S-ar putea să vă placă și
- Caiet de PracticaDocument33 paginiCaiet de PracticaMirabela SandaÎncă nu există evaluări
- Produse Lactate AcideDocument25 paginiProduse Lactate AcideGherjev CătălinaÎncă nu există evaluări
- Tehnologia de Obtinere A Laptelui de ConsumDocument15 paginiTehnologia de Obtinere A Laptelui de ConsumFlorentina HelmÎncă nu există evaluări
- Chefir 2Document10 paginiChefir 2Nicoleta Lavinia DumitrascuÎncă nu există evaluări
- Teme Proba Practica 2022 LapteDocument10 paginiTeme Proba Practica 2022 LapteFlory StanciuÎncă nu există evaluări
- Curs 2 - Lapte de ConsumDocument37 paginiCurs 2 - Lapte de ConsumbbbbralÎncă nu există evaluări
- IAURTULDocument5 paginiIAURTULOleg RijacovÎncă nu există evaluări
- Descrierea Schemei Tehnologice - Receptie Calitativa Si CantitativaDocument16 paginiDescrierea Schemei Tehnologice - Receptie Calitativa Si CantitativaAdynutza AdinaÎncă nu există evaluări
- Tehnologia Prelucrării SmântâniiDocument8 paginiTehnologia Prelucrării SmântâniiIoana ArdeanÎncă nu există evaluări
- Cascaval Afumat DaliaDocument26 paginiCascaval Afumat DaliaRaluca FloreaÎncă nu există evaluări
- Curs 3Document13 paginiCurs 3AnaMihaelaManguÎncă nu există evaluări
- Lapte Si Prod. LactateDocument4 paginiLapte Si Prod. LactateTeodora DutuÎncă nu există evaluări
- 3 Lapte Conc, PrafDocument14 pagini3 Lapte Conc, PrafIoana MitrasÎncă nu există evaluări
- Procesul Tehnoligic de Fabricare A IaurtuluiDocument26 paginiProcesul Tehnoligic de Fabricare A IaurtuluiCostinel Pleseanu50% (2)
- Caiet de Practica LapteDocument11 paginiCaiet de Practica LapteAlexandraCÎncă nu există evaluări
- P 2Document24 paginiP 2Roxana BalutaÎncă nu există evaluări
- Curs Despre UtilajeDocument15 paginiCurs Despre UtilajeArlechino AlexÎncă nu există evaluări
- Curs 2 - Receptia Calitativa Si Cantitativa La LapteDocument29 paginiCurs 2 - Receptia Calitativa Si Cantitativa La LapteboruziÎncă nu există evaluări
- Lucrarea Individuala: Caracteristica Proprietatilor Fizico-Chimice Ale Laptelui La Disciplina:tehnologia Produselor Alimentare IDocument6 paginiLucrarea Individuala: Caracteristica Proprietatilor Fizico-Chimice Ale Laptelui La Disciplina:tehnologia Produselor Alimentare ICatalina CiocoiÎncă nu există evaluări
- Procesul Tehnologic Al Prelucrarii Cascavalului DaliaDocument10 paginiProcesul Tehnologic Al Prelucrarii Cascavalului DaliaCristina100% (1)
- Identificarea Punctelor Critice de Control În Tehnologia de Obtinere A SmântâniiDocument13 paginiIdentificarea Punctelor Critice de Control În Tehnologia de Obtinere A Smântâniiflorina.andreea100% (2)
- Utilaje PasteurizareDocument11 paginiUtilaje PasteurizareVasile SîrbuÎncă nu există evaluări
- 6Document73 pagini6Loredana AlexandraÎncă nu există evaluări
- Tehnologia de Fabricare A Produselor Lactate ConcentrateDocument46 paginiTehnologia de Fabricare A Produselor Lactate ConcentrateValery ReuțoiÎncă nu există evaluări
- Studiu Individual CascavalDocument22 paginiStudiu Individual CascavalLungu IonÎncă nu există evaluări
- Receptia Calitativa Si CantitativaDocument4 paginiReceptia Calitativa Si CantitativaAnghel Alina100% (1)
- Managementul Laptelui-ValorificareDocument65 paginiManagementul Laptelui-Valorificareanutzap100% (1)
- Tehnologia de Fabricare A ChefiruluiDocument8 paginiTehnologia de Fabricare A ChefiruluiMihaela ForțuÎncă nu există evaluări
- Proiect Vane Pasteurizare Produse VascoaseDocument26 paginiProiect Vane Pasteurizare Produse VascoaseLarisa CosteaÎncă nu există evaluări
- Branza de BurdufDocument29 paginiBranza de BurdufMihai AndreiÎncă nu există evaluări
- Curs 8 Lapte Con Cent Rat Lapte PrafDocument36 paginiCurs 8 Lapte Con Cent Rat Lapte PrafMonica BotaÎncă nu există evaluări
- Procesul Tehnologic de Obtinere A Cascavalului DALIADocument4 paginiProcesul Tehnologic de Obtinere A Cascavalului DALIARotaru Claudia0% (1)
- Tehnologia de Fabricare A Produselor Lactate ConcentrateDocument48 paginiTehnologia de Fabricare A Produselor Lactate ConcentrateOvidiu NuncaÎncă nu există evaluări
- PasteurizareaDocument14 paginiPasteurizareaSimioana FlorinÎncă nu există evaluări
- Proiect Operatii UnitareDocument28 paginiProiect Operatii UnitareRoxana Alina100% (4)
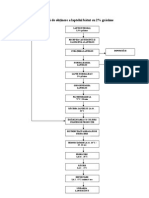
- Schema Tehnologică de Obţinere A Laptelui Bătut Cu 2Document5 paginiSchema Tehnologică de Obţinere A Laptelui Bătut Cu 2IvanÎncă nu există evaluări
- Curs TPPA - Tehnologia Laptelui Si Preparatelor Din LapteDocument24 paginiCurs TPPA - Tehnologia Laptelui Si Preparatelor Din LapteDaniela NicoletaÎncă nu există evaluări
- Proiect LapteDocument27 paginiProiect Laptefighter2793Încă nu există evaluări
- MozzDocument7 paginiMozzIONITA GABRIELÎncă nu există evaluări
- Proiect LapteDocument6 paginiProiect LapteRoxana GosavÎncă nu există evaluări
- Schema Tehnologică de Obţinere A Laptelui Bătut Cu 2Document5 paginiSchema Tehnologică de Obţinere A Laptelui Bătut Cu 2chriss_meÎncă nu există evaluări
- 6.2. Priprietăţi Fizice Ale LapteluiDocument4 pagini6.2. Priprietăţi Fizice Ale LapteluiIuliu DigorÎncă nu există evaluări
- Procesul Tehnologic În Procesarea Laptelui Pentru ConsumDocument7 paginiProcesul Tehnologic În Procesarea Laptelui Pentru ConsumCodruta SandiÎncă nu există evaluări
- Dumitrascu Georgiana - Densitatea LapteluiDocument14 paginiDumitrascu Georgiana - Densitatea LapteluiMaryka MaryÎncă nu există evaluări
- Materiale IaurtDocument11 paginiMateriale IaurtNicole BorcomanÎncă nu există evaluări
- Curs 4 - Smantana de ConsumDocument18 paginiCurs 4 - Smantana de ConsumbbbbralÎncă nu există evaluări
- Tehnologie de Fabricare A CascavaluluiDocument11 paginiTehnologie de Fabricare A Cascavaluluifotea_mihai100% (2)
- Proiectare AndreeaDocument24 paginiProiectare AndreeaNedelcu Andreea100% (1)
- c8 - Tehnologia de Fabricație A BrânzeturilorDocument20 paginic8 - Tehnologia de Fabricație A BrânzeturilorFlorentina HelmÎncă nu există evaluări
- Branza TelemeaDocument6 paginiBranza TelemeaDuprii Ancuta RotunduÎncă nu există evaluări
- Tehnologia BranzeiDocument117 paginiTehnologia Branzeirazeus111100% (1)
- C.P Fizico-Chimice A LapteluiDocument10 paginiC.P Fizico-Chimice A LapteluiCatalina CiocoiÎncă nu există evaluări
- Proiect PMC Branza CamembertDocument20 paginiProiect PMC Branza CamembertAndreeaÎncă nu există evaluări
- Pasteurizarea LapteluiDocument47 paginiPasteurizarea Lapteluiblooom_00Încă nu există evaluări
- Descrierea Etapelor Tehnologice de ObtinereDocument4 paginiDescrierea Etapelor Tehnologice de ObtinereIgor PisicaÎncă nu există evaluări