S-ar putea să vă placă și
- Produse Lactate AcideDocument25 paginiProduse Lactate AcideGherjev CătălinaÎncă nu există evaluări
- Cascaval DALLIADocument41 paginiCascaval DALLIAMihai1963Încă nu există evaluări
- CEPAPDocument43 paginiCEPAPMitocaru MadalinaÎncă nu există evaluări
- Tehnologia de Fabricare A ChefiruluiDocument8 paginiTehnologia de Fabricare A ChefiruluiMihaela ForțuÎncă nu există evaluări
- Proiect LapteDocument34 paginiProiect LapteGaby DanaÎncă nu există evaluări
- SanaDocument9 paginiSanaSilviu MihutiuÎncă nu există evaluări
- Licenta-CascavalDocument51 paginiLicenta-CascavaldaliaÎncă nu există evaluări
- Laptele de CapraDocument2 paginiLaptele de CapraDariu_Încă nu există evaluări
- Analiza Senzoriala A IaurtuluiDocument21 paginiAnaliza Senzoriala A IaurtuluiLiviuVasilicaBarzoiÎncă nu există evaluări
- Bilanț PâineDocument11 paginiBilanț PâineGeorge ProcopciucÎncă nu există evaluări
- Tehnologia de Obtinere A KefiruluiDocument37 paginiTehnologia de Obtinere A KefiruluiGeorGeCristiÎncă nu există evaluări
- Branza TelemeaDocument6 paginiBranza Telemeagabone2003100% (1)
- Draghici Maria CristinaDocument18 paginiDraghici Maria CristinaCristina DrăghiciÎncă nu există evaluări
- Termenul de Garanţie Al Produselor LactateDocument2 paginiTermenul de Garanţie Al Produselor Lactatecondecuse100% (1)
- Branza de Burduf in Coaja de BradDocument29 paginiBranza de Burduf in Coaja de BradSergiu SandruÎncă nu există evaluări
- Smantana SACDocument18 paginiSmantana SACLaur Emanuel100% (1)
- Iaurt GeneralitatiDocument25 paginiIaurt GeneralitatiAlexandraÎncă nu există evaluări
- Proiect La Tehnologii Şi Utilaje În Industria LapteluiDocument43 paginiProiect La Tehnologii Şi Utilaje În Industria LapteluiPaula Tomescu100% (1)
- Proiect ChefirDocument18 paginiProiect ChefirRoman Ghiorghiță100% (1)
- Proiectare AndreeaDocument24 paginiProiectare AndreeaNedelcu Andreea100% (1)
- Ambalare ChefirDocument16 paginiAmbalare ChefirMitocaru Madalina100% (1)
- Proiect LapteDocument36 paginiProiect Laptecrusher747100% (1)
- Neculau Andrei SacDocument27 paginiNeculau Andrei SacRoxana GosavÎncă nu există evaluări
- Proiect FinalDocument34 paginiProiect FinalAlina MorosanÎncă nu există evaluări
- IaurtDocument51 paginiIaurtMaria IoanaÎncă nu există evaluări
- Autentificarea IaurtuluiDocument13 paginiAutentificarea IaurtuluiMaria ConstandachiÎncă nu există evaluări
- Lucrare de An - CristinaDocument28 paginiLucrare de An - CristinapopaÎncă nu există evaluări
- Smantana FermentataDocument22 paginiSmantana FermentataStan FlorinaÎncă nu există evaluări
- Enzima Coagulata-ChimozinaDocument11 paginiEnzima Coagulata-ChimozinaalecsandraÎncă nu există evaluări
- Iaurt Cu Caise-Proces TehnologicDocument25 paginiIaurt Cu Caise-Proces TehnologicManea Mariana100% (1)
- Pericole Biologice IaurtDocument4 paginiPericole Biologice IaurtAna Maria BlendeaÎncă nu există evaluări
- Atestat. Tehnologia de Procesare A Laptelui BătutDocument31 paginiAtestat. Tehnologia de Procesare A Laptelui BătutŞtefan David100% (1)
- Masini Si Instalatii Pentru Producerea BranzeturilorDocument26 paginiMasini Si Instalatii Pentru Producerea Branzeturilorale1989rotaruÎncă nu există evaluări
- Albu Cătalin Ionuț Alimente Funcțional Iaurt DANONEDocument19 paginiAlbu Cătalin Ionuț Alimente Funcțional Iaurt DANONECătălin AlbuÎncă nu există evaluări
- Valorificarea Subproduselor Si Minimizarea Deseurilor in Procesul de Fabricare A UntuluiDocument7 paginiValorificarea Subproduselor Si Minimizarea Deseurilor in Procesul de Fabricare A UntuluiIonut CniÎncă nu există evaluări
- Caiet de Sarcini Telemea IbanestiDocument74 paginiCaiet de Sarcini Telemea Ibanestileniucvasile100% (1)
- Proiect Bioreactoare Iaurtul ProbioticDocument35 paginiProiect Bioreactoare Iaurtul Probioticralucutza20h100% (1)
- Analizeaza Organoleptic Si Fizico-Chimic Produsele Lactate AcideDocument22 paginiAnalizeaza Organoleptic Si Fizico-Chimic Produsele Lactate AcidevaminosÎncă nu există evaluări
- Proiectarea Si Implementarea HACCP IaurtDocument67 paginiProiectarea Si Implementarea HACCP IaurtLarisa CosteaÎncă nu există evaluări
- Adela MorarDocument27 paginiAdela MorarLia CoandrasÎncă nu există evaluări
- Tehn BranzeturiDocument7 paginiTehn BranzeturiTincuta CondruzÎncă nu există evaluări
- Proiect TGDocument18 paginiProiect TGAdelina DohotariuÎncă nu există evaluări
- Calcule Pentru Pasteurizator LapteDocument17 paginiCalcule Pentru Pasteurizator LapteTudosanÎncă nu există evaluări
- Curs 10 Aplicatii La BranzeturiDocument8 paginiCurs 10 Aplicatii La BranzeturiDeni DenissuÎncă nu există evaluări
- Brinzeturile TariDocument6 paginiBrinzeturile TariPetru MamoncicÎncă nu există evaluări
- Fabrica de Obtinere Iaurt PDFDocument16 paginiFabrica de Obtinere Iaurt PDFRamona ParausanuÎncă nu există evaluări
- Prezentare Proiect IaurtDocument20 paginiPrezentare Proiect Iaurtcarbers100% (1)
- Branza CeddarDocument32 paginiBranza CeddarElena CoarfăÎncă nu există evaluări
- Falsificari Pe Filiera LapteluiDocument24 paginiFalsificari Pe Filiera LapteluiLaura Zamosteanu100% (2)
- Proiect Br+ónz-Â Proasp-Ât-Â de Vac-ÂDocument17 paginiProiect Br+ónz-Â Proasp-Ât-Â de Vac-ÂAnton Nagy100% (1)
- Branza FetaDocument25 paginiBranza FetaDenisa Drincal100% (2)
- Tpa Examen LapteDocument38 paginiTpa Examen LapteBogdan CroitoruÎncă nu există evaluări
- Camembert Mai 2012Document16 paginiCamembert Mai 2012Venus Dragut100% (1)
- Receptia Calitativa Si CantitativaDocument4 paginiReceptia Calitativa Si CantitativaAnghel Alina100% (1)
- Procesul Tehnologic General de Fabricare A Produselor Lactate AcideDocument8 paginiProcesul Tehnologic General de Fabricare A Produselor Lactate Acidecrystynel2011Încă nu există evaluări
- IAURTULDocument5 paginiIAURTULOleg RijacovÎncă nu există evaluări
- Metode de ConservareDocument11 paginiMetode de ConservareMariana PopaÎncă nu există evaluări
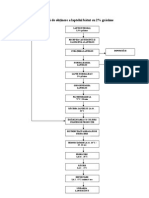
- Schema Tehnologică de Obţinere A Laptelui Bătut Cu 2Document5 paginiSchema Tehnologică de Obţinere A Laptelui Bătut Cu 2chriss_meÎncă nu există evaluări
- Descrierea Schemei Tehnologice - Receptie Calitativa Si CantitativaDocument16 paginiDescrierea Schemei Tehnologice - Receptie Calitativa Si CantitativaAdynutza AdinaÎncă nu există evaluări
- Curs 2 - Receptia Calitativa Si Cantitativa La LapteDocument29 paginiCurs 2 - Receptia Calitativa Si Cantitativa La LapteboruziÎncă nu există evaluări
- Compot StruguriDocument14 paginiCompot StruguriifinariuÎncă nu există evaluări
- Compot StruguriDocument14 paginiCompot StruguriifinariuÎncă nu există evaluări
- Conditionarea LegumelorDocument9 paginiConditionarea LegumelorifinariuÎncă nu există evaluări
- Implementarea Sistemului HACCP În Unitatea de Procesare A Brânzei TelemeaDocument21 paginiImplementarea Sistemului HACCP În Unitatea de Procesare A Brânzei Telemeaifinariu100% (3)
- Energia Solara ReferatDocument2 paginiEnergia Solara ReferatifinariuÎncă nu există evaluări
- Buruienile Si Combaterea LorDocument26 paginiBuruienile Si Combaterea Lorifinariu100% (3)
- Subiecte Aditivi Si Auxiliari Pentru Industria AlimentaraDocument8 paginiSubiecte Aditivi Si Auxiliari Pentru Industria AlimentaraifinariuÎncă nu există evaluări
- Etilic Si GlicerinaDocument5 paginiEtilic Si GlicerinaEmi IlieÎncă nu există evaluări
- Controlul Calitatii BranzeturilorDocument16 paginiControlul Calitatii BranzeturilorifinariuÎncă nu există evaluări