S-ar putea să vă placă și
- Curs 11Document7 paginiCurs 11Daniel TeofanÎncă nu există evaluări
- Prelucrarea Materialelor Prin Fascicul de Fotoni (Laser)Document10 paginiPrelucrarea Materialelor Prin Fascicul de Fotoni (Laser)Cosmin AronÎncă nu există evaluări
- Electrotehnologii de Prelucrare A Pieselor de Autovehicule PDFDocument43 paginiElectrotehnologii de Prelucrare A Pieselor de Autovehicule PDFPetre RareșÎncă nu există evaluări
- Exemplu de ProiectDocument23 paginiExemplu de ProiectMihaela ChelaruÎncă nu există evaluări
- Oteluri SpecialeDocument58 paginiOteluri Specialelevinta1Încă nu există evaluări
- Curs 1Document78 paginiCurs 1Teodora PastorÎncă nu există evaluări
- Generaitati Scule AschietoareDocument6 paginiGeneraitati Scule AschietoareMihai ArsuÎncă nu există evaluări
- TSTDocument63 paginiTSTGabi Dinescu100% (1)
- Proiect TSP: Student: Andon Alis-GheorgheDocument25 paginiProiect TSP: Student: Andon Alis-GheorgheBogdan DumitrascuÎncă nu există evaluări
- Elena ProiectDocument19 paginiElena ProiectMiroiu CristinaÎncă nu există evaluări
- Procedee de Asamblare Prin Deformare Plastică #1Document9 paginiProcedee de Asamblare Prin Deformare Plastică #1Andrei CatanaÎncă nu există evaluări
- Politehnica Prelucrarea Prin ElectroeroziuneDocument15 paginiPolitehnica Prelucrarea Prin ElectroeroziunebyzybyzyÎncă nu există evaluări
- TFMDocument46 paginiTFMdodo025Încă nu există evaluări
- Sudarea Prin PresiuneDocument19 paginiSudarea Prin PresiuneIonuţIpÎncă nu există evaluări
- Schelet de GhidareDocument128 paginiSchelet de GhidareMona Pisuc100% (1)
- 7 Deformarea VolumicaDocument23 pagini7 Deformarea VolumicaruxuliciphilosÎncă nu există evaluări
- Proc Moderne DebitareDocument24 paginiProc Moderne DebitareSIMONA MAUNAÎncă nu există evaluări
- CURS Tehnologii NeconventionaleDocument79 paginiCURS Tehnologii NeconventionaleDaniel-Liviu UrsÎncă nu există evaluări
- Taierea Termica A Materialelor MetaliceDocument8 paginiTaierea Termica A Materialelor MetaliceToma CosminÎncă nu există evaluări
- NedenumitDocument11 paginiNedenumitadelinaÎncă nu există evaluări
- Proiect Tehnologia Fabricatiei de Masin-UnelteDocument28 paginiProiect Tehnologia Fabricatiei de Masin-UnelteRamiro PetreÎncă nu există evaluări
- Capitolul IIIDocument46 paginiCapitolul IIIRadu Popescu100% (1)
- Curs 4 PDPRDocument5 paginiCurs 4 PDPRToader GabrielÎncă nu există evaluări
- Metode de Determinare A Randamentului La Angrenajele Cu Axe MobileDocument29 paginiMetode de Determinare A Randamentului La Angrenajele Cu Axe MobilePetrescu FlorianÎncă nu există evaluări
- Sudarea SubacvaticaDocument6 paginiSudarea SubacvaticaViorel MikhailÎncă nu există evaluări
- Forţa Totală La TăiereDocument16 paginiForţa Totală La TăiereValentina Șerban100% (1)
- Lectii SolidWorks 1a TablaDocument31 paginiLectii SolidWorks 1a Tablavintiloius100% (1)
- Arbore PlanetarDocument42 paginiArbore PlanetarOctavianÎncă nu există evaluări
- Deformarea Plastică A Materialelor MetaliceDocument39 paginiDeformarea Plastică A Materialelor MetaliceDănuț BolocaÎncă nu există evaluări
- Proiect TM #1Document29 paginiProiect TM #1Martin NicolaeÎncă nu există evaluări
- Electro1Document2 paginiElectro1MuieSamuilaHardauBelcin100% (1)
- Dormer PDFDocument143 paginiDormer PDFAnonymous cgDfsNÎncă nu există evaluări
- Sudarea Sub Strat de FluxDocument27 paginiSudarea Sub Strat de FluxskitmotruÎncă nu există evaluări
- Curs 8Document6 paginiCurs 8Daniel TeofanÎncă nu există evaluări
- Proiect ICPDocument17 paginiProiect ICPTodescu Ghiță100% (2)
- Proces TehnologicDocument9 paginiProces TehnologicConstantin Diavor100% (1)
- Curs 3 - PETDocument11 paginiCurs 3 - PETRobert MihaiÎncă nu există evaluări
- Lucrare de LicientaDocument65 paginiLucrare de LicientaBudean Dorel NicolaeÎncă nu există evaluări
- Tehnologie in Prelucrari La ReceDocument6 paginiTehnologie in Prelucrari La Receoroszegy100% (1)
- New Microsoft Word DocumenDocument2 paginiNew Microsoft Word DocumenClaudiu MunteanuÎncă nu există evaluări
- Prelucrarea Prin Eroziune Electrica DINDocument20 paginiPrelucrarea Prin Eroziune Electrica DINAnne MarieÎncă nu există evaluări
- Tolerante Si Control Dimensional - Laborator - PaterDocument67 paginiTolerante Si Control Dimensional - Laborator - PaterVladulescu MihaiÎncă nu există evaluări
- ProiectDocument42 paginiProiectVladut DinitaÎncă nu există evaluări
- Materiale Avansate Pentru Design de ProdusDocument8 paginiMateriale Avansate Pentru Design de ProdusAlexandra DoneÎncă nu există evaluări
- Analiza Angrenaj Cu Roti DintateDocument15 paginiAnaliza Angrenaj Cu Roti DintateIustin AgapianuÎncă nu există evaluări
- Reductor ArmonicDocument38 paginiReductor ArmonicIftode GabrielÎncă nu există evaluări
- Transmisii Prin CureleDocument17 paginiTransmisii Prin CureleCata CrisÎncă nu există evaluări
- AssemblyDocument1 paginăAssemblyDarlatiÎncă nu există evaluări
- Injectie in Matrita - EliceDocument22 paginiInjectie in Matrita - EliceBeniamin ValimareanuÎncă nu există evaluări
- Raport (Procesul Tehnologic de Prelucrare Al Arborelui Unei Masini Elect Rice)Document8 paginiRaport (Procesul Tehnologic de Prelucrare Al Arborelui Unei Masini Elect Rice)Cristian RobertÎncă nu există evaluări
- Litografia Cu Fascicul de ElectroniDocument12 paginiLitografia Cu Fascicul de ElectroniCălin FlorianÎncă nu există evaluări
- Prezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019Document14 paginiPrezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019ANAÎncă nu există evaluări
- Particularități În Fabricația Unei Matrițe Experimentale.Document27 paginiParticularități În Fabricația Unei Matrițe Experimentale.Ilie_Andreea100% (1)
- Obtinerea Componentelor Auto Prin ElectroeroziuneDocument18 paginiObtinerea Componentelor Auto Prin ElectroeroziuneAlin MihaiÎncă nu există evaluări
- Proiect Lupu Alexandru Bogdan-ElectroeroziuneDocument38 paginiProiect Lupu Alexandru Bogdan-ElectroeroziuneNica Maria-ancutaÎncă nu există evaluări
- Tehnologii de Prelucrare Neconventionale - Prelucrarea Prin ElectroeroziuneDocument24 paginiTehnologii de Prelucrare Neconventionale - Prelucrarea Prin ElectroeroziuneMarius Sabou100% (2)
- Curs STSDocument30 paginiCurs STScocolino020100% (1)
- Lab. 1-2 TNFADocument17 paginiLab. 1-2 TNFAPasc LiviuÎncă nu există evaluări
- Prelucrari Neconventionale PDFDocument12 paginiPrelucrari Neconventionale PDFMitu Leonard-GabrielÎncă nu există evaluări
- Prelucrarea Prin Eroziune Este o Metodă Tehnologică de Finalitate, Bazată Pe DistrugereaDocument19 paginiPrelucrarea Prin Eroziune Este o Metodă Tehnologică de Finalitate, Bazată Pe DistrugereaCringasu ClaudiuÎncă nu există evaluări
- Procedee de Asamblare Prin Deformare Plastică #1Document9 paginiProcedee de Asamblare Prin Deformare Plastică #1Andrei CatanaÎncă nu există evaluări
- RECENZII Examen MasterDocument2 paginiRECENZII Examen MasterAndrei CatanaÎncă nu există evaluări
- #1articol Stiintific 2022Document8 pagini#1articol Stiintific 2022Andrei CatanaÎncă nu există evaluări
- PosterDocument2 paginiPosterAndrei CatanaÎncă nu există evaluări
- Procedee de Asamblare Prin Deformare Plastică #1Document9 paginiProcedee de Asamblare Prin Deformare Plastică #1Andrei CatanaÎncă nu există evaluări
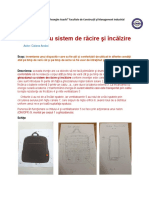
- Ghiozdan Cu Sistem de Răcire Şi ÎncălzireDocument7 paginiGhiozdan Cu Sistem de Răcire Şi ÎncălzireAndrei CatanaÎncă nu există evaluări
- Zonele NaturaleDocument3 paginiZonele NaturaleAndrei CatanaÎncă nu există evaluări
- Chimie - InceputDocument4 paginiChimie - InceputAndrei CatanaÎncă nu există evaluări
- Chimie - Inceput.Document4 paginiChimie - Inceput.Andrei CatanaÎncă nu există evaluări
- Tema Pentru Acasa - L.romDocument3 paginiTema Pentru Acasa - L.romAndrei CatanaÎncă nu există evaluări
- Zonele NaturaleDocument3 paginiZonele NaturaleAndrei CatanaÎncă nu există evaluări
- Personalitatea Lui Mihai ViteazuDocument1 paginăPersonalitatea Lui Mihai ViteazuAndrei Catana100% (1)
- Casa Mare de Ion DruțăDocument3 paginiCasa Mare de Ion DruțăAndrei Catana71% (7)
- Chimie - Inceput2Document4 paginiChimie - Inceput2Andrei CatanaÎncă nu există evaluări
- Chimie - InceputDocument4 paginiChimie - InceputAndrei CatanaÎncă nu există evaluări
- Chimie - InceputDocument4 paginiChimie - InceputAndrei CatanaÎncă nu există evaluări
- Casa Mare de Ion DruțăDocument3 paginiCasa Mare de Ion DruțăAndrei Catana71% (7)
- Microscopia Forței AtomiceDocument3 paginiMicroscopia Forței AtomiceAndrei CatanaÎncă nu există evaluări
- Microscopia Forței AtomiceDocument3 paginiMicroscopia Forței AtomiceAndrei CatanaÎncă nu există evaluări