fabricaie maxim.
Volumul produciei reprezint cantitatea de produse care trebuie realizat, ieste
stabilit n urma studiului de pia. In caietul de sarcini de producie este fixat numrul de
produse ale seriei i numrul de serii prevzute. Aceste date determin tipul de producie i
au influen direct asupra alegerii tehnologiei de fabricaie, condiionnd investiiile.
Volum de productie, serie mijlocie: 1500 buc.
Termenele de fabricaie sunt fixate de manier precis n caietul de sarcini, ele avnd
inciden, de asemenea, asupra alegerii tehnologiei de fabricaie. Reducerea termenelor
poate fi realizat prin:
-
mrirea ritmului fabricaiei;
creterea numrului de posturi de lucru;
creterea timpului de lucru.
Termen de lansare in productie: 6 luni.
3.b. Mijloace de productie
Mijloacele de producie ale unei ntreprinderi trebuie corelate cu programul su de
fabricaie. Acestea privesc:
-
mainile-unelte;
echipamentele (dispozitive, scule);
aparatele de msur i control;
resursele umane.
2012-2013
Page 4
Tehnologia fabricarii produselor
Parcul de maini-unelte al ntreprinderii este cel n raport cu care trebuie conceput
procesul de fabricaie. In msura n care se constat insuficiena acestuia sepoate avea n
vedere, dac se consider oportun, completarea cu noi achiziii,nchirierea de maini-unelte
sau executarea prin cooperare a unor operaii (piese) nafara ntreprinderii. Cerinele
impuse mainilor-unelte sunt:
-
s asigure cinematica necesar generrii suprafeelor pieselor;
s permit prinderea pieselor i efectuarea prelucrrilor cu regimurile deachiere
optime;
s satisfac din punct de vedere a capabilitii procesului de prelucrare i acapacitii
productive.
Echipamentele (dispozitive, scule), aparatele de msur i control existentesau impuse
de tehnologie trebuie s satisfac, la rndul lor, cerinele de calitate iprecizie ale pieselor
care se execut i se controleaz, precum i s asigure ndeplinireaobiectivelor din
programul de fabricaie.
Resursele umane implicate influeneaz concepia procesului de fabricaie dinpunct de
vedere al complexitii sale. Cu ct gradul de calificare al forei de munc estemai sczut,
procesul de fabricaie trebuie conceput mai simplu i mai detaliat.
2012-2013
Page 5
Tehnologia fabricarii produselor
4. Demersul de conceptie al procesului de prelucrare
4.1. Analiza desenului de definire al piesei
a) Analiza materialului utilizat
Materialul din care va fi confectionata roata dintata este otel aliat 18MoCrNi13.
Compozitia chimica a materialului este conform STAS SR EN 10027 2006.
Tabel 1.
Marca otelului
18 Mo Cr Ni 13
Compozitia chimica
Si
Cr
0,17
0,8
C
0,15
Mn
0,50
Ni
1,2
Mo
0,04
0,21
0,80
0,37
1,1
1,5
0,07
Caracteristicile mecanice ale materialului 18MoCrNi13 sunt conform STAS SR EN
10027-2006 si indicate in tabelul 2
Tabelul 2. Caracteristici mecanice
Materi
alul
STAS
Tratamentul
termic sau
termochimic
18
MoCrN
i 13
79188
Cementare
2012-2013
Duritatea
Rezisten
a la
mie Flanc
z
(HRC) rupere ,
r
(HB)
(N / mm2)
300
330
55
63
950
Limita Rezisten Presiune
de
a limt de
a
curgere rupere la hertzian
,
obosel
limit la
c
la
oboseal,
(N/mm
piciorul
H lim
2
)
dintelui
(N/mm2)
f lim
(N/mm2)
750
380 450 25,5HRC
Page 6
Tehnologia fabricarii produselor
Pentru roti dintate foarte puternic solicitate la viteze periferice mari (> 12 m/s) si
sarcini de soc s-au ales oteluri aliate pentru tratament termic destinate constructiei de
masini 18MoCrNi13.
Otelurile ferito-perlitice sau termostabile (bainitice) , care cuprinde oteluri carbon si
aliate cu Mo, Cr-Mo si alte elemente de aliere ce se utilizeaza pentru roti dintate care
lucreaza in fluide calde , dau marcile din aceste grupe: OLK1, OLK2.OLK5,
OL35K, 18MoCrNi13.
Tratamentele termice la aceste oteluri sunt hotaratoare pentru obtinerea
proprietatilor corespunzatoare temperaturilor ridicate . Numai obtinerea unei structuri
ferito-bainitice cu carburi formate in urma unui tratament de normalizare si revenire inalta
asigura caracteristicile maxime cerute acestor oteluri.
In cazurile in care solicitarile sunt deosebit de mari, este indicat a se folosi oteluri
inalt aliate, de cementare, cum sunt otelurile: Cr - Ni, Cr - Ni - Mo, Cr - Ni - W.
Roile dinate utilizate n construcia de maini pot fi realizate din oeluri
laminate,forjate sau turnate, din fonte, din aliaje neferoase (bronzuri, alame, aliaje de
aluminiu etc.), iar uneori chiar din mase plastice.
Cementarea
Este tratamentul termochimic cu carbon aplicat otelurilor in general cu
continut mic de carbon, la o temperatura imediat superioara punctului Ac3, intr-un
mediu capabil sa cedeze carbon activ.
In vederea obtinerii unei piese cementate cu un miez tenace, cu 0,08-0,15%C.
Pentru piese mai mari in cazurile in care se cere o duritate mai mare ptr. miez,
continutul de C se mareste pana la 0,24%. Mediul care cedeaza elementul de
difuziune, carbonul se numeste mediul carburant si poate fi in stare solida sau
gazoasa.
2012-2013
Page 7
Tehnologia fabricarii produselor
Cementarea in mediu solid - se produce intr-un mediu carburant (de ex. in
carbune de lemn ), in prezenta unor substante (carbonat de bariu, carbonat de
sodiu etc. care activeaza procesul de carburare. Prin reactia carbune si oxigenul din
aer, la temperaturi inalte se formeaza dioxidul de carbon (Co2), care reactioneaza
cu carbunele, reducandu-se la oxid de carbon (CO). In contact cu suprafata
metalului, oxidul de carbon se descompune in dioxid de carbon si in carbon atomic;
formand cementita, sau se dizolva in austenita.
Mediile carburante solide sunt alcatuite din carbuni de lemn sub forma de
granule, mai rar din carbuni de pamant (turba si cocs)sau carbune animal. Ptr.
accelerarea cementarii in mediu solid, se folosesc si anumite sub. Cu rol de
accelerator al procesului, numite carbonati ca :Na2CO3, BaCO3, care la incalzire se
descompun usor . Astfel se adauga doua reactii:
BaCo3+CBaO+2CO
2CoC+CO2
Intrucat carbonatul se reface (BaO+CO2BaCO3), se considera ca
acceleratorii au rol catalitic.
Un mediu carburant se foloseste de mai multe ori, dar de fiecare data se
adauga 15 20 % carbune proaspat ,iar uneori si 4-55 carbonat de sodiu sau bariu.
Rezultatele operatiei de cementare depind de ; compozitia chimica a otelului de
cementat, compozitia mediului carburant temperatura si durata de cementare. In
cazul otelurilor cu continut mic de carbon, temperatura de cementare este de 900920 C.
Cementarea in mediu gazos se realizeaza prin trecerea unui gaz, din care se
poate degaja carbon in stare atomica, in spatiul in care se afla piesele ce urmeaza a
fi cementate. Ca medii de cementare se folosesc gaze naturale si gaze preparate
artificial ( gazul de iluminat, gazul de cocserie, gazele cracare etc. ), care contin Co,
CH4, CO2, N2, H2, in prezenta unei cantitati insemnate de apa. Cel mai bun si mai
2012-2013
Page 8
Tehnologia fabricarii produselor
ieftin este gazul metan. In acest caz, carburarea are loc cand metanul s-a disociat in
carbon atomic si H2.
CH42H2+C
Carbonul rezultat din descompunere trebuia sa difuzeze treptat in otel. Daca
degajarea carbonului este prea intensa si depaseste viteza de difuziune a acestui
hotel, pe suprafata piesei se depune carbon sub forma de negru de fum
micsoreaza contactul dintre piesa si faza gazoasa. Ptr. evitarea acestui neajuns, in
practica industriala se foloseste sistemul diluarii gazului metan care urmeaza sa fie
disociat. Diluarea se face fie cu propriile sale produse de ardere, fie cu alte gaze
mai purine bogate in carbon.
La cementarea cu gaze , temperatura este putin mai inalta decat la cea cu
mediu solid, si anume de 900 950 C. Durata de mentinere la aceasta
temperatura ptr. difuziune nu este mica, dar luand in consideratie timpul cu mult
mai scurt decat in cazul cementarii in mediu solid.
Structura stratului cementat. Dupa tratamentul de carburare si recoacere, in
stratul cementat se pot deosebi trei zone :
-zona hipereutectoida, constituita din perlita si cementita in exces, cu un
continut de 1,o -1,2 % C ;
-zona
eutectoida,
formata
numai
din
perlita ;
urmeaza
zonei
hipereutectoide ;
-zona hipoeutectoida, compusa din perlita si ferita, constitue ultima zona a
stratului cementat.
Aceste zone nu trebuie sa prezinte delimitari precise ptr. a nu permite
exfolierea stratului cementat. Este necesar ca zona hipoeutectoida sa fie cat mai
mare, ptr. ca sa asigure o trecere treptata intre stratul cementat si miezul piesei.
2012-2013
Page 9
Tehnologia fabricarii produselor
Piesele cementate se supun tratamentului de calire dubla, cu scopul de a
realiza duritatea stratului cementat ( 600 700 HB ). In acest scop, dupa
cementare, piesele se incalzesc deasupra punctului A (la temperatura de 900 920 oC ), dupa care se efectueaza prima calire in ulei si a doua in apa de la
temperatura de 750 770 oC.
2012-2013
Page 10
Tehnologia fabricarii produselor
b) Analiza suprafetelor
Nr.
Crt.
Tolerante proprii
Tolerante intre suprafete
Tip
Dimensiune
Forma
Rugozitate
6.3
12.5
Numar
3
12
2
19
25
17
Tip
P
P
Co
P
P
C
Dimensiune
222.50.5
770.2
1.6
200.2
100.2
?
Forma
-
214.40.5
12.5
2
3
Co
P
1.6x15
214.40.5
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
X
C
Co
P
C
P
Co
Co
P
P
X
P
P
C
C
P
C
C
Co
C
X
P
C
2
77
6
2
690.3
2
6
1x45
770.2
100.0018
0.3
3.3
3.3
58+0.0190
200.2
4.05
217.5
222.50.5
1x45
1900.5
2
189
77
12.5
12.5
1.6
12.5
12.5
12.5
1.6
12.5
1.6
6.3
6.3
3.2
3.2
1.6
12.5
12.5
0.8
6.3
12.5
12.5
3.2
3.2
3.2
10
9
12
25
17
16
-
Co
P
P
P
C
P
-
8.2x90
2
8
280.2
61.3
100.0018
-
*P-plana;C-cilindrica;Co-conica; X-oarecare.
2012-2013
Page 11
Tehnologia fabricarii produselor
4.2.Alegerea semifabricatului
a. Alegerea metodei si a procedeului de elaborare
Costul semifabricatului se rasfrange asupra costului piesei prelucrate, atat in mod
direct, cat si in mod indirect, prin influentarea procesului de prelucrare.
Factorii care determina alegerea metodei si procedeului de elaborare a
semifabricatului sunt:
-
materialul piesei;
forma si dimensiunile piesei;
volumul productiei;
costul elaborarii semifabricatului si costul prelucrarii acestuia;
Principiile pe baza carora se face alegerea metodei si procedeului de elaborare a
semifabricatului sunt:
-
alegerea unui semifabricat de forma, dimensiuni si stare a suprafetei cat mai
apropiate de piesa finite. Avantajele acestei alegeri constau in realizarea de economii
de material, reducerea timpului, energiei, consumului de scule etc. pentru prelucrare
piesei. Se reduce deci costul prelucrarii piesei, dar creste costul elaborarii
semifabricatului.
Alegerea unui semifabricat timizat de forma, dimensiuni si stare a suprafetei. Costul
acestui semifabricat este mai mic, dar gradul de utilizare a materialuli este mai
redus, adaosurile de prelucrare fiind mai mari si neuniforme pe suprafete ,
necesitand timp de prelucrare, consum de energie, scule etc. mai ridicat. Se reduce
deci costul semifabricatului, dar creste costul prelucrarii piesei.
Primul principiu de alegere a semifabricatului este adecvat productiei de serie mare,
iar cel de-al doilea productiei de serie mica si mijlocie.
2012-2013
Page 12
Tehnologia fabricarii produselor
b. Conceptia semifabricatului
Costul piesei este determinat de costul semifabricatului i de costul prelucrrii de
degroare cauzat de semifabricat (costul prelucrrii de finisare fiind acelai). Pentru alegerea
judicioas a semifabricatului este necesar deci estimarea costului pieseidegroate:
costul piesei degroate din semifabricat laminat este
CL = cLML + cDtL(1 + R/100),
costul piesei degroate din semifabricat forjat este
CF = (cL + cF)MFK + cDtF(1 + R/100),
costul piesei degroate din semifabricat matriat este
CM = (cL + cM)MMK + cDtM(1 + R/100),
costul piesei degroate din semifabricat turnat este
CT = cTMT + cDtT(1 + R/100), unde:
cL este costul unitar al semifabricatului laminat,
cF costul unitar al semifabricatului forjat,
cM costul unitar al semifabricatului matriat,
cT costul unitar al semifabricatului turnat,
cD costul unitar al degrorii,
ML masa semifabricatului laminat,
MF masa semifabricatului forjat,
MM masa semifabricatului matriat,
MT masa semifabricatului turnat,
K coeficient de corecie n funcie de calitatea materialului,
tL timpul de degroare a semifabricatului laminat,
tF timpul de degroare a semifabricatului forjat,
tM timpul de degroare a semifabricatului matriat,
tT timpul de degroare a semifabricatului turnat,
R regia atelierului.
2012-2013
Page 13
Tehnologia fabricarii produselor
Costul piesei degroate
din semifabricat laminat este:
CL = cLML + cDtL(1 + R/100)
CL=10,46
ML=15,12 kg
tL=18 minute
CD=7,12
R=3.9
CL=10,46 x 15,12 x 18 x 7,12
(1+3.9/100)=993.18
2012-2013
tabel 7.1.1.3 [1]
Page 14
Tehnologia fabricarii produselor
Costul piesei degroate din semifabricat forjat este
CF = (cL + cF)MFK + cDtF(1 + R/100)
CL=10,46
CF=2,9
MF=15,12
K=1.3
CD=7,12
tF=18
R=3.9
CF = (10,46 +
2,9)x15,12x1.3+7,12x18(1+3.9/100)
=268.9
Costul piesei degroate din
semifabricat turnat este:
CT = cTMT + cDtT(1 + R/100)
CT=10,46
MT=8,3
CD=7,12
tT=15
R=3.25
CT=10.46x8.3+7.12x15(1+3.25/100) =91.3
tab. 7.1.2.9.,pag. 156 [1]
2012-2013
Page 15
Tehnologia fabricarii produselor
Costul piesei degroate din semifabricat matriat
este
CM = (cL + cM)MMK + cDtM(1 + R/100)
CL=10,46
CM=2,35
MM=8,3
CD=7,12
tT=15
K=1.3
R=3.25
CM=(10.46+2.35)8.3x1.3+7.12x15(1+3.25/100)=248.52
Tab. 7.1.3.10, pag.163 [1]
2012-2013
Page 16
Tehnologia fabricarii produselor
5. Conceptia procesului de prelucrare
a. Identificarea procesului de prelucrare tip
Procesul de prelucrare a unei piese cont ine procesele elementare de prelucrarea
entitatilor acesteia.
Reamintim ca entitatea de prelucrat este ansamblul de suprafet e extrase din
piesa , mpreuna cu ansamblul de specificat ii ale acestora, pentru care exista un proces
elementar de prelucrare a carui generare este independenta de procesul elementar de
prelucrare al altei entitati. Definit ia permite recunoasterea si extragerea automata a
entitatilor de prelucrat pornind de la modelul geometric al piesei, n vederea generarii
automate a procesului de prelucrare, realiznd deci o cuplare a sistemelor CAD/CAM.
O entitate de prelucrat poate fi constituita dintr-o singura suprafata complexa sau din
mai multe suprafete elementare.
Unele suprafete elementare care sunt alaturate pot fi prelucrate n aceeasi faza
,folosind aceeasi scula si acelasi regim de aschiere.
Unele suprafete elementare pot constitui grupuri de suprafete (putnd apartine
unor entitati diferite), a caror prelucrare se realizeaza cu acces din aceeasi directie a
sculelor, n cadrul unei suboperatii executate fara demontarea piesei si fara transferul
cuplului piesa / port-piesa de la o masina la alta masina .
Aceste precizari vor servi la structurarea procesului de prelucrare al
piesei.Prelucrarile necesare sunt grupate n operatii si faze de natura diferita .
Prelucrarea de degrosare a unei suprafete are ca obiectiv principal ndepartarea
eficienta a unei mari parti din adaosul de prelucrare. Ea permite apropierea de
suprafata finita si asigura un adaos de prelucrare relativ constant pentru prelucrarile
care urmeaza .Prelucrarea de degrosare poate genera nsa deformatii ale piesei, prin
inducerea de tensiuni interne n material, facnd necesara aplicarea unor tratamente
termice de detensionare. In acest caz este necesara gruparea prelucrarilor de
degrosare n operatii de degrosare, astfel nct sa se poata limita incidenta deformatiilor
piesei asupra calitatii acesteia. In consecinta , prelucrarea de degrosare asigura
ramnerea unor adncimi de aschiere mici si uniforme pentru prelucrarile ulterioare,
minimizndu-se astfel deformatiile sculei si ale piesei, stabilizndu-se parametrii de
aschiere la prelucrarea ntregii serii de piese, garantndu-se repetitivitatea
prelucrarilor si a calitatii tuturor pieselor din seria fabricata .
2012-2013
Page 17
Tehnologia fabricarii produselor
Prelucrarea de semifinisare are ca obiectiv asigurarea formei si pozitiei suprafetei
prelucrate n sistemul de referinta al piesei.
Prelucrarea de finisare urmareste garantarea preciziei si calitatii suprafetei.
b. Stabilirea proceselor elementare de elaborare a piesei
Aceasta etapa , n care se elaboreaza anteproiectul procesului de prelucrare, are un
profund caracter creativ, necesitnd punerea n valoare a ntregii experiente a tehnologului.
Anteproiectul procesului de prelucrare este un document previzional evolutiv care contine
operatiile, suboperatiile si fazele (secvent ele) procesului de prelucrare, n ordinea efectuarii
lor. In acest document, pentru fiecare operatie trebuie precizata masina-unealta si simbolizata
solutia dispozitivului de prindere a piesei n desenul de executie al acesteia, iar pentru fiecare
faza trebuie specificata scula si portscula.
Elaborarea anteproiectului procesului de prelucrare a piesei necesita rezolvarea anumitor
probleme:
stabilirea proceselor elementare de prelucrare a entitatilor;
alegerea sistemului tehnologic;
solutionarea prinderii piesei;
structurarea procesului de prelucrare, ordonarea operatiilor si fazelor.
In urma analizarii desenului de definire a piesei au fost puse n evident a urmatoarele date
necesare elaborarii anteproiectului procesului de prelucrare:
materialul piesei si caracteristicile sale de prelucrabilitate;
suprafetele de prelucrat si exigentele de executie ale acestora.
2012-2013
Page 18
Tehnologia fabricarii produselor
Tabel prelucrare suprafete
2012-2013
Page 19
Tehnologia fabricarii produselor
2012-2013
Page 20
Tehnologia fabricarii produselor
c. Alegerea sistemului tehnologic
Sistemul tehnologic care concura la realizarea unei operat ii de prelucrare se
compune din: mas ina-unealta MU, dispozitivul de prindere a piesei DPP, dispozitivul
de prindere a sculei DPS, scula S si piesa P.
Cele 5 componente care alca tuiesc sistemul tehnologic de prelucrare formeaza un lant
de cote a ca rui cota de nchidere este cota piesei de prelucrat
Erorile de prelucrare ale piesei sunt determinate de erorile dimensionale si geometrice
ale componentelor sistemului tehnologic. Aceste erori trebuie analizateindividual s i global,
n regim static si dinamic, ele determinnd capabilitatea sistemuluitehnologic.
2012-2013
Page 21
Tehnologia fabricarii produselor
In regim static, erorile dimensionale s i geometrice ale componentelor sistemului
tehnologic provoaca erori de instalare a piesei, ale ca ror cauze principale sunt:
erorile de executie ale componentelor sistemului tehnologic;
starea tehnica a componentelor sistemului tehnologic;
deformatiile elastice si de contact, precum si deplasarile produse prin aplicarea
fortelor de strngere;
erorile de pozitionare a piesei;
erorile de reglare a cotei de prelucrat.
In regim dinamic, erorile dimensionale si geometrice ale componentelor
sistemului tehnologic provoaca erori de prelucrare directe, ale caror cauze principale
sunt:
uzura sculei aschietoare;
deformatiile termice ale componentelor sistemului tehnologic;
deformatiile elastice ale componentelor sistemului tehnologic;
vibratiile componentelor sistemului tehnologic;
tensiunile interne din materialul piesei;
neomogenitatea materialul piesei.
2012-2013
Page 22
Tehnologia fabricarii produselor
Masina-unealta
Masina-unealta aleasa pentru executarea unei operatii de prelucrare trebuie sa
satisfaca urmatoarele exigente:
-
sa asigure cinematica necesara generarii suprafetelor pieselor;
sa permita prinderea pieselor si efectuarea prelucrarilor cu regimurile de
aschiere optime;
-
sa satisfaca din punct de vedere a capabilitatii procesului de prelucrare si a
capacitatii productive.
In concordanta cu forma geometrica a piesei si procedeul de prelucrarepredominant,
cele mai uzuale masini-unelte pentru prelucrarea pieselor de revolutie sunt de tipul
strungurilor, iar pentru piesele prismatice cele de tipul masinilor de frezat-alezat.
2012-2013
Page 23
Tehnologia fabricarii produselor
Strung cu comanda numerica HASS SL10 THE.
Caracteristicile standard ale masinii
Capacitatea de strunjire 279 mm x 356 mm
Diametru de rotatie 413 mm
Spatiu de lucru complet inchis
Turela pentru scule VDI 30 cu 12 posturi
Viteza de rotatie a arborelui 6000 rpm
Marimea universalului 165 mm
Sistem de racire
Puterea motorului 11,2 kw
Sistem de ungere automat
Monitorizarea procesului de incarcare cu scule
2012-2013
Page 24
Tehnologia fabricarii produselor
Inaltimea maxina ...........................................1.753 mm
Lungimea masinii ..........................................2.337 mm
Latimea masinii .............................................922 mm
Greutatea masinii ..........................................2.495 kg
Capacitatea sistemului de racire ...................57 litri
Necesar aer ...................................................113 L/min la 6.9 bar
Necesar energie ............................................14 kV
Tensiune de alimentare .................................200-250 VAC, 3 faze, 50-60 Hz
Arbore (Metric)
Viteza arborelui .............0 6.000 rpm
Cuplul arborelui .............102 Nm la 1300 rpm
Puterea maxima ............11.2 kw
Tipul partii frontale .......A2-5
Diametru interior ..........59 mm
Diametru tub tragere ....46 mm
Puterea motorului .........14 kVA
Arbore (Metric) cu optiunea diametrului interior marit
Viteza arborelui .............4.000 rpm
Cuplul arborelui .............209 Nm la 650 rpm
Puterea maxima ............15 kW
Tipul partii frontale .......A2-6
Diametru interior ..........76.2 mm
Diametru tub tragere ....52.3 mm
Puterea motorului .........28 kVA
2012-2013
Page 25
Tehnologia fabricarii produselor
Capacitati
Diametru de rotatie .....................................413 mm
Marimea universalului ..................................165 mm
Capcaitatea barei ..........................................44 mm
Distanta intre varfuri .....................................419 mm
Diametrul maxim de taiere ...........................279 mm
Lungimea maxima de taiere ..........................356 mm
in mediu de lucru standard ...........................330 mm
Curse
Maxim pe X ...................................................159 mm
Maxim pe Z ....................................................356 mm
Forta maxima pe X ........................................10,675 N
Forta maxima pe Z ........................................16,458 N
Rapide pe X si Z ..............................................30.5 m/min
Turela
Numar de posturi .........................................12
Scule de strunjit la interior si exterior ..........Orice combinatie
Marimea sculei (diametru exterior) ...............19 mm
Precizia
Pozitionare .................................................... 0.0051 mm
Repetabilitate ................................................ 0.0025 mm
2012-2013
Page 26
Tehnologia fabricarii produselor
Centru de prelucrare vertical prin frezare MINI MILL
Turatie:6000[rot/min]
Magazie scule:10 posturi
Cursa maxima pe X: 408 mm
Cursa maxima pe Y:305 mm
Cursa maxima pe Z:206 mm
Masa: 2 tone
P: 5,6 kW
2012-2013
Page 27
Tehnologia fabricarii produselor
Masina de mortezat St-350
Cursa maxima a berbecului: 350 mm
Diametrul mesei: 800 mm
Cursa transversala a mesei: 650 mm
Cursa longitudinala a mesei: 650 mm
Numarul treptelor de cursa dubla: 6
Numarul curselor duble a berbecului: 10-56/min
Avansul transversal si longitudinal: 0,1-2 mm/cursa dubla
Puterea motorului: 3 kW
Masa masinii: 4350 Kg
Masina de frezat FD-320
Diametrul maxim al rotii prelucrate: 320 mm
Modulul maxim: 6 mm
Latimea maxima de frezare pentru roti dintate: 280 mm
Numarul minim de dinti care se pot freza: executie normala: 8,executie speciala:4
Numarul treptelor de turatie ale arborelui port scula: 8
Gama turatiilor: 60-300 rot/min
Gama avansului vertical al suportului port-scula la o rotatie a sculei: 0,04-4
Inclinatia maxima a suportului port-scula: 60 grade
Gama avansurilor: -radial (hidraulic fara trepte ), 3-50 mm/min
-axial(8 trepte),1-22,5 mm/min
-tangential(8 trepte), 0,2-22,5 mm/min
Diametrul maxim al sculei: 105 mm
Diametrul mesei: 320 mm
Numarul maxim de rotatii al mesei: 10 rot/min
Putere: 8,8 kW
Masa: 3700
2012-2013
Page 28
Tehnologia fabricarii produselor
Masina de rectificat Ru-350
Diametrul maxim de rectificare: 350 mm
Lungimea maxima de rectificare exterioara: 630 mm
Unghiul de rotire al mesei: 9 grade
Domeniul turatiilor piesei: 25-285 rot/min
Puterea: 5,5 kW
Masa masinii: 4200 Kg
Dispozitivul port-piesa
Rolul dispozitivului port-piesa este de a pozitiona si fixa piesa pe masinaunealtan vederea
prelucrarii sale. Dispozitivul port-piesa se alege n functie de:
morfologia piesei
tipul de productie
flexibilitatea de adaptare la diferite schimbari
rapiditatea de prindere a piesei
costul investitiei
n mod curent se disting 3 tipuri de dispozitive port-piesa :
dispozitive port-piesa universale (standard), folosite n product ia unitara si nserie mica
dispozitive port-piesa modulare, folosite n productia unitara , n serie mica simijlocie
dispozitive port-piesa speciale, folosite n productia de serie mare si masa
Scula
O scula este necesara pentru executarea unei faze de prelucrare a unei suprafete
elementare sau a unor suprafete elementare alaturate. Tipul sculei este determinat
deprocedeul de prelucrare folosit. Materialul sculei se alege n concordant a cu
materialulpiesei, recomandndu-se astfel regimul de aschiere optim. Numarul de scule
necesare n cadrul unei operatii trebuie sa fie compatibil cu posibilitatile masinii-unelte:
- masini-unelte conventionale:
- pe o masina de frezat poate fi montata o singura scula ;
- pe un strung pot fi montate un numar de scule egal cu numarul locasurilor din
port-cutit.
- pe un strung pot fi montate un numa r de scule egal cu numa rul de port-scule
2012-2013
Page 29
Tehnologia fabricarii produselor
disponibile;
- pe un centru de prelucrare numa rul de scule este determinat de capacitatea
magazinului de scule.
d.Stabilirea solutiei de prindere a piesei
Universal(strunjire)
Pentru operatia de strunjire este necesara mentinerea invarianta a 5 grade de
libertate (3 translatii si 2 rotatii), singurul grad liber fiind rotatia dupa axa Z ce coincide cu
rotatia arborelui principal. S-a ales prinderea piesei pe exterior in bacurile universalului,
bacurile fiind in numar de 3.
2012-2013
Page 30
Tehnologia fabricarii produselor
Pentru operatia de strunjire este necesara mentinerea invarianta a 5 grade de
libertate(3 translatii si 2 rotatii), singurul grad liber fiind rotatia dupa axa Z ce coincide cu
rotatia arborelui principal. . S-a ales prinderea piesei pe exterior in bacurile universalului,
bacurile fiind in numar de 3.
Bride
1. Mortezare
Pentru realizarea canalului de pana s-a ales ca si metoda de prindere, prinderea in bride,
astfel suprimandu-se toate grade de libertate (3 translatii si 3 rotatii).
2.Frezare
4
2012-2013
Page 31
Tehnologia fabricarii produselor
5
1,2
Bacuri( danturare)
6
1,2
Pentru realizarea dintiilor s-a ales ca si metoda de prindere, prinderea intre bacuri, astfel
suprimandu-se toate grade de libertate (3 translatii si 3 rotatii).
e. Ordonarea operatiilor proceselor de prelucrare a piesei
Operatiile care compun procesul de prelucrare sunt:
1. Tratament termic(cementare);(6)
2. Strunjire ;(1,3,4,5,6)
3. Frezare; (1,4,5,6)
4. Danturare;(1,6)
5. Mortezare;(1,4,6)
6. Rectificare;
2012-2013
Page 32
Tehnologia fabricarii produselor
Graful asociat procesului de prelucrare este prezentat in figura de mai jos. Sagetile care
pornesc din fiecare nod indica operatiile care pot urma.
Matricea sagetilor(A) contine un numar de linii si coloane egal cu numarul de noduri ale grafului,
respective cu numarul de operatii ale procesului de prelucrare. In matrice se pune cifra 1, daca intre
doua noduri ale grafului exista o sageata orientate respectiv cifra 0 daca nu exista o sageata
orientate.
000001
101111
A=
100111
100001
100101
000000
2012-2013
Page 33
Tehnologia fabricarii produselor
Matricea drumurilor (D) se obtine prin adunarea booleana a liniilor din matricea A.
000001
101111
D=
100111
100001
100101
000000
Pentru a putea stabili drumul critic trebuie indeplinita conditia ca numarul de noduri
ale grafului sa fie:
N=n(n-1)/2=6x5/2=15
n gradul matricei
Drumul critic rezulta in urma triangulizarii matricei D, care consta in ordonarea
liniilor si a coloanelor astfel ca toate cifrele 1 sa fie situate deasupra diagonelei principale 0.
Prin ordonarea descrescatoare a numarului de noduri a liniilor matricei D,liniile
matricei D vor fi:2,3,5,4,1,6.
123456
D=
101111
100111
100101
100001
000001
000000 6
2012-2013
Page 34
Tehnologia fabricarii produselor
Prin ordonarea descrescatoare a numarului de noduri a coloanelor matricei
D.coloanele matricei D vor fi: 2,3,5,4,1,6.
235416
011111
001111
000111
D=
000011
000001
000000
Aceasta ordine a liniilor, respective a coloanelor stabileste drumul critic in graf si indica
ordinea operatiilor procesului de prelucrare:
Operatia 1: strunjire (2);
Operatia 2: frezare (3)
Operatia 3: mortezarea (5);
Operatia 4: danturare (4);
Operatia 5: tratament termic (1);
Operatia 6: rectificare (6);
2012-2013
Page 35
Tehnologia fabricarii produselor
6. Simularea procesului de prelucrare
Stabilirea adaosurilor de prelucrare
Simularea prelucrrii entitilor piesei const n stabilirea adaosurilor de prelucrare
care trebuie ndeprtate la fiecare faz i operaie a unei suprafee, calcularea cotelor
intermediare prelucrate la fiecare faz i dimensionarea semifabricatului, iar n cele din
urm, calcularea cotelor de reglare a mainii-unelte.
Adaosul de prelucrare reprezint stratul de material care trebuie ndeprtat de pe
suprafeele semifabricatului pentru a obine suprafeele piesei, la cotele i toleranele
impuse de desenul de definire al acesteia.
n funcie de procesul elementar de prelucrare al unei suprafee se disting
urmtoarele noiuni:
adaos de prelucrare total este adaosul care se ndeprteaz la toate operaiile i fazele
procesului elementar de prelucrare al unei suprafee, fiind deci diferena dintre cota
semifabricatului i cota piesei,
At = Csf Cps , n cazul suprafeelor exterioare,
At = Cps Csf , n cazul suprafeelor interioare;
adaos de prelucrare intermediar este adaosul care se ndeprteaz la o faz de
prelucrare oarecare a unei suprafee, fiind diferena dintre cotele prelucrate succesiv,
Ai = Ci-1 Ci , n cazul suprafeelor exterioare,
Ai = Ci Ci-1, n cazul suprafeelor interioare.
n funcie de forma suprafeei pe care este dispus adaosul de prelucrare se disting
urmtoarele noiuni:
adaos de prelucrare simetric este adaosul dispus pe suprafee de revoluie sau pe
suprafee plane paralele prelucrate simultan .
2Ai = di-1 di , n cazul suprafeelor de revoluie exterioare
Conform tabelului 5.4 indrumator pentru suprafata 21 : At=2.5 mm; 2At=5 mm.
Conform tabelului 5.4 indrumator pentru suprafata 5 : At=2.5 mm; 2At=5 mm
2012-2013
Page 36
Tehnologia fabricarii produselor
Adaos de prelucrare suprafete exterioare
-
Adaos de prelucrare pentru strunjire longitudinala
Conform tabelului 5.16 pag 62 [2], adaosul de prelucrare pentru strunjirea
longitudinala exterioara la finisare, dupa strunjirea de degrosare este 2Asf=1.3 mm.
Conform tabelului 5.20 pag. 64 [2], adaosul de prelucrare pentru rectificarea
suprafetei cilindrice exterioare 2Ar=0.5 mm pentru suprafata 21, respectiv 2Ar=0.4 mm
pentru suprafata 5.
Adaosul de prelucrare pentru degrosarea suprafetei 21 este 2Ad=2At-2Asf-2Ar=3.2
mm, iar pentru suprafata 5 , 2Ad= 3.3 mm.
-
Adaos de prelucrare pentru strunjire frontala
Conform tabel 7.2.4.2. [1]pentru prelucrarea frontala este: af=0,8 mm.
Frezare dantura
Adeg =
Calculul cotelor de prelucrare intermediare
Cotele
de
prelucrare
intermediare
sunt
cotele
obinute
pe
parcursul
procesuluielementar de prelucrare al unei suprafee, la fiecare faz a operaiilor care se
execut.Aceste cote se nscriu n planele de operaie.
Calculul cotelor de prelucrare intermediare se face ascendent, pornind de lacota
piesei spre cota semifabricatului, innd cont de adaosurile de prelucrareintermediare i de
toleranele cotelor corespunztoare fiecrei faze. Metoda de calculdifer n funcie de
modul de obinere a cotei prelucrate, determinat de metoda dereglare la cot al mainiiunelte.
2012-2013
Page 37
Tehnologia fabricarii produselor
7.Pregatirea operatiilor de prelucrare
a. Stabilirea regimurilor de prelucrare(aschiere)
Se vor calcula adncimea de achiere (t), avansul (a) , viteza de achiere (v) ) i
turaia (n).
Adncimea de achiere: t=af=0,8 mm
Avansul de aschire : S=0,24 mm/rot conform [1], pag.200.
Viteza de achiere se calculeaza dupa urmatoarea formula:
v=Cv k1...k8/Tmm txv syv
Cv=coeficientul care depinde de materialul semifabricatului, de materialul sculei i de
avansul de lucru
Tm= durabilitatea taiului sculei in minute(se considera o scul cu seciunea corpului 20 x 20
mm)
m, xv= coeficienti care depind de materialul semifabricatului si al sculei achietoare
k1=depinde de materialul semifabricatului si al sculei (se consider cazulul prelucrrii unui
oel cu duritatea HB= 180, grupa de oeluri 1)
k2=coeficientul ce ine cont de starea suprafeei semifabricatului (bara fara crust)
k3=depinde de timpul plcuei utilizat
k4=depinde de unghiul de atac principal (45 pentru strunjire frontal si 90 pentru strunjire
longitudinal)
k5= coeficientul ce ine cont de raza la vrf a cuitului
rvf=0,5 mm
k6= coeficientul ce ine cont de tipul fazei de prelucrare(degroare, semifinisare, finisare)
-
Pentru strunjirea frontal se consider semifinisare
Pentru strunjirea tronsoanelor vom avea degrori si finisri
k7= coeficientul ce tine cont de profilul taiuului sculei (muchii drepte=1)
2012-2013
Page 38
Tehnologia fabricarii produselor
k8= coeficientul ce tine cont de utilizarea lichidului de reacire-ungere
Strunjire frontala
Cv=235
T=90
m=0,2
xv=0,15
yv=0,35
k1=1,11
v= 235 1,110,6110,97111,3/900,20,80,15 0,240,35
k2= 0,6
=136
k3= 1
Consideram v=140 m/min
k4= 1
k5= 0,97
n=1000v/d
k6= 1
= 140 1000/77
k7= 1
= 579 rot/min
k8= 1,3
Consideram n=600 rot/min
Degroare 77
Avansul: S=0,08
Adancimea de aschire: : t=af 3,3 mm
Cv=235
T=90
m=0,2
xv=0,15
yv=0,2
k1=1,11
k2= 1
k3= 1
2012-2013
Page 39
Tehnologia fabricarii produselor
k4= 0,86
k5= 0,88
k6= 1,10
k7= 1
k8= 1,3
v= 2351,11111,170,881,1,111,3 / 900,23,30,150,080,2
v=232,274
Consideram v=240
n=1000 v/d
n=1000 240/(77+1,7)
n=971,2rot/min
Consideram n= 1000 rot/min
Finisare77
Avansul: S=0,08
Adancimea de aschire: : t=af= 1,7 mm
Cv=235
T=90
m=0,2
xv=0,15
yv=0,2
k1=1,11
k2= 1
k3= 1
k4= 1,17
2012-2013
Page 40
Tehnologia fabricarii produselor
k5= 0,88
k6= 0,9
k7= 1
k8= 1,3
v= 235 1,1111,17 0,860,911,3/900,21,70,150,080,2
v=191,1
Consideram v=200
n=1000 v/d
n=1000 200/77
n=827,2rot/min
Consideram n= 850 rot/min
Frezare
La frezarea frontal, adncimea de achiere t este lungimea tiului principal aflat n
contact cu piesa de prelucrat, msurat perpendicular pe planul de lucru. La frezarea
cilindric, adncimea de achiere t corespunde limii de achiere.
Lungimea de contact t1, este mrimea liniei de contact dintre tiul sculei ipiesa de
prelucrat, msurat n planul de lucru, perpendicular pe direcia avansului.Valoarea
adncimii de achiere i a lungimii de contact se stabilete nconcordan cu felul frezrii,
respectiv al sculei utilizate, astfel ca adaosul de prelucrareintermediar s fie ndeprtat la o
singur trecere.
Avansul
La faza de degroare se alege avansul pe dinte sz [mm/dinte], iar la faza definisare se
alege avansul pe rotaie s [mm/rot]:
s = sz z [mm/rot],
unde z este numrul de dini ai frezei.
2012-2013
Page 41
Tehnologia fabricarii produselor
Avansurile recomandate la frezarea de degroare, de finisare, avansurile la frezarea
canalelor, crestturilor sau a suprafeelor profilate se dau n tabele.
Viteza de achiere la frezare se calculeaz cu relaia:
v = CvDq k1k2k3/Tmt1xszytuzp [m/min]
unde Cv este un coeficient n funcie de condiiile de frezare;
D diametrul frezei, [mm];
T durabilitatea economic a frezei, *min+;
t1 lungimea de contact, [mm];
sz avansul pe dinte, [mm/dinte];
t adncimea de achiere (limea de achiere la frezarea cilindric), *mm+;
z numrul de dini ai frezei;
q, m, x, y, u, p exponeni;
k1 coeficient care ine seama de materialul prelucrat; pentru oel, alam, siluminiu k1 =
70C1/nr , iar pentru font i bronz k1 = 180C1/HB, unde C1 este dat n tabele, iar
exponentul n are valorile: n = 1 pentru oel cu coninut redus de carbon i r = 3050
daN/mm2, n = 1 pentru oel carbon i oel aliat cu r = 5585 daN/mm2, n = 2 pentru oel
nalt aliat cu r = 90140 daN/mm2;
k2 coeficient care ine seama de materialul tiului frezei,
k3 coeficient care ine seama de unghiul frontal al frezei.
Valorile vitezei de achiere la frezare pot fi alese din tabele.
Frezare 58
Conform 7.3.2.1,pag.209 [1]
Cv=80 pag. 211[1]
D =40
T =180
t1=3
sz =0,14
t =28 [mm];
2012-2013
Page 42
Tehnologia fabricarii produselor
z =6
q=0,25
m=0,2
x=0,15
y=0,4
u=0,1
p=0,1
k1=0,75
k2=0,55
k3=0,96
v = 80400,25 0,750,550,96/1800,230,150,140,4280,160,1
v=26,15
Consideram v=30
n=1000 v/d
=1000 30/38
=251,29
Consideram n=300
Frezare 190
Cv=60 pag. 211[1]
D =40
T =180
t1=3
sz =0,14
t =10 [mm];
z =6
q=0,25
2012-2013
Page 43
Tehnologia fabricarii produselor
m=0,2
x=0,15
y=0,4
u=0,1
p=0,1
k1=0,75
k2=0,55
k3=0,96
v = CvDq k1k2k3/Tmt1xszytuzp
v = 80400,25 0,750,550,96/1800,230,150,140,4100,160,1
v=34
Consideram v=35
n=1000 v/d
=1000 35/190
=58
Consideram n=60
Mortezare canal
La mortezarea suprafeelor plane, adncimea de achiere se stabilete n
concordan cu mrimea adaosului de prelucrare intermediar, la fel ca la prelucrarea prin
rabotare. La mortezarea canalelor, adncimea de achiere corespunde cu limeacanalului.
Avansul
Avansul recomandat pentru mortezarea suprafeelor plane i a canalelor se indic n
tabele.
Viteza de achiere
Viteza de achiere la mortezare se calculeaz cu relaia:
v =Cvkv/TmtxvS yv
Cv=19,2
2012-2013
Page 44
Tehnologia fabricarii produselor
kv=1,20
T=240
m=0,25
t=10
xv=0
yv=0,66
kTV=1
kmv=0,62
ksv=0,8
kxv=1
kev=1,15
kcv=1,25
kv=0,71
S =1 [mm/cursa dubla]
Conform 7.3.5.2,pag.224 [1]
v =19,20,71/2400,251001 0,66
=3,46 [m/min]
Consideram v=4
Danturare
Tabel 7.70 [2]
Avans
s = 1,6 mm/rot
Viteza de aschiere conform tabel 7.72,pag.152 [2]
v =37,5
Coeficient de corectie al vitezei de aschiere
kvm=0,49
T1min=240
KVT=KNT=1,25
Viteza corectata
v= 28,71,consideram v=30
2012-2013
Page 45
Tehnologia fabricarii produselor
Turatia frezei: n=
[rot/min];
Consideram n=50 [rot/min]
Rectificare
Rectificarea cilindric cu piesa fixat se poate realiza:
cu avans longitudinal, la fiecare curs simpl sau dubl a mesei efectundu-se
avans transversal;
cu avans transversal.
La rectificarea cu avans longitudinal, acesta se determin cu relaia:
s1 = B *mm/rot+,
unde este un coeficient n funcie de faza de prelucrare;
B limea discului abraziv, *mm+.
La rectificarea de degroare, pentru diametrul piesei d 20 mm, coeficientul
= 0,5, iar pentru d > 20 mm, coeficientul = 0,630,8.
La rectificarea de finisare, pentru o rugozitate a suprafeei Ra = 1,60,8 m,coeficientul =
0,50,75, iar pentru Ra = 0,80,4 m, coeficientul = 0,250,5.
La rectificarea cu avans longitudinal, avansul transversal st, n mm/curs sau
mm/curs dubl, se alege din tabele.
La rectificarea cu avans transversal se recomand st = 0,00250,075 mm/rotpentru
degroare i st = 0,0010,005 mm/rot pentru finisare.
Viteza periferic a piesei se calculeaz cu relaiile:
vp=0,17d0,3k1k2/T0,5st
k1 k2 [m/min], la rectificarea cu avans transversal,
unde T este durabilitatea discului abraziv, [min],
k1, coeficient n funcie de materialul prelucrat (k1 = 1 pentru oel neclit,k1 = 0,95 pentru
oel clit, k1 = 1,05 pentru font),k2 coeficient n funcie de diametrul discului abraziv (k2
= 0,82 pentruD 400 mm, k2 = 0,91 pentru D 500 mm, k2 = 1 pentru D 600 mm,
k2 = 1,12 pentru D 700 mm).
Viteza de achiere corespunde vitezei periferice a discului abraziv, valorile
recomandate dndu-se n tabele.
Adaosul de prelucrare pentru rectificarea suprafetei cilindrice exterioare
2Ac=0,5 [mm]
Alegerea sculei abrazive:
Diametrul discului abraziv: 20 [mm]
Latimea discului abraziv: 16...20 [mm]
2012-2013
Page 46
Tehnologia fabricarii produselor
Adaosul de prelucrare: Ap=0,5 [mm] tab.5.20,pag.64[2]
Stabilirea durabilitatii economice a discului abraziv: Tec=5 [min] Tabel 7.87pag.160 [2]
Stabilirea adancimii de aschiere si a numarului de treceri:
t=0,003-0,005 [mm/c.d];
t=0,005 [mm/c.d.]
u=Ap/2t=0,5/2x0,005 = 50 treceri.
Stabilirea avansului longitudinal:
St=0,5 B = 0,5 x 20 = 10 [mm/rot];
Stabilirea vitezei de aschiere: v = 50 [m/s] Tabel 7.86,pag.161[2]
Turatia discului abraziv: n = 60000 v/
Din caracteristicile M.U. alegem
= 60 000 x 50 /
=4291,8 [rot/min];
=4300[rot/min];
Viteza reala de aschiere:
Vr=
[m/min];
Operatie
Faza
Avans*
Viteza de aschiere
[m/min]
Turatie
[rot/min]
Strunjire
Frontala
0,24
140
600
0,08
240
1000
0,08
200
850
0,17**
100
150
0,12**
220
314
Frezare
Degrosare
77
Finisare
77
Degrosare
222.5
Finisare
222.5
58
0,14
30
300
190
0,14
35
60
1,6
30
Mortezare
suprafata
Danturare
2012-2013
50
Page 47
Tehnologia fabricarii produselor
Rectificare
222.5
10
50
4300
*Unitatile de masura pentru avans difera astfel:
Strunjire: [mm/rot]
Frezare: [mm/min]
Mortezare: [mm/cursa dubla]
Danturare: [mm.rot]
Rectificare: [mm/rot]
**Avansurile au fost preluate din tab.7.3.1.2. pag.200[1].
Vitezele de aschire au fost preluate din Anexa 1.
Turatiile s-au calculate conform relatiei de calcul.
b.Stabilirea timpului de prelucrare
Timpul de prelucrare al unei piese se compune din:
Tp =Tpi/n+Tu[min],
unde
Tpi este timpul de pregtire-ncheiere al unei operaii de prelucrare, pentru lotul de n
piese lansat n fabricaie, consumat n scopul primirii/predrii i studierii documentaiei de
execuie, primirii/predrii sculelor, dispozitivelor, aparatelor de msur i control, primirii
semifabricatelor i predrii pieselor executate;
Tu este timpul unitar al unei operaii de prelucrare, pe parcursul cruia se execut piesa i
se asigur condiiile tehnice i organizatorice necesare.
Timpul unitar se compune din:
Tu = top + td + tr, [min],unde:
top este timpul operativ, n care sunt executate sau supravegheate lucrrile de
transformare cantitativ i calitativ ale semifabricatului, precum i unele aciuni ajuttoare;
td este timpul de deservire, consumat pentru asigurarea i meninerea n stare de
funcionare a mainilor-unelte, sculelor i dispozitivelor, organizarea, aprovizionarea i
curenia locului de munc;
tr este timpul de ntreruperi reglementate, n care procesul de munc este ntrerupt ca
urmare a unor reglementri impuse de tehnologie sau de activitatea operatorului uman.
Timpul operativ al unei faze de prelucrare se compune din:
2012-2013
Page 48
Tehnologia fabricarii produselor
top = tb + ta, [min],unde
tb este timpul de baz, care reprezint timpul n care au loc transformrile de form,
dimensiune i calitate a suprafeei prelucrate; se calculeaz prin raportul dintre lungimea de
prelucrare n direcia avansului i viteza de avans;
ta este timpul ajuttor, consumat pentru efectuarea micrilor i mnuirilor necesare
executrii sau pentru supravegherea fazei de prelucrare: prinderea i desprinderea
semifabricatului n dispozitiv, comanda mainii, reglarea la cot, controlul cotei prelucrate.
Timpul de deservire a locului de munc se compune din:
td = tdt + tdo, [min],
unde
tdt este timpul de deservire tehnic, exprimat n procente din timpul de baz, fiind
consumat pentru reglarea mainii-unelte, ascuirea sculei, evacuarea achiilor;
tdo este timpul de deservire organizatoric, exprimat n procente din timpul de baz
(operativ), fiind consumat pentru aezarea semifabricatelor i sculelor, curirea i ungerea
mainii-unelte,
Timpul de ntreruperi reglementate se compune din:
tr = ton + tot, [min],
unde
ton este timpul de odihn i necesiti fiziologice ale operatorului uman, exprimat n
procente din timpul operativ;
tot este timpul de opriri tehnologice.
Timpul de baz la strunjire
Se consider o suprafa cilindric exterioar. Timpul de baz se calculeaz cu relaia:
tb =l1+l2+l3i/ns [min],
unde l este lungimea suprafeei prelucrate, *mm+,
l1 lungimea de intrare a cuitului,
l1 = t/tgr + (0, 52) *mm+,
t fiind adncimea de achiere, *mm+,
r unghiul de atac principal,
l2 lungimea de ieire a sculei,
l2 = (05) *mm+,
2012-2013
Page 49
Tehnologia fabricarii produselor
l3 lungimea suprafeei prelucrate pentru achia de prob,
l3 = (010) *mm+,
i numrul de treceri,
n turaia, *rot/min+,
s avansul, [mm/rot].
Timpul de baz la frezare
Timpul de baz se calculeaz cu relaia:
tb = l+l1+l2i/sz z n [min],
unde l este lungimea suprafeei prelucrate, *mm+,
l1 lungimea de intrare a frezei,
l1 = 0,5 (D D2 B2 ) + (0,53) *mm+, la frezare plan cu frez cilindrofrontal, D fiind
diametrul frezei, B limea suprafeei, l1 = t(D t) + (0,53) *mm+, la frezare plan cu frez
,cilindric, D fiind ,diametrul frezei, t adncimea de achiere sau lungimea de contact, l2
lungimea de ieire a frezei, l2 = (16) *mm+, la frezare plan cu frez cilindro-frontal, l2 =
(25) *mm+, la frezare plan cu frez cilindric,
i numrul de treceri,
sz avansul pe dinte [mm/dinte],
z numrul de dini ai frezei,
n turaia, *rot/min+,
sm viteza de avans (avansul pe minut), [mm/min].
Timpul de baz la mortezare
Timpul de baz se calculeaz cu relaia:
tb = b+b1+b2 i/n s[min], unde b este lungimea piesei, n direcia avansului, *mm+,
b1 lungimea de intrare a cuitului, *mm+,
b1 = t/tgr + (0, 52) *mm+,
t fiind adncimea de achiere, *mm+,
r unghiul de atac principal,
b2 lungimea de ieire a cuitului, [mm],
b2 = 25 *mm+,
l limea piesei, *mm+,
l1 limea de intrare, *mm+,
2012-2013
Page 50
Tehnologia fabricarii produselor
l2 limea de ieire, *mm+,
n numrul de curse duble, *cd/min+,
s avansul, [mm/cd],
v1 viteza cursei de lucru (achiere), *m/min+,
m raportul dintre viteza de lucru i cea de ntoarcere n gol, (vg).
Timpul de baz la danturare
Danturarea roilor cilindrice prin rostogolire cu frez-melc-modul
tb =(l+l1) z/snfk unde:
l este lungimea dintelui, [mm],
l1 lungimea de intrare i de ieire a sculei, *mm+,
z numrul de dini ai roii dinate,
s avansul sculei, [mm/rot],
nf turaia sculei, *rot/min+,
k numrul de nceputuri ale frezei-melc-modul.
Rectificare cilindric cu piesa fixat
tb =LAik/slnpst
[min], la rectificare cu avans transversal,
unde L este lungimea piesei, [mm],
sl avansul longitudinal, [mm/rot],
np turaia piesei, *rot/min+,
Ai adaosul de prelucrare intermediar, [mm],
st avansul transversal (de ptrundere), *mm+,
k coeficient de multiplicare pentru destinderea sistemului tehnologic,
k = 1,21,4 la degroare cu avans longitudinal,
k = 1,251,7 la finisare cu avans longitudinal,
k = 1,21,3 la degroare i finisare cu avans transversal.
2012-2013
Page 51
Tehnologia fabricarii produselor
Tabel
2012-2013
Page 52
Tehnologia fabricarii produselor
c. Calculul costului piesei prelucrate
Calculul costului final al prelucrrii piesei
Costul prelucrrii se calculeaz pentru a aprecia eficiena economic aprocesului de
prelucrare conceput:
C = Cs + Ca + C + Cr + Ce + CSD, [u.v.],
unde Cs sunt cheltuielile cu retribuia muncitorului, *u.v.+,
Ca cheltuieli efectuate cu amortizarea utilajului, [u.v.],
C cheltuieli efectuate cu ntreinerea utilajului, *u.v.+,
Cr cheltuieli efectuate cu repararea utilajului, [u.v.],
Ce cheltuieli efectuate cu energia electric de acionare a utilajului, *u.v.+,
CSD cheltuieli efectuate cu sculele i dispozitivele, *u.v.+.
Cheltuielile efectuate cu retribuia muncitorului
Cs = Tp Rt, [u.v.],
unde Tp este timpul de prelucrare, [min],
Rt retribuia tarifar corespunztoare categoriei de complexitate a prelucrrii, [u.v./min].
1)Strunjire
Cs= 31,6118,83
conform tab. pag.277 [1]
=595[u.v.]
2)Frezare
Cs=16,8421,75
=366,27[u.v.]
3)Mortezare
Cs=13,3 20,17
=268[u.v.]
4)Danturare
Cs=4,3326,67
=115[u.v.]
5)Rectificare
Cs=1,118,83
=21[u.v.]
2012-2013
Page 53
Tehnologia fabricarii produselor
6)Tratament termic
Cs=1,116,42
=18
Cheltuieli efectuate cu amortizarea utilajului
Ca =VuATp/41.400ns [u.v.],
unde Vu este valoarea utilajului, [u.v.]
A cota medie anual de amortizare a utilajului, *%+,
Tp timpul de prelucrare, [min],
coeficientul de ncrcare al utilajului, recomandabil 0,85,
ns numrul de piese prelucrate simultan.
1)Strung
Ca=500006,431,61/41.4000,851
=287[u.v.]
2)Freza
Ca=300006,416,84/41.4000,851
Ca= 91[u.v.]
3) Masina de mortezat
Ca=200006,413,3/41.4000,851
= 48[u.v.]
4)Freza de danturare
Ca=250006,44,33/41.4000,851
= 19,6[u.v.]
5)Masina de rectificare
Ca=150006,41,1/41.4000,851
= 3[u.v.]
6)Masina tratament termic
Ca=100004,11,1/41.4000,851
=0,92[u.v.]
2012-2013
Page 54
Tehnologia fabricarii produselor
Cheltuielile efectuate cu ntreinerea utilajului
C = (3 + 0, 065 K3 G)Tp/ns, [u.v.],
unde K este coeficient de complexitate constructiv a utilajului,
G masa utilajului, [kg]
Tp timpul de prelucrare, [min],
ns numrul de piese prelucrate simultan.
1) Strung
C=(3+0,0651,4232495) 31,61
=14773 [u.v.]
2) Freza
C=(3+0,0651,532000) 16,84
=7439 [u.v.]
3) Masina de mortezat
C=(3+0,0650,534350) 13,3=7439 [u.v.]
=509
4)Freza de danturat
C=(3+0,0650,7533700) 4,33
=452 [u.v.]
5)Masina de rectificat
C=(3+0,0650,734200) 1,1
=106[u.v.]
6) Instalatia de tratament termic
C=(3+0,06523150) 1,1
=89[u.v.]
2012-2013
Page 55
Tehnologia fabricarii produselor
Cheltuieli efectuate cu reparaiile utilajului
Cr = 0, 228K
Tp/ns, [u.v.]
unde K este coeficient de complexitate constructiv a utilajului,
G masa utilajului, [kg],
Tp timpul de prelucrare, [min],
ns numrul de piese prelucrate simultan
1)Strung
Cr = 0, 228K
Tp/ns
=0,2281,4213,531,61
=138,1 [u.v.]
2)Freza
Cr = 0, 228K
Tp
=0,2281,512,5916,84
=72,5 [u.v.]
3)Masina de mortezat
Cr = 0, 228K
Tp
=0,2280,516,313,3
=24,7 [u.v.]
4)Freza de danturat
Cr = 0, 228K
4,33
=0,2280,7515,464,33
=11,4 [u.v.]
5) Masina de rectificat
Cr = 0, 228K
1,1
=0,2280,716,11,1
=2,8 [u.v.]
6) Instalatie tratament termic
Cr = 0, 228K
2012-2013
1,1
Page 56
Tehnologia fabricarii produselor
=0,22825,311,1
=2,6 [u.v.]
Cheltuielile efectuate cu energia electric
Ce = (0, 7 + 0, 33) Pm Tp/ns, [u.v.]
unde este raportul dintre puterea de mers n gol i puterea nominal,
Pm puterea nominal a motorului electric, *kW+,
Tp timpul de prelucrare, [min],
ns numrul de piese prelucrate simultan
1) Strung
Ce = (0, 7 + 0, 330,06) 11,2 31,61
=255 [u.v.]
2) Freza
Ce = (0, 7 + 0, 330,07) 5,6 16,84
=68 [u.v.]
3)Masina de mortezat
Ce = (0, 7 + 0, 330,94) 3 13,3
=40 [u.v.]
4) Freza de danturat
Ce = (0, 7 + 0, 330,065) 8,8 4,33
=27 [u.v.]
5) Masina de rectificat
Ce = (0, 7 + 0, 330,07) 5,5 1,1
=4,4 [u.v.]
6) Instalatia de tratament termic
Ce = (0, 7 + 0, 330,094) 2,8 1,1
=2,25 [u.v.]
2012-2013
Page 57
Tehnologia fabricarii produselor
Cheltuielile efectuate cu sculele i dispozitivele
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
unde Ncg este costului mediu al unui minut de exploatare a sculelor fabricate n ar,
[u.v./min],
Ki coeficient, cu valoarea 1 pentru scule fabricate n ar i 5 pentru scule din import,
n numrul de scule cu care se lucreaz simultan,
KTp coeficient de utilizare a timpului de prelucrare, cu valoarea 0,85,
Krd coeficient de cheltuieli cu reparaia i ntreinerea dispozitivelor, cu
valoarea 1,3,
Pd costul dispozitivelor i a sculelor auxiliare, *u.v.+,
Td durata medie de utilizare pentru dispozitive sau scule auxiliare, [min],
Tp timpul de prelucrare, [min]
1) Strung
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
=(6,6510,85+1,31000/0,514500) 31,61
=892 [u.v.]
2) Freza
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
=(17,62510,85+1,3600/0,514500) 16,84
=1262 [u.v.]
3)Mortezare
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
=(20110,85+1,3400/0,514500) 13,3
=227 [u.v.]
4)Danturare
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
=(31,5510,85+1,3500/0,514500) 4,33
=580 [u.v.]
5)Rectificare
CSD = (Ncg Ki n KTp + Krd Pd/0,5Td) Tp, [u.v.]
=(12,8110,85+1,3300/0,514500) 1,1
2012-2013
Page 58
Tehnologia fabricarii produselor
=12,02 [u.v.]
Frezare
Cs
595
366,27
268
115
21
18
Ca
287
21
48
19,6
0,92
Ci
14773
7439
509
452
106
89
Cr
138,1
72,5
24,7
11,4
2,8
2,6
Ce
255
68
40
27
4,4
2,25
CSD
892
1262
227
580
12,02
Cost
16940,1
9220,77
1116,7
1205
149,22
112,77
2012-2013
Mortezare Danturare Rectificare
Tratament
Strunjire
termic
Total
28744,56
Page 59
Tehnologia fabricarii produselor
8.Dosarul de fabricatie
a. Fisa tehnologica de
urmarire a executiei
2012-2013
Page 60
Tehnologia fabricarii produselor
Fisa tehnologica
2012-2013
Page 61
Tehnologia fabricarii produselor
b. Plane de operatii
2012-2013
Page 62
Tehnologia fabricarii produselor
Plan operatii1
2012-2013
Page 63
Tehnologia fabricarii produselor
Plan operatii2
2012-2013
Page 64
Tehnologia fabricarii produselor
Plan operatii3
2012-2013
Page 65
Tehnologia fabricarii produselor
Plan operatii4
2012-2013
Page 66
Tehnologia fabricarii produselor
Plan operatii5
2012-2013
Page 67
Tehnologia fabricarii produselor
Plan operatii6
2012-2013
Page 68
Tehnologia fabricarii produselor
Plan operatii7
2012-2013
Page 69
Tehnologia fabricarii produselor
Plan operatii8
2012-2013
Page 70
Tehnologia fabricarii produselor
9. Bibliografie
1. George Draghici, Conceptia proceselor de prelucrare mecanica,Ed.
Politehnica Timisoara,2005
2.Ioan Micsa, Ioan Pircea s.a., Tehnologia constructiei de masiniIndrumator de proiectare, Institutul Traian Vuia Timisoara, 1988
3. Aurel Vlase, Aurel Sturzu s.a., Regimuri de aschiere, adaosuri de
prelucrare si norme tehnice de timp, Ed. Tehnica Bucuresti, 1983
2012-2013
Page 71
Tehnologia fabricarii produselor
Anexe
Anexa 1
2012-2013
Page 72
S-ar putea să vă placă și
- Proiect TFP2Document77 paginiProiect TFP2Stroie MihaiÎncă nu există evaluări
- Adaosuri de PrelucrareDocument3 paginiAdaosuri de PrelucrareAlex MihailÎncă nu există evaluări
- Proiect Pinion ConicDocument130 paginiProiect Pinion ConicTomescu Madalin0% (1)
- E.T.F. ProiectDocument45 paginiE.T.F. ProiectAndreea GalanÎncă nu există evaluări
- Proiect TFARDocument36 paginiProiect TFARBucerzan MariusÎncă nu există evaluări
- PROIECT PPF Roata Dintata ConicaDocument20 paginiPROIECT PPF Roata Dintata ConicaOlteanu SorinÎncă nu există evaluări
- Proiect Pelucrari Prin AschiereDocument7 paginiProiect Pelucrari Prin Aschierelove kpopÎncă nu există evaluări
- TFAA-Biela - I PistonulDocument17 paginiTFAA-Biela - I PistonulLaurentiu LoronzÎncă nu există evaluări
- Proiect Roata Dintata Cu Dantura InterioaraDocument30 paginiProiect Roata Dintata Cu Dantura InterioaraVasile Bondre0% (1)
- Proict CricDocument31 paginiProict CricIulian FiÎncă nu există evaluări
- Proiectarea Unei BroseDocument11 paginiProiectarea Unei BroseAndra DianaÎncă nu există evaluări
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuÎncă nu există evaluări
- Cric Simplu Cu Surub RotitorDocument15 paginiCric Simplu Cu Surub RotitorAlina AlinaÎncă nu există evaluări
- Flansa 6Document19 paginiFlansa 6Alex DekÎncă nu există evaluări
- Proiect TCMUPSDocument44 paginiProiect TCMUPSCosmin PopescuÎncă nu există evaluări
- Tehnologii Si Sisteme de PrelucrareDocument27 paginiTehnologii Si Sisteme de Prelucrarediana_mc100% (1)
- Organe de Masini-ProiectDocument65 paginiOrgane de Masini-ProiectSandu CristianÎncă nu există evaluări
- Alegerea Materialului PTR PinionDocument2 paginiAlegerea Materialului PTR PinionTudor SerbanÎncă nu există evaluări
- Reglarea Instalatiei de Franare Cu Actionare HidraulicaDocument68 paginiReglarea Instalatiei de Franare Cu Actionare HidraulicaPalincas Alin FelixÎncă nu există evaluări
- Roata de CureaDocument30 paginiRoata de CureaAngelo BaditoniuÎncă nu există evaluări
- Bucsa Ghidare MatritaDocument14 paginiBucsa Ghidare MatritaSimona Dumbravescu100% (1)
- Proiect TFA ArboreDocument33 paginiProiect TFA ArborerusumagÎncă nu există evaluări
- TorsenDocument6 paginiTorsenEduard GheorgheÎncă nu există evaluări
- TF Proiect 1Document58 paginiTF Proiect 1Adrian Stanila0% (1)
- Proiect-Tehnologia Fabricaii Utilajului Petrolier Si Petrochimic - FINALDocument38 paginiProiect-Tehnologia Fabricaii Utilajului Petrolier Si Petrochimic - FINALGeorgiana AlecuÎncă nu există evaluări
- BoltDocument15 paginiBoltCioncu DragosÎncă nu există evaluări
- Tema Stagiu Dacia 2011Document42 paginiTema Stagiu Dacia 2011Cornel Stefan Manole100% (1)
- Proiectarea Unui Dispozitiv de SuduraDocument165 paginiProiectarea Unui Dispozitiv de SuduraCristina CrisÎncă nu există evaluări
- Teza Doctoratt Fanica Cristian 2012 PDFDocument188 paginiTeza Doctoratt Fanica Cristian 2012 PDF- ThePlayer -Încă nu există evaluări
- Proiect Transmisie MecanicaDocument40 paginiProiect Transmisie MecanicaMarius NegrilaÎncă nu există evaluări
- Reductor-Arbore Olteanu A3Document1 paginăReductor-Arbore Olteanu A3Ionică AlexandruÎncă nu există evaluări
- Indrumator PP 2020 WebDocument120 paginiIndrumator PP 2020 WebDianaÎncă nu există evaluări
- Arbore IntermediarDocument44 paginiArbore Intermediarelisabeta100% (1)
- Tema - FRA - Speteanu Roxana-8401a PDFDocument15 paginiTema - FRA - Speteanu Roxana-8401a PDFCosmin CocoÎncă nu există evaluări
- Cap 4 Adaos Prel LaminateDocument15 paginiCap 4 Adaos Prel Laminatetomalexandru17100% (1)
- Normarea TehnicăDocument5 paginiNormarea Tehnicăalterego88Încă nu există evaluări
- Tema Proiect IVFC Engleza (Fabricatie Virtuala) - Ohrenciuc ClaudiuDocument8 paginiTema Proiect IVFC Engleza (Fabricatie Virtuala) - Ohrenciuc ClaudiuClaudiuOhrenciucÎncă nu există evaluări
- Proiect Tehnologia Fabricarii Utilajelor Electromecanice - ArboreDocument34 paginiProiect Tehnologia Fabricarii Utilajelor Electromecanice - Arboregeorgik55Încă nu există evaluări
- Prelucrare CNCDocument30 paginiPrelucrare CNCFlorin Albu100% (2)
- Constructia Generala A Motorului, Mecanismele Biela-Manivela Si de Distributie A GazelorDocument9 paginiConstructia Generala A Motorului, Mecanismele Biela-Manivela Si de Distributie A GazelorVeche AdrianaÎncă nu există evaluări
- ArboreDocument17 paginiArborealyn9oÎncă nu există evaluări
- Arbore PlanetarDocument42 paginiArbore PlanetarOctavianÎncă nu există evaluări
- TEMA de Casa MPDocument11 paginiTEMA de Casa MPLaura Gabriela MarinÎncă nu există evaluări
- PROIECT CapacDocument181 paginiPROIECT CapaccocalaurentiuÎncă nu există evaluări
- 04 Sasiul AutovehiculelorDocument12 pagini04 Sasiul AutovehiculelorDanut SimionescuÎncă nu există evaluări
- Tehnologii de FabricatieDocument16 paginiTehnologii de FabricatieVili SzabyÎncă nu există evaluări
- Portofoliu Roti DintateDocument30 paginiPortofoliu Roti DintateMititelu Dumitru Daniel100% (4)
- Alegerea Materialelor 2Document7 paginiAlegerea Materialelor 2adict26Încă nu există evaluări
- Taierea Si Prelucrarea Cu Jet AbrazivDocument7 paginiTaierea Si Prelucrarea Cu Jet AbrazivFlorin Soare100% (1)
- Proiect Tehnologii de FabricatieDocument35 paginiProiect Tehnologii de FabricatieVladut AstalosÎncă nu există evaluări
- UNIVERSITATEA TRANSILVANIA DIN BRAŞOV Proiect OMDocument29 paginiUNIVERSITATEA TRANSILVANIA DIN BRAŞOV Proiect OMBogdan CherciuÎncă nu există evaluări
- Proiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreDocument21 paginiProiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreRadu GeorgeÎncă nu există evaluări
- Men Tenant A Si Fiabilitate - Reductor Cilindric Intr-O Treapta Cu Dinti DreptiDocument13 paginiMen Tenant A Si Fiabilitate - Reductor Cilindric Intr-O Treapta Cu Dinti DreptiGabriela CociasÎncă nu există evaluări
- Tfcri CapacDocument11 paginiTfcri CapacAndu MihailescuÎncă nu există evaluări
- Proiectarea Unei Roti DintateDocument41 paginiProiectarea Unei Roti DintateRoxana Adriana100% (2)
- TFCRI CarcasaDocument15 paginiTFCRI CarcasaAncaIancuÎncă nu există evaluări
- Proiect TFPDocument21 paginiProiect TFPDaogaru Marius ConstantinÎncă nu există evaluări
- TFCRI BucsaDocument10 paginiTFCRI BucsaAncaIancuÎncă nu există evaluări
- Proiectarea StantelorDocument130 paginiProiectarea StantelorLuminita OprutaÎncă nu există evaluări
- Tehnologia Distilarii Petrolului ProiectDocument60 paginiTehnologia Distilarii Petrolului ProiectFlori RaduÎncă nu există evaluări