S-ar putea să vă placă și
- Roata Dintata Proiect TCMDocument44 paginiRoata Dintata Proiect TCMMădălin GrecuÎncă nu există evaluări
- Proiect TCMDocument2 paginiProiect TCMyvettteturiÎncă nu există evaluări
- Procesul Tehnologic de PrelucrareDocument21 paginiProcesul Tehnologic de PrelucrareAmalia Eugenia DinuÎncă nu există evaluări
- Proiectarea DispozitivelorDocument17 paginiProiectarea DispozitivelorBurzo AndreiÎncă nu există evaluări
- Proiect - Sisteme de Prelucrare Prin Deformari PlasticeDocument13 paginiProiect - Sisteme de Prelucrare Prin Deformari PlasticeMarius- Ciprian BundacÎncă nu există evaluări
- Proiect PDPR TCMDocument37 paginiProiect PDPR TCMTomita SpinuÎncă nu există evaluări
- Proiect Gaurire La Dispozitive Cap1Document14 paginiProiect Gaurire La Dispozitive Cap1Alexandru GhiniaÎncă nu există evaluări
- Prelucrarea Prin Deformare Plastica La ReceDocument30 paginiPrelucrarea Prin Deformare Plastica La ReceRosu RemusÎncă nu există evaluări
- Proiect AlezorDocument18 paginiProiect AlezorAlex100% (1)
- Bucsa Ghidare MatritaDocument14 paginiBucsa Ghidare MatritaSimona Dumbravescu100% (1)
- Calculul Regimurilor de Aschiere Piesa de Tip ArboreDocument23 paginiCalculul Regimurilor de Aschiere Piesa de Tip ArboreAmariei Cosmin-EmanuelÎncă nu există evaluări
- Exemplu Proiect PDPRDocument34 paginiExemplu Proiect PDPRCristi AntonÎncă nu există evaluări
- Proiect Bazele Prelucrarii Prin Deformare PlasticaDocument21 paginiProiect Bazele Prelucrarii Prin Deformare PlasticaRaluca HancianuÎncă nu există evaluări
- ProiectDocument33 paginiProiectPatrascu Robert-GabrielÎncă nu există evaluări
- Proiect THM - Roata ConjugataDocument42 paginiProiect THM - Roata ConjugataAlin BadalanÎncă nu există evaluări
- Proiect TFPDocument26 paginiProiect TFPNaty MărieşÎncă nu există evaluări
- Proiect Dispozitive - MarinescuDocument30 paginiProiect Dispozitive - MarinescuEmilia MihăilescuÎncă nu există evaluări
- ProiectDocument22 paginiProiectSerban Valeriu100% (1)
- Proiect Motor Ccmai 2 An IVDocument55 paginiProiect Motor Ccmai 2 An IVBoaca Andrei-CatalinÎncă nu există evaluări
- Regimul de AschiereDocument11 paginiRegimul de AschiereRindasu TudorelÎncă nu există evaluări
- Calculul Parametrilor de AschiereDocument4 paginiCalculul Parametrilor de AschiereMatthew ReedÎncă nu există evaluări
- Proiect TCMDocument25 paginiProiect TCMAlex ApostolÎncă nu există evaluări
- Proiect TDPR 2 AaaaaaDocument28 paginiProiect TDPR 2 AaaaaaAlex StanciuÎncă nu există evaluări
- Proiect FRIA - PistonDocument8 paginiProiect FRIA - PistongirisanuÎncă nu există evaluări
- Proiect BucsaDocument37 paginiProiect Bucsaxf,ykcgmÎncă nu există evaluări
- Proiect Mpi Arbore 1Document11 paginiProiect Mpi Arbore 1Roxana LazarÎncă nu există evaluări
- TPR2Document42 paginiTPR2Patrascu Robert-Gabriel100% (1)
- Proiect BPMDocument12 paginiProiect BPMTeodora VezitiuÎncă nu există evaluări
- Exemplu Proiect MFPDocument51 paginiExemplu Proiect MFPLydya RaduÎncă nu există evaluări
- Proiect Marius If - BUCSADocument8 paginiProiect Marius If - BUCSAIancu AlexandruÎncă nu există evaluări
- Calculul Regimurilor Pentru Degrosare Si Finisare Fi30, Rectificare Fi 24 Si Frezare Canal PanaDocument28 paginiCalculul Regimurilor Pentru Degrosare Si Finisare Fi30, Rectificare Fi 24 Si Frezare Canal PanaMoldovan CalinÎncă nu există evaluări
- Etapa IVb - Regimul de aschiere (Восстановлен)Document14 paginiEtapa IVb - Regimul de aschiere (Восстановлен)vladÎncă nu există evaluări
- 1 PDFDocument17 pagini1 PDFRobotica ubmÎncă nu există evaluări
- Proiect BPDP RobertDocument21 paginiProiect BPDP RobertIgor GhireaÎncă nu există evaluări
- Memoriu Justificativ de CalculDocument13 paginiMemoriu Justificativ de CalculBogdan SerbanÎncă nu există evaluări
- Proiect Regim Aschiere Si NormareDocument37 paginiProiect Regim Aschiere Si NormareTrimbitas PaulÎncă nu există evaluări
- Operatia 1. Strunjire DegrosareDocument3 paginiOperatia 1. Strunjire DegrosareCojocaru FlorinÎncă nu există evaluări
- Proiect TCM - Etapa IVDocument12 paginiProiect TCM - Etapa IVAdrian-Dumitrel Radu100% (1)
- Presa Cu Piulita FixaDocument12 paginiPresa Cu Piulita FixasimucristinaÎncă nu există evaluări
- Proiect TFMR An IIIDocument17 paginiProiect TFMR An IIICosmin CăruntuÎncă nu există evaluări
- Proiect PredaDocument23 paginiProiect PredaAndreeaÎncă nu există evaluări
- BPDPDocument21 paginiBPDPClaudia BonteaÎncă nu există evaluări
- Lucrare MCNDocument19 paginiLucrare MCNAnastasia GhevcoÎncă nu există evaluări
- PROIECT FilegatDocument11 paginiPROIECT FilegatloredanagraurÎncă nu există evaluări
- Proiect IonutDocument21 paginiProiect IonutCosminAvăcărițeiÎncă nu există evaluări
- Proiectarea Procesului Tehnologic de Prelucrare A Reperului DatDocument682 paginiProiectarea Procesului Tehnologic de Prelucrare A Reperului Dationpopa8990Încă nu există evaluări
- Optimizarea Procesului de AschiereDocument16 paginiOptimizarea Procesului de AschierematacheÎncă nu există evaluări
- ProiectDocument16 paginiProiectTudorÎncă nu există evaluări
- Tehnologii de FabricatieDocument16 paginiTehnologii de FabricatieVili SzabyÎncă nu există evaluări
- Universitatea Tehnică Din Cluj - MefDocument18 paginiUniversitatea Tehnică Din Cluj - MefFlorina PopÎncă nu există evaluări
- Proiect MPDPDocument18 paginiProiect MPDPPop GabrielÎncă nu există evaluări
- Proiect Verificat BurlacuDocument26 paginiProiect Verificat BurlacuDana BurlacuÎncă nu există evaluări
- Operatia de StrunjireDocument7 paginiOperatia de Strunjiregaby198Încă nu există evaluări
- BPM ProiectDocument4 paginiBPM ProiectDiana NichitaÎncă nu există evaluări
- Operatia 2. BurghiereDocument5 paginiOperatia 2. BurghiereCojocaru FlorinÎncă nu există evaluări
- Operatia 1. Strunjire DegrosareDocument3 paginiOperatia 1. Strunjire DegrosareCojocaru FlorinÎncă nu există evaluări
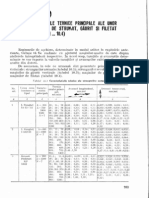
- Vlase Volum I, Caracteristicile Tehnice Masini Unelte de Strunjit, Gaurit Si FiletatDocument14 paginiVlase Volum I, Caracteristicile Tehnice Masini Unelte de Strunjit, Gaurit Si FiletatLuminita PanaitoaiaÎncă nu există evaluări
- NomenclatorDocument84 paginiNomenclatorAnetta IsacÎncă nu există evaluări