Documente Academic
Documente Profesional
Documente Cultură
6 Etansari
Încărcat de
georgehentTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
6 Etansari
Încărcat de
georgehentDrepturi de autor:
Formate disponibile
6.
ETANSARI
6.1 Generalitati
Etansarile
sunt organe de masini care realizeaza izolarea ct mai ermetica a unui
spatiu continnd un mediu sub presiune, separarea a doua spatii care contin medii aflate sub
presiune si, uneori, cu temperaturi diferite sau realizeaza protectia etansa a unor spatii
continnd diverse lichide, mpotriva pierderii acestora sau a patrunderii unor corpuri straine.
Cu termenul de etansare este denumit si procedeul de izolare a doua spatii.
Etansarile sunt prezente n toate domeniile vietii, de aceea a aparut o foarte mare
diversitate de tipuri de etansari. Toate trebuie sa indeplineasca anumite cerinte comune si, de
aici, rezulta ca ele trebuie sa aiba anumite proprietati.
6.1.1 Proprietatile etansarilor
n functie de tipul de aplicatie, etansarile trebuie sa aiba anumite proprietati care, de
multe ori sunt complementare, alteori fiind contradictorii.
Etanseitatea este principala proprietate necesara pentru evitarea:
- pierderilor din mediul etansat (pierderi care implica de multe ori modificari de
presiune si temperatura);
- amestecului de medii diferite;
- patrunderii corpurilor straine, n vederea reducerii uzurii.
n general, pierderea etansarii duce la pierderi accentuate ale fluidului etansat si/sau
patrunderea impuritatilor n mediul etansat. Rezultatele acestui fenomen sunt scurgeri de
fluid, distrugerea etansarii, uzura accentuata, toate acestea cu influente negative asupra
functionarii instalatiei si a mediului ambiant.
Rezistenta mecanica este o proprietate importanta att n timpul functionarii ct si la
montaj si demontaj.
Fiabilitatea este proprietatea de a functiona un timp dat n limita parametrilor stabiliti
si n conditii precise de utilizare. Fiabilitatea etansarii trebuie corelata cu importanta
instalalatiei n care aceasta functioneaza. Astfel, siguranta n functionare trebuie sa fie
maxima, daca instalatia este valoroasa sau daca oprirea si/sau deteriorarea ei pot duce la
pagube mari materiale sau umane.
Durabilitatea etansarii trebuie apreciata n raport cu solicitarile (mecanice, chimice,
termice) induse de mediul etansat sau din conditiile de exploatare. Durabilitatea etansarii mai
trebuie evaluata si n functie de capacitatea ei de a suporta demontari repetate.
Pierderile de putere pot apare datorita pierderilor de fluid prin etansare (pentru unele
tipuri de etansari acestea fiind normale) si datorita frecarilor din etansare.
Accesibilitatea este foarte importanta pentru montare si demontare.
Eficienta economica se apreciaza att prin pretul etansarii, ct si prin cheltuielile de
ntretinere care duc la reducerea costului total de exploatare.
Compatibilitatea cu mediile etansate asigura evitarea atacarii termo-chimice a
materialelor pieselor etansarii de catre mediile izolate.
Dispozitivele de etansare sunt denumite generic "etansari", termen folosit si n lucrarea de fata.
Organe de masini. Transmisii mecanice
170
Conductibilitatea termica trebuie luata n calcul n functie de tipul instalatiei, al
etansarii si al modul sau de functionare. n unele aplicatii este dorita o buna conductibilitate,
n timp ce alte instalatii impun o izolare termica ridicata.
Rezistenta si nepermeabilitatea la gaze sunt doua proprietati importante ale etansarilor
folosite la instalatiile cu gaze.
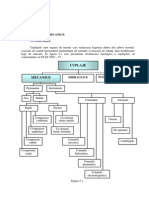
6.1.2 Clasificarea etansarilor
Clasificarea etansarilor poate fi facuta dupa diferite criterii.
n figura 6.1 este prezentata o clasificare a etansarilor.
Figura 6.1
Din punct de vedere al miscarii dintre pieselor, exista etansari pentru miscari de rotatie
si etansari pentru miscari de translatie.
Dupa forma suprafetelor piselor active, deosebim etansari plane, etansari cilindrice,
etansari conice, etansari sferice.
Dupa pozitia suprafetelor pieselor care partcipa la etansare, exista etansari radiale si
etansari axiale.
6.1.3 Alegerea etansarilor
Alegerea tipului constructiv de etansare este un proces complex, dificil. Principalul
factor care influenteaza alegerea este caracterul miscarii relative a pieselor ansamblului.
Trebuie considerate proprietatile generale ale etansarilor, enumerate anterior, dar si cele
specifice instalatei pe care ele functioneaza.
n cazul etansarilor organelor de masini cu miscare relativa este foarte importanta
limitarea sau eliminarea completa a scurgerilor mediului etansat prin jocurile pieselor aflate n
miscare relativa. Tot la aceste etansari apare problema micsorarii frecarii si a urmarilor
acesteia (caldura, putere pierduta).
Etansarile fara contact nu ridica problema frecarii, eficienta lor nu depinde
semnificativ de variatia temperaturii si a vitezei, scurgerile fiind limitate, dar, n anumite
cazuri, acestea nu sunt neglijabile.
Cu forta de
etansare interioara
De protectie
Cu forta de
etansare exterioara
Cu contact direct
Fixe
Cu garnitura Cu contact
Mobile
Fara contact
ETANSARI
Etansari
171
Conditiile de functionare ale instalatiei si cunoasterea lor influenteaza alegerea tipului
de etansare. Anumiti parametri pot fi cunoscuti cu precizie: sarcina, viteza, caracteristicile
mediului etansat.
Alti parametri pot fi calculati: deformatiile pieselor, jocurile dintre piese. Acesti
parametri pot sa varieze n timpul functionarii.
n figura 6.2 este prezentata o diagrama [3] pentru alegerea orientativa a tipului de
etansare.
Figura 6.2
2000 1500 5000 3000 10000 7000 15000
n, rot/min
200
100
150
50
25
30
20
15
10
v = 5 m/s 7
1000
0
15
20
25
30
35
40
50
60
70
80
100
200
500
400
300
800
600
d, mm
Organe de masini. Transmisii mecanice
172
Unii parametri sunt greu de determinat: de exemplu, o multitudine de probleme sunt
legate de determinarea exacta a temperaturii n zona de contact, modul sau de generare si
eficacitatea disiparii termice, conditiile de ungere etc.
O serie de parametri sunt necunoscuti n momentul alegerii etansarii. De exemplu,
viteza limita admisibila (care este un parametru de alegere al tipului de etansare) depinde de
presiunea activa a mediului etansat, de temperatura locala, de calitatea si microgeometria
reala a suprafetelor de contact, acestea din urma determinnd, n final, cantitatea de lubrifiant
care ajunge efectiv la etansare.
La alegerea tipului de etansare trebuie considerate si influentele altor factori: tipul
lubrifiantului, gradul de impuritate admisibil pentru buna functionare a sistemului, limitarile
de gabarit si temperatura, spatiul destinat etansarii.
Tabelul 6.1 prezinta cteva indicatii generale pentru alegerea tipului de etansare.
Tabelul 6.1
Caracteristica
functionala
Domeniul de
functionare
Tipul de etansare recomandat
Nelimitata Labirint, etansare axiala
< 14 Etansare cu segmenti, presetupa cu inele metalice
< 23 Interstitiu, presetupa cu garnitura moale
Viteza
[m/s]
< 1 Inele manseta, inele profilate
Nelimitata Labirint
< 12001400 Segmenti, presetupa cu inele metalice, etansare axiala
Medie Segmenti, presetupa cu inele de azbest
Temperatura
[C]
< 40 Segmenti, presetupa cu garnitura moale
< 500600 Inele manseta, etansare axiala
< 2040 Segmenti, presetupa metalica, inele manseta
320 Labirint, segmenti, presetupa metalica, inele manseta
0,53 Labirint, segmenti, presetupa moale, inele manseta
Presiunea
[MPa]
0,30,5 Labirint, segmenti, presetupa metalica, inele manseta
Perfecta Inele manseta, etansari fixe
Satisfacatoare Presetupa cu garnitura moale, segmenti, etansare axiala
Etansarea
Slaba Labirint
Redusa Labirint, etansare cu interstitiu
Moderata Segmenti, presetupa cu inele metalice, etansare axiala
Uzura
Ridicata Inele manseta, presetupa cu garnitura moale
6.2 Materiale pentru etansari
Materialele folosite pentru etansari trebuie sa prezinte proprietati multiple, adesea
contradictorii, fapt care ngreuneaza alegerea lor. Astfel, materialele de etansare trebuie sa fie
deformabile, sa aiba rezistenta la comprimare si, n stare presata, sa prezinte o permeabilitate
redusa fata de mediul etansat cu care trebuie sa fie compatibile. Materialele pentru etansarile
mobile trebuie sa aiba frecare de alunecare redusa si rezistenta ridicata la uzura.
Pielea este, cronologic, primul material folosit la etansari. n general, pielea se
foloseste n stare tabacita si/sau impregnata. Pielea este un material moale, cu rezistenta
ridicata (n stare tabacita), cu flexibilitate si duritate ridicate si cu rezistenta la abraziune. Alte
avantaje ale pielii sunt: etansare buna fata de lichide, coeficient de frecare redus, frecare buna
cu suprafetele rugoase, absoarbe si retine bine lubrifiantii.
Principalul dezavantaj este porozitatea, n special fata de gaze, combatuta prin
impregnare cu ceara, rasini, emulsii acrilice, parafina, poliesteri etc.
Etansari
173
Psla este un material textil obtinut din fire de lna netesute sau tricotate. Psla are o
capacitate mare de absorbtie a lichidelor, un coeficient de frecare redus si o elasicitate care se
conserva timp ndelungat.
Hrtia si cartonul sunt materiale ieftine, folosite la etansarile fixe. Au o buna
impregnabilitate utila la etansarile pentru gaze, dar au dezavantajul distrugerii la demontare.
Pluta se foloseste la etansari fixe. Garniturile se executa din placi obtinute din 70 %
pluta granulata amestecata cu 30 % liant. Pluta este practic impermeabila fata de lichide la
presiune joasa, dar, n stare uscata, este permeabila fata de gaze. Pluta are un coeficient de
frecare mare, conductivitate termica redusa si se farmiteaza la folosire repetata. Nu rezista la
acizi si baze si oxideaza aliajele de Al, Mg si, uneori, otelurile inoxidabile.
Fibrele textile sunt cnepa, bumbacul, iuta, inul; acestea se folosesc n special sub
forma de garnituri moi si ca insertii pentru garnituri manseta de cauciuc.
Azbestul se foloseste la garnituri moi, are rezistenta termica ridicata, dar este folosit
putin n ultima vreme, datorita efectelor nocive.
Clingheritul se obtine din fibre de azbest cu un liant de cauciuc. El reuneste
avantajele, dar si dezavantajele ambelor materiale din care este obtinut.
Elastomerii sunt principalele materiale folosite pentru garnituri omogene sau cu
insertie, dar si pentru impregnarea altor materiale de etansare. Elastomerii se obtin prin o
tehnologie specifica: prepararea amestecurilor, obtinerea semifabricatelor prin calandrare,
extrudare si/sau depunere n bai de solutii de amestecuri de cauciuc urmate, n final, de
vulcanizare.
Cauciucul natural cauciucul etilen-propilen si cauciucul butilic nu sunt rezistenti la
uleiuri. Elastomerii rezistenti la uleiuri sunt: cauciucul nitrilic, cauciucul poliacrilic, cauciucul
fluorocarbonic, cauciucul siliconic, cauciucul uretanic, cauciucul cloroprenic, cauciucul
polisulfidic etc.
Plastomerii sunt materiale sintetice termoplastice. Se pot durifica superficial, au
coeficient de frecare redus, necesita o usoara ungere la presiuni mici. Principalii plastomeri
folositi sunt poliamidele, polimerii cu flor si policlorura de vinil.
Poliamidele (relon, perlon, capron, ultramid, duretan etc.) sunt produse sub forma de
fire sau granule. Ele sunt foarte higroscopice, ceea ce duce la modificari dimensionale care se
pot combate prin fierbere n ulei mineral. Dupa cum reiese din tabelul 6.2, poliamidele au un
coeficient de frecare redus.
Tabelul 6.2
Coeficientul de frecare
Tipul ungerii
Static Cinematic
Frecare uscata 0,30,4 0,150,3
Ungere cu ulei 0,10,08 0,08
Ungere cu apa 0,23 0,19
Poliamida cu 5 % grafit coloidal 0,070,15 0,060,1
Poliamida bloc se poate prelucra prin aschiere.
Polimerii cu fluor, cei mai folositi pentru etansari sunt: politetrafluoretilena (PTFE,
teflon) si politrifluorcloretilena (hostaflon). Aceste materiale au rezistenta chimica foarte
buna, nu sunt higroscopice, au coeficient de frecare redus, au duritate mare, elastcitate redusa
si se deformeaza sub sarcina n timp. La temperaturi mai mari de 350 C, unele tipuri degaja
vapori otravitori. Teflon este folosit la presetupe, mansete, garnituri plane, segmenti, garnituri
pentru ventile. Tabelul 6.3 prezinta comportarea la frecare a teflonului.
Organe de masini. Transmisii mecanice
174
Tabelul 6.3
Cuplul de materiale Coeficientul de frecare
Teflon/teflon 0,090,19
Teflon/otel fara ungere 0,070,11
Teflon/teflon cu ungere cu ulei 0,040,07
Teflon/otel cu ungere cu ulei 0,020,06
Coeficientul de frecare al teflonului scade cu cresterea sarcinii si creste odata cu
cresterea vitezei.
Policlorura de vinil este un termoplast obtinut prin plastifiere cu esteri. Este rezistenta
la acizi, hidrocarburi si uleiuri. Are bune proprietati mecanice, are o buna rezistenta la uzura
si este usor sudabila. Policlorura de vinil are un coeficient de frecare redus, dar mai mare
dect teflonul, nsa este mai ieftina dect acesta.
Metalele moi sunt utilizate ca materiale de etansare sub forma de garnituri si inele de
alunecare sau pent ru nvelirea garniturilor din materiale elastoplastice. Cel mai des folosite
metale sunt: plumbul, aluminiul, cuprul, bronzul, alama, otelul, monelul (6365 % Ni aliat cu
2830 % Cu), fonta cenusie, argint, aur, platina.
6.3 Etansari fixe cu contact
Etansarile fixe cu contact se utilizeaza n aplicatiile n care piesele nu au miscare
relativa. Existan doua mari categorii de astfel de etansari: etansari cu contact direct (fara
garnitura) si etansari cu garnitura.
6.3.1 Etansari cu contact direct
Etansarea fara element intermediar este o solutie des ntlnita n constructia de masini.
Ea se realizeza prin presarea (uneori pna n domeniul plastic) reciproca a doua suprafete
apartinnd piselor de etansare. Printre avantaje se pot mentiona: etansare buna concomitent cu
centrarea pieselor, simplitate constructiva, montare si demontare usoare, nu exista pericolul
distrugerii bruste a garniturii. Dezavantajele sunt: forte mari de montaj, executie pretentioasa
a suprafetelor de contact si, n unele cazuri, etansarea se distruge la demontare.
Etansarea se realizeaza prin ntrepatrunderea si deformarea (elastica sau plastica) a
vrfurilor asperitatilor suprafetelor de contact. Teoretic, conditia de etanseitate este ca
grosimea interstitiului ramas ntre cele doua suprafete sa ndeplineasca conditia [1]:
a 3 h (6.1)
unde a este diametrul moleculei de fluid. De exemplu pentru apa mm 10 88 , 2 a
7
, deci:
mm 10 h
6
(6.2)
Nu toate lichidele sunt aderente la suprafetele metalice. Se cunoaste ca proprietatile de
udare cresc cu micsorarea tensiunii superficiale. Forta produsa de pelicula ntinsa a
meniscului se poate calcula cu formula:
c
c s
r
A s 2
F
(6.3)
Etansari
175
unde
s
este tensiunea superficiala, A
c
este aria sectiunii capilare si r
c
este raza capilarei.
Pentru apa la 18C se admit: mm / N 10 3 , 7 s ; mm 10 5 r
3 5
c
, valori cu care se poate
calcula presiunea limita de etansare:
MPa 92 , 2
r
s 2
A
F
p
c
s
c
(6.4)
n cazul aderentei fluidului la suprafetele metalice, presiunea limita creste. Pna la o
anumita presiune limita, etansarea se poate realiza fara garnitura, dar trebuie ca cele doua
suprafete sa aiba un contact ct mai bun. Aceasta conditie se ndeplineste daca se aplica o
presiune ridicata si daca se realizeaza suprafete ct mai fine obtinute prin rectificare fina,
lepuire, honuire etc. Rugozitatea trebuie sa fie n domeniul R
a
= 0,050,5 m.
Suprafetele de etansare pot fi plane (fig. 6.3.a) sau conice (fig. 6.3.b) [2].
Figura 6.3
Forta de apasare se realizeaza din exterior si depinde de presiunea care trebuie
realizata. Presiunea de etansare necesara este:
( )
b
05 , 0
p c p p
0 e
+
(6.5)
unde p
e
presiunea de etansare; p
0
presiunea initiala (de exemplu p
0
este 3 MPa pentru apa
si 5 MPa pentru abur), c = 1,21,5 coeficient de suprapresiune, b suprafata de etansare
calculata ca n fig. 6.3.
Pentru ventile se foloseste o formula similara:
( )
b
01 , 0
p c p p
0 e
+
(6.6)
n care valorile p
0
, c si ale presiunii de etansare admisibile p
e a
sunt date n tabelul 6.4 [2].
d
2
d
1
b
F
d
1
d
2
b
Suprafata
de etansare f sin 2
d d
b
2 1
2
d d
b
2 1
a) b)
p
Organe de masini. Transmisii mecanice
176
Tabelul 6.4
Materialul p
0
[MPa] c p
e a
[MPa]
Cauciuc moale 0,3 0,4 2
Cauciuc dur, piele, material plastic 0,5 0,5 4 8
Bronz cu Sn, alama cu Sn sau Mn, fonta 3 1 30 100
Otel, aliaje dure 3,5 1 150 250
Forta de apasare F se calculeaza cu:
( )
2
d d
p b p F
2 1
e
+
(6.7)
n figura 6.4 sunt prezentate cteva variante constructive de etansari pe suprafete
conice.
Figura 6.4
6.3.2 Etansari cu garnitura
6.3.2.1 Etansari cu garnituri plate
Etansarea cu garnitura este, probabil, cel mai des ntlnit tip de etansare. Avantajele
sunt deosebite: suprafete de contact plane cu rugozitate obisnuita, montare si demontare
usoare, garniturile deteriorate se nlocuiesc rapid.
Dupa forma geometrica, garniturile inelare (figura 6.5.b,c,d,e,f) sau speciale (figura
6.5.a).
Dupa modul de montare, exista garnituri montate liber (figura 6.5.a si 6.5.b)sau n
canale speciale (figura 6.5.c,d,e,f).
Dupa proprietatile materialelor, deosebim garnituri elastice si garnituri plastice.
Forta critica de presare trebuie determinata din conditia de functionare fara scapari
(etansare totala), dar fara depasirea limitelor de solicitare admise pentru materialul garniturii.
Pentru garniturile din materiale dure, forta critica de presare [1]:
g 0 m 0 a
k k d p F
(6.8)
unde b d d
m
+ este diametrul mediu (figura 6.5), k
0
este coeficientul strngerii intiale
(k
0
= 0,8b la etansarea lichidelor si k
0
= b la etansarea gazelor si a aburului), k
g
este rezistenta
la deformare cu valori n tabelul 6.5.
Etansari
177
Figura 6.5
Pentru garniturile din materiale moi se recurge la valori obtinute experimental pentru
produsul k
0
k
g
, deoarece ar fi neeconomic daca s-ar dimensiona suruburile si flansele pe baza
presiunii critice. Se foloseste formula (6.8), cu valorile din tabelul 6.5.
Tabelul 6.5
Materiale dure K
g
Materiale moi k
0
k
g
Aluminiu moale 10 Carton impregnat 2b
Cupru 20 Cauciuc 0,1b
Otel laminat cu
r
> 370 MPa 35 Teflon 2b
OL 37 40 Clingherit 1,5b
13CrMo44 45
Otel austenitic 50
Pentru un calcul exact, se poate folosi sursa bibliografica [1].
6.3.2.2 Etansari cu garnituri profilate
Garniturile profilate sunt executate din materiale moi sau dure.
Garniturile din materiale dure, datorita rezistentei la deformare ridicate, se executa sub
forma profilata. n functionare, contactul liniar initial se transforma n contact pe suprafata.
De asemenea, pentru o mai buna etansare, garniturile se executa cu doua sau mai multe linii
de contact. n figura 6.6 sunt prezentate mai multe tipuri de profiluri folosite la aceste
garnituri.
h
b
d
h
b
d
h
b
d
h
b
d
h
b
d
h
b
d
a)
f) e)
c)
b)
d)
Organe de masini. Transmisii mecanice
178
Figura 6.6
Figura 6.7
Etansari
179
Dupa tipul de deformatie al garniturii n functionare, deosebim garnituri elastice si
garnituri plastice. n general, garniturile din prima categorie au o singura linie de contact.
Garniturile profilate din materiale moi sunt realizate, n general, sub forma de snururi
profilate de forme foarte diferite.
Snururile profilate se obtin prin presare si extrudare, din material nevulcanizat, la
lungimi finite si apoi, vulcanizate. Uneori snururile se mbina la capete.
Exista o foarte mare diversitate de forme, unele fiind prezentate n figura 6.7 [1].
Profilurile deschise folosesc la etansari de usi, capace, ferestre si functioneza la
presiuni reduse sau n absenta presiunii.
Garniturile cu forme complicate se insereaza cu snururi de completare.
Forta de presare necesara se obtine la montare, prin deformarea elastica a garniturii.
Locasurile pentru garnituri trebuie sa asigure o deformare de 1025% a acestora, valorile mici
corespunznd garniturilor de dimensiuni mari.
6.3.3 Etansarile mbinarilor de conducte
La mbinarile sistemelor hidraulice sunt utilizate o mare varietate de mbinari. La
alegerea acestor etansari trebuie sa se tina cont, acolo unde este cazul, de presiunea mare din
conducte. Acesta presiune genereza o forta care tinde sa smulga conducta din sistemul de
etansare. Tipurile de etansari de conducte sunt: etansari cu mufe din corp, etansari cu filet,
etansari cu flanse.
Etansarile de conducte cu mufe din corp au un mod de functionare asemanator
presetupelor; elementul de etansare (elastic sau rigid) este presat la montare de alte doua piese
pentru realizarea etansarii. De obicei, una din piese este conducta.
Etansarile cu filet sunt cele mai sigure etansari de conducte. Acestea sunt de mai multe
feluri: etansari cu fitinguri filetate, etansari filetate pentru instalatii pneumatice, hidraulice sau
hidrostatice, etansari de tuburi flexibile.
Etansarile cu fitinguri folosesc filetul conic. Montajul se face prin filetarea capatului
de teava direct ntr-o piesa filetata interior.
Etansarile pentru instalatii folosesc fitinguri conice. n figura 6.8 este prezentata o
etansare pentru instalatii hidraulice. Mufa 1 este filetata la un cap n corpul instalatiei. La
celalalt cap, mufa se fileteaza n piulita 3 care, prin suprafata conica a fitingului 2, strnge
conducta 4 pe capul conic al mufei 1.
Figura 6.8
Trebuie observat ca etansarile filetate pentru instalatii hidrostatice functioneaza la cele
mai mari presiuni (30 MPa sau chiar mai mari). De aceea acestea trebuie alese astfel nct sa
reziste fortelor mari.
4
s
L L
1
2 3 1
d
D
n
Organe de masini. Transmisii mecanice
180
Etansarile de conducte flexibile sunt specifice instalatiilor hidrostatice. Ele folosesc
furtunuri cu insertie speciale pentru presiuni mari.
Pentru asamblarea rapida a conductelor de foraj cu presiuni de 2035 MPa si
temperaturi de pna la 100C se folosesc asamblari specifice, cunoscute sub numele de
racorduri olandeze.
6.3.4 Etansari prin inele O
Etansarile cu inele O se folosesc n instalatiile hidraulice si pneumatice.
Avantajele acestor etansari sunt: simplitatea constructiva, volumul redus al etansarii,
montarea, demontarea si ntretinerea usoare, functionare sigura, etansare n ambele sensuri,
executie pentru o mare gama de dimensiuni, pret redus.
Principalul dezavantaj este dat de faptul ca nu se poate realiza o etansare completa. n
acest caz trebuie evaluate pierderile admisibile de fluid.
n figura 6.9 este prezentat schematic modul de etansare a inelului O. Inelul este
montat n locas cu o strngere initiala (figura 6.9.a), care genereaza presiunea de strngere p
a
.
La aparitia fluidului sub presiune (figura 6.9.b), inelul se deformeaza elastic pna la
patrunderea n interstitiu. Totodata, inelul se opune deformarii, astfel ca la cresterea presiunii
fluidului, inelul realizeaza o presiune mai mare asupra suprafetelor pieselor de etansare.
Figura 6.9 Figura 6.10
Pentru etansarea gazelor, la miscari de translatie, inelul O este ales cu un diametru
exterior mai mare dect alezajul (figura 6.10.a) si cu joc la fundul locasului, realiznd astfel
presiunea de strngere la montaj p
a
. La aparitia gazului sub presiune (figura 6.10.b), inelul se
deformeaza, realiznd etansarea.
n figura 6.11 sunt prezentate trei tipuri de montaj ale inelelor O: tip alezaj
(figura 6.11.a), tip arbore (figura 6.11.b), pe colt (figura 6.11c).
Figura 6.11
Inelele O si locasurile pentru inele O sunt standardizate n functie de tipul de montaj,
diametrul de montaj si presiunea fluidului care trebuie etansat.
p
a
a)
p
b)
p
a
a)
p
b)
b)
d
d
c)
d
a)
Etansari
181
Capacitatea de etansare a inelelor O este influentata de urmatoarele:
marimea interstitiului trebuie sa fie ct mai mica, pentru a compensa tendinta de
extrudare a inelului;
duritatea inelului trebuie marita, odata cu cresterea presiunii;
inelul nu trebuie deteriorat la montare, cel mai mic defect putnd duce la pierderea
etansarii;
locasul inelului trebuie marit, daca se prevede o umflare a inelului n contact cu
fluidul etansat;
sistemul de prindere al capacului nu trebuie sa permita refularea inelului, datorita
elasticitatii suruburilor de prindere; n acest sens montajul de colt (figura 6.11.c) nu
este recomandabil.
Daca se considera un montaj cu inele O, de tip frontal, n conditii de functionare
(fluidul are presiunea p), forta totala de etansare este [2]:
t e f
F F F 2 , 1 F + + (6.9)
unde F
f
este forta data de presiunea fluidului, F
e
este forta de etansare si F
t
este forta
suplimentara data de efectele termice, daca temperatura este mai mare de 300C.
Fortele componente sunt date de relatiile:
2
D p p
F
2
m
f
(6.10)
p m b D p Fe
ef m
(6.11)
unde b
ef
= 0,5b (figura 6.12) si coeficientul m = 0,751,25 [2], cu observatia ca pentru gaze
se adopta o valoare dubla.
Figura 6.12
Forta determinata de dilatarile termice este:
e e
ef
s s
et
t
A E
b
A E
L
a L t ?
F
(6.12)
unde t
et
este diferenta de temperatura ntre zona inelului O si suruburile de strngere, n C;
L este lungimea de lucru a suruburilor, n m; este coeficientul de dilatare termica pentru
materialul suruburilor (pentru otel = 1,210
-5
C
-1
); E
s
si E
e
sunt modulele de elasticitate ale
suruburilor si inelului O, respectiv, n Pa; A
s
si A
e
sunt ariile sectiunii suruburilor, respectiv
inelului O, n m
2
.
b
ef
p
p
ef
b
d
D
m
Organe de masini. Transmisii mecanice
182
La montaj:
F s b D p F
s ef m m
(6.13)
unde
s
=2,8 MPa [2].
n practica industriala sunt folosite si alte mijloace de etansare fixa.
Sudarea este utilizata ca mijloc de mbinare etansata a unor elemente de instalatii care
functioneaza sub presiune si temperaturi ridicate. Pintre avantaje sunt etansarea perfecta si
stabilitatea termica. Principalele dezavantaje sunt dificultatea controlului calitatii sudurii si
dificultatea prelucrarii pieselor ce urmeaza a fi sudate.
Asamblarea prin ajustaj cu strngere este realizata fie prin ncalzirea piesei
cuprinzatoare, fie prin racirea celei cuprinse. Avantajul principal este simplitatea constructiva.
Dezavantajele sunt: instalatii suplimentare de ncalzire sau racire, etansarea nu mai
functioneaza dupa demontare.
Etansarile mandrinate reprezinta asamblari nedemontabile a unei tevi prin presarea si
largirea ei n alezajul unei piese masive.
Etansari cu garnituri cu efect de pana sunt folosite n special n instalatii pentru
presiuni ridicate.
6.4 Etansari mobile cu contact
Etansarile mobile cu contact sunt folosite atunci cnd ntre elementele etansarii exista
miscare relativa de rotatie si/sau de translatie.
n principiu, etansarile mobile cu contact folosesc o garnitura presata pe piesa mobila.
Pentru micsorarea frecarii si a uzurii dintre garnitura si piesa mobila, este obligatoriu ca ntre
ele sa existe lubrifiant. Aceasta va da nastere unui film hidrodinamic care reduce foarte mult
frecarea si elimina practic uzarea.
Dezavantajul acestui fenomen este legat de aparitia unor pierderi de lubrifiant care
sunt acceptabile pna la un anumit nivel.
Dupa modul n care functioneaza, etansarile mobile cu contact se mpart n: etansari cu
forta de etansare interioara, etansari cu forta de etansare exterioara si etansari de protectie.
6.4.1 Etansari cu forta de etansare interioara
Aceste etansari realizeza nchiderea interstitiului dintre piese prin deformarea elastica
sau plastica a unei garnituri. Garniturile se executa din materiale moi, din materiale mixte sau
din materiale rigide.
Etansarea este realizata prin actiunea unei forte exterioare care actioneaza ntr-un
anasamblu denumita etansare cu presetupa sau etansare cu presgarnitura.
Garniturile din materiale moi se realizeaza din cnepa, bumbac, in, azbest, psla, piele,
cauciuc. Ele se prezinta sub forma de snur de sectiune patrata, dreptunghiulara sau rotunda,
obtinut prin rasucirea sau mpletirea fibrelor sau din tesaturi mpaturite.
Garniturile mixte sunt obtinute din material moale cu insertie metalica sub forma de
srma, lamele, inele sau folii nfasurate.
n figura 6.13 sunt prezentate doua tipuri de etansari cu presetupa. n figura 6.13.a
etansarea este realizata cu o singura garnitura, n figura 6.13.b etansarea realizndu-se cu mai
multe garnituri profilate.
Etansarea se realizeaza prin comprimarea garniturii din exterior, la strngerea
suruburilor. Forta de compresiune necesara nu se poate determina dect experimental.
Pentru proiectarea acestei etansari se pot folosi elementele geometrice indicate n
figura 6.14.
Etansari
183
Figura 6.13
Figura 6.14
Forta de strngere a garniturii F
s
si forta de frecare F
f
se calculeaza cu [2]:
( )
4
p d d p
F
s
2 2
0
s
(6.14)
2
p h d
F
s
f
(6.15)
unde p
s
= p, iar coeficientul are valori date n tabelul 6.6. Cu p s-a notat presiunea de
lucru al mediului care urmeaza a fi etansat.
Tabelul 6.6
p [MPa] 0,6 1 1,6 2,5 4 6,4 10
3 2,6 2,2 2 1,5 1,3 1,2
h
d
0
d
s
( )
( )
( )
. m 8 , 0 d 005 , 0 j
; d 5 , 2 5 , 1 s
; mm 30 3 s
; s 8 6 h ; d h
; d 5 3 d d
; 60 40 a
max
max
max 0
0
+
K
K
K
K
K
a) b)
Organe de masini. Transmisii mecanice
184
Pentru etansarile tijelor de robinete exista diferite norme straine care stabilesc
grosimea garniturii.
n figura 6.15 este prezentata tipizarea garniturilor n functie de diametrul tijei dupa
standardul DIN 3780. Valorile grosimii garniturii sunt date n tabelul 6.7, iar numarul
garniturilor, z, se poate alege din tabelul 6.8.
Figura 6.15
Tabelul 6.7
d 44,5 57 811 1218 2026 2836 3850 5375 80120 125125
s 2,5 3 4 5 6 8 10 12,5 16 20
Tabelul 6.8
p [MPa] <0,6 616 1632 3250 5064 64100 >100
z 4 5 6 7 8 10 12
6.4.2 Etansari cu forta de etansare exterioara
Aceste etansari folosesc pentru etansare o forta de etansare exterioara.
Daca forta exterioara este data de presiunea fluidului, principalele tipuri sunt etansari
cu garnituri manseta, cu inele profilate si prin membrane.
Principalele etansarile cu forta exterioara de alta natura sunt: etansari cu segmenti
metalici si etansari frontale.
6.4.2.1 Etansari prin garnituri manseta
Garniturile manseta realizeaza etansarea datorita fortei provenite de la fluidul etansat,
dar si datorita unei prestrngeri realizate la montaj. Acest proces se numeste autoetansare.
Din punct de vedere al procesului de etansare, elementul caracteristic al mansetelor
este buza de etansare. La miscarea de translatie a elementului mobil ntr- un mediu cu
presiune, buza de etansare are un dublu rol: de razuire a fluidului si de creare a unui
interstitiu convergent ntre ea si elementul mobil. Acest interstitiu, plin cu fluid, creaza efectul
hidrodinamic necesar functionarii corecte a etansarii.
La miscarea n sens invers are loc un fenomen similar, dar cu o grosime mai mica a
filmului fluid, diferenta celor doua grosimi dnd n final pierderile de fluid.
Buza de etansare, plasata la interior trebuie sa aiba diametrul mai mic sau, respectiv,
mai mare dect al elementului mobil. Buza de etansare trebuie executata cu precizie ridicata,
trebuie sa fie neteda si sa fie lucioasa.
d
s
D
Etansari
185
De asemenea, suprafata piesei mobile trebuie sa aiba abateri geometrice reduse si
rugozitati mici:
4 , 0 R
a
.
n practica exista mai multe tipuri de mansete.
Figura 6.16 Figura 6.17
n figura 6.16 sunt prezentate garnituri manseta cu profil V, pentru presiune redusa
(figura 6.16.a) si pentru presiune ridicata (figura 6.16.b). Mansetele de acest tip se folosesc n
baterii de minimum trei, asamblate cu inel de presare si inel de reazem.
n figura 6.17 sunt prezentate garnituri manseta cu profil U, pentru presiune ridicata
(figura 6.17.a) si pentru presiune redusa (figura 6.17.b).
Figura 6.18 Figura 6.19
Garniturile manseta cu profil LI (pentru arbori) sunt rotunjite (figura 6.18.a) sau cu
muchie (figura 6.18.b).
Garniturile cu profil LE (figura 6.19) pentru alezaje sunt executate similar.
Eficienta etansarii este influentata de frecarea pe suprafetele de etansare care depinde
la rndul ei de numerosi factori.
Se apreciaza [2] ca frecarea statica este de 36 ori mai mare dect frecarea cinematica
si ca coeficientul de frecare depinde sensibil de presiunea fluidului etansat ( = 0,10,3
pentru p = 4 MPa si = 0,01 pentru p = 20 MPa).
Durabilitatea, n ore, a garniturilor cu manseta din materiale moi se apreciaza cu:
n
p
k
T
3
,
_
(6.16)
unde k este un coeficient al profilului garniturii (pentru profilul U, k = 28010
6
), p este
presiunea fluidului n MPa, n este numarul de curse duble pe minut.
a) b) a) b)
d
d
d
d
a) b) a) b)
Organe de masini. Transmisii mecanice
186
6.4.2.2 Etansari cu inele profilate
Etansarile cu inele profilate au avantajul eliminarii pericolului de extrudare n
interstitiu la presiuni mari. De aceea ele sunt folosite n locul inelelor O la etansarile mobile.
Figura 6.20
Exista multe tipuri n functie de forma sectiunii: inele patrate sau dreptunghiulare
(figura 6.20.a) care rezista cel mai bine la extrudare dar au frecarea cea mai mare, inelele delta
sau triunghiulare (figura 6.20.b) sau alte forme (figura 6.20.c- f) care evita extrudarea dar au si
frecarea redusa.
Inelul cu patru lobi (quadring) acopera integral domeniul de folosire al inelelor O, evta
extrudarea si are frecarea redusa (figura 6.20.c,e).
Cu toate aceste avantaje, inelele profilate nu sunt folosite pe scara foarte mare
deoarece au un pret ridicat datorita tehnologiei pretentioase de fabricatie.
6.4.2.3 Etansari prin membrane si burdufuri
Membranele (diafragmele) sunt garnituri de etansare elastice care separa etans doua
medii diferite si care si modifica volumul n timpul functionarii. Presiunea fluidului se aplica
fie pe o parte a memranei, fie, alternativ, pe ambele parti.
Miscarea axiala a membranei, generata de presiune, se transmite unui piston sau unei
tije.
Exista si alte aplicatii, la care miscarea preluata pe cale mecanica este transmisa, prin
intermediul membranei, unui fluid sub forma de presiune sau serveste la pomparea fluidului.
Membranele se folosesc la aparate de masura, aparate hidraulice si pneumatice,
amortizoare, acumulatoare, pompe cu membrana etc.
Membranele se executa din diferite tipuri de cauciuc cu duritatea 4380ShA cu
insertii din fire textile (bumbac) sau sintetice (relon) pentru marirea rezistentei.
Dupa constructie, se pot deosebi:
membrane plane, realizate din material elasic (figura 6.21);
membrane ondulate (figura 6.22);
membrane profilate (n forma de oala), avnd sectiune de forma tronconica.
Forma constructiva a membranei este impusa de posibilitatea miscarii axiale. Astfel, la
o membrana plana nu sunt admise miscari axiale mai mari de 5% din diametrul liber al
acesteia. Membranele profilate permit curse mai mari.
a) b)
c) d) e) f)
Etansari
187
Figura 6.21 Figura 6.22
Membranele se executa cu diametre variind de la 10 mm pna la 1000 mm.
6.4.2.4 Etansari cu segmenti metalici
Segmentii metalici asigura etansarea ntre piston si cilindru la
motoare termice, precum si la alte masini care functioneaza cu alte medii:
apa, vapori, ulei, aer, gaze etc.
n timpul functionarii, segmentul exercita o presiune pe suprafata
cilindrului. Aceasta presiune poate fi realizata prin elasticitatea proprie a
segmentului, datorita unui alt element elastic sau chiar prin actiunea
fluidului sub presiune. Exista deci, segmenti cu arcuire proprie, segmenti
cu arcuire suplimentara si segmenti cu arcuire exterioara.
Dupa constructie, segmentii pot fi simpli sau combinati din mai
multe bucati.
Segmentii ndeplinesc si rolul de repartitie a lubrifiantului n
cilindru, de reglare a debitului de lubrifiant. Din acest punct de vedere se
deosebesc segmenti de compresiune si segmenti de ungere.
Dupa forma fantei se deosebesc segmenti cu fanta simpla dreapta
(figura 6.23.a) sau oblica (figura 6.23.b,c), cu acoperire dreapta (figura
6.23.d), cu acoperire oarecare (figura 6.23.e,f,g), cu eclisa (figura 6.23.h).
Datorita inaccesibilitatii n timpul functionarii, segmentii nu pot fi
supravegheati n mod direct.
Etansarile cu segmenti nu asigura o etanseitate perfecta; debitul de pierderi trebuie
redus pna la o valoare limita care, nsa, trebuie sa asigure ungerea corespunzatoare.
Segmentii se executa din fonta cenusie (Fc 200, Fc 250) uneori fonta cu adaos de
siliciu. La instalatii pneumatice se folosesc segmentii din bronz.
Calculul segmentilor presupune verificarea de rezistenta att la montaj ct si n timpul
functionarii.
d
D
h
s
a)
h
s
b)
h
s
c)
h
s
d)
h
s
e)
d
D
h
s
a)
h
s
b)
h
s
c)
h
s
d)
a)
b)
c)
d)
e)
f)
g)
h
Figura 6.23
Organe de masini. Transmisii mecanice
188
La montare, n segment apare un efort maxim dat de [1]:
2
2
D
e
E s (6.17)
unde E este modulul de elasticitate (Young), n MPa, e este grosimea segmentului (figura
6.24), n mm si D este diametrul alezajului cindrului, n mm.
De aici rezulta grosimea necesara a segmentului:
E
s
D e (6.18)
Pentru un segment de grosime constanta, montat n locas si presat pe cilindru,
presiunea medie ntr-o sectiune (figura 6.24) este.
2
f
sin D 3
s e
p
2 2
2
(6.19)
Figura 6.24 Figura 6.25
Pentru p f si 1
2
f
sin
2
si admitnd acelasi efort unitar ca la montaj (6.17.)
E 3
s
p
2
(6.20)
Segmentul ideal ar trebui sa aiba presare constanta n fiecare punct de contact cu
suprafata cilindrului.
Se recomanda ca presiunea pe cilindru sa fie [1] de 0,01-0,12 MPa, valorile mici fiind
adoptate pentru viteze mari.
Pentru segmentul din figura 6.25, R este raza circumferintei fibrei neutre, iar R+R
este raza exterioara.
Se considera zona AB ca un solid ncastrat n B, momentul ncovoietor fiind:
2
a
sin R h p 2 M
2 2
(6.21)
e
A
M
O
h
R+R
A
R
O
B
Etansari
189
Stiind ca momentul de inertie I este:
12
e b
I
3
si ca
(6.22)
I E
M
R
R ?
R ? R
1
R
1
2
+
(6.23)
Obtinem grosimea segmentului:
3
2
4
2
a
sin
R ? E
R p 24
e
(6.24)
n mod evident, grosimea maxima a segmentului este.
3
4
max
R ? E
R p 24
e
(6.25)
Corespunzator, se obtine consecutiv:
2
2 2
e
2
a
sin R p 12
s
(6.26)
2
max
2
max
e
R p 12
s
si n final
(6.27)
2
2
e E
R p 24
R
R ?
(6.28)
n literatura de specialitate se indica 08 , 0 03 , 0
R
R ?
K si
20
1
30
1
R
e
L .
Deschiderea inelului a poate fi calculata cu:
E e
R p p 36
a
2
4
(6.29)
Forta de frecare totala este data de.
( ) p 84 , 0 s z h D p F
m f
+ (6.30)
unde z este numarul de segmenti si
m
este presiunea medie exercitata de segment pe cilindru
la montaj.
6.4.2.5 Etansari frontale
Etansarile frontale sunt etansari cu contact care au rolul de a nchide spatiile de iesire a
organelor de masini aflate n miscare de rotatie, spatii n care se afla fluide sub presiune.
Dispozitivele de etansare sunt folosite n toate domeniile tehnicii si, de aceea, nomenclatorul
acestora este foarte larg, iar cerintele si conditiile de exploatare sunt variate.
Organe de masini. Transmisii mecanice
190
Conditiile cerute unei etansari frontale eficiente sunt: mentinerea presiunii la valoarea
prescrisa, fara pierderi de fluid; rezistenta mecanica, chimica si la uzare, precum si stabilitate
termica ridicata; ntretinere usoara; fiabilitate n functionare.
Etansarile frontale se folosesc n industria autovehiculelor, chimica, extractiva,
petroliera, a frigului, energetica, transporturi etc. Ele se folosesc la etansarea fluidelor
agresive chimic, curate sau cu particule abrazive. Presiunile de lucru pot varia ntre vidul
naintat si 100 bar, temperaturile ntre 200C si 1000C, la viteze relative de pna la 100 m/s.
Figura 6.26
Avantajele etansarilor frontale sunt: fiabilitate ridicata n exploatare; pierderi (prin
scurgeri) reduse sau nule; nu produc uzarea arborelui; constructie simpla, ntretinere usoara.
Dezavantajele etansarilor frontale sunt: pret ridicat; precizie de executie ridicata;
materiale relativ scumpe.
Constructiv, o etansare axiala frontala are componentele specificate n figura 6.26 (1 si
2 inele de etansare; 3 etansare fixa cu inel; 4 carcasa; 5 arbore; SE suprafata de
etansare). La acestea, n functie de destinatie, pot fi adaugate elemente de protectie, de
compensare, de baraj etc.
Etansarile frontale pot fi cu racire sau fara racire.
Din punct de vedere constructiv etansarile frontale pot fi simple, duble sau multiple,
respectiv cu mai multe suprafete de etansare. Aceste ultime doua tipuri pot fi concepute cu
fluid de blocare sau fara fluid de blocare.
Etansarile simple se folosesc pentru fluide curate la presiuni mici si mijlocii si
temperaturi mari. Etansarile duble sau multiple se utilizeaza pentru fluide cu particule
abrazive, chimic agresive la presiuni mijlocii si mari si temperaturi mari (n special n varianta
constructiva cu fluid de blocare).
Pentru determinarea bunei functionari, se considera coeficientul ncarcarii etansarii.
i
H
i
H
p
p
A
A
K (6.31)
unde A aria suprafetei; p presiunea; H se refera la fluidul etansat; i se refera la suprafata
de etansare.
Din punct de vedere al ncarcarii etansarii, pot exista urmatoarele situatii:
K<1, etansare descarcata, avnd A
H
<A
i
, debitul de scapari Q
S
>0, regim de frecare
fluid, coeficient de frecare redus, temperatura scazuta si posibilitate de deschidere a
etansarii:
b
b
h
1 2 3 4
5
SE
F
f
F
i
F
arc
F
H
Etansari
191
K0, etansare echilibrata, avnd debitul de scapari Q
S
0, dar foarte greu de
controlat;
K>0, etansare ncarcata, avnd A
H
>A
I
, Q
S
0, coeficient de frecare mare si
temperatura ridicata.
nchiderea etansarii este data de sistemul de forte care asigura contactul direct dintre
cele doua inele. Acestora li se cere sa ndeplineasca conditii deosebite ale suprafetei de
etansare: planeitate perfecta (de ordinul a 0,001 mm) si rugozitea R
a
=(0,150,3) m.
Fortele care actioneaza ntr-o etansare frontala (figura 6.26) sunt: F
arc
este forta din arc
care nchide etansarea la pornire si oprire; F
H
este forta data de presiunea fluidului; F
i
este
forta din interstitiu; F
f
este forta de frecare. Rezulta ca forta totala F
a
este.
f i H arc a
F F F F F t + (6.32)
Aceasta forta este foarte greu de controlat, datorita variatiilor permanente ale presiunii,
ncarcarii si frecarii.
n timpul functionarii inelele sufera modificari. Acestea sunt dezechilibrari datorate
constructiei lor (tip grinda ncastrata), deformatiilor mecanice impuse de sistemul de forte si
deformatiilor termice datorate frecarii.
Rezulta ca n timpul functionarii suprafetele nu mai ramn paralele, astfel nct
contactul se produce fie pe fsia corespunzatoare diametrului interior, fie pe a celui exterior.
Aceste incoveniente pot fi remediate prin: alegerea unor materiale cu conductivitate
termica ridicata; buna cunoastere a cmpului de temperatura si proiectarea etansarii ca atare;
executarea inelelor cu latimi mici si grosimi mari; pastrarea regimului termic n limite
admisibile.
Regimul de ungere depinde de debitul de scapari, de geometria suprafetelor si de
regimul termic. Astfel Mayer si Seufert [4] au stabilit regimul de frecare n raport de
coeficientul ncarcarii etansarii K.
Figura 6.27
Astfel, n fig. 6.27 s-au notat cu A regimul uscat sau limita, cu B regimul mixt si cu C
regimul fluid de lubrificatie pentru o etansare frontala.
Calculul de rezistenta (rigiditate) se face pentru pastrarea deformatiilor mecanice n
limite admisibile. Inelele de etansare pot fi calculate cu relatiile cunoscute valabile pentru
tuburi cu pereti grosi, cu determinarea tensiunii echivalente.
n unele cazuri, datorita fragilitatii inelului de etansare (materiale ceramice), acesta se
monteaza cu strngere elastica ntr- un inel suport de otel. mbinarea cu strngere elastica,
realizata astfel, se calculeaza cu metoda cunoscuta, cu considerarea efectelor termice.
Probleme de rezistenta mecanica pot fi abordate si pentru alte componente ale etansarii (arc,
bucsa de antrenare etc.) cu metode cunoscute.
Calculul de lubrificatie al etansarilor frontale se face prin analogie cu lagarele axiale
hidrostatice, dar cu deosebirile: etansarile lucreaza cu fluide cu proprietati reduse de ungere;
A
C
B
k
2
1
h
Organe de masini. Transmisii mecanice
192
fluidul de lucru se poate gasi la temperaturi nalte sau joase; debitul de scapari Q
S
este foarte
mic si se considera nul.
Modelul fizic este cel al curgerii unui fluid printre doua placi plane paralele.
Fig 6.28
Modelul matematic este dat de ecuatia lui Reynolds, ecuatia energiei si ecuatia de
stare.
Cu notatiile din figura 6.28, aceste ecuatii sunt:
( )
( ) ( ) ( )
( )
( )
( )
z
w
y
v
x
u
T
T ? ?
T , p ? ?
t , z , y , x p p
0 w ?
z
v ?
y
u ?
x t
?
dL T ?
c ?
?
z
T
w
y
T
v
x
T
u
z
T
3
?
u ? ?
z
p
?
1
z
dt
dw
y
T
3
?
u ? ?
y
p
?
1
y
dt
dv
x
T
3
?
u ? ?
x
p
?
1
x
dt
du
f
+ +
+ +
+ +
(6.33)
Pentru rezolvarea acestui sistem se presupun urmatoarele ipoteze simplificatoare:
suprafetele sunt plane rigide; curgerea este laminara si permanenta, iar densitatea
lubrifiantului este constanta; fortele de inertie si de greutate sunt neglijabile n raport cu
distributia de presiuni; placile sunt de lungime infinita si, deci, variatiile vitezei n directiile
Ox si Oz sunt neglijabile n raport cu cea n directia Oy; temperatura, vscozitatea si
conductibilitatea lubrifiantului sunt constante; grosimea filmului de lubrifiant h este constanta
si suficient de mare pentru ca sa existe frecare fluida si debit de scapari.
Necunoscutele sistemului (6.33) sunt componentele vitezei u,v,w(x,y,z,t), presiunea
p(x,y,z,t) si temperatura T(x,y,z,t).
Rezultatele acestui model nu sunt n totalitate confirmate de realitate. De aceea se fac
urmatoarele corectii:
U
1
p
p
a
h
y
-z
x
Etansari
193
- vscozitatea dinamica ? ct, considerndu-se o lege de variatie exponentiala, pentru
un calcul aproximativ, sau legea Roeland. Aceasta abordare duce la scaderea vscozitatii cu
crestera temperaturii si, concomitent, la crestera vscozitatii cu cresterea presiunii, caz
apropiat de realitate;
- Banerje arata ca grosimea lubrifiantului h ct, variatia datorndu-se deformatiilor
elastice determinate de presiune si deformatiilor termice;
- temperatura trebuie considerata variabila dupa o lege patratica, exponentiala sau
considerata inclusa n legea vscozitatii a lui Roeland.
Determinarea pierderilor de fluid se bazeaza, n primul rnd pe rezultatele unor
ncercari experimentale, cu att mai mult, cu ct regimul de frecare pe suprafetele de etansare
este cel mai adesea semifluid si numai exceptional fluid. Pe de alta parte, notiunea de pierderi
admisibile de fluid este nca insuficient clarificata; exista astfel recomandari cuprinse ntre
0,0042 si 0,17 cm
3
/min, iar n literatura de specialitate se mai vorbeste si de pierderi nule, desi
aceste pierderi nule pot nsemna ctiva cm
3
/ora, fara aparitia de picaturi.
Pierderile de fluid depind n primul rnd de realizarea ct mai perfecta a contactului pe
suprafetele de etansare, de marimea rugozitatilor, de distributia de presiuni n interfata, de
regimul de frecare si de viteza. Vscozitatea fluidului si latimea suprafetei de etansare nu
intervin ca influente ntr-o masura nsemnata.
Regim de frecare limita. Desi nu se constata existenta unei presiuni p si nici a unei
pelicule continue n interfata, unele debite reduse pot exista printre microsuprafetele n
contact, prin difuzie accentuata de efecte centrifuge.
Pe baza unor numeroase ncercari experimentale, pentru debitul de pierderi se
recomanda relatia:
( )
( )
2
2
0 a
p K
S ? p p d p
Q
(6.34)
n care: d
a
este diametrul de admisie a fluidului n interstitiu; p
0
presiunea exterioara; S
factor de interfata [2]; parametrul de rugozitate,
2
2 a
2
1 a
R R
h
?
+
, h este grosimea
peliculei de lubrifiant si
2 , 1 a
R sunt rugozitatile inelelor.
Regim de frecare mixta. Pierderile de debit se apreciaza calitativ cu relatia.
( )
( )
2
2
0 a
p K
b v h p p d p
Q
(6.35)
unde v viteza medie pe suprafetele de etansare, n - turatia si b latimea suprafetei de
etansare.
Regim de frecare fluida. Pierderile de debit, n regim hidrodinamic, la grosimi de film
mai mari de 3 10 m se determina cu relatia aproximativa
( )
( )
3
3
0 a
p K
v b ?
p p d p Q
(6.36)
Fenomene de uzare. Uzarea poate sa aiba urmatoarele aspecte: uzare prin adeziune,
rezultat al fortelor intermoleculare n interfata; uzare prin adeziune, fie prin efecte directe ale
Organe de masini. Transmisii mecanice
194
suprafetelor de etansare, fie prin efectul particulelor abrazive in interfata; uzare prin
coroziune; uzare superficiala cu fisuri termice sau de oboseala; uzarea prin jet eroziv de lichid
sau gaz cu viteza mare. Aprecierea evolutiei fenomenelor de uzare, care se pot manifesta
concomitent prin cteva din aspectele mentionate, este dificila.
Pierderi prin frecare. Pentru determinarea momentului global de frecare trebuie
considerate doua componente:
- componenta frecarilor pe suprafata de etansare;
- componenta frecarilor n fluid la rotatia garniturii sau a pieselor componente mobile,
importanta ndeosebi la viteze mari.
Calculul termic. Calculul termic al etansarilor frontale prezinta interes, n primul rnd,
pentru relizarea unui bilant termic convenabil pentru ansamblu. Caldura produsa prin frecare
la nivelul garniturii de etansare, mpreuna cu caldura rezultata din frecarea elementelor mobile
n fluid vscos trebuie transmise prin conductie, convectie si radiatie. La racirea naturala se
poate adauga o racire suplimentara cu circulatie de apa n corpul etansarii sau cu circulatie de
fluid la nivelul suprafetei de etansare. Calculul bilantului termic se efectueaza cu relatiile
cunoscute din termotehnica.
Tabelul 6.9
Material
c
t
E 10
6
Observatii
Kel F
220-
560
32-40 1580 (0,3) 2,1 50
0,060-
0,4
Politriflor-
etilena
Nylon
50-
90
49-75
1800-
2800
(0,3)
1,09-
1,14
100-
140
0,14-
1,244
Poliamida 6
Rasina
Fenolica
70-
210
50-56
5200-
700
0,25
1,25-
1,3
25-60
0,116-
0,233
Fara
ingrediente
Rasina
sintetica
1
100-
175
35-49
21000-
35000
(0,25)
1,75-
1,25
19-26
0,418-
0,593
Rasina
sintetica cu
praf de piatra
Delrin - 70 3350 0,35 1,425 81 0,233
Rasina
acetalica
Cauciuc
durificat
-
100-
128
1050 (0,4)
1,3-
1,82
54 0,29
Cu amestec de
grafit
PTFE - 41
350-
1000
(0,5)
2,1-
2,3
70 0,233
Politetra-
floretilena
Carbon
III
310 49 180000 0,2 2,35 5,3 13,4
Impregnat cu
antimoniu
Grafit IV 100 5 10000 0,2 1,83 3,5 116.3
Impregnat cu
rasina sintetica
Invar - 450 150000 0,3 8.0 0,9 11 36% Ni; 3% C
Hastelloy
B
210 850 2140 (0,3) 9,24 10 11,3
62% Ni;
32% Mo
Oxid de
thoriu
1500 84 147000 0,36 0,69 9,2 10,5 ThO
2
Carbura
de
tungsten
4200 1200 560000 0,248 14,1 6,8 (58,1)
85% W C:
15% Co
Fonta cu
crom
1000 520 20300 0,28 7,25 10 46,5 1% Si; 12% C
Etansari
195
n Tabelul 6.9 sunt prezentate materiale folosite la etansarile frontale si caracteristicile
lor mecanice:
c
- rezistenta la compresiune, MPa;
t
- rezistenta la tractiune, MPa; -
coeficientul Poisson; - densitatea, g/cm
3
; T
max
temperatura maxima,
o
C; - coeficientul de
dilatare liniara, (
o
C)
-1
; - conductivitatea termica, W/m
o
C.
6.5 Etansari de protectie
6.5.1 Etansari cu inele de psla
Etansarile cu inele de psla sunt cele mai simple etansari. n general, inelele de psla
sunt folosite la etansarea capetelor de arbori.
Psla are mai multe proprietati: capilaritate (poate absori un volum de fluid de pna la
25 % din propriul volum); este un material filtrant, putnd retine impuritati de pna la 0,7
m; este un material neabraziv cu conditia ca arborele sa aiba o duritate superficiala mare.
Conditiile admisibile de functionare ale etansarilor cu inele de psla (din care rezulta
si dezavantajele lor) sunt prezentate succint n tabelul 6.10 n care d este diametrul arborelui,
n mm; n este turatia arborelui, n rot/min; R
a
este rugozitatea arborelui.
Tabelul 6.10
Parametrul
Etansari cu
inele de psla
Viteza
periferica
maxima [m/s]
Bataia radiala
maxima [m]
Tip de
ungere
Duritatea minima
a arborelui
[HRC]
7 0,08 Unsoare 45
A
5 0,1 Ulei 45
Pentru dn 100 000, R
a
6,3m
B
Pentru dn 150 000, R
a
1,6m
Conditii de
functionare
admisa
C Temperatura ( ) C 90 C 15 t + L
Figura 6.29
n figura 6.29 sunt prezentate trei tipuri de etansari cu inele de psla. Montarea
inelelor n capace dintr-o bucata (figura 6.29.a) este dificila, neajuns ndepartat n cazul
montarii cu capac suplimentar (figura 6.29.b). Inelele se mai pot monta si n carcase (figura
6.29.b). Inelele de psla si locasurile lor sunt standardizate. Inelele se pot obtine prin decupare
din placi sau din snur cu capetele taiate la 30.
c) a) b)
Organe de masini. Transmisii mecanice
196
6.5.2 Etansari cu mansete de rotatie
Etansarile cu garnitura manseta de rotatie sunt destinate etansarii spatiilor dintre
piesele n miscare de rotatie. Ele nu sunt recomandate pentru miscarea transversala si
elicoidala. Exista o mare diversitate de mansete de rotatie (figura 6.30).
Figura 6.30
Conditiile admisibile de functionare ale etansarilor cu inele de psla (din care rezulta
si dezavantajele lor) sunt prezentate succint n tabelul 6.11 n care d este diametrul arborelui,
n mm; n este turatia arborelui, n rot/min; R
a
este rugozitatea arborelui.
v) w) x) y) z)
a) b) c) d) e) f) Buza de
etansare
A
r
c
e
l
i
c
o
i
d
a
l
i
n
e
l
a
r
Armatura Inel de rigidizare
l) m) n) o) p)
q) r) s) t) u)
g) h) i) j) k)
Buza de
protectie
Buza de
protectie
Inel de rigidizare
Reazem
metalic
Etansari
197
Tabelul 6.11
R
a
maxima [m] Viteza
periferica
maxima [m/s]
p maxim
[MPa]
Temperatura Duritatea
minima a
arborelui [HRC]
Arbore Alezaj
10 0,1 30+250 45 1,6 12,5
Valorile din tabel sunt orientative, pentru o alegere ct mai potrivita trebuie consultata
literatura de specialitate. De exemplu, pentru o rugozitate a arborelui R
a
= 0,8 m si pentru o
viteza limita v = 10 m/s se poate etansa o diferenta de presiune de 5,6 MPa, n timp ce pentru
aceesi rugozitate, dar la v = 0,4 m/s, se poate etansa o diferenta de presiune de 30 MPa.
Etansarea se realizeaza prin apasarea exercitata pe suprafata arborelui de catre arcul
mansetei. Forta de ntindere a arcurilor circumferentiale F
a
este [2].
( )
6
a
10 h d 02 , 0 01 , 0 F K (6.37)
unde h este latimea de contact n stare montata, n m; d este diametrul arborelui, n m.
Momentul de frecare pe suprafata de etansare este:
2
p h d p
M
m
2
f
(6.38)
unde p
m
p + p
0
si p
0
(0,020,04)10
6
Pa, p fiind presiunea fluidului, n Pa.
La montaj, trebuie luate masurile necesare de protectie care se aplica tuturor
etansarilor cu materiale moi.
6.6 Etansari fara contact
Etansarile fara contact se folosesc n cazurile n care trebuie sa se evite contactul
dintre piesele care trebuie etansate. Lipsa contactului duce la aparitia unui intersttiu prin care
se va scurge un debit de fluid. Pentru micsorarea acestui debit se folosesc doua metode,
adeseori combinate: micsorarea interstitiului si adoptarea unui canal cu o forma potrivita
maririi rezistentei la naintare a fluidului.
Lipsa contactului direct duce la eliminarea frecarii, a uzurii si a necesitatii lubrifierii
etansarii. Ca urmare, se evita toate fenomenele negative ale etansarilor mobile cu contact:
frecarea, uzura, griparea, suprancalzirea si deformarea suprafetelor de contact, n cazul
vitezelor mari, fenomenele de stick-slip care nsotesc miscarea la viteze mici etc.
Dezavantajul major al etansarilor fara contact este dat de executia extrem de
pretentioasa pentru obtinerea jocurilor mici si/sau a canalelor specifice. Aceasta executie duce
la cresterea pretului acestor etansari.
Proprietatile etansarilor fara contact fac ca ele sa fie utilizate n constructia de
turbomasini (turbine cu abur, turbine cu gaz, turbosuflante, turbocompresoare, pompe,
ventilatoare), compresoare cu piston, tehnica nucleara, constructii aerospatiale.
n figura 6.31 sunt prezentate mai multe tipuri de etansari fara contact.
Etansarea cu sicana este caracterizata prin o dimensiune constanta a interstitiului. Ele
se pot clasifica n etansari cu sicana simpla radiala (figura 6.31.a), etansari cu sicana simpla
axiala (figura 6.31.b), etansare compusa (figura 6.31.c) sau etansari multiple (figura 6.31.d,e).
Etansarile cu sicane simple sau compuse se folosesc pentru fluidele incompresibile la
care diferenta de presiune ntre cele doua spatii de etansat este neglijabila (pompe centrifuge,
ventilatoare, turbosuflante, turbocompresoare centrifuge).
Organe de masini. Transmisii mecanice
198
Figura 6.31
Tabelul 6.12
Diametrul arborelui
d [mm]
f t
min
r L
1045 0,2 1 1,5 1,5 13,527
4580 0,3 1,5 2 2 1836
80110 0,4 2 2,5 2 1836
110180 0,5 2,5 3 2,5 22,545
Tabelul 6.12 prezinta cteva elemente geometrice ale diferitelor etansari fara contact.
n cazul curgerii unui fluid incompresibil printr-o sicana axiala de sectiune constanta
(figura 6.31.a), daca se neglijeaza viteza de intrare n sicana, rezulta [4].
d
2
v
d
L
? p ?
2
h
(6.39)
unde p este caderea de presiune n sicana, este coeficientul de rezistenta al sicanei [1] care
se determina din diagrame n functie de numarul Reynolds Re si de tipul sectiunii de curgere
(pentru curgere laminara = 0,0350,35 si pentru curgere turbulenta = 0,020,035), d
h
este diametrul hidraulic (d
h
2), v este viteza medie si este densitatea fluidului.
L
a)
d
1
b
d
2
b)
d)
L
n
L
2
B
L
1
H
2r 3r
r
t
L
e)
c)
f
d
d
d
Etansari
199
Viteza medie din sectiunea inelara este.
d
p ?
L ? 12
d
c
2
(6.40)
unde este vscozitatea cinematica.
Debitul prin sicana avnd aria sectiunii transversale A
n
este.
v A Q
n
(6.41)
unde este coeficientul de debit.
Teoretic, coeficientul de rezistenta se poate calcula cu:
Re
96
? , n care (6.42)
?
v d
Re
h
(6.43)
Coeficientul de debit se poate calcula [1] cu relatia.
5 , 1
d 2
L ?
1
(6.44)
n cazul curgerii unui fluid incompresibil printr-o sicana cu labirint (figura 6.31.d),
format din n sicane de lungimi L
1
, L
2
L
n
, caderea de presiune va fi.
( ) ?
2
v
? 1 n ?
2
v
?
2
v
2
1
?
2
v
d
L
? p ?
2
c
2 2 n
1
2
h
i
+ + +
(6.45)
n care termenii din dreapta sunt, respectiv, caderea de presiune din cele n sicane, caderea de
presiune de la intrarea si de la iesirea din etansare si pierderea din camerele de turbionare.
nlocuind d
h
si notnd:
n 2 1
L L L L + + + L , obtinem (6.46)
( ) ?
2
v
5 , 1 ? 1 n
d 2
L ?
p ?
2
c
1
]
1
+ +
(6.47)
Din aceasta formula rezulta viteza prin sicana:
( )
d
p ? 2
5 , 1 ? 1 n
d 2
L ?
1
v
c
+ +
(6.48)
si debitul este v A Q .
Organe de masini. Transmisii mecanice
200
Coeficientul de pierderi al unei camere turbionare se citeste din diagrame, n functie
de raportul B/; pentru B/ = 025, = 00,7.
n cazul curgerii unui fluid incompresibil printr-o sicana radiala de sectiune constanta
(figura 6.31.b), debitul va fi:
d
p ?
b ? 12
d d p
Q
2
m
(6.49)
unde
2
d d
d
2 1
m
+
este diametrul mediu.
Daca numarul Reynolds de paseste valoarea critica Re
cr
4000, regimul de curgere
devine turbulent. De exemplu, la etansarile cu labirinti la presiuni ridicate, pentru gaze si
abur, debitul se poate calcula cu [2]:
( )
5 , 1 n
p 85 , 0
p pentru ,
p n
p p d
d
A
Q
1
2
1
2
2
2
1 i
+
(6.50)
5 , 1 n
p 85 , 0
p pentru ,
5 , 1 n
p d
d
A
Q
1
2
1 i
+
(6.51)
unde A
i
este aria suprafetei unui interstitiu.
Cunstructia etansarii fara contact trebuie sa tina cont si de posibilitatile de dilatare
termica ce pot provoca uzuri sau pierderi mari de fluid.
6.7 Etansari cu ferofluide
Etansarea cu ferofluide foloseste un fluid cu proprietati magnetice mentinut ntre piese
cu ajutorul unui magnet permanent. n figura 6.32, inelele de fluid magnetic se formeaza prin
nchiderea fluxului magnetic generat de magnetul 2 prin piesele polare 1.
Figura 6.32
Avantajele acestui tip de etansare sunt: pierderi nule de fluid; nu necesita ntretinere
timp ndelungat; functioneaza la turatii foarte mari (20000 30000 rot/min), respectiv la
viteze periferice mari (20 30 m/s).
1 2
Inele de fluid
magnetic
1
Etansari
201
Pierderile prin frecare sunt reduse si se pot calcula cu [3] relatia:
3 2 12
f
d n N ? 10 45 , 3 P
(6.52)
unde P
f
este pierderea prin frecare, n W; este vscozitatea dinamica a fluidului, n Ns/m
2
;
N este numarul de inele; n este turatia, n rot/min; d este diametrul arborelui, n mm.
Aceste etansari pot fi folosite la etansarea de suprapresiuni, vid naintat si pentru
gazele radioactive.
6.8 Etansari fara contact de protectie pentru rulmenti
Figura 6.33 prezinta cteva tipuri de etansari cu canale si combinate (labirinti, canale
elicoidale si canale circulare). Aceste etansari sunt destinate, n special, pentru rulmenti care
functioneaza cu unsoare, n medii murdare sau umede.
Figura 6.33
a) b) c)
d) e) f)
g) h) i)
Organe de masini. Transmisii mecanice
202
Figurile 6.34.a, b si d prezinta solutii de etansare cu labirinti din tabla. Figurile 6.34.c,
e, f si h sunt aratate diferite solutii de etansare centrifugala. Exemple de etansare cu
deflectoare (inele centrifugale) sunt prezentate n figura 6.34.h, i, j, k [3].
Figura 6.34
6.9 Bibliografie
1. Cristea, V., Creta, G., Ivan, D., Ardeleanu P., Etansari, Editura Tehnica, Bucuresti,
1973.
2. Gafitanu, M., s.a., Organe de masini, Vol. II, Editura Tehnica, 1983, Bucuresti.
3. Draghici, I., Bejan, C., Moldovean, Gh., Achiriloaie, I., Chitu, E., Petrescu, N.,
Ciobota, M., Lazar, D., Cernahoschi, M., Diaconescu, D. V., ndrumar de
proiectare n constructia de masini, Vol. 2, Editura Tehnica, Bucuresti, 1982.
4. Trutnovski, K., Berhrungsfreie Dichtungen, Dsseldorf, VDI Verlag, 1964.
a) b) c)
d) e) f) g)
h) i) j) k)
S-ar putea să vă placă și
- Dictionar de Termeni TeologiciDocument87 paginiDictionar de Termeni TeologiciDubei VioricaÎncă nu există evaluări
- MecanicaDocument90 paginiMecanicacrdiÎncă nu există evaluări
- Pompe Cu Roti DintateDocument7 paginiPompe Cu Roti Dintatemarin.v.alex100% (1)
- Tipuri de UzuriDocument15 paginiTipuri de UzuriGheorghe Mitrea60% (5)
- Reductor de Turatie Cu o TreaptaDocument43 paginiReductor de Turatie Cu o Treaptakatalyn08100% (1)
- Cilindri HidrauliciDocument24 paginiCilindri Hidraulicidorinmotohon2677Încă nu există evaluări
- Curs Sisteme de Actionare PneumaticeDocument127 paginiCurs Sisteme de Actionare PneumaticeAnonymous VWlCr439Încă nu există evaluări
- ReductorDocument40 paginiReductorDunca AlexandraÎncă nu există evaluări
- Asamblari Prin Pene LongitudinaleDocument16 paginiAsamblari Prin Pene Longitudinalejulia007Încă nu există evaluări
- Asamblarea Lagarelor Cu RostogolireDocument21 paginiAsamblarea Lagarelor Cu RostogolireGheorghe Topliceanu100% (1)
- Deformarea PlasticăDocument10 paginiDeformarea PlasticăVictor CravcencoÎncă nu există evaluări
- 7transmisia LongitudinalaDocument21 pagini7transmisia Longitudinalageorgehent100% (4)
- Transmisii AutomateDocument34 paginiTransmisii AutomatevladyatorulÎncă nu există evaluări
- Transmisii AutomateDocument34 paginiTransmisii AutomatevladyatorulÎncă nu există evaluări
- Tehnologia de Fabricare A BieleiDocument20 paginiTehnologia de Fabricare A BieleiCristi Robert100% (1)
- Angrenaje ConiceDocument22 paginiAngrenaje ConiceNea CaisaÎncă nu există evaluări
- Lagare Cu AlunecareDocument15 paginiLagare Cu AlunecareOrzan Cornelia AlinaÎncă nu există evaluări
- Elaborarea Otelurilor AliateDocument91 paginiElaborarea Otelurilor AliatewhiteniggaÎncă nu există evaluări
- SupapaDocument6 paginiSupapaLa la land100% (1)
- FlanseDocument11 paginiFlansezotalex100% (1)
- Toleranțe Și AjustajeDocument158 paginiToleranțe Și AjustajeAlexandru100% (1)
- 1sistemul de DirectieDocument28 pagini1sistemul de Directiegeorgehent100% (1)
- Roti DintateDocument58 paginiRoti DintateBeldiman Remus100% (7)
- Proiect OM 2009-Extractor Cu 2 Brate - BunDocument30 paginiProiect OM 2009-Extractor Cu 2 Brate - BunEu_si_atat100% (3)
- Autopropulsarea Autovehiculelor Pe RotiDocument230 paginiAutopropulsarea Autovehiculelor Pe RotigeorgehentÎncă nu există evaluări
- Autopropulsarea Autovehiculelor Pe RotiDocument230 paginiAutopropulsarea Autovehiculelor Pe RotigeorgehentÎncă nu există evaluări
- 04 Distribuitoare 1Document13 pagini04 Distribuitoare 1Vlad AlexandraÎncă nu există evaluări
- Intretinerea Masinilor Si InstalatiiorDocument27 paginiIntretinerea Masinilor Si InstalatiiorLucian BogdanÎncă nu există evaluări
- Motoare PneumaticeDocument19 paginiMotoare PneumaticeAdrian M80% (5)
- Selectia Materialelor Pentru Un Arbore CotitDocument27 paginiSelectia Materialelor Pentru Un Arbore CotitAlin NeagÎncă nu există evaluări
- Cap. 8 Prelucrarea Pieselor Tip BucsaDocument12 paginiCap. 8 Prelucrarea Pieselor Tip BucsaDragnescuÎncă nu există evaluări
- Curs 1. Cinematic A Mecanismului Biela ManivelaDocument8 paginiCurs 1. Cinematic A Mecanismului Biela Manivelageorgehent100% (2)
- Curs Fabricarea Arborelui CotitDocument26 paginiCurs Fabricarea Arborelui CotitTavi PetrisorÎncă nu există evaluări
- Mecanisme de Putere Ale Puntilor MotoareDocument37 paginiMecanisme de Putere Ale Puntilor Motoaregeorgehent0% (1)
- Cursul 3 Cutia de VitezeccaDocument46 paginiCursul 3 Cutia de VitezeccageorgehentÎncă nu există evaluări
- Lubrifianti Utilizati La Ungerea Sistemelor TehniceDocument26 paginiLubrifianti Utilizati La Ungerea Sistemelor Tehnicepatricia_rovinariÎncă nu există evaluări
- Ambreiaje MultidiscDocument15 paginiAmbreiaje MultidiscTavi PetrisorÎncă nu există evaluări
- Cric Auto Cu ParghiiDocument23 paginiCric Auto Cu ParghiiMaxim Ionela100% (1)
- Term Oi Zola TieDocument131 paginiTerm Oi Zola TieAlina Andreea NicolaeÎncă nu există evaluări
- Lagare Cu AlunecareDocument16 paginiLagare Cu Alunecarevargatu_a50% (2)
- Supapa FRADocument22 paginiSupapa FRABogdan BogdanÎncă nu există evaluări
- 4 RulmentiDocument22 pagini4 Rulmenticriss_calinÎncă nu există evaluări
- Factorii Care Contribuie La Uzura Pieselor. DiaconeasaDocument7 paginiFactorii Care Contribuie La Uzura Pieselor. DiaconeasaAndreyutz AndreiÎncă nu există evaluări
- L9 Traductoare TensorezistiveDocument14 paginiL9 Traductoare TensorezistiveovyttÎncă nu există evaluări
- Tipuri de UzuriDocument14 paginiTipuri de UzuriValentin PașaÎncă nu există evaluări
- 2 Sistemul de Frânare Al AutomobiluluiDocument22 pagini2 Sistemul de Frânare Al Automobiluluigeorgehent100% (1)
- Transmisii in LantDocument28 paginiTransmisii in LantElena Gavriloaei100% (2)
- Blocul Motor - CilindrulDocument20 paginiBlocul Motor - CilindrulPielmus CosminÎncă nu există evaluări
- Curs 3 Echilibrarea MotoarelorDocument8 paginiCurs 3 Echilibrarea Motoarelorgeorgehent100% (1)
- Constructia Motoarelor Pentru AutomobileDocument92 paginiConstructia Motoarelor Pentru AutomobilegeorgehentÎncă nu există evaluări
- Proiect CuplajeDocument36 paginiProiect CuplajeAlina ArmasescuÎncă nu există evaluări
- Legea Fundamentala A AngrenariiDocument2 paginiLegea Fundamentala A AngrenariiRobert Varga100% (1)
- Verificarea Etanseitatii - LEAK TESTDocument11 paginiVerificarea Etanseitatii - LEAK TESTCrina LauraÎncă nu există evaluări
- 3 Dimensionarea Masinii de CarmaDocument18 pagini3 Dimensionarea Masinii de CarmaCosminÎncă nu există evaluări
- Etanşări MecaniceDocument4 paginiEtanşări Mecanicesavoiuleontelarga0% (1)
- Laboratorul 1 Scoaterea Din Uz A Elementelor Mecanice: UzuraDocument22 paginiLaboratorul 1 Scoaterea Din Uz A Elementelor Mecanice: UzuraTiNuÎncă nu există evaluări
- Lag AreDocument9 paginiLag AreIonut_ssÎncă nu există evaluări
- Curs 7+8Document9 paginiCurs 7+8Emanuel UrsaÎncă nu există evaluări
- Tds Ro Ceresit cs125 Silicon Sanitar RapidpdfDocument2 paginiTds Ro Ceresit cs125 Silicon Sanitar RapidpdfMarian PopescuÎncă nu există evaluări
- Etansari 2006Document26 paginiEtansari 2006Teodor PopescuÎncă nu există evaluări
- Echipamente Capitolul (1) LectiaDocument3 paginiEchipamente Capitolul (1) LectiaAdina CÎncă nu există evaluări
- Sikaflex 11 FCDocument4 paginiSikaflex 11 FCStefanÎncă nu există evaluări
- PDPRDocument45 paginiPDPRdunpealripÎncă nu există evaluări
- Uzarea PieselorDocument38 paginiUzarea PieselorDiana Florina PlesoianuÎncă nu există evaluări
- CUM3 BDocument45 paginiCUM3 BAlina CirsteaÎncă nu există evaluări
- SMPM02Document14 paginiSMPM02deedeyutzaÎncă nu există evaluări
- Studiu Comparativ Bitum-Rd6Document28 paginiStudiu Comparativ Bitum-Rd6Chis TimurÎncă nu există evaluări
- Determinarea Produselor Petroliere UsoareDocument12 paginiDeterminarea Produselor Petroliere UsoareCristinaGherasimÎncă nu există evaluări
- Netezirea Suprafetelor Prin RulareDocument2 paginiNetezirea Suprafetelor Prin RularePertea FlorinÎncă nu există evaluări
- Acţionările Hidraulice Şi Pneumatice: 1. DefiniţieDocument9 paginiAcţionările Hidraulice Şi Pneumatice: 1. DefiniţieAlin BatrinuÎncă nu există evaluări
- Elastomeri Utilizati in Industria AutoDocument2 paginiElastomeri Utilizati in Industria AutoOlarasu AlexandruÎncă nu există evaluări
- U Prezentare UzareaDocument14 paginiU Prezentare UzareaMona MarcuÎncă nu există evaluări
- Modelarea Sistemelor TribologiceDocument7 paginiModelarea Sistemelor TribologiceAdrianÎncă nu există evaluări
- Tehnologii MecaniceDocument29 paginiTehnologii MecaniceMonica AvanuÎncă nu există evaluări
- Reconditionare 1Document21 paginiReconditionare 1julia007Încă nu există evaluări
- Cursul 2 Dinamica Mecanismului MotoDocument17 paginiCursul 2 Dinamica Mecanismului MotogeorgehentÎncă nu există evaluări
- 5 - Cuplaje Curs Organe de Masini 2Document40 pagini5 - Cuplaje Curs Organe de Masini 2EdencoloreÎncă nu există evaluări
- CuprinsDocument4 paginiCuprinsgeorgehentÎncă nu există evaluări
- 3 CureleDocument16 pagini3 CurelegeorgehentÎncă nu există evaluări
- 2 TransmisiiDocument16 pagini2 TransmisiigeorgehentÎncă nu există evaluări
- 1 AngrenajeDocument66 pagini1 AngrenajeMihaela MoianuÎncă nu există evaluări