S-ar putea să vă placă și
- 6 Turnuri de RăcireDocument54 pagini6 Turnuri de RăcireCRYSANDCRYS100% (2)
- CAMERE DE COACERE - Instalatii de UmezireDocument4 paginiCAMERE DE COACERE - Instalatii de UmezireDanni PredaÎncă nu există evaluări
- Turnuri de RacireDocument36 paginiTurnuri de RacireMihaela ZăbavăÎncă nu există evaluări
- Conditionarea AeruluiDocument2 paginiConditionarea AeruluiSergio CurteanÎncă nu există evaluări
- Schimbator de Caldura Teava in TeavaDocument9 paginiSchimbator de Caldura Teava in TeavaMarius BondorÎncă nu există evaluări
- Referat Turn de RacireDocument12 paginiReferat Turn de RacireRazvan Drug100% (1)
- Utilaje La BereDocument6 paginiUtilaje La BereEugeniu MalachiÎncă nu există evaluări
- Tipuri de EvaporatoareDocument4 paginiTipuri de EvaporatoarePojar AlinaÎncă nu există evaluări
- Tipuri de Depozite Pentru Produse Horticole ProaspeteDocument10 paginiTipuri de Depozite Pentru Produse Horticole ProaspeteCristiana IriminÎncă nu există evaluări
- Conditionare CasaDocument75 paginiConditionare CasaPreot Andreana CatalinÎncă nu există evaluări
- Traducere ALSOP - 2007 (Concurs)Document74 paginiTraducere ALSOP - 2007 (Concurs)io 1Încă nu există evaluări
- Instalatie de ConcentrareDocument21 paginiInstalatie de ConcentrareCristina Ochinciuc Popescu100% (1)
- Conditionarea Cerealelor - UscatoareDocument32 paginiConditionarea Cerealelor - UscatoareDolha Florin IoanÎncă nu există evaluări
- Proiect PSMDocument9 paginiProiect PSMAlma DanoiuÎncă nu există evaluări
- 2Document94 pagini2Roxana EaniceanuÎncă nu există evaluări
- Operatii Termice in Industria AlimentaraDocument22 paginiOperatii Termice in Industria AlimentaraIon Nicolae MădălinÎncă nu există evaluări
- Tehnica Incubatiei Artificiale A Oualor de GainaDocument6 paginiTehnica Incubatiei Artificiale A Oualor de GainaCristian MacoveiÎncă nu există evaluări
- Put CanadianDocument21 paginiPut CanadianLilia Socolov100% (2)
- Tehnologia Uscarii CerealelorDocument17 paginiTehnologia Uscarii CerealelorMocanu Mihaita Daniel100% (3)
- Schimbator Tip 'Teava in Teava'Document24 paginiSchimbator Tip 'Teava in Teava'Adriana ElenaÎncă nu există evaluări
- 10.inst PetroliereDocument11 pagini10.inst PetroliereLupikå LpkÎncă nu există evaluări
- Lucrare de LicenţăDocument63 paginiLucrare de Licenţădco123Încă nu există evaluări
- Furnalul Si Instala'iile Sale AnexeDocument8 paginiFurnalul Si Instala'iile Sale AnexeAnonymous VWlCr439Încă nu există evaluări
- Sisteme de Climatizare Cu Detenta Directa Power Point PresentationDocument68 paginiSisteme de Climatizare Cu Detenta Directa Power Point PresentationCaldare Ioan100% (2)
- Proiect TurnuriDocument2 paginiProiect TurnuriRebecca BurtiucÎncă nu există evaluări
- 14, (Pagina 8 - 14 + Pag 19) Instalatii de UscareDocument21 pagini14, (Pagina 8 - 14 + Pag 19) Instalatii de UscareVladik VladikÎncă nu există evaluări
- 3 Sisteme Aer Apa OK OKDocument43 pagini3 Sisteme Aer Apa OK OKAlex GpÎncă nu există evaluări
- Pasteurizarea LapteluiDocument36 paginiPasteurizarea LapteluiRoman CorinaÎncă nu există evaluări
- Instalatii DesfumareDocument13 paginiInstalatii DesfumareSonia DutaÎncă nu există evaluări
- Flux Tehnologic PeletiDocument3 paginiFlux Tehnologic PeletiAdrian Stan100% (1)
- Proiect CuptoareDocument3 paginiProiect CuptoareAndreea BatrinuÎncă nu există evaluări
- Glodeanu-Congelarea Si RefrigerareaDocument27 paginiGlodeanu-Congelarea Si RefrigerareaRoxana BalutaÎncă nu există evaluări
- Automatizarea Instalatiei de Ventilatie NavalaDocument15 paginiAutomatizarea Instalatiei de Ventilatie NavalaConstantin Migit100% (5)
- Proiect La Metode de Cercetare 1.Document15 paginiProiect La Metode de Cercetare 1.Cristi SmileÎncă nu există evaluări
- Modulul 3 - U1-7-8Document26 paginiModulul 3 - U1-7-8Urcan GeorgianaÎncă nu există evaluări
- Aparatele ElectrocasniceDocument5 paginiAparatele ElectrocasniceBianca AnamariaÎncă nu există evaluări
- Sisteme de Climatizare Cu Detentă DirectăDocument13 paginiSisteme de Climatizare Cu Detentă DirectăjohnyboyÎncă nu există evaluări
- Proiect UiaDocument19 paginiProiect UiaHantig AlinaÎncă nu există evaluări
- Sistemul de RacireDocument6 paginiSistemul de RacireStoica Ionut100% (1)
- 8.3.2. Conservarea Prin Uscare A LapteluiDocument16 pagini8.3.2. Conservarea Prin Uscare A LapteluiIrisela Elena Nicolaescu100% (2)
- Curs VentiloconvectoareDocument11 paginiCurs VentiloconvectoaremakkboyÎncă nu există evaluări
- L6 - Instalatii de Sterilizare Pentru Produse AmbalateDocument7 paginiL6 - Instalatii de Sterilizare Pentru Produse AmbalateDiana PaunÎncă nu există evaluări
- CONDENSATOAREDocument16 paginiCONDENSATOAREIleana CocanÎncă nu există evaluări
- Tehnologii Frig ProduseDocument53 paginiTehnologii Frig ProduseRaluca AnairdaÎncă nu există evaluări
- Curs VentiloconvectoareDocument12 paginiCurs VentiloconvectoareIonut IgnatÎncă nu există evaluări
- (Pag 19 + Pag 26 Instalatii de SterilizareDocument30 pagini(Pag 19 + Pag 26 Instalatii de SterilizareVladik VladikÎncă nu există evaluări
- ReferatDocument11 paginiReferatBeatrice GrigoreÎncă nu există evaluări
- Instalatii de VentilareDocument61 paginiInstalatii de VentilareEmilia Niculescu100% (8)
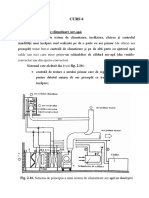
- Curs 6Document6 paginiCurs 6Sabău MarinaÎncă nu există evaluări
- Uscarea Cerealelor Cu Aer AtmosfericDocument17 paginiUscarea Cerealelor Cu Aer AtmosfericramonaÎncă nu există evaluări
- Curs BrasajDocument16 paginiCurs BrasajDragu ClaudiuÎncă nu există evaluări
- Vinurile Albe AromateDocument19 paginiVinurile Albe AromateDragu ClaudiuÎncă nu există evaluări
- Calitatea Produselor GeneralitatiDocument44 paginiCalitatea Produselor GeneralitatiDragu Claudiu100% (2)
- Cadrul Conceptual Al Calităţii Şi Siguranţei Produselor Definit de Standardele InternaţionaleDocument8 paginiCadrul Conceptual Al Calităţii Şi Siguranţei Produselor Definit de Standardele InternaţionaleDragu ClaudiuÎncă nu există evaluări
- REOLOGIA ALIMENTULUI Curs 1Document12 paginiREOLOGIA ALIMENTULUI Curs 1Dragu ClaudiuÎncă nu există evaluări
- Controlul Calitatii Produselor de Origine VegetalaDocument29 paginiControlul Calitatii Produselor de Origine VegetalaDragu ClaudiuÎncă nu există evaluări
- Suport de Curs Microsoft Office 2010Document20 paginiSuport de Curs Microsoft Office 2010Dragu ClaudiuÎncă nu există evaluări
- Reguli Generale Privind Igiena Produselor AlimentareDocument46 paginiReguli Generale Privind Igiena Produselor AlimentareDragu ClaudiuÎncă nu există evaluări
- Strategii de Instruire Monica PurcaruDocument158 paginiStrategii de Instruire Monica PurcaruDragu ClaudiuÎncă nu există evaluări
- 1.legaturi Chimice Apa Sisteme ApoaseDocument8 pagini1.legaturi Chimice Apa Sisteme ApoaseDragu ClaudiuÎncă nu există evaluări
- Reguli Generale Privind Igiena Produselor AlimentareDocument46 paginiReguli Generale Privind Igiena Produselor AlimentareDragu ClaudiuÎncă nu există evaluări
- 9-10. ElectroforezaDocument12 pagini9-10. ElectroforezaDragu ClaudiuÎncă nu există evaluări
- Conceptul de Calitate Totală"Document15 paginiConceptul de Calitate Totală"Dragu ClaudiuÎncă nu există evaluări
- Utilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDocument25 paginiUtilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDragu ClaudiuÎncă nu există evaluări
- Utilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDocument25 paginiUtilizarea Metodelor Statistice În Controlul Şi Asigurarea CalităţiiDragu ClaudiuÎncă nu există evaluări