Aspecte practice ale elaborarii procesului tehnologic de prelucrare prin aschiere Elaborarea procesului tehnologic de prelucrare prin aschiere
a pieselor de tipul arborilor
Piesele din categoria arborilor sunt componente mecanice cu rol foarte important in structura instalatiilor si masinilor deoarece trebuie sa preia sau sa transmita sarcini (forte , moment de torsiune) de marime [Link] executiei lor influenteaza direct siguranta in functionare a produselor din care fac parte si de aceea este necesar ca procesul tehnologic de prelucrare prin aschiere aplicat acesat sau tora sa asigure respectarea conditiilor de precizie impuse. Structura generala a unui process tehnologic de prelucrare prin aschiere aplicat pieselor de tip axe si bucse este urmatoarea: Debitarea semifabricatului
- operatia ce se executa in cazul cand semifabricatul supus prelucrarii este laminat, calibrat sau necalibrat, sau chiar [Link] de debitare se refera si la taierea capetelor semifabricatului in cazul in care acesta este forjat sau matritat la dimensiunile aproximative ale piesei [Link] se executa pe masini de taiat ca fierastraie mecanice cu panza sau freze disc, cu ghilotina sau strunguti special.
� Indreptarea semifabricatului
- Se
executa la cald sau la rece , find necesara in scopul reducerii deformatiilor spatial ale arborilor. Operatia se executa pe masini de indreptat cu role inclinate pentru calibrare si indreptarea cilindrilor. Semifabricatele forjate sau matritate se indreapta pe ciocane sau prese hidralice.
Strunjirea suprafetelor frontale
- Este operatia prin care se genereaza suprafete ale piesei care constituie neori baze de cotare sau generare. La strunjirea suprafeelor plane frontale se disting dou situaii, n funcie de direcia de avans a sculei i de modul de generare a suprafeei:
Generarea suprafeelor plane prin forma i poziia tiului sculei Generarea cu avans generator
Strunjirea de degrosare:
Strunjirea reprezinta procedeul de prelucrare prin aschiere,cu cea mai frecventa utilizare, fiind metoda de baza pt obtinerea corpurilor de [Link] constructia de masini piesele care contin suprafete de revolutie au o pondere insemnata, cele mai caracteristice fiind arborii si bucsele, fapt care justifica raspandirea pe care o au in prezent prelucrarile prin strunjire.
Strunjirea de finisare :
Se realizeaza prin mai multe treceri, prima trecere de prefinisare pentru a obtine o anume precizie si forma semifabricatului si un adios uniform pe toata suprafata acestuia. A doua trecere este de finisare si asigura marimile de forma si rugozitate.
Prelucrarea canalelor de pana sau a canelulilor.
Tratament termic
Rectificarea
- Rectificarea este un procedeu de prelucrare prin achiere care const n detaarea de pe suprafaa de prelucrat a unor achii subiri cu ajutorul unor scule abrazive.
�Prelucrarea prin rectificare asigur o precizie dimensional mare i o bun netezime a suprafeelor. n general, rectificarea se aplic n vederea finisrii pieselor, de regul, dup alte prelucrri executate n prealabil, ca: strunjire, frezare etc.
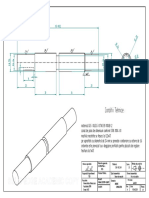
Tema proiect: Sa se proiecteze procesul tehnologic de prelucrare prin aschiere a reperului *Arbore in trepte* prezentat in anexa 1.1 .Materialul prelucrat este OL. 60 STAS 500 / 2 80 .
OPERATIA 1 A. Orientarea si fixarea semifabricatului pe (MU) masina-unealta:
1.a Strunjirea frontal baza tehnologica de masurate. Se alege semifabricatul bara laminata 50 x 110 mm. Pntru operatia de strunjire fronltal se foloseste Sn 400 iar semifabricatu este prins intre bacurile (falcile ) MU . ca in fig 1: 1. semifabricatul are rotatie, 2. Cutitul strungului are avas.
�2.a 3.a Strunjirea cilindrica exterioara 40 x 40 mm. 30 x 20 mm. Fig 2.
Pentru stunjirea cilindrica se utilizeaza cutitul de strung universal .
4.a Centruirea gaura de centrare A2 STAS 1361 - 83
Centruirea se face pentru a fixa si orienta spatial semifabricatul pentru a putea efectua operatiile de prelucrare aferente obtineri piesei finite. Acestea pot asigura orientarea cat si fixarea dar pot fi considerate si baze de cotare.
�Daca fixarea se face n universal si vrful papusii mobile, este necesara o prelucrare a portiunii ce va fi fixata n universal Fig 3.
B . Desprins , introdus , orientat si prins semifabricatul.
5.b Strunjirea la cota frontal 104mm si 8.8 Centruirea gaura de centrare A2 STAS 1361 - 83
Pentru a asigura lungimea finala a piesei se va face a doua gaurire pentru centruire astfel se va asigura a doua baza de generare si cotare.
�6.b Strunjirea cilindrica exterioara 7.b Strunjirea cilindrica exterioara
30 x 20 mm. 25 x 15 mm.
La strunjirea cilindrica exterioara se va genera suprafata exterioara la cota cu adaosul de prelucrate in vederea finisarii.
C. Desprinderea piesei La desprinderea piesei se vor actiona falcile mandrinei de prindere a strungului SN 400. D. Controlul intreoperational Controlul interoperational se va face cu ajutorul unui subler pentru a se asigura gama de dimensiuni prestabilite in urma procesului de aschiere, urman a se efectua operatia de finisare.
�Fisa film a proceselor tehnologice:
Numrul de ordine i denumire a operaiei 1. Strunjire de degrosar e
Utilajuli SDV-urile Schia simplificat a operaiei (ca tip)
U: Strung S N 4 0 0 D: Falcile MU S: Cutite de strung , bara de alezat V: ubler
�U: Strung S N 4 0 0 D: Falcile MU S: Cutite de strung pentru finisare V: ubler
2 Strunjire de finisare
�U: Strung 3 Frezare canal pana S N 4 0 0 D:Falcile MU S: Freza cilindro frontala V: ubler
Alegerea sculei aschietoare :
In functie de natura si de proprietatile fizico-mecanice ale materialului semifabricatului se alege materialul partii active a cutitului, pentru realizarea unei prelucrari in conditiile date. Materialul partii active poate fi otel carbon pentru scule, otel aliat pentru scule, otel rapid, carburi metalice si mineraloceramine, diamante industriale etc.
�O raspandire foarte larga (~80%) au cutitele armate cu placute din carburi metalice, care pot fi alese din STAS-ul 6374-80. T a = 90 min *Cutit drept pentru strunjire interioara prevazut cu placuta din carburi metalice P20 STAS 6384 80, cu geometria 45o ; 10o ; 120 ; r 2 mm In functie de adaosurile de prelucrare se alege cutitu de degrosat si cutitul de finisare din dotarea SN 400.
Stabilirea avansului de aschiere: Avansurile pentru strunjirea de finisare se adopta conform tabelului :
�Viteza, forta si puterea de aschiere : V = 19,3 [ m/min ]; Fz = 344,0 [daN]; P = 1,38 [kW].
Turatia piesei:
Puterea de aschiere : unde :
Mai = momentul de aschiere [daNm] ;
�nS = turatia sculei [rot/min] ;
OPERATIA 2
Strunjirea de finisare:
A.
Orientarea si fixarea semifabricatului pe (MU) masina-unealta: 1.a Strunjirea cilindrica exterioara de finisare.
Procedeul este asemanator strunziri de degrosare insa rugozitatea scade si se pastreaza dimensiunile stabilite de constructor in cadrul desenului de executie si asiguratea tolerantelor. Deosebirea este cutitul folosit care poate fi de mai ulte feluri:
Cutitul este unu classic dar se pot folosi si cutite cu geometrie diferita ,cu cap rotund pentru o finisare prin tasare. Necesar este de asigura campul de tolerante .
�Filetarea cu cutit M25 x 1.5mm Pentru aceasta operatie se va folosi un cutit de strung pentru filetat exterior - dreapta DIN 282 .
Avansul de aschiere este egal cu pasul filetului s = p= 1.5 mm s avansul p-pasul
�Viteza de aschiere: V-= 14.8 / T1.38*p1.3*t0.7 Astfel V= 23.8 /min
Controlul interoperational al semifabricatului:
Se va face cu ajutorul unui micromere sa cu sublerul pentru a verifica clasa de precizie.
�OPERATIA 3
Frezarea canal pana.
A.
Orientarea si fixarea semifabricatului pe (MU) masina-unealta
1.a Frezarea canalului de pana de dimensiunea 5mm cu respectarea cotei de 40mm.
�Frezarea canalului de pana se face pe o MU masina-unealta de frezat universal folosint o freza cilindro frontal de dimensiunea 10 mm.
Pentru a asigura pozitia si geometria corecta a frezarii se vor folosi urmatoarele caracteristici: 1. Semifabricatul se va aseza pe masa MU pe cale in forma de V pentru a asigura stabilitarea si prelua gradele de libertate.
2. Orientarea se va face in directia de avans a SA sculei aschietoare, pentru a reduce efortul si a eficientiza operatia de prelucrare.
3. Selectarea avasnului la frezarea canalului de pana: Adncimea de aschiere o aleg n functie de rezistenta sculei cu dimensiunile cele mai mici, numarul de treceri si de rigiditatea sistemului tehnologic. Se recomanda ca adaosul de prelucrare sa se ia la o valoare maxima admisa de rezistenta sculei pentru a micsora numarul de treceri.
�4. Viteza de aschiere : Viteza de aschiere aleasa din normative se corecteaza cu o serie de coeficienti care tine seama de materialul de prelucrat, materialul sculei, avansul, adncimea de aschiere, etc.
v= va x k1 x k2 x x kn n care: v- viteza de aschiere corecta, va- viteza indicata n tabel, k1,k2,kn- coeficienti de corectie. Valorile recomandate pentru viteza de prelucrare a otelului si coeficientii de corectie sunt date n tabelul:
Pentru, materialul de prelucrat OLC 60, calitatea otelului, duritatea marerialului HB= 207, materialul taisului: Rp3 rezulta coeficientul k2 de corectie a vitezei de aschiere la gaurire, adncire si tesire n functie de adncimea de prelucrare a otelului din tabelul ; K2=1,3;
�Viteza de aschiere corectata: V= 1811,3=23,4 [m/min] n continuare se calculeaza turatia sculei ns [rot/min] cu rela n care:
v- viteza de aschiere n [m/min]; D- diametrul sculei n [mm];
Pentru alegerea turatiei arborelui principal trebuie respectate urmatoarele conditii: n min <nv min < nv max < n max Conform tabel C.F.G. 2(capitolul 6) , se alege turatia nSC =560 [rot/min] ; n min= 180 [rot/min] ; n max= 710 [rot/min] ; Deci inegalitatea de mai sus se verifica .
Stabilirea adncimii de aschiere.
�Se vor anexa : -Desen executie al reperului ARBORE IN TREPTE -Tabel adaosuri de prelucrare
�-Abateri limita pentru otelul rotund laminat.
�ANEXA 1 (Desen executie)
�ANEXA 2
Calculul adaosurilor de prelucrare pentru suprafaa cilindric exterioar Elementele adaosului Denum. fazei 1 Semifab. [Link]. T.T. [Link]
R z, k m k 1 1
m
2 -
m
3 -
,k a k 1
m
4 1000
Amin,c
dmin mm 7 76,938 72,67 69,85
Tk
Dim. limit dmin dmax mm 9 77,0 72,7 69,85 mm 10 81,0 73,16 70,15
Ab. efective Amin,k An,k mm 11 4,3 2,85 mm 12 7,84 3,01
Notarea cotei mm 13
8 0 4 ,0 1 7 .1 0 0 ,46 3 6
m
5 134 86
m
6 4268 2820
m
8 4000 460 300
1000 250 240
834
70 0.15
Calculul adaosurilor de prelucrare pentru suprafaa frontal Elementele adaosului Denum. fazei 1 Semifab. Str. degr. T.T. Str. semif. 250
R z, k m k 1 1
k 1
m
4 83 9
,k a m
5 514 86
Amin,c
Lmin mm 7 127,64 123,97 122,8
Tk
Dim. limit Lmin Lmax mm 9 128,0 124,0 122,8 mm 10 134,0 126,2 123,2
Ab. efective Amin,k An,k mm 11 4,0 1,2 mm 12 7,8 3,0
m
2 -
m
3 1000 240
m
6 3194 1170
m
8 6000 2200 400
Notarea cotei 13
14 3
0 ,0 6
1 6 ,20 2 ,2 2
123 0,2 0
�ANEXA 3