Refetat Tensiuni Remanente
Încărcat de
Timofte DorelRefetat Tensiuni Remanente
Încărcat de
Timofte DorelUNIVERSITATEA TEHNICA GHEORGHE ASACHI
DIN IASI
FACULTATEA DE MECANICA
REFERAT
TENSIUNI REMANENTE
TIMOFTE DOREL-master D E T anul II
Conducator [Link]. NICUSOR AMARIEI
2012
1. Tensiuni remanente. Fenomen i cauzalitate. Clasificare
n atenia prelucrtorilor mecanici st mbuntirea continu a caracteristicilor mecanice
ale produselor metalice, deoarece de acestea sunt legate n mod nemijlocit gabaritul, masa specific
i fiabilitatea produsului. Caracteristicile mecanice au dou componente fundamentale: rezistena
funcional i stabilitatea dimensional n timp, cele dou componente intercondiionndu-se
reciproc.
Rezistena funcional este asigurat de respectarea de ctre materialul piesei a unor
restricii impuse de legea lui Hooke; stabilitatea dimensional fiind asigurat de rezistena la uzur
i starea tensiunilor reziduale instabile. Aceste tensiuni reziduale instabile duc la fisurri i la
modificri dimensionale ale pieselor. Problema care se pune este de a nltura tensiunile interne
instabile ntr-o msur ct mai mare, fr a afecta starea tensional rezidual stabil.
Tensiunile remanente reprezint acele tensiuni care exist ntr-un corp (pies) atunci cnd
acesta nu este supus nici unei fore exterioare. Ele mai sunt cunoscute i sub denumirea de tensiuni
reziduale, interne sau permanente. Noiunea de tensiune intern nu este recomandat pentru
utilizare, deoarece aceast denumire nu face deosebirea ntre tensiunile produse de sarcinile
exterioare aplicate i tensiunile existente n lipsa acestora. n definitiv, toate tensiunile sunt interne.
Din acest motiv se va utiliza denumirea de tensiune remanent.
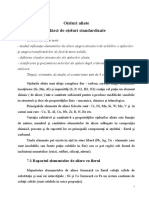
Se studiaz ca exemplu o tabl din oel laminat n condiii n care curgerea plastic s
apar numai la suprafaa acesteia (figura 1, a). La suprafata tablei, fibrele deformate la rece tind s
se lungeasc, n timp ce n zona central a tablei fibrele rmn nemodificate. Fibrele de la centrul
tablei i cele de la suprafa se vor influena reciproc: cele centrale tind s mpiedice alungirea
fibrelor de la suprafa n timp ce acestea caut s ntind fibrele centrale.
Rezultatul acestor influene reciproce d natere la tensiuni remanente de compresiune
ridicate pe suprafaa tablei i tensiuni remanente de ntindere n centrul tablei (figura 1, b).
Fig. 1. Distributia tensiunilor interne longitudinale
0
0
Compres. ntinde.
b
a
Sistemul de fore produs de ctre tensiunile remanente trebuie s fie n echilibru static, adic
fora total care acioneaz, asupra unui plan oarecare din corp i momentul total trebuie s fie
nule. Aceasta nseamn c suprafaa de sub poriunea curb ce reprezint variaia tensiunilor de
compresiune, trebuie s fie egal cu suprafaa de deasupra poriunii curbei ce reprezint variaia
tensiunilor remanente de ntindere.
Situaia este mai complicat ntrucat, n realitate, starea de tensiuni remanente dintr-un
punct oarecare este o stare spaial. Uneori datorit simetriei, se ia n consideraie numai tensiunile
remanente ce acioneaz pe o singur direcie. Un exemplu clasic de modificare a volumului
datorit tensiunilor interne l constituie rcirea unui lingou, de dimensiuni mari, dintr-un metal care
nu prezint modificri de faz. Diferenele de temperatur care exist ntre suprafaa i centrul
lingoului sunt suficiente pentru a da natere unor tensiuni remanente. ntrucat colurile se rcesc
mai repede dect centrul contracia termic aprut produce un dezechilibru al deformaiilor ntre
ele i centrul lingoului. Acest dezechilibru conduce la apariia unor tensiuni longitudinale (figura
2, b). Zona central nu poate suporta tensiunile de compresiune impuse i se contract pentru a
reduce o parte din aceste tensiuni (figura 2, c).
La rcirea complet a lingoului, contracia total va fi mai mare n mijloc dect n zona
marginilor, deoarece n aceast zon contracia se datoreaz atat rcirii ct i deformaiei plastice
(figura 2, d). n zona muchiilor avem tensiuni remanente de compresiune n timp ce n zona
central tensiunile sunt de ntindere. Tensiunile remanente trebuie considerate numai ca tensiuni
elastice. Valoarea maxim pe care o poate atinge tensiunea remanent este egal cu limita de
elasticitate a materialului. O tensiune care ar depi limita de elasticitate fr a exista fore
exterioare care s i se opun, ar fi preluat de deformaia plastic a materialului, pn va atinge
valoarea limitei de curgere.
b
c
d
a
Fig. 2. Dezvoltarea tensiunilor interne in timpul rcirii unui lingou
n principiu tensiunile interne se clasific n:
- macrotensiuni interne ;
- microtensiuni interne ;
- tensiuni de reacie.
Macrotensiunile interne variaz continuu n tot volumul corpului i acioneaz asupra unor
zone de dimensiuni mari n raport cu dimensiunile atomice.
Microtensiunile interne acioneaz asupra unor zone cu ordinul de mrime a catorva celule,
dei efectul lor se poate extinde chiar pe mai mult de un grunte. Ele variaz mult de la un grunte
la altul, datorit anizotropiei cristalelor. Un exemplu de microtensiuni interne l constituie
precipitarea particulelor de faz secundar dintr-o soluie solid. Dac particulele de faz
secundar au o densitate mai mic dect masa de baz, atunci fiecare particul cutnd s ocupe un
volum mai mare, este comprimat de masa de baz. Fenomenul conduce la dezvoltarea unor
tensiuni de ntindere n masa de baz, pe direcia radial i circumferenial fa de particulele de
faz secundar.
Determinarea experimental a microtensiunilor interne n sistem cu dou faze este foarte
greu de realizat, dei valorile lor medii au fost determinate cu raze X.
Tensiunile remanente de reacie apar n piesele asamblate, n special n construcii sudate.
Datorit interaciunii ntre piesele ce compun un ansamblu, diferite pri ale acestuia pot fi
tensionate dei construcia nu este supus unei sarcini exterioare. Att sudura electric prin puncte
ct i sudarea cap la cap produc tensiuni mari de ntindere n centrul suprafeei de aplicare a
cldurii.
Prelucrarea cu alice, ciocnirea suprafeei i roluirea suprafeei produc stri plane de
tensiuni remanente de compresiune n zona suprafeei, care sunt echilibrate de ctre strile plane de
tensiune de ntindere ce apar n interior. Acoperirile dure (cromare, nichelare) pot produce tensiuni
remanente fie de ntindere fie de compresiune, n funcie de condiiile de desfurare al procesului
de acoperire.
Suprapunerea mai multor operaii bazate pe deformare nu produce, n final, o distribuie de
tensiuni remanente care s fie suma algebric a distribuiei de tensiuni produs n cadrul fiecrei
operaii. Practic procesul de deformare este n final, cel care determin spectrul rezultant de
tensiuni remanente.
Dup alt criteriu, tensiunile remanente sunt:
tensiuni termice, date de o dilatare sau o contracie neuniform, ca urmare a diferenelor de
temperatur pe seciune sau n volum;
tensiuni structurale, date de modificri de volum specific din timpul nclzirii i rcirii;
tensiuni de lucru, date de aciunea mecanic a diferitelor procedee de prelucrare mecanic.
Tensiunile remanente sunt asociate cu deformaii elastice corespunztoare pe direciile,
planele i volumele n care ele acioneaz, i se echilibreaz reciproc. De altfel, msurarea lor
direct nu este posibil, evaluarea lor fcndu-se prin msurarea deformaiilor elastice care le
nsoesc sau care se produc dup ndeprtarea unei poriuni de material, respectiv dup
dezechilibrarea sistemului iniial.
n general, tensiunea rezidual este definit ca o ntindere sau compresiune ce ia natere n
masa de material fr ca, din exterior, s fie aplicat o sarcin, deplasare sau gradient termic.
n funcie de natura volumului n care acioneaz, tensiunile remanente se mpart n:
Tensiuni de ordinul I, sau macroscopice care acioneaz n volumul total al structurii
metalice sau pe poriuni mari; de exemplu tensiunile termice, tensiunile mecanice remanente dup
deformare, tensiunile structurale la rcire etc. Orice intervenie din afar asupra tensiunilor de
ordinul I are ca efect modificarea dimensiunilor macroscopice ale corpurilor;
Tensiunile de ordinul II, sau microscopice care acioneaz la scara structurii
microscopice (la nivelul grunilor cristalini). n aceast clas se ncadreaz tensiunile termice
instaurate n aliaje bifazice la limita de separaie ntre faze cu coeficieni de dilatare diferii;
tensiunile de lucru induse n materiale policristaline deformate plastic la rece, la care grunii
cristalini prezint anizotropia limitei de curgere. Intervenia exterioar asupra tensiunilor de
ordinul II are de asemenea ca efect modificarea dimensiunilor macroscopice ale pieselor;
Tensiunile de ordinul III, sau reticulare sunt asociate imperfeciunilor de cristalinitate
ale structurii reticulare fine (vacane/goluri, atomi interstiiali i de substituie, dislocaii, blocuri n
mozaic i dezorientarea lor, etc.), care produc distorsionri ale reelei ideale pe distane mici, n
interiorul volumului unui grunte cristalin. Modificarea echilibrului tensiunilor interne de ordinul
III, prin cauze exterioare, nu provoac modificri dimensionale msurabile macroscopic.
Avnd n vedere c tensiunile reziduale sunt asociate deformaiilor elastice, rezult c ele
sunt inferioare tensiunilor critice de alunecare n cazul tensiunilor de ordinul III, sau a limitei de
curgere i de fluaj n cazul tensiunilor de ordinul I i II.
Cteva exemple de macrotensiuni (sau tensiuni de primul tip), respectiv tensiuni de tipul II
(referitor la o granul singular) i tensiuni de tipul III (la nivel submicroscopic), sunt redate n
figura 3.
Fig. 3. Evaluarea macro i micro-tensiunilor reziduale
Cunoaterea existenei i a valorilor tensiunilor remanente este important pentru:
- evaluarea i argumentarea duratei de via a pieselor supuse fenomenului de oboseal
- evitarea deformrii pieselor n urma proceselor de prelucrare mecanic (uzinaj)
- evaluarea rezistenei la coroziune
- asumarea stabilitii dimensionale
- limitarea (evitarea) apariiei fisurilor.
Tensiunile remanente se datoreaz n principal:
- gradientului de temperatur din interiorul piesei
- mpiedecarea dilatrii termice ntre dou materiale diferite asamblate
- schimbrilor de faz din structura materialului n urma diferitelor procese
- deformarea plastic datorat prelucrrilor mecanice
- fixrii, strngerii (asamblrii) pieselor.
Urmtoarele procedee de realizare a unei piese sunt generatoare de tensiuni remanente:
- topirea i turnarea n form
- tratamentele de suprafa:
- chimice
- mecanice (lovirea etc.)
- forjarea pieselor
- prelucrrile mecanice
- laminarea
- tratamentele termice
- procesul de sudare
n general, procesele de prelucrare i tratamentele termice conduc la apariia tensiunilor
reziduale: procese de prelucrare primar (turnare, forjare, etc. ), procesele de prelucrare cu
ndeprtare de material (achiere, electroeroziune etc.), lipire, sudare, tratamente de suprafa prin
lovire cu bile, ocuri cu laser, tratamente termice, termochimice, acoperiri.
S considerm un element de rezisten n care exist tensiuni remanante de ntindere. Dac
elementul este solicitat de ctre un sistem de sarcini exterioare care induc tensiuni tot de ntindere,
atunci tensiunea rezultant se obine prin nsumarea celor dou, rezultnd o valoare sporit a
tensiunii, valoare care poate conduce la ruperea elementului respectiv. Dac, n schimb, tensiunea
produs de sarcinile exterioare este de compresiune, tensiunea rezultant este mai mic dect cea
dat de sarcinile exterioare (cele dou tensiuni se scad), diminundu-se astfel pericolul unei ruperi.
De asemenea, tensiunile termice pot fi utilizate pentru micorarea tensiunilor produse prin clirea
materialului. Deoarece tensiunile remanente apar datorit unor gradieni de temperatur, produi
atunci cnd piesa este clit, este posibil s se introduc tensiuni remanente de semn opus,
supunnd piesa rece unei nclziri foarte rapide. Aceast metod permite reducerea cu pn la 80%
a tensiunilor de clire n aliaje pe baz de aluminiu, prin nclzire la temperaturi suficient de joase
pentru a mpiedeca nmuierea.
Tensiunile remanante constituie o cauz principal a ruperilor fragile.
Prezena tensiunilor remanente dup turnare, sudare sau prelucrri mecanice, este nedorit
deoarece produc modificri ale dimensiunilor pieselor (n special batiuri de maini unelte) dup un
timp foarte mare (de ordinul anilor) determinnd scoaterea lor din parametrii de precizie la care au
fost proiectate.
Pentru a msura tensiunile remanente se folosesc metode distructive mecanice sau
nedistructive.
Msurarea distructiva mecanic se bazeaz pe tierea piesei i analiza rupturii; msurarea
nedistructiv utilizeaz fascicole rntgen, ultrasunete, timbre tensometrice sau metode magneto-
elastice.
Pentru ca ntr-un corp s apar tensiuni remanente trebuie ca acesta s sufere deformaii
plastice, s fie solicitat peste limita de curgere (
c
) a materialului din care este confecionat.
Tensiunile remanente care sunt produse de ctre o deformaie neomogen sunt de sens opus
deformaiei plastice care a dat natere tensiunii remanente.
Este cunoscut faptul c un material solicitat sub limita de elasticitate (
e
), dup nlturarea
solicitrii i recapt forma i dimensiunile avute nainte de solicitare. O astfel de stare nu induce
tensiuni remanante. Dac solicitarea se produce peste limita de curgere ( >
c
), dup descrcare
materialul nu-i mai recapt forma i dimensiunile iniiale, el rmnnd cu o deformaie plastic
permanent, remanent (
p
).
Deformaia total (
t
) corespunztoare acelei solicitri este alctuit din dou componente:
una elastic (
e
) i una plastic (
p
):
t
=
e
+
p
Prezena deformaiei plastice dup nlturarea solicitrii, induce n pies o tensiune
remanent. Tensiunile remanente trebuie considerate numai ca tensiuni elastice. Valoarea maxim
pe care o poate atinge tensiunea remanent este egal cu limita de elasticitate (
e
) a materialului. O
tensiune care ar depi aceast valoare, fr s existe fore exterioare care s i se opun ar fi
preluat de deformaia plastic a materialului, pn ce va atinge valoarea limitei de curgere (
c
).
Tensiunile remanente, n general au un efect duntor asupra elementelor de rezisten, a
pieselor i structurilor etc. Sunt cazuri cnd acestea au un efect benefic, de diminuare a tensiunilor
produse de sarcinile exterioare aplicate acestora.
2. Efectul tensiunilor interne
n general tensiunile reziduale au efect pozitiv asupra rezistenei la oboseal i coroziune,
deoarece acestea ntrzie apariia fisurilor i propagarea lor, dar au i efect negativ deoarece reduc
proprietile mecanice i performanele materialelor.
Pentru materialele deformabile, tensiunile reziduale pot accelera sau ntrzia nceputul
deformrii plastice; de aceea efectul asupra ruperii statice ductile este adesea mic deoarece
deformaiile sunt mici i neimportante.
Tensiunile reziduale pot crete sau scdea i este posibil s se cuantifice efectul lor asupra
durabilitii folosind relaiile lui Gerber i Goodman. De aici se poate constata c, deoarece
tensiunea rezidual de ntindere crete, tensiunea medie, amplitudinea tensiunii trebuie redus n
condiiile n care durabilitatea nu este afectat. La o valoare mare a valorii medii, tensiunea
rezidual de ntindere poate adesea declana ruperea de oboseal. Suprafeele libere sunt locul n
care se poate iniia o fisur datorit oboselii.
Asupra pieselor, se poate afirma c tensiunile reziduale pot avea urmtoarele efecte:
[Link] mecanice
Tensiunile interne pot conduce la deformarea pieselor i a instabilitii dimensionale. Se
consider cazul unei bare de oel tras la rece n care se execut caneluri: dac o parte din bar ce
conine tensiuni interne este ndeprtat prin prelucrare, se elimin deasemenea i tensiunile
interne care au existat n materialul ndeprtat. n urma acestei operaii echilibrul static al forelor i
momentelor interne se rupe, astfel c pentru a stabili o nou condiie de echilibru, corpul se
distorsioneaz. Aceste deformri sunt foarte suprtoare atunci cnd prelucrarea ulterioar a
pieselor cere o precizie ridicat, aa cum sunt sculele i filierele.
b. Efecte tehnologice
Tensiunile interne pot influena comportarea materialului fa de sarcinile aplicate din
exterior. Studiat cu atenie, influena lor se poate folosi la procese tehnologice complexe. Se
cunoaste autofretajul care const n deformarea intenionat a materialului din zona interioar a
cilindrilor cu perei groi peste limita de elasticitate a materialului, n aa fel nct n aceast zon
se induc tensiuni interne de compresiune, cnd cilindrul este nencrcat. La solicitrile externe,
tensiunile interne de compresiune vor face s creasc limita de curgere, deci se mreste rezistena
cilindrilor. Tehnologia se aplic la execuia evilor de tun precum i a vaselor de presiune.
c. Efecte n exploatare
La formarea fisurilor datorit coroziunii sub sarcin, un rol important l au tensiunile
interne alturi de sarcinile exterioare. Exemple de combinaii care produc fisuri datorit coroziunii
sub sarcin sunt compuii amoniacului cu alama, a clorurilor cu oelurile austenitice inoxidabile i
a unor aliaje de aluminiu susceptibile la mbtranire. n toate aceste cazuri, trebuie luate msuri
pentru reducerea la minim a tensiunilor interne.
3. Studiul apariiei tensiunilor interne
Noiunea de tensiune intern, n accepiunea general, reprezint tensiunea existent ntr-un
corp material, fr o cauz extern vizibil, altfel spus, n absena unor fore exterioare seciunii de
deformare produse asupra unui corp de ctre un sistem de fore, i se opune aciunea forelor
interioare de rezisten, care sunt de fapt tensiunile de reacie. Dac fora exterioar F este
distribuit uniform pe suprafaa S, tensiunea p se definete prin relaia
S F p /
. n cazul
general tensiunea p nu este constant, astfel c cea real va fi:
S
F
p
r
lim , cnd 0 > S
Tensiunile se pot evidenia printr-o component normal i o component coninut n
plan , numit component tangenial.
sin
S
F
i cos
S
F
,
unde unghiul este cel format dintre fora F i normala pe planul S.
O clasificare sumar a tensiunilor are n vedere: locaia acestora la nivelul reelei cristaline,
respectiv microstructurii, natura efectului sub care se genereaz ca: mecanic, termic, structural;
caracterul lor, adic tensiuni neinduse i tensiuni induse intenionat; operaiile de prelucrare i
fluxul tehnologic; mrimea tensiunilor, care poate fi acceptat pn la limita elastic a corpului
metalic solicitat, etc.
n funcie de locaia care se manifest, tensiunile se mpart n patru categorii:
- tensiuni de ordinul 1, macroscopice care cuprind zone extinse de ordinul moleculelor i
mai mari, uneori ntreaga pies, fcnd abstracie de structura materialului, considerat a fi amorf i
izotrop;
- tensiunile de ordinul 2 datorate anizotropiei elastice ale reelei cristaline ntre pri cu
orientri diferite;
- tensiunile de ordin 3 i 4 la nivelul reelei cristaline, n volume mici de ordinul
dislocaiilor, ntre cristale i n interiorul cristalelor, respectiv ntre atomi i la scar subatomic.
Eliminarea parial a tensiunilor de ordin 2, 3 i 4 pentru continuarea fluxului tehnologic de
prelucrare fr pierderi, se face prin detensionare, operaiune foarte diversificat care poate fi
realizat natural; termic; prin energii neconvenionale, etc.
Tensiunile de ordin 1 nu pot fi eliminate prin detensionare.
Cauzele principale care produc tensiunile interne pot fi grupate astfel:
- tensiuni interne aprute n piese care au suferit rciri inegale n seciuni, n urma unor procese
tehnologice de turnare; deformare plastic; sudare; tratamente termice;
- tensiuni remanente, care provin n piese confecionate din materiale cu plasticitate diferit, dup
ce au fost supuse unor solicitri elasto-plastice, de exemplu: bare solicitate la ncovoiere sau
torsiune; tuburi i discuri; bandaje i role fretate, etc.
- concentratori de tensiune datorit trecerii dintre seciuni diferite; unghiuri i muchii ascuite;
inscripii cu muchii ascuite; racordri necorespunztoare;
- tensiuni termice care au drept cauz variaii de temperaturi la nclzire i rcire; viteze diferite la
nclzire i rcire; coeficieni de dilatare diferii; sisteme de dilatare mpiedicate, etc.
- tensiuni produse la montaj i sisteme static nedeterminate.
Prezena tensiunilor de ntindere duce la efecte nefavorabile de amplificare a efectului de oboseal,
n timp ce tensiunile de compresiune sunt favorabile i combat efectul de oboseal.
n mare parte, tensiunile sunt rezultatul construciei pieselor, ca dimensiuni i forme i ale
proceselor tehnologice de prelucrare, adic se produc neintenionat, pentru eliminarea crora se
folosesc n finalul fluxului de prelucrare, operaiuni de eliminare prin detensionare.
Exist i multe situaii n care, tensiunile de o anumit natur, respectiv cele de compresiune,
utile rezistenei la oboseal, sunt induse intenionat prin operaiuni specifice de tratamente termice
sau termochimice, cazul roilor i bandajelor pentru locomotive i vagoane, care sufer pentru
inducerea acestor tensiuni o operaie final de tratament termic de clire superficial, urmat de
revenire nalt, sau cazul general al organelor de maini care prin tratamente de mbuntire sau
termochimice rmn n suprafaa activ cu tensiuni de compresiune utile, cazul arborilor; roilor de
angrenaj; sculele de achiat, etc.
3.1. Tensiuni la nivelul reelei cristaline
La nivelul reelei cristaline, cristalele au numeroase abateri de la structura lor ideal, prin
deplasri ale atomilor din poziiile de echilibru, cu modifcri ale distanei dintre atomi i n
distribuia sarcinilor electrice. Astfel de abateri de la structura perfect a unui cristal se numesc
imperfeciuni sau defecte de structur, iar cristalele lor sunt cristale reale.
Defectele de structur la nivelul reelei cristaline influeneaz negativ proprietile fizico-
mecanice ale corpurilor. Cristalele ideale, care nu prezint astfel de imperfeciuni, nu se ntlnesc
n practica industrial, ele se obin prin tehnici de preparare speciale neconvenionale. Pe de alt
parte defectele reelei cristaline pot fi statice sau dinamice.
Defectele statice produc deplasri ale atomilor, care n lipsa unor temperaturi ridicate de
difuzie, se menin ndelungat i produc distrugeri n vecintate, cu modificarea distanei
interatomice. Se mpart n defecte punctiforme cu locaie spaial, liniare i de suprafa.
Defectele dinamice se manifest printr-o permanent vibraie termic n jurul atomilor sub forma
undelor elastice. Vibraiile termice se cuantific prin cuanta de energie hw numit fonon. n
procesul propagrii acestora din exterior ctre interior se ciocnesc i se mprtie neregulat,
cumulndu-se la valori energetice din ce n ce mai mari, cu mrirea amplitudinii de vibraie.
Defectele dinamice, de menionat, nu produc distrugeri cu modificri n structura metalelor
ca n cazul defectelor statice.
n figura 3.1 se prezint cteva imperfeciuni simple caracteristice reelei cristaline ale
metalelor, de tipul vacanelor, atomi interstiiali, atomi de impuriti substiiale i atomi de
impuriti interstiiali.
a. b. c. d.
Fig. 3.1. Imperfeciuni punctuale n reelele cristaline ale metalelor:
a vacane; b atom interstiial; c atom de impuritate; d atom de impuritate interstiial.
n figura 3.2 se arat tipurile de defecte complexe, de tipul coloniilor de vacane, colonie
interstiial, clauster de vacane i clauster interstiial.
Colonie de vacane
Clauster de
vacane
C
l
a
u
s
t
e
r
d
e
i
n
t
e
r
s
t
i
i
i
C
o
l
o
n
i
e
d
e
i
n
t
e
r
s
t
i
i
a
l
i
Fig. 3.2. Tipuri de defecte complexe
Astfel de defecte amplificate duc la apariia dislocaiilor, care pot fi marginale figura 3.3,
elicoidale figura 3.4, liniare figura 3.5.
a. b.
Fig. 3.3. Dislocaie marginal: a cristal ideal; b cristal cu dislocaie marginal
Zon f r
alunec ri
A
B
B'
C
C'
D
D
i
r
e
c
i
e
d
e
a
l
u
n
e
c
a
r
e
Fig. 3.4. Dislocaie elicoidal
Fig. 3.5. Dislocaii liniare; a n care nu s-aprodus nici o alunecare; b n care s-a produs o
alunecare sincron; c n care s-a produs o alunecare asincron.
Zon f r
alunec ri
M M
N
N
G B
I
L L I
G
G
B
B
a b
c
B
M N
G
I
L
B
Direc ia de
alunecare
n figura 3.6 se prezint microstructura unei reele de dislocaii ntr-un aliaj de aluminiu deformat
plastic, la mrire 32500 : 1.
Fig. 3.6. Microstructura unei reele de dislocaii ntr-un aliaj de aluminiu deformat plastic
Mrimea i direcia de alunecare n formarea dislocaiilor este definit prin vectorul
Burgers. Dislocaiile sunt rareori n forma liniilor drepte, ele se produc ntre mai multe planuri i
pot fi elicoidale ca n punctul A figura 3.7, sub form de curb sau bucl i marginale ca n punctul
B.
Fig. 3.7. Direcia de alunecare n cazul unor dislocaii elicoidale
Zon f r
alunec ri
Bucl de
disloca ie
Vectorul
Burgers
Plan de
alunecare
Zon
cu
alunec r
i
A
B
b
1
2
Mai concret vectorul Burgers se definete cu ajutorul circuitului Burgers, care n cazul
dislocaiei marignale din figura 3.8, se obine astfel: se pleac de la nodul reelei O i se propag
peste m distane interatomice n jos; apoi peste n distane la dreapta; alte distane m n sus i
alte distane n n stnga, pentru nchiderea buclei.
a. b.
Fig. 3.8. Circuitul i vectorul Burgers al unei dislocaii marginale:
a circuitul Burgers ntr-un cristal ideal;
b circuitul Burgers ntr-un cristal care conine o dislocaie marginal
Orice dislocaie este nsoit de tensiuni elastice. Energia elastic E
L
pe unitate de
lungime a dislocaiilor marginale este egal cu:
0
1
2
ln
) 1 ( 4 r
r b G
E
L
, [1],
iar energia pentru o dislocaie elicoidal:
0
1
2
ln
4 r
r b G
E
e
,
unde:
1
2
G modul de elasticitate transversal;
b vectorul Burgers;
energia superficial;
r
1
raza exetrioar a corpului cilindric care conine dislocaia;
r
2
raza interioar a corpului cilindric care conine dislocaia.
3.2. Tensiuni provenite din procese tehnologice de prelucrare
3.2.1. Tensiuni termice la piesele turnate
Dac rcirea pieselor n timpul solidificrii s-ar face uniform, adic dac
temperatura diverselor pri ale piesei ar fi aceeai n decursul operaiei i dac contracia piesei nu
ar fi frnat de materialul formei, piesa s-ar solidifica fr tensiuni. n realitate piesele nu se rcesc
uniform, n sensul c prile cu seciuni mai mici i mai ndeprtate de punctul de atac al metalului
lichid n form, se rcesc mai repede i ajung n stare plastic cu deformaii elastice.
n final n piese, dup turnare, apar tensiuni termice i tensiuni fazice de structur, datorit
faptului c seciunile subiri se rcesc mai repede dect cele cu seciuni groase, de la austenit la
ferito perlit. Apar de asemenea i tensiuni de contracie, datorit formelor i miezurilor care
mpiedic contracia liber a piesei.
Tensiunile termice i tensiunile fazice structurale sunt remanente n piese n timp ce
tensiunile de contracie dispar dup turnare.
n figura 3.9 se arat evoluia rcirii i solidificrii n funcie de temperatur a dou bare cu
seciune diferit, care la nceput i la sfrit au temperaturile egale, ns n timp temperatura lor de
rcire solidificare este diferit.
Fig. 3.9. Evoluia rcirii i solidificrii n funcie de temperatur
a dou bare cu seciune diferit
Timpul
T
e
m
p
e
r
a
t
u
r
a
t
k
1
2
Dac se noteaz cu t
k
, intervalul de temperatur, la care metalul trece din stare plastic n
stare elastic, se observ c barele trec prin acest interval la temperaturi diferite. Astfel, pn la
timpul
1
ambele bare se afl n stare plastic iar n intervalul
2
> ambele se gsesc n stare
plastic, ns n intervalul
2 1
< < , bara 1 se gsete n stare plastic, iar bara 2 n stare elastic.
Fig. 3.10. Pies cu seciuni diferite
Aceleai efecte se ntmpl i n cazul unei piese care are seciuni diferite (fig 3.10).
Alungirea unei bare:
t l l
0
unde:
l
o
- lungimea iniial a barei; coeficientul de dilatare la temperatura t.
n felul acesta deformaia prin alungire:
t
l
l
0
n cazul piesei din figura 3.10, barele fiind solidare, de aceei lungime ns temperatur lor
va fi diferit datorit seciunii, adic una din bare se va scurta, iar cealalt se va lungi, adic:
) 1 ( ) 1 (
2 2 1 1
+ l l
ntre alungiri, n seciuni exist relaia de coresponden:
1
2
2
1
S
S
Unde:
S
2
i S
1
, sunt seciunile diferite ale piesei.
Astfel:
) (
2 1
2
1 k
t T
S S
S
+
,
) (
2 1
1
2 k
t T
S S
S
+
Faptul c aceste modificri se produc sub aciunea aceleiai fore P i considernd relaia
E , putem scrie relaiile:
) (
2 1
2
1 k
t T E
S S
S
+
,
) (
2 1
1
2 k
t T E
S S
S
+
De aici se ajunge la valorile tensiunilor
1
i
2
.
Considernd seciunile celor dou zone ale piesei din figura 3.10, valoarea T= 1500C;
t
k
= 620C; = 1510
-6
grad
-1
; E=200000 N/mm
2
se ajunge la valoarea lui
1
= 101,5 N/mm
2
i
2
=406 N/mm
2
, fa de rezistena la rupere a oelului de 700 N/mm
2
, cu alte cuvinte n cazul de fa
tensiunile nu ajung la limita elastic.
Din relaiile pentru determinarea tensiunilor rezult urmtoarele constatri:
- valoarea tensiunilor nu depinde de lungimea barelor;
- tensiunile sunt direct proporionale cu modulul de elasticitate;
- coeficientul de dilatare, diferena de temperaturi (T+t
k
) a prilor care se rcesc mai ncet i cele
care se rcesc mai rapid;
- tensiunile sunt mai mari cu ct seciunile sunt mai mari;
- diferena (T
topire
t
k
solidificare
) este cu att mai mare cu ct diferenele de seciuni sunt mai mari;
- n seciunile groase tensiunile sunt de ntindere n timp ce n seciunile subiri, rcite mai repede,
tensiunile sunt de compresiune.
Drept concluzie, cu privire la tensiunile termice din piesele turnate se menioneaz:
- piesele turnate dup solidificare au o remanen tensional tolerat, iar dac tehnologia de turnare
este respectat, aceste tensiuni se echilibreaz i nu produc ruperi;
3.2.2. Tensiuni fazice structurale la piese turnate
Dup solidificare are loc rcirea treptat a piesei, temperatura t
k
nsoit de contracia n
stare solid, etap n care se produc i transformri de faz i n stare solid. Aceast contracie
este mult mai mic dect contracia la trecerea din stare lichid n stare solid, intervalul (T-t
k
),
care depinde de volumul specific al constituenilor care se formeaz. Astfel, ferita are un volum
specific de 0,1271g/cm
3
; austenita 0,1212 cm
3
/g + 0,0033 %C i martensita 0,1271 g/cm
3
+
0,0033% C.
La rciri lente cu trecere de la austenit la perlit se face la temperaturi ridicate cnd
materialul este nc plastic, caz n care transformrile de faz nu produc tensiuni importante,
respectiv tratamentele de recoacere.
La recoacerea cu viteze mari, cnd austenita se transform n martensit, transformrile se
produc la un volum mai ridicat i cu tensiuni mai puternice, cazul tratamentului de clire.
Valorile vitezelor de rcire minime se nregistreaz n cazul turnrii n forme pierdute din
nisip i maxime la turnarea n forme metalice, innd cont i de conductivitatea termic diferit.
Unele stri tensionale la piesele turnate sunt generate i de granulaia grosier, eterogen,
care se produce la turnarea n forme din nisip i granulaia mai fin n cazul pieselor turnate n
forme metalice i mult mai fin la turnarea n cochil vibrat, dup cum se exemplific n figura
3.11, pentru un aliaj de tip cupru-aluminiu.
Fig. 3.11. Structura aliajului Cu - Al turnat n amestec de formare,
cochil static i cochil vibrat, atacat clorur cupric amoniacal, mrire 100x
3.2.3. Tensiuni de contracie ale pieselor turnate
Aceste tensiuni se formeaz n timpul formrii i turnrii, datorit rezistenei prea
mari a formei i a miezului, mai ales n cazul miezurilor metalice, bavurilor i altor defecte
caracteristice formrii, care mpiedic contracia piesei sau maselote i reele de turnare, care la
rcire nu pot comprima metalul dintre ele. Astfel de tensiuni depesc uneori limita elastic a
metalului i pot ajunge astfel la ruperi.
Dup dezbaterea pieselor din forme aceste tensiuni dispar, deci nu mai au remanen.
3.3. Tensiuni n piesele deformate plastic i n piesele tratate termic
Piesele deformate plastic se obin din semifabricate turnate astfel c o parte din tensiunile
acestora provin din turnare, ns cea mai mare parte sunt datorate procesului de deformare plastic,
care se poate realiza la cald i la rece.
Tensiunile n aceste piese sunt de asemenea de natur termic i de natur structural. Un
proces tehnologic de deformare plastic sau de tratament termic este optim, atunci cnd n final se
obine o echilibrare ntre aceste dou tipuri de tensiuni.
Tensiunea maxim se produce n procesele tehnologice de deformare plastic la rece prin
forjare-matriare, extrudare, trefilare, laminare, etc. n aceste tehnologii materialul se deformeaz
elastic i plastic remanent, acumulnd valori energetice ridicate, care tensioneaz puternic pn la
epuizarea posibilitilor de alunecare ale cristalelor, ajungnd n aa zisa stare de ecruisaj, critic,
nainte de rupere, caracterizat prin instabilitate din punct de vedere termodinamic i structural.
Aceast stare duce la concentrarea dislocaiilor reelei cristaline, micorarea dimensiunilor
blocurilor (granulaiei), mrirea unghiului de rotite i alungirea grunilor n direcia deformrii. Se
nregistreaz o cretere a duritii cu reducerea plasticitii i tenacitii; mrirea unghiului de
rotire prin dezorientare, cu cretere maxim a anizotropiei pe direcia deformrii i minim pe
direcie transversal, figura 3.12.
Unghiul de
dezorientare
Dimensiunea blocurilor inmozaic
Gradde deformare
h0-h
hn
sau
A0-A
A0
sau
A0
A
ln
Micro
structura
P
r
o
p
r
i
e
t
a
t
i
l
e
f
i
z
i
c
e
s
i
m
e
c
a
n
i
c
e
D
i
m
e
n
s
i
u
n
e
a
b
l
o
c
u
-
r
i
l
o
r
i
n
m
o
z
a
i
c
s
i
u
n
g
h
i
u
l
m
a
x
i
m
d
e
d
e
z
o
r
i
e
n
t
a
r
e
d
i
n
t
r
e
b
l
o
c
u
r
i
Fig. 3.12. Procesul de ecruisare
Refacerea proprietilor i structurii unui astfel de material, pentru a fi posibil continuarea
fluxului tehnologic, se obine printr-o recoacere de recristalizare, prin care se nltur parial
tensiunile de ordinul 2, 3 i 4. Energia termic activeaz procesele de difuzie pentru nlturarea
dislocaiilor i completarea vacanelor prin deplasri ale atomilor la distane egale sau mai mici
dect parametrul reelei de
10
10
m.
La temperaturi mai mari se produce aa zisa faz de restaurare, revenire, cu fragmentarea
grunilor alungii prin deformare i ruperea lor n forme poligonale, avnd ca efect eliminarea
tensiunilor de ordinul 2.
n final, la temperaturi finale ale tratamentului, difuzia se accentueaz i se ajunge la
germenii cristalini n forma i dimensiunile lor iniiale, nainte de prelucrarea prin deformare
plastic la rece, cnd se refac i proprietile, respectiv prin scderea rezistenei mecanice i
creterea tenacitii. Acest moment l reprezint faza de recristalizare, cnd proprietile corespund
figurii 3.13.
Cresterea
grauntilor
recris-
talizare relaxare
Transcristalizare Temperatura
Micro
structura
D
i
m
e
n
s
i
u
n
e
a
m
e
d
i
a
a
b
l
o
c
u
r
i
l
o
r
i
n
m
o
z
a
i
c
P
r
o
p
r
i
e
t
a
t
i
l
e
f
i
z
i
c
e
s
i
m
e
c
a
n
i
c
e
Fig. 3.13. Procesul de recristalizare
Temperatura de recristalizare este constant fiecrui aliaj metalic i depinde de compoziia
chimic a acestuia, exemplu la oelurile carbon 680 710C; la oelurile mediu aliate 600
760C; la aliaje de aluminiu 100 300C; la cupru 180 230C; la bronzuri i alame 300 400C.
Procesele de deformare plastic la cald prin forjare, matriare, laminare, etc., nu
tensioneaz semifabricatele, ntruct procesului de tensionare prin deformare i se opune energia
termic care nsoete deformarea, prin efectul difuziei.
Exist o clasificare a etapelor de nclzire nainte de deformarea plastic la cald a
semifabricatelor din oel, care evideniaz procesele intime ale efectelor de durificare, revenire i
recristalizare.
Astfel un oel nclzit pentru deformare la o temperatur mai mic de 0,2 T
topire
, se
deformeaz la rece cnd efectele de durificare sunt pronunate iar cele de restaurare i detensionare
nu se produc, n timp ce dup nclzire ntre (0,2 0,4) T
topire
, deformarea este incomplet la rece,
cnd se nregistreaz att efecte de durificare ct i de revenire.
Dac temperatura de nclzire este mai mare dect 0,5 T
topire
, deformarea se produce la cald,
cnd efectul de recristalizare este total iar cel de durificare lipsete, obinnd o structur fin i
omogen. La nclziri ntre 0,4 0,5 T
topire
, se produce deformarea incomplet la cald, la care
efectul de revenire este total i apare parial efectul de recristalizare.
Tensiunile termice att la piesele deformate plastic la cald ct i la piesele tratate termic
sunt determinate de seciunile semifabricatului i temperatura de nclzire.
Dup nclzirea unui semifabricat cu seciune rotund, marginile A ale acestuia dup
nclzire au tendina s se contracte, ns masa predominant B a restului seciunii avnd
temperatura de dup nclzire, formeaz ntinderea marginii, figura 3.14.
Fig. 3.14. Stare de tensiune la nclzire
Pe msura rcirii schimbul de cldur cu exteriorul se intensific, se produce inversarea
strii tensionale, figura 3.15, cu tensiuni de compresiune n marginea A i tensiuni de ntindere n
restul seciunii, B.
Cu alte cuvinte semifabricatele deformate plastic la cald au n margine o remanen
tensional de compresiune i n miez o remanen tensional de ntindere, situaie favorabil
rezistenei mecanice.
Aceleai efecte se nregistreaz i cu ocazia tratamentelor termice la care rcirea se face
lent, cazul tratamentelor de recoacere.
n ce privete tensiunile structurale, acestea depind de viteza de rcire i volumul specific al
constituenilor care se formeaz, fiind foarte importante la tratamentele termice. Dac considerm
nclzirea i rcirea unui oel carbon, diagrama - temperatur timp prezint transformarea de la
ferit la austenit, figura 3.16.
Fig. 3.16. Transformarea ferit- austenit
La nclzire ferita se transform n austenit, care poate acumula pn la 2% carbon. Dac
rcirea se face lent, transformrile se produc n sens invers cu un anumit histerezis, iar carbonul
acumulat se pierde prin difuzie, cu alte cuvinte, la o astfel de rcire starea tensional corespunde
figurii 3.15, fiind de natur termic.
Dac rcirea se produce rapid, atunci se formeaz constituentul martensit, cu volum
specific mai mare fiindc are o remanen de 1% carbon i deci volumul specific
0,1271g/cm
3
+0,0033%c, piesele nregistrnd o cretere de volum, deci tensiunile la ntindere n
margine i compresiune n miez, figura 3.17.
Fig. 3.17. Tensiuni remanente la rcire rapid
Cu ct procesul de clire are loc mai rapid, cu att diferena de temperatur dintre miez i
suprafa va fi mai mare i cu att mai mari vor fi tensiunile remanente dup rcire.
Observm deci c la cald, tensiunile structurale figura 3.17, au sens invers tensiunilor
termice, figura 3.15, putnd astfel s se echilibreze.
Fig. 3.15. Stare de tensiune la rcire
3.4. Tensiuni n mbinrile sudate
Procesul tehnologic de sudare se produce printr-o nclzire rapid i rcire cu circa
300C/minut, cu efect de fragilizare asupra metalului de baz i n zona de influen termic. Ciclul
de sudare produce deformaii i solicitri termice. Structura ferito-perlitic ntr-un oel carbon
sudabil este transformat spre forme aciculare fragilizante, care intersecteaz lamele de cementit
provenite din destrmarea sorbitei.
Distribuia neuniform a temperaturii, figura 3.18, a, conduce la deformaii plastice DP i
deformaii elastice DE, la finalizarea nclzirii figura 3.18, b, care la rcire dup solidificare pot
fi de ntindere sau de compresiune, figura 3.18, c.
Fig. 3.18. Influena temperaturii
Zona 1 este nclzit pn la topire.
Zonele 2-2 sunt nclzite peste pierderea elasticitii, transformndu-se ca structur cu
nregistrarea unor deformaii prin modificarea volumului. n zonele 3-3, elasticitatea este pierdut
numai parial, deformaia de volum fiind mai mic, iar n zonele 4-4 se nregistreaz numai
deformaie elastic.
La rcire ansamblul se va comprima. n zonele 1 i 2, comprimarea are loc la nceput n
domeniul plastic iar la temperaturi mai joase n domeniul elastic.
Ciclul termo-deformaional examinat conduce la apariia unor tensiuni remanente. n
zonele n care au loc deformri prin compresiune se formeaz tensiuni de ntindere, iar tensiunile
de compresiune care le echilibreaz vor apare n zonele cu deformri prin ntindere, figura 3.19.
Fig. 3.19. Tensiuni remanente n sudur
Nivelul acestor tensiuni depinde de compoziia chimic a oelului i condiiile tehnologice
de sudare. O astfel de apreciere pentru dou oeluri sudabile este artat n tabelul urmtor:
1. Marca oelului OL37 OLC20
2. Temperatura de rcire la care ncepe
transformarea austenitei, C 680 670
3. Deformaia nainte de transformare, % +0,78 +0,72
4. Tensiunea nainte de deformare, daN/mm
2
+1,7 +1,5
5. Intervalul temperaturilor cu tensiuni de
comprimare, C 670 - 500 630 400
6. Deformaia dup rcire, % +0,33 +0,30
7. Tensiunile dup rcire, daN/mm
2
+23 +22
Tensiunile remanente n mbinrile sudate pot atinge limita elastic i chiar limita de
curgere a oelului, ceea ce impune nlturarea acestora prin recoaceri complete de echilibrare,
realizate mai ales prin normalizare.
n situaia cnd tensiunile au valori sub limita de elasticitate, mbinrile sudate trebuie
detensionate nainte punerii n opera
Fig. 4.2. Reprezentarea
intuitiv a tensiunilor interne
4. Metode de determinare experimental a tensiunilor interne
4.1. Evaluarea tensiunilor reziduale
Pentru evaluarea tensiunilor
reziduale se pot folosi metode
calitative i metode cantitative,
fcndu-se o distincie clar ntre
metodele distructive i cele
nedistructive.
Primul tip de metode presupun
distrugerea materialului prin
secionarea piesei, achiere sau
ndeprtare de material prin alt
procedeu dect achiere (metoda
guririi, metoda decuprii unui inel,
metoda secionrii sau metoda
ndoirii).
Al doilea tip de metode
(nedistructive) se bazeaz pe relaia
dintre parametrii fizici i
cristalografici, i tensiunile reziduale
(metoda difraciei cu raze X, metoda
ultrasonic, metoda magnetic).
Tensiunile reziduale pot fi
evaluate n funcie de lungimea de
Fig. 4.2. Reprezentarea
intuitiv a tensiunilor interne
scar caracteristic, aa cum se prezint n figura 4.1.
Fig. 4.1. Evaluarea tensiunilor reziduale n
funcie de lungimea de scar
4.2. Metode de determinare a tensiunilor reziduale
Metoda Bauer si Heyn
Se pleac de la ideea c tensiunile interne dintr-un cilindru pot fi asemnate cu un sistem de
arcuri (figura 4.2, a). Se analizeaz numai tensiunile longitudinale i se presupune c bara
cilindric conine tensiuni interne de ntindere n zona periferiei i tensiuni de compresiune n
centru. Dac ndeprtm partea exterioar, deci arcurile ntinse, zona central (arcurile
comprimate) se va lungi (figura 4.2, b).
Marimea alungirilor este direct proportional cu forta exercitat de arcurile din exterior.
Alungirea zonei centrale va fi:
,
1
1
L
L d
d
unde L
1
este lungimea deformat a elementului. Tensiunile eliberate prin aceast deformare,
int.
sunt legate de alungire prin legea lui Hooke:
.
1 int
d E
nainte de ndeprtarea stratului exterior, cilindrul a fost n echilibru. Acum fora din zona
central a piesei trebuie s echilibreze fora din materialul ndeprtat:
.
1 1 ext c
P d E A P
Aria iniial a barei cilindrice se noteaz cu A
0
, iar aria stratului exterior va fi dA
1
= A
0
- A
1
.
Tensiunea medie care a existat n stratul exterior se noteaz cu ext astfel c fora din stratul
exterior poate fi scris sub forma:
.
1
A d P
ext
ext
Fig. 4.2. Reprezentarea
intuitiv a tensiunilor interne
a
b
Fig. 4.3. Reprezentarea
tensiunilor interne pe diametrul
unei bare
a b
#
n
t
i
n
d
e
r
e
C
o
m
p
r
e
s
.
T
e
n
s
i
u
n
i
i
n
t
e
r
n
e
l
o
n
g
i
t
u
d
i
n
a
l
e
Egalnd forele din zona central cu cele din stratul exterior, se obine relaia de calcul a
tensiunii n stratul exterior:
.
1
1 1
dA
d E A
ext
Ecuaia exprim tensiunea intern cnd aceasta are o distribuie arbitrar. n realitate tensiunile
interne longitudinale variaz n mod continuu ca n figura 4.2, b. Cnd distribuia de tensiuni se
msoar prin ndeprtarea succesiv a unor straturi subiri, ecuaia permite numai calculul
tensiunilor interne din primul strat ndeprtat, pentru c prin eliminarea lui se produce o
redistribuire a tensiunilor rmase n bar. Tensiunea real n stratul al doilea, aa cum a existat
n bara original (nainte de ndeprtare), este dat de relaia:
,
1
2
2 2
2
d E
dA
d E A
Unde A
2
este aria cilindrului rmas dup ndeprtarea stratului dA
1
. Pentru determinarea
tensiunilor n straturile succesive, trebuie fcut corecia care ine seama de tensiunile
ndeprtate o dat cu toate straturile precedente:
( ) .
1 3 2 1
+ + + +
n
n
n n
n
d d d d E
dA
d E A
Dac se indeprteaz grosimi ce pot fi exprimate sub form diferenial, ecuaia devine sub
forma:
. .
,
_
,
_
dA
d
A E d
dA
d
A E
Ecuaia poate fi utilizat pentru determinarea tensiunilor interne longitudinale n oricare
punct de pe raza barei. n realitate dac se ine cont i de tensiunile interne circumfereniale i
respectiv radiale, determinarea tensiunilor interne prin aceast metod, poate conduce la erori pan
la 30%.
Metoda prin gurire model Sachs
Este o metod exact pentru determinarea tensiunilor remanente longitudinale,
circumfereniale i radiale n bare i tuburi. Metoda este aplicabil la corpurile cilindrice la care
T
e
n
s
i
u
n
i
i
n
t
e
r
n
e
l
o
n
g
i
t
u
d
i
n
a
l
e
tensiunile interne variaz n directie radial, dar sunt constante pe direcie longitudunal i
circumferenial. De altfel majoritatea barelor i evilor, care sunt realizate prin operaii de
deformare, au spectru de tensiuni interne simetrice.
Prima etap, pentru aplicarea metodei, se execut o gaur axial n bar. Cu un burghiu se
ndeprteaz straturile de material de la interiorul cilindrului gol; avnd o grij deosebit pentru
evitarea supranclzirii. ntre dou msurri ale deformaiei trebuie ndeprtat aproximativ 5% din
aria seciunii transversale. Pentru eliminarea efectului de capt, lungimea epruvetei trebuie s fie
de trei ori mai mare dect diametrul. Dup ndeprtarea fiecrui strat de la interior, se fac msurri
ale alungirii longitudinale
L
i circumfereniale
t
.
,
0
0 1
L
L L
L
.
0
0 1
D
D D
t
Variaiile lungimii i ale diametrului se msoar cu micrometre, dar se obine o precizie
mai mare prin folosirea traductorilor tensometrici rezistivi, lipii pe direcia circumferenial i
longitudinal ale barei.
Conform studiului efectuat de Sachs, alungirile longitudinale i circumfereniale pot fi
combinate n doi parametri:
,
t L
+
.
L t
+
Tensiunile longitudinale, circumfereniale i radiale pot fi exprimate prin urmtoarele
relaii:
( ) ,
0
'
1
]
1
dA
d
A A E
L
( ) ,
2
0
0
'
1
]
1
A
A A
dA
d
A A E
t
,
2
0 '
,
_
A
A A
E
r
Unde:
T
e
n
s
i
u
n
i
i
n
t
e
r
n
e
l
o
n
g
i
t
u
d
i
n
a
l
e
E
= E/(1-
2
);
A
0
= aria iniial a cilindrului;
A - aria poriunii din cilindru ndeprtat prin gurire;
- coeficientul de contracie transversal.
Pentru a se utiliza ecuaiile de mai sus trebuie s se reprezinte parametrii deformaiilor i
, n funcie de aria ndeprtat prin gurire. Pantele acestor curbe sunt utilizate n ecuaiile
prezentate. Pentru determinarea tensiunii din lungul axei barei sau din interiorul tubului este
necesar s se extrapoleze curbele i n funcie de A, pn la A = A
0
. n mod asemntor,
pentru a se determina tensiunile pe suprafaa exterioar a barei, aceste curbe trebuie extrapolate
pan la A = A
0
. Exist o anumit grosime de perete a evii, rmas dup gurire, sub care eava
poate s flambeze. O metod pentru obinerea unei determinri exacte a tensiunilor n zona din
aproprierea suprafeei exterioare a barei const n msurarea variaiilor de diametru ale gurii, n
timp ce se ndeprteaz materialul din zona suprafeei exterioare. Ecuaiile pentru acest caz sunt:
( ) ,
'
1
]
1
dA
d
A A E
g L
( ) ,
2
'
1
]
1
A
A A
dA
d
A A E
g
g t
,
2
'
,
_
A
A A
E
g
r
Unde:
A
g
- este aria suprafeei gurite;
A - aria suprafeei transversale a cilindrului dup ndeprtarea fiecrui strat.
Metoda guririi (figura 4.4) este folosit atunci cnd este posibil de aplicat o alt metod
nedistructiv, pentru materiale cu granulaie mare, materiale texturate sau materiale obinute prin
deformare. Se bazeaz pe fenomenul de revenire a materialului dup realizarea gurii n centrul
unei piese ce are fixate pe ea timbre tensometrice.
Fig. 4.4. Tensiunile reziduale folosind metoda guririi
Metoda sgeilor
Metodele analizate sunt greu de pus n aplicare ntrucat necesit un studiu complicat i de
lung durat. De aceea s-au dezvoltat metode mai rapide dar i mai puin exacte. Aceste metode se
bazeaz pe despicarea pe cale mecanic a epruvetei urmat de msurarea sgeilor. Ele sunt
aplicate cnd se poate presupune c tensiunile variaz liniar pe grosimea unei table sau a unui tub,
dar sunt constante pe lime sau circumferin. n realitate variaia tensiunilor n funcie de grosime
este rareori liniar. Metoda bazat pe msurarea sgeilor ia n considerare numai tensiunile ce
acioneaz ntr-o singur direcie i anume direcia tensiunii maxime. De reinut c valoarea
tensiunii maxime poate fi modificat de prezena tensiunilor pe celelalte direcii.
Metoda difraciei cu raze X
Metoda difraciei cu raze X, figura
4.7, este o metod precis folosit la msurarea
tensiunilor reziduale n materiale policristaline
cu granulaie fin. Se mai numete i metoda
sin
2
, unde este unghiul cu care este rotit
piesa. Mrimea rotirii este dat de mrimea
tensiunilor reziduale.
Relaia dintre tensiunile reziduale i
unghiul de rotire:
( )
( )
0
0
2
sin 1 d
d d E
u
+
,
Fig. 4.7. Metoda difraciei cu raze X
unde E i sunt modulul de elasticitate i coeficientul lui Poisson, iar d
i
sunt cele d distane
msurate dup fiecare nclinare.
Metoda utilizeaz spaiul interatomic al unora dintre planele reelei ca lungime etalon
pentru msurarea alungirilor. Practic, se determin spaiul interatomic pentru un anumit plan al
reelei pe corpul nesolicitat i apoi determinarea se face pentru materialul care conine tensiuni
interne. Prin aceast metod se pot msura numai alungirile din zona suprafeei deci se pot
determina numai tensiunile interne de suprafa, deoarece razele X ptrund n interiorul
materialului pe o adncime mai mic de 0,025mm. Avantajul metodei cu raze X este acela c nu
este distructiv. Starea de tensiuni interne, cu aceast metod, se determin pe o suprafa
relativ mic (cu diametrul de circa 3mm), ceea ce face ca aceast metod s fie foarte util
pentru msurarea gradienilor de tensiune foarte abrupi. Metoda prezint dezavantaj atunci
cnd este necesar s determinm starea de tensiuni interne global din zona suprafeei.
Deoarece metoda se bazeaz pe o msurare foarte exact a modificrii poziiei razei X
reflectat de o serie de plane ale reelei, din cauza prezenei alungirii elastice este necesar s se
repereze exact liniile de difracie. Utilizarea filmului pentru nregistrarea razelor X reflectate cere
ca epruveta s aib linii de difracie clare, dac se dorete msurarea cu precizie a alungirilor n
reea. ntrucat materialul deformat puternic la rece i oelul clit i revenit dau linii largi de
difracie, tensiunile interne n aceast categorie de produse nu pot fi determinate cu precizie prin
metoda cu raze X. Au fost ns, dezvoltate metode bazate pe raze X care permit msurarea cu o
precizie acceptabil a tensiunilor interne n oelurile tratate termic.
Legea lui Bragg exprim relaia ce exist ntre distana d dintre o serie dat de plane,
lungimea de und a razelor X, ordinul de difracie n i unghiul de difracie msurat :
. sin 2 d n
Modul de lucru const n determinarea valorilor pentru o tensiune liniar sau suma
tensiunilor principale (
1
+
2
). n cazul metodei Sachs-Weerts se fac dou determinri cu ajutorul
razelor X ale interspaiilor din cadrul reelei d, orientnd fascicolul de raze X normal pe suprafaa
piesei. O msurtoare se face pentru determinarea valorii d, corespunztoare suprafeei tensionate,
n timp ce prin a doua se determin valoarea d
0
ce corespunde situaiei n care materialul este
nesolicitat. Constanta reelei materialului nesolicitat se obine fie scond un mic dop din epruvet,
fie detensionnd epruveta pe cale termic. Alungirea normal pe suprafa, care se msoar cu raze
X este
3
:
.
0
0 1
3
d
d d
Din teoria elasticitii, se cunoate c alungirea pe direcia normal la o suprafa liber
poate fi exprimat cu relaia:
( )
.
2 1
3
E
Suma tensiunilor principale aflate n zona suprafeei
epruvetei este dat de relaia:
.
0
0 1
2 1
d
d d E
+
Starea generalizat corespunztoare tensiunilor
principale ce actioneaz pe suprafat poate fi
reprezentat n trei dimensiuni, printr-un elipsoid
figura 4.8.
1
Fig. 4.8. Reprezentarea
tensiunilor
1
,
2
,
3
cu ajutorul
elipsoidului
Tensiunea normal dat de coordonatele i se poate scrie n funcie de cele trei tensiuni
principale i de cosinusurile lor directoare l, m. i n prin relaia:
3
2
2
2
1
2
n m l + + ;
Unde:
I = sin cos :
m = sin sin :
n = cos .
ntrucat metoda cu raze X permite determinarea tensiunilor interne numai din zona suprafeei,
3
= 0. Ecuaia devine:
+
2
2
2
1
sin cos .
O ecuaie analog poate fi scris pentru alungirile specifice principale:
3
2
2
2
1
2
n m l + + .
nlocuind valorile lui se obine:
( ). sin cos sin
1
2
2
2
1
2
3 1
+
+
E
.
1
sin
2
3
E
,
0
1
0
0 1
0
0
3
d
d d
d
d d
d
d d
Unde:
d
0
-este spaiul interatomic n cazul n care metalul nu este solicitat;
d
1
-spaiul interatomic n metalul solicitat pe direcie perpendicular pe suprafaa epruvetei;
d
-spaiul interatomic pe direcia definit de unghiurile i . nlocuind pe d
0
prin d
1
ecuaia
se simplific:
.
sin
1
1
2
1
1
E
d
d d
Dac se cunosc direciile celor dou tensiuni principale
1
i
2
de la suprafaa piesei,
este suficient s se fac trei expuneri pentru a determina complet starea plan de tensiuni din
punctul respectiv al suprafeei; prima expunere se face cu fascicolul de raze perpendicular pe d
1
,
a doua expunere cu = 45 n direcia
1
permite determinarea lui
1
pe baza ultimei ecuaii,
n timp ce a treia expunere cu = 45 pe cea de a doua direcie principal
2
permite
determinarea lui
2
din aceeai ecuaie. Tensiunea
3
este nul, deoarece msurrile se fac pe o
suprafa liber.
Dac este necesar s se determine att mrimea cat i direcia lui
1
i
2
, sunt necesare patru
expuneri: una cu fascicol de raze normal pe suprafa, pentru a se determina d
1
, iar cellalte trei
pe trei direcii cunoscute (se obinuiesc expuneri la unghiurile , +60 i - 60 lund
=45 pentru fiecare valoare a lui ).
S-ar putea să vă placă și
- Proiect Practica SC Rulmenti SA BarladÎncă nu există evaluăriProiect Practica SC Rulmenti SA Barlad56 pagini
- Lucrare de Sinteza TATDDH VARIANTA DÎncă nu există evaluăriLucrare de Sinteza TATDDH VARIANTA D6 pagini
- 12IG Metode Pentru Determinarea CalibilitatiiÎncă nu există evaluări12IG Metode Pentru Determinarea Calibilitatii14 pagini
- Dragusin Tiberiu Marci TensometriceÎncă nu există evaluăriDragusin Tiberiu Marci Tensometrice8 pagini
- Indrumar de Laborator MetalurgieFizica Levcovici Sanda, Petrica Alexandru, Simona BoiciucÎncă nu există evaluăriIndrumar de Laborator MetalurgieFizica Levcovici Sanda, Petrica Alexandru, Simona Boiciuc153 pagini
- Cerere Adeverinta Apia Pentru Pers Juridice 2Încă nu există evaluăriCerere Adeverinta Apia Pentru Pers Juridice 26 pagini
- 8 Tratamente Termochimice Aplicate Otelurilor100% (1)8 Tratamente Termochimice Aplicate Otelurilor20 pagini
- Influenta Gradului de Deformare Asupra Fenomenelor de Restaurare Si RecristalizareÎncă nu există evaluăriInfluenta Gradului de Deformare Asupra Fenomenelor de Restaurare Si Recristalizare1 pagină
- C1 Tendinta de Formare A Excrescentelor MetaliceÎncă nu există evaluăriC1 Tendinta de Formare A Excrescentelor Metalice22 pagini
- Transf Structurale in Stare Solida La Otel Si FontaÎncă nu există evaluăriTransf Structurale in Stare Solida La Otel Si Fonta32 pagini
- Tema NR 7 - Oteluri Aliate Marci StandardizateÎncă nu există evaluăriTema NR 7 - Oteluri Aliate Marci Standardizate29 pagini
- Profile Cu Pereti Subtiri Din Otel Formate La Rece-2Încă nu există evaluăriProfile Cu Pereti Subtiri Din Otel Formate La Rece-246 pagini
- Teoria Liniara A Fluidului Cu Suprafata LiberaÎncă nu există evaluăriTeoria Liniara A Fluidului Cu Suprafata Libera16 pagini
- Tratamente Termomecanice Aplicate OtelurilorÎncă nu există evaluăriTratamente Termomecanice Aplicate Otelurilor61 pagini
- Coroziunea Si Protectia Anticoroziva A Materialelor Metalice PDFÎncă nu există evaluăriCoroziunea Si Protectia Anticoroziva A Materialelor Metalice PDF53 pagini
- Fabricarea Și Prelucrarea Compozitelor Cu Matrice de Fibre Prin Prelucrarea Cu Descărcare Electrică100% (1)Fabricarea Și Prelucrarea Compozitelor Cu Matrice de Fibre Prin Prelucrarea Cu Descărcare Electrică10 pagini
- Cristalizarea Şi Solidificarea Aliajelor TurnateÎncă nu există evaluăriCristalizarea Şi Solidificarea Aliajelor Turnate91 pagini
- Tehnologii Moderne de Imbinare A Materialelor Avansate Prin Deformare PlasticaÎncă nu există evaluăriTehnologii Moderne de Imbinare A Materialelor Avansate Prin Deformare Plastica15 pagini
- Particularitatile Metalurgice Ale Otelurilor Inoxidabile Si RefractareÎncă nu există evaluăriParticularitatile Metalurgice Ale Otelurilor Inoxidabile Si Refractare15 pagini
- Materiale Si Tehnologii Folosite La Executarea Matritelor de Injectat PDFÎncă nu există evaluăriMateriale Si Tehnologii Folosite La Executarea Matritelor de Injectat PDF76 pagini
- Cauzele Formarii TR Si Efectele LorÎncă nu există evaluăriCauzele Formarii TR Si Efectele Lor22 pagini
- Tensiuni Remanente - Materiale CeramiceÎncă nu există evaluăriTensiuni Remanente - Materiale Ceramice8 pagini
- Determinarea Tensiunilor Remanente Metalice, Ceramice, CompoziteÎncă nu există evaluăriDeterminarea Tensiunilor Remanente Metalice, Ceramice, Compozite24 pagini