Universitatea Vasile Alecsandri din Bacu
Facultatea de Inginerie
Specializarea: MFPI
Cooncepte moderne aplicate in proiectarea
i fabricaia produselor industriale
- 2015 -
�Fundamentarea aplicaiilor i cercetrilor experimentale, considernd
conceptele mecanicii ruperii materialelor polimerice sudate i nesudate
Proiectul i propune n prima faza formarea unor sisteme de management al calitii in
domeniul evalurii aptitudinii a riscului imperfeciunilor identificate prin examinri
nedistructive prin prisma metodelor de mecanica ruperii.
Se va evalua influena dimensiunii imperfeciunilor identificate la examinrile
nedistructive, care va avea capacitatea de a rezolva problemele complexe ale instalaiilor ce
lucreaz in condiii de presiune si temperatura ridicata, pornind de la calculele de proiectare
(conf. codurilor de proiectare), la monitorizarea si evaluarea duratei restante de viata, conform
urmtorilor parametri:
date privind tenacitatea;
caracterizarea defectelor;
tratarea tensiunilor primare i secundare;
alegerea nivelului de evaluare; selectarea coeficienilor de concentrare ai tensiunii;
evaluarea fisurii;
evaluarea tensiunilor reziduale; analiza la sfiere ductil; metode fiabiliste; procedura
de curgere naintea ruperii; evaluarea solicitrii precedente;
calculul duratei restante de viata; etc.
Capitolul 1 cuprinde procedura de evaluare a materialelor polimerice sudate/lipite,
procedur ce are drept scop stabilirea modului de evaluare chimic, structural i mecanic a
materialelor polimerice sudate/lipite. Este prezentat domeniul de aplicare, documentele de
referin, modul de realizarea mbinrii lipite din materiale polimerice, evaluarea calitii
mbinrilor lipite cu materiale polimerice, logigrama examinrilor structurale i logigrama
ncercrilor mecanice.
n capitolul 2 este prezentat Raportul tehnic final. La baza redactrii acestui capitol au
stat rezultatele fazelor 1, 2, 3 i 4 a proiectului.
Procedura de evaluare a fost stabilit prin utilizarea unui sistem expert de evaluare
(Crackwise) achiziionat de la TWI Londra) date privind evaluarea componentelor degradate,
analiza proiectului, evaluarea critica inginereasca conf. nivelelor 1, 2 i 3, identificarea
mecanismelor de degradare i a defectelor; evaluarea riscului de rupere fragila, evaluarea
defectelor de tip fisura, soluii pentru factorii de intensitate ai tensiunii, evaluarea tensiunilor
reziduale, evaluarea caracteristicilor de material si validarea evalurii.
n acest capitol este realizat caracterizarea general a materialelor polimerice, precum
i aspecte legate de deformaia elastic a polimerilor solizi.
�Convenia folosit n fig. 1 arat tensiunile desemnate ca pozitive n direcia normalei
ce iese din suprafa.
Figura 1 Componentele tensiunii
Ca o consecin a acestei defini ii tensiunile ce intr n aceast suprafa, precum
presiunea hidrostatic peste cea a atmosferei nconjurtoare sunt definite ca mrimi negative.
Schapery a introdus integrala J viscoelatic,J, aceasta ia n considerare numeroase
tipuri de comportri vascoelastice,liniare i neliniare. Pentru orice material acestea satisfac
legile constitutive, Schapery artnd acest J definit de condiiile tipului de fisur. Astfel J
este potrivit pentru criteriul de rupere pentru dependen a mare n timp a materialelor.
Multe dintre aplicaiile practice de la mecanica ruperii la polimeri au considerat numai
integrala J convenional, care nu ia n considerare dependena n timp a deformaiilor. Testele
J convenionale pe polimeri pot furniza informaii importante.
Integrala J vsco-elastic poate fi definit de la curba dintre ncrcare-deplasare (figura
2).
Figura 2. Curbele ncrcare descrcare - pseudo deplasarea pentru materialele vsco-elastice
Aplicarea mecanicii ruperii la polimeri prezint probleme adiionale pentru J i J. La
�tensiuni suficient de nalte materialele polimerice cunosc deformaii ireversibile, cum ar fi
curgerea, micro-fisurarea. Aceast comportare neliniar a materialului expune diferena dintre
dependena de timp i deformaia vasc-oelastic.
Ca i rezumat integrala J poate furniza msuri raionale pentru rezistena materialelor
vasco-elastice, dar aplicabilitatea pentru datele lui J la componentele structurale este suspect.
Testul de rezisten la rupere pe polimeri cere ca fisura iniial s fie ascuit.
Prefisurrile in epruvetele plastice poate fi introdus de un numr de metode care includ
oboseala i printr-o cresttur de lam.
Pre-fisurarea la oboseal n polimeri poate fi consumat ntr-un timp mare.
Frecvena de ncrcare trebuie sa fie inut joas pentru a minimiza histereza de cldur, care
poate introduce tensiuni reziduale la fisur.
Mrimile cerute pentru metale au fost ncorporate i pentru standardul pentru plastice.
Motivele pentru mrimile cerute pentru KIC:
-
zona plastic trebuie s fie mic comparat la dimensiunile n plan la asigurarea
prezenei de la zona singularitii elastice de la fisur.
zona plastic trebuie s fie mic la grosimile la asigurarea condiiilor predominante
planului de deformaie.
Pentru ncercarea de mecanica ruperii la polimeri prin modelarea cu element finit am
folosit o epruveta compacta avnd urmtoarele caracteristici:
- limea epruvetei W=35 mm, conform standardului de ncercare la plastice ASTM D
5045-99 se vor afla i celelalte dimensiuni dup cum urmeaz ;
W=2B unde B reprezint grosimea epruvetei, 0,45 <a/W <0,55 unde a reprezint lungimea
fisurii.
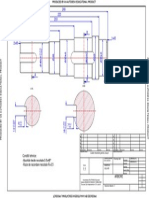
In figura 3 este reprezentat epruveta compact conform standardului ASTM.
Figura 3. Epruveta compact conform standardului ASTM.
n cadrul programului experimental de ncercri mecanice s-au efectuat patru tipuri de
ncercri mecanice i anume:
ncercri la traciune
ncercri la ncovoiere prin oc(metoda KV)
ncercri de duritate (metoda HV0,2)
ncercri de mecanica ruperii (ncercri KIC)
ncercrile de traciune s-au efectuat pe maina de ncercare Zwick -Z 005,
de 5 kN
ncercrile de mecanica ruperii s-au efectuat conform standardului ASTM D
5045 99. Aceste metode de ncercare sunt create pentru a caracteriza tenacitatea materialelor
plastice n condiiile factorului critic de intensitate al tensiunii, Klc, i energia per unitate de arie
a mrimii fisurii sau fora critic de extensie a fisurii, GIC, la ruperea iniial.
Doua tipuri de geometrie de ncercare sunt folosite de aceste metode de test, i anume
epruveta de ncovoiere n trei puncte cu cresttur marginal (single- edge- notch bendingSENB) i epruveta de traciune compact(compact tension-CT).
n capitolul 3 sunt prezentate metode moderne de mbinare a materialelor polimerice.
Materialele termoplastice, de tip: PE, PP, PS, PVC, PA, PMMA, ABS, SAN, etc. pot fi
prelucrate pentru obinerea diferitelor produse i semifabricate, prin urmtoarele procedee:
Injectarea - se aplicabil la formarea pieselor masive sau cave cu perei subiri
printr-un proces ce presupune solidificarea materialului ntr-o cavitate nchis;
Extrudarea - se aplicabil pentru obinerea pieselor de tipul profilelor,
evilor, foliilor prin curgerea dirijat a materialului prin spaii tehnologice
special create n extruder;
Calandrarea - este procedeu de formare continu a plcilor de material
termoplastic prin trecere progresiv printre role de deformare;
Sudarea - grupeaz o serie de operaii ce include nclzirea, presarea i respectiv
mbinarea, pentru a obinerea unor mbinri nedemontabile.
n funcie de tipul mbinrii sudate necesar a fi realizat, sudarea cu element
nclzitor se poate realiza folosind fie cu un element nclzitor cu suprafa plan, utilizat de
exemplu pentru sudarea cap la cap a evilor (figura 5), fie cu unul profilat utilizat pentru
sudarea de tip manon (figura 6 i respectiv derivaie.
�Figura 5. Sudarea cap la cap cu
element nclzitor
Figura 6 Sudarea tip manon cu
element nclzitor
Sudarea cap la cap cu element nclzitor se realizeaz prin nclzirea componentelor de
sudat cu ajutorul elementului nclzitor termostatat pn la atingerea strii fluide (figura 7).
Figura 7. Sudarea cap la cap cu element nclzitor
Sudarea se desfoar n urmtoarele etape principale:
nclzirea componentelor de sudat (figura 7a);
ndeprtarea elementului nclzitor (figura 7 b);
sudarea propriu-zis, consecin a apropierii pieselor de sudat nclzite i a aplicrii
presiunii de sudare (figura 7 c).
Sudarea cap la cap cu element nclzitor se recomand a se realiza pentru evi cu
diametre mai mari de 110 mm.
Sudarea tip manon cu element nclzitor se realizeaz prin nclzirea
componentelor (eav-manon) cu ajutorul elementului nclzitor profilat pn la atingerea
strii fluide.
�Sudarea se realizeaz n trei faze principale: nclzirea fiecrei componente pe profilul
corespunztor ei de pe elementul nclzitor, ndeprtarea elementului
nclzitor i sudarea acestora prin introducerea manonului n interiorul evii.
Realizarea mbinrii sudate tip manon cu element nclzitor se poate face, n funcie de
diametrul componentelor: manual - folosind o trus de sudare (figura 8) pentru componente cu
diametru dn 50mm, respectiv folosind un echipament de sudare (figura 9 pentru componente
cu diametre 63 mm dn 125 mm.
Figura 8 Trus de sudare
Figura 9 Echipament de sudare
Sudarea prin extrudare este procedeul de sudare la care cu ajutorul unui extruder se
furnizeaz materialul termoplastic topit necesar sudrii componentelor, corespunztor grosimii
materialelor i formei rostului (figura 10).
n acelai timp, cu ajutorul unui jet de aer cald sau gaz inert nclzit, se realizeaz
simultan nclzirea materialului de baz.
Figura 10 Echipament de sudare cu material de adaos extrudat
Semifabricatele din materiale termoplastice care se pot suda cu acest procedeu sunt de
tipul plcilor, evilor i membranelor de etanare. Materialele de adaos sunt sub form de
granule sau srme din materiale similare cu materialele de baz.
�Lipirea cu adezivi const n utilizarea adezivilor ce este strns corelat cu evoluia
sintezei de rini, respectiv dezvoltarea firmelor productoare de adezivi (soluii, emulsii,
topituri) pentru domenii de aplicare foarte diferite.
Printre avantajele lipirii cu adezivi a materialelor plastice sunt n general: buna
comportare la oboseal, asigurarea etaneitii, izolarea electric i termic, greutatea sczut,
buna comportare la ageni chimici, posibilitatea mecanizrii i automatizrii operaiilor
tehnologice, aceasta conducnd la desfurarea activitii n condiii curate i fr emisii de
noxe.
Printre dezavantaje pot fi enumerate: temperatur de exploatare limitat (pierderea de
rezisten la temperaturi ridicate) astfel rezistena la temperaturi ridicate, sensibilitate la ap,
flexibilitate limitat la valori obinuite ale vscozitii, necesitatea unei aplicri ngrijite,
numeroasele variante de adezivi i probleme legate de selectare.
n capitolul 4 se prezint evaluarea calitii mbinrilor realizate din materiale
polimerice. Programul experimental de evaluare a calitii mbinrilor realizate din materiale
polimerice turnate a urmrit determinarea caracteristicilor structurale i mecanice ale
mbinrilor realizate din dou materiale polimerice clasa Necuron.
Compoziia chimic a compuilor chimici matriciali ai materialelor polimerice
efectuat n 6 zone diferite cu aparatul INNOVIX SYSTEMS din dotarea ISIM
Timioara. Distribuia compoziiei chimice ale compuilor pe baz de Al, P, Si i Fe din cele
dou materiale polimerice analizate este prezentat n figurile 11 i 12.
Figura 11. Distribuia compoziiei chimice a compuilor chimici la polimerul Necuron 1300
�Figura 12. Distribuia compoziiei chimice a compuilor chimici la polimerul la
Necuron 1050
Analiznd distribuia compoziiilor chimice ale compuilor chimici din matricea
materialelor polimerice analizate se observ c ambele materiale au compui chimici pe baz
de Al, P, Si i Fe ale cror procente nsumate nu depesc valoarea de 35% la Necuron 1300 i
de 45% la Necuron 1050. Polimerul Necuron 1050 cu procentul de pori mediu de 6,40 prezint
o compactitate mai mare fa de polimerul Necuron 1050 ce are procentul de pori mediu de
16,53.
Programul experimental de sudare cu ultrasunete a utilizat un echipament specializat din
dotarea laboratorului cu acionarea forei de sudare perpendicular pe direcia oscilaiilor
ultrasonice, 2500W / 20kHz. S-au efectuat experimentri de sudare cu ultrasunete materiale
polimerice Necuron 1300 cu grosime de 4mm si limea de 8 mm. In figura 13 este prezentata
imaginea macro a mbinrii, avers, figura 13A, si revers, figura 13B. Este de remarcat
desprinderea pieselor si lipsa sudurii.
Figura 13 Repere Necuron, dup ncercarea de sudare cu ultrasunete
Sudurile efectuate cu ultrasunete au evideniat pe suprafeele materialelor polimerice de
tip Necuron poriuni ancorate dar care nu au prezentat aderen i practic nu s-a putut realiza
mbinri sudate corespunztoare.
��La baza realizrii mbinrilor prin lipire cu adeziv a stat folosirea unui adeziv
recomandat pentru lipirea tare a materialelor polimerice ce face parte din clasa rinilor
epoxidice de polimerizare controlat n domenii stricte de temperatur (50 60 C).
Adezivul recomandat este marca K8 i este livrat n cutii metalice cu dou
componente lichide: componenta A, componenta B.
Examinrile macroscopice s-au efectuat pe mbinrile polimerice lipite cu adezivi
epoxidici prelevate din blocurile polimerice supuse procesului de lipire.
Variaia duritii HV0,2 (maxime, minime) pe zonele caracteristice mbinrilor lipite
din Necuron 1300 i Necuron 1050 este prezentat n figurile 14 i 15.
Figura 14. Variaia HV0,2 = f (zone caracteristice) la Necuron 1300
Figura 15. Variaia HV0,2 = f (zone caracteristice) la Necuron 1050
Analiznd variaiile de duritate HV0,2 pe zonele caracteristice ale mbinrilor
polimerice, se observ la ambele materiale (Necuron 1300 i Necuron 1050) o tendin de
cretere a duritii n zonele din dreapta i din stnga lipiturilor (zonele de interfa IF1 i IF2)
atestnd c n lipiturile epoxidice duritatea este mai mic cu circa 35 % la Necuron 1300 i cu
circa 33 % la Necuron 1050 fa de materialele de baz respective.
n figura 16 se prezint variaia rezistenei la traciune pe zonele caracteristice (MB,
LIP mbinare lipit) pentru cele dou materiale polimerice analizate (Necuron 1300 i
Necuron 1050).
�Figura 16. Variaia Rm = f (zone caracteristice) pentru materialele polimerice analizate
Valorile rezistenei la traciune a epruvetelor lipite sunt sczute de max. 12 N/mm 2 la
Necuron 1300 i de max. 41 N/m 2 la Necuron 1050, ele sunt mult sub valorile determinate pe
materialele de baz (MB) de min. 60 N/mm2 respectiv de min. 73 N/mm2 ceea ce atest o
slab rezisten mecanic a mbinrilor lipite cu adeziv. Acest lucru este i n concordan cu
valorile sczute ale duritii HV0,2 determinate n zonele lipite cu adeziv ntre 9 i 10,3
HV0,2 la Necuron 1300 i ntre 9,95 i 14,1 HV0,2 la Necuron 1050.
Variaia rezistenelor la ncovoiere prin oc (acN i acU) funcie de tipul de epruvete
ncercate (cu cresttur i fr cresttur) pentru ambele materiale polimerice analizate este
artat n figura 17.
Figura 17 Variaia rezistenei la ncovoiere prin oc n
funcie de tipul epruvetei
Analiznd variaia rezistenei la ncovoiere prin oc determinat pe epruvete fr
cresttur (acU) se observ ca ambele materiale polimerice analizate (Necuron 1300 i
Necuron 1050) au valori peste valorile impuse de 28,3 KJ/m2 respectiv 27,5 KJ/m2.
�La epruvetele cu cresttura V n zona lipit ct i la cele lipite fr cresttur, valorile
rezistenelor la ncovoiere prin oc (acN i acU) au valori sczute, astfel la materialul Necuron
1300 este de max. 7,5 KJ/m2 , iar la materialul Necuron 1050 nu se depete valoarea de
12,3 KJ/m2, atestnd o tenacitate sczut i predispunerea mbinrilor polimerice lipite la
rupere fragil.
Variaia tenacitii la rupere validate, KIC pe zonele caracteristice (material de baz
MB polimeri, lipitur - LIP) este prezentat n figura 18.
Figura 18. Variaia KIC = f (zone caracteristice)
Rezultatele ncercrilor de mecanica ruperii relev c valorile tenacitii la rupere
(KIC) obinute pentru polimerul Necuron 1300 se ncadreaz
n intervalul (2,79 2,80 MPam1/2),
iar pentru polimerul Necuron 1050 n intervalul (2,20 2,23 MPam 1/2), iar n
mbinrile lipite tenacitatea la rupere KFC are valori maxime de 1,98 MPam 1/2 pentru Necuron
1300 i de 1,45 MPam1/2 pentru Necuron 1050, valori mult mai mici dect cele pentru
oelurile uzuale tenace la care KIC ce se ncadreaz n intervalul 80 100 MPam1/2.
Aceasta nseamn c ambele materiale polimerice i mbinrile lipite cu adeziv au
tendin de rupere fragil n prezena fisurilor.
n capitolul 5 este prezentat evaluarea calitii mbinrilor lipite realizate din diferite
materiale polimerice. Programul experimental de evaluare a calitii mbinrilor lipite
realizate din diferite materiale polimerice turnate a urmrit determinarea caracteristicilor
structurale i mecanice ale mbinrilor eterogene formate din Necuron 1300, Necuron 1020 i
Necuron 1150 lipite cu adezivul K8 specific (Anexa 5) materialele fiind fabricate de firma
Necumer din Germania.
�Examinrile macroscopice s-au efectuat pe mbinrile polimerice lipite cu adeziv
epoxidic i au fost prelevate din blocurile polimerice supuse procesului de lipire specificat
anterior. n figura 19 este prezentat aspectul unei mbinri lipite cu materiale polimerice
eterogene.
Figura 19. Macrostructur din proba M1
Examinrile microscopice au evideniat att structurile zonelor caracteristice
mbinrilor lipite eterogene ct i decelarea epruvetelor imperfeciunii sau defecte
(microfisuri, neptrunderi, etc). Nu s-au decelat microfisuri. n polimerul Necuron 1150 se
observ structuri complexe pe baz de oxizi metalici (Si, Zn) i de oxizi nemetalici (P)
distribuii n masa de baz polimeric i pori cu dimensiunea maxim de 90 m (figura 20).
n polimerul Necuron 1300 apar structuri complexe pe baz de oxizi metalici fini (Al, Si, Fe)
i oxizi nemetalici (P) conform destinai n zona de baz polimeric i pori fini cu
dimensiunea maxim de 30 m (figura 21).
Figura 20. Proba M1, Microstructura,
Figura 21. Proba M, Microstructura
MB1 (Necuron 1150), [100x]
MB2 (Necuron 1300), [100x]
n lipitura probei M1 (LIP1) s-au dezvoltat structuri oxidice pe baz de metale (Al, Si,
Zn, Fe) i pe baz de nemetale (P) pe fondul materialului epoxidic caracteristic adezivului
folosit (figura 22). Se observ pori fini i grobi cu dimensiuni maxime de 170 m.
Figura 22. Proba M1, Microstructura LIP1, [100x]
�ncercarea la ncovoiere prin oc s-a executat la temperaturi de ncercare de 0C i
20C, pe epruvete ce au canalul V plasat pe zona de mbinare (lipitur).
n figura 23 se prezint variaia rezistenei la rupere la +20C la cele trei mbinri
sudate analizate (1, 2, 3).
Figura 23 Variaia acN=f(mbinare)
Variaia rezistenelor la ncovoiere prin oc (la rupere) (aCN) determinat pe epruvete
cu cresttura V ncercate la +20C atest valori ridicate peste limita de 27,5kJ/m 2 la
mbinarea eterogen lipit 1 i valori asemntoare la celelalte dou mbinri lipite (2,3). n
cazul epruvetelor ncercate la 0C, toate valorile lui aCH sunt sub valoarea impus de 27,5 kJ/
m2 atestnd o tenacitate la rupere sczut i predispunerea mbinrilor polimerice lipite la
rupere fragile
n capitolul 6 sunt prezentate aplicaiile industriale ale materialelor polimerice din
clasa Necuron aflate n stare nesudat i/sau lipit.
Spre exemplificare:
fabricarea matrielor de deformare prin ambutisare table de oel (figura 24)
Figura 24 Matri de deformare prin ambutisare i tabla din oel prelucrat.
industria auto la realizarea de componente ale autoturismelor lipite cu adeziv i
machete pentru prototipuri (figura 25).
Zon
lipit
Figura 25. Masca autoturismului marca Audi realizat din
materialul polimeric Necuron 1300 n variant lipit cu adeziv
n industria naval la realizarea de machete i ambarcaiuni de agrement prin lipire
cu adeziv pe lungimi mari (figura 26)
Zon
lipit
Figura 26. Ambarcaiune de agrement construit din componente lipite
cu adeziv
�Concluzii
Procedura de evaluare a materialelor polimerice sudate/lipite se aplic n cadrul
unitilor ce activeaz n domeniul cercetrii, proiectrii realizrii de produse din
materiale polimerice sudate sau lipite din industria chimic, petrochimic, construcii
auto, etc.
ncercrile mecanice executate pe epruvetele prelevate din blocurile turnate realizate
cu cele dou materiale polimerice au pus n eviden valori ale caracteristicilor de
rezisten i tenacitate la nivelul celor impuse (Rm de max. 70 N/m 2 i acU de max.
28,3 kJ/m2).
ncercrile mecanice efectuate pe epruvete prelevate din mbinrile lipite cu adezivul
epoxidic K8 au artat c valorile ncercrilor mecanice de rezisten i de tenacitate
sunt sczute sub cele ale materialului de baz (Rm de max. 42 N/mm 2 i acU de max,
12,3 kJ/m2) atestnd o rezisten mecanic i o tenacitate redus.
Rezistena la ncovoiere prin oc (aCN) determinat pe epruvete cu cresttura V
ncercate la +20C evideniaz valori ridicate (la cele trei tipuri de mbinri eterogene)
peste limita de 27,5 KJ/m2 atestnd a tendin de rupere ductil n zona lipit.
Lucrarea a relevat o serie de elemente noi n preocuprile mondiale la aplicarea
metodelor moderne de examinari si incercari la materiale polimerice aflate atat n stare
turnat ct i n stare sudat (lipit cu adeziv) cu aplicaii din domeniile auto, naval,
construcii, etc.