S-ar putea să vă placă și
- Test Ex MG Productiei V1 2020Document5 paginiTest Ex MG Productiei V1 2020Alexia FulgerÎncă nu există evaluări
- Sistemul Logistic La SC Lactovit SADocument21 paginiSistemul Logistic La SC Lactovit SAMihai Ilascu100% (1)
- Previziunea Pieței ProduselorDocument17 paginiPreviziunea Pieței ProduselorBotezatu AdryanaÎncă nu există evaluări
- Chestionar Băuturi Răcoritoare (Final)Document6 paginiChestionar Băuturi Răcoritoare (Final)Andreea IscÎncă nu există evaluări
- Procese Si Fluxuri FinanciareDocument50 paginiProcese Si Fluxuri FinanciareigorÎncă nu există evaluări
- Practica de LicentaDocument41 paginiPractica de LicentaMisaLera RussuÎncă nu există evaluări
- Analiza Strategica A Organizatiei SC Sergiana Prodimpex SRLDocument18 paginiAnaliza Strategica A Organizatiei SC Sergiana Prodimpex SRLDenisa M. Albu0% (1)
- Proiect Etica CataDocument16 paginiProiect Etica CataAndreea MihaiÎncă nu există evaluări
- Practica BRDDocument25 paginiPractica BRDMarius RaiuÎncă nu există evaluări
- Metode Bazate Pe Costuri PDFDocument16 paginiMetode Bazate Pe Costuri PDFValentin StirbuÎncă nu există evaluări
- Plan de Afaceri Firma InterAgroDocument27 paginiPlan de Afaceri Firma InterAgroAndra AndreeaÎncă nu există evaluări
- Proiect-Etica in AfaceriDocument6 paginiProiect-Etica in AfaceriFaniMiha AntonÎncă nu există evaluări
- Proiect Achizitii PantofiDocument86 paginiProiect Achizitii PantofiOlyvia RamonaÎncă nu există evaluări
- Managementul Afacerii - Teme de StudiuDocument13 paginiManagementul Afacerii - Teme de StudiuRaluca MarinescuÎncă nu există evaluări
- Universitatea Transilvania Din Braşov - Proiect MAIDocument60 paginiUniversitatea Transilvania Din Braşov - Proiect MAIIsza BellaÎncă nu există evaluări
- CapDocument38 paginiCapIulia Elena Filip100% (1)
- FranzelutaDocument17 paginiFranzelutaTatiana BostanÎncă nu există evaluări
- Metoda CABDocument4 paginiMetoda CABofficeintrocarteÎncă nu există evaluări
- Caroli FoodsDocument17 paginiCaroli FoodspheonixdaughterÎncă nu există evaluări
- Stefanescu Diana-Maria, MA, Ramnicu Valcea, Referat La Materia Dezvoltare Durabila Si Protectia MediuluiDocument8 paginiStefanescu Diana-Maria, MA, Ramnicu Valcea, Referat La Materia Dezvoltare Durabila Si Protectia MediuluiDiana-Maria ŞtefănescuÎncă nu există evaluări
- Dispoz Modul 1 (NXPowerLite)Document46 paginiDispoz Modul 1 (NXPowerLite)Mihaela Dana MarinescuÎncă nu există evaluări
- Ramura Industrializării Laptelui În Republica Moldova. Istorie, Prezent Şi PerspectiveDocument8 paginiRamura Industrializării Laptelui În Republica Moldova. Istorie, Prezent Şi PerspectiveRomina SavuleacÎncă nu există evaluări
- Proiect ISPDocument19 paginiProiect ISPAna Maria IvanÎncă nu există evaluări
- Raport de Practica Mihaela SavuDocument30 paginiRaport de Practica Mihaela SavuMihaela CernatÎncă nu există evaluări
- Zern OffDocument34 paginiZern OffVadim Gribinet100% (1)
- Analiza Economico-Financiara Vel PitarDocument19 paginiAnaliza Economico-Financiara Vel PitarStroinac RamonaÎncă nu există evaluări
- Plan de Afaceri - SC Tricotaje Group SRLDocument18 paginiPlan de Afaceri - SC Tricotaje Group SRLNatalia PavelÎncă nu există evaluări
- PEST - Modelul Porter - SWOTDocument47 paginiPEST - Modelul Porter - SWOTGeorge Ilie100% (1)
- Ciocan MihaelaProiect Metode CantitativeDocument17 paginiCiocan MihaelaProiect Metode Cantitativemihaelyta100% (1)
- Curs 10-11Document20 paginiCurs 10-11Cristian PopaÎncă nu există evaluări
- Plan Afaceri IncaltaminteDocument8 paginiPlan Afaceri IncaltaminteDana MtÎncă nu există evaluări
- Organizarea Si Functionarea Firmei Cu Activitate de Comert Exterior Studii de CazDocument144 paginiOrganizarea Si Functionarea Firmei Cu Activitate de Comert Exterior Studii de CazAlex LipoÎncă nu există evaluări
- Proiect MarketingDocument16 paginiProiect Marketinglove kpopÎncă nu există evaluări
- Testarea Ambalajelor de ProdusDocument12 paginiTestarea Ambalajelor de ProdusRazvan IreÎncă nu există evaluări
- Dosar MoldcellDocument22 paginiDosar MoldcellAndrei KnobbÎncă nu există evaluări
- Metode Si Tehnici de Cercetare A PieteiDocument12 paginiMetode Si Tehnici de Cercetare A PieteiAntonio MiloradÎncă nu există evaluări
- Business Plan ModelDocument23 paginiBusiness Plan ModelLiliana VrabieÎncă nu există evaluări
- Sistemul Logistic Al Unei Intreprinderi Agroalimentare - Titan SADocument17 paginiSistemul Logistic Al Unei Intreprinderi Agroalimentare - Titan SARuxÎncă nu există evaluări
- Profilul Achizitorului ModernDocument4 paginiProfilul Achizitorului ModernAlina LunguÎncă nu există evaluări
- Riscul NaturalDocument6 paginiRiscul NaturalAnna HristianÎncă nu există evaluări
- Analiza Swot DianaDocument5 paginiAnaliza Swot DianaRuru RoxÎncă nu există evaluări
- Cercetare de Marketing Pentru Televizorul LGDocument4 paginiCercetare de Marketing Pentru Televizorul LGKvl AdyyÎncă nu există evaluări
- Lucrare Individuala Drancor MSDocument31 paginiLucrare Individuala Drancor MSGicu UrsuÎncă nu există evaluări
- Tema 2 Procesul de Productie. Structura de Productie 3Document38 paginiTema 2 Procesul de Productie. Structura de Productie 3BAr203Încă nu există evaluări
- Analiza Pestle AppleDocument2 paginiAnaliza Pestle Applecocialu sebastianÎncă nu există evaluări
- Resurse Umane 1Document20 paginiResurse Umane 1Loredana MihaelaÎncă nu există evaluări
- Gușilă Ion Studiul Individual La Merceologia Marfurilor de Origine AnimalieraDocument8 paginiGușilă Ion Studiul Individual La Merceologia Marfurilor de Origine AnimalieraBusiness AdministrareÎncă nu există evaluări
- Marketing - Studiul Pietei Produselor de CiocolataDocument17 paginiMarketing - Studiul Pietei Produselor de CiocolataMony MonykÎncă nu există evaluări
- Ivan - Ana-Maria - S.C. Mopan Suceava S.A.Document36 paginiIvan - Ana-Maria - S.C. Mopan Suceava S.A.geoo35Încă nu există evaluări
- Info PambacDocument17 paginiInfo PambacAnonymous BCgJiQq3Încă nu există evaluări
- Modalitati de Evaluare A Riscului Operational in Bancile ComercialeDocument10 paginiModalitati de Evaluare A Riscului Operational in Bancile ComercialeCatalina BogosÎncă nu există evaluări
- Proiect Modernizare Managementul ProiectelorDocument22 paginiProiect Modernizare Managementul ProiectelorKarina ConstantinescuÎncă nu există evaluări
- Inovare TehnologicaDocument16 paginiInovare TehnologicaIoanaApetroaeiÎncă nu există evaluări
- Masurarea MunciiDocument8 paginiMasurarea Munciicplm91Încă nu există evaluări
- Visan Georgiana 1541 Proiect TERDocument15 paginiVisan Georgiana 1541 Proiect TERDenisa DenyyÎncă nu există evaluări
- Proiect PDPSDocument13 paginiProiect PDPSDimaÎncă nu există evaluări
- Anexa TezăDocument110 paginiAnexa TezăOlea FeodorovnaÎncă nu există evaluări
- Proiect Marketing Murfatlar PDFDocument14 paginiProiect Marketing Murfatlar PDFBetea DariusÎncă nu există evaluări
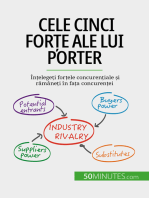
- Cele cinci forțe ale lui Porter: Înțelegeți forțele concurențiale și rămâneți în fața concurențeiDe la EverandCele cinci forțe ale lui Porter: Înțelegeți forțele concurențiale și rămâneți în fața concurențeiÎncă nu există evaluări
- Politici ManagerialeDocument8 paginiPolitici ManagerialeOnakaÎncă nu există evaluări