S-ar putea să vă placă și
- Analiza Si Imbunatatirea SMC Intr-Un Service AutoDocument69 paginiAnaliza Si Imbunatatirea SMC Intr-Un Service AutomarbadanÎncă nu există evaluări
- Metoda Poka YokeDocument5 paginiMetoda Poka YokeAlexo Micu33% (3)
- P 60 Mentenanta MatritelorDocument7 paginiP 60 Mentenanta MatritelorDoina0% (1)
- 8DDocument7 pagini8Djozsefcz100% (3)
- Metoda KaizenDocument5 paginiMetoda KaizenEduard IonutÎncă nu există evaluări
- Lean Six Sigma Pentru ManageriDocument379 paginiLean Six Sigma Pentru ManageriTraian Aurelian100% (2)
- Chestionar Audit MSSODocument10 paginiChestionar Audit MSSOSimona CojocaruÎncă nu există evaluări
- Aplicarea Metodei Kanban Pentru Cresterea Performantei Unui Proces de ProductieDocument62 paginiAplicarea Metodei Kanban Pentru Cresterea Performantei Unui Proces de ProductieSorin Puiu100% (6)
- Fisa Postului VopsitorDocument3 paginiFisa Postului VopsitormariaÎncă nu există evaluări
- IshikawaDocument12 paginiIshikawaElena EllaÎncă nu există evaluări
- Six SigmaDocument22 paginiSix Sigmasimyzimy100% (1)
- Eficientizarea ProductieiDocument3 paginiEficientizarea ProductieiElena Babinetchi100% (1)
- Metoda 5S PDFDocument36 paginiMetoda 5S PDFdjsorinÎncă nu există evaluări
- Harta Fluxului de ValoareDocument14 paginiHarta Fluxului de ValoareCatalin Florea100% (1)
- PPF ProiectDocument53 paginiPPF ProiectCristi100% (1)
- Implementarea Unui Sistem de Management Al Calitatii in Cadrul Unei OrganizatiiDocument38 paginiImplementarea Unui Sistem de Management Al Calitatii in Cadrul Unei OrganizatiiCeochinaCatalinaÎncă nu există evaluări
- Fisa Post Sculer MatriterDocument4 paginiFisa Post Sculer MatriterAnda Ilies100% (3)
- Fisa de ProcesDocument6 paginiFisa de ProcesCristi0% (2)
- Prezentare ISO 9001Document88 paginiPrezentare ISO 9001PetronelaÎncă nu există evaluări
- Plan Audit SSMDocument15 paginiPlan Audit SSMCristina NicoletaÎncă nu există evaluări
- Metoda 8DDocument6 paginiMetoda 8DOctavian GheorghiuÎncă nu există evaluări
- Tipologia Strategiilor CalitatiiDocument4 paginiTipologia Strategiilor CalitatiiMan IceÎncă nu există evaluări
- Proiect MCTDocument17 paginiProiect MCTDenisaRaduÎncă nu există evaluări
- Metoda MRPDocument12 paginiMetoda MRPMihail ToderascuÎncă nu există evaluări
- Prezentare 5sDocument12 paginiPrezentare 5sPepeOrmenisanÎncă nu există evaluări
- Analiza swot în 4 pași: Cum să folosești matricea SWOT pentru a face diferența în carieră și în afaceriDe la EverandAnaliza swot în 4 pași: Cum să folosești matricea SWOT pentru a face diferența în carieră și în afaceriEvaluare: 3.5 din 5 stele3.5/5 (3)
- Metoda 5SDocument23 paginiMetoda 5Studose_bz100% (1)
- Metoda 5SRomDocument34 paginiMetoda 5SRomDitiu Daria100% (1)
- Metoda 5SDocument2 paginiMetoda 5SMaria Cristina100% (1)
- Ce Este 5SDocument2 paginiCe Este 5SVladimir STAR100% (1)
- Principiul Celor 5S: Seiketsu, Shitsuke, Permite Tocmai Construirea Unui Mediu de MuncăDocument10 paginiPrincipiul Celor 5S: Seiketsu, Shitsuke, Permite Tocmai Construirea Unui Mediu de MuncăLivia ScutaruÎncă nu există evaluări
- 5S SeminaryDocument126 pagini5S SeminaryOana GeantaÎncă nu există evaluări
- Lean ManagementDocument24 paginiLean ManagementDelia PalerÎncă nu există evaluări
- Kaizen - Suport Curs 5SDocument40 paginiKaizen - Suport Curs 5SadriansinisaÎncă nu există evaluări
- 5SDocument22 pagini5Selevendot100% (3)
- Instruire 5SDocument35 paginiInstruire 5SsiscanicuÎncă nu există evaluări
- Suport Training - Kobetsu KaizenDocument20 paginiSuport Training - Kobetsu KaizenLucian HoudiniÎncă nu există evaluări
- Procedura Evaluarea Satisfactiei ClientilorDocument4 paginiProcedura Evaluarea Satisfactiei ClientilorCornelia21100% (1)
- Responsabil ProcesDocument61 paginiResponsabil ProcesLucian T.100% (1)
- Procedura Audit InternDocument11 paginiProcedura Audit InternAndreea RaduÎncă nu există evaluări
- Managementul Calitatii Curs 2022Document230 paginiManagementul Calitatii Curs 2022Georgiana AlecuÎncă nu există evaluări
- c5 - c6 - Imb - Continua Si Kaizen-2016Document42 paginic5 - c6 - Imb - Continua Si Kaizen-2016AdrianÎncă nu există evaluări
- Managementul SSMDocument84 paginiManagementul SSMAndrei Filip100% (1)
- Lean CareDocument271 paginiLean Careyggyy_boo100% (1)
- Introducere În SMC ISO 9001-CursDocument78 paginiIntroducere În SMC ISO 9001-CursImi Zaboss100% (1)
- KaizenDocument6 paginiKaizenClaudia NicoletaÎncă nu există evaluări
- Proiect AQPSDocument26 paginiProiect AQPSAndreea SimaÎncă nu există evaluări
- Tema 3 Caic - Manualul CalitatiiDocument18 paginiTema 3 Caic - Manualul CalitatiiIrina Marina100% (1)
- Evaluarea FurnizorilorDocument2 paginiEvaluarea FurnizorilorTanyusha MoraruÎncă nu există evaluări
- Fisa de ProcesDocument1 paginăFisa de ProcesDramba Silvia Florina0% (1)
- Auditul Si Certificarea CalitatiiDocument23 paginiAuditul Si Certificarea CalitatiiDan MereutaÎncă nu există evaluări
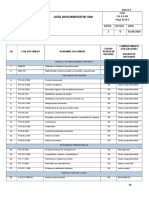
- Lista DocumentelorDocument5 paginiLista DocumentelorRamona IonÎncă nu există evaluări
- Strategia Managementului Calitatii TotaleDocument4 paginiStrategia Managementului Calitatii TotaleAngela_iÎncă nu există evaluări
- Metoda Lean PT ProductivitateDocument0 paginiMetoda Lean PT ProductivitatevladyatorulÎncă nu există evaluări
- Ce Este Sistemul 5SDocument11 paginiCe Este Sistemul 5SAdrian HanganuÎncă nu există evaluări
- TQM Grupa 3 Rîndunica VadimDocument5 paginiTQM Grupa 3 Rîndunica VadimVadim RindunicaÎncă nu există evaluări
- Metodologia 5SDocument5 paginiMetodologia 5SIon RotaruÎncă nu există evaluări
- 5S - Metoda de Imbunatatire A CalitatiiDocument21 pagini5S - Metoda de Imbunatatire A CalitatiiRadoi MariusÎncă nu există evaluări
- Notiuni de Baza Pentru Lean ManufacturingDocument7 paginiNotiuni de Baza Pentru Lean ManufacturingmrsstanilaÎncă nu există evaluări
- Ce Este 5SDocument6 paginiCe Este 5SValentin RaduÎncă nu există evaluări
- Kaizen Secretulcompetitivitatiijaponezecir 120127082607 Phpapp01Document25 paginiKaizen Secretulcompetitivitatiijaponezecir 120127082607 Phpapp01ccristina75Încă nu există evaluări
- Principii LeanDocument3 paginiPrincipii LeanAlexo MicuÎncă nu există evaluări
- Proiect TFP CAP2Document6 paginiProiect TFP CAP2Alexo MicuÎncă nu există evaluări
- Proiect TFP CAP1Document4 paginiProiect TFP CAP1Alexo MicuÎncă nu există evaluări
- Proiect TFP CAP1Document3 paginiProiect TFP CAP1Alexo MicuÎncă nu există evaluări
- Proiect TFP CAP1Document1 paginăProiect TFP CAP1Alexo MicuÎncă nu există evaluări
- Proiect TFP CAP1Document1 paginăProiect TFP CAP1Alexo MicuÎncă nu există evaluări
- Proiect TFP CAP1Document1 paginăProiect TFP CAP1Alexo MicuÎncă nu există evaluări