S-ar putea să vă placă și
- Referat CascavalulDocument36 paginiReferat CascavalulCatalina Angela100% (8)
- Tehnologia de Obtinere A CascavaluluiDocument24 paginiTehnologia de Obtinere A CascavaluluiIulia Maria80% (5)
- Metodele de Conservare Aplicate La Fabricarea Caşcavalului AfumatDocument16 paginiMetodele de Conservare Aplicate La Fabricarea Caşcavalului AfumatRoxana Alina0% (1)
- Produse Lactate AcideDocument25 paginiProduse Lactate AcideGherjev CătălinaÎncă nu există evaluări
- Gătind Din Dragoste: Fără Gluten-Fără Amestecuri Pregătite În PrealabilDe la EverandGătind Din Dragoste: Fără Gluten-Fără Amestecuri Pregătite În PrealabilEvaluare: 3 din 5 stele3/5 (1)
- Referat Branza TelemeaDocument7 paginiReferat Branza Telemeadeea20_92Încă nu există evaluări
- Caiet de Practica LapteDocument11 paginiCaiet de Practica LapteAlexandraCÎncă nu există evaluări
- Proiect Cascaval RucarDocument34 paginiProiect Cascaval RucarBogdan100% (2)
- Tehnologie de Fabricare A CascavaluluiDocument11 paginiTehnologie de Fabricare A Cascavaluluifotea_mihai100% (2)
- Camembert Schema TehDocument8 paginiCamembert Schema TehIliuţă BejanÎncă nu există evaluări
- Proiect Paine NeagraDocument23 paginiProiect Paine NeagraИгор ДобрянскийÎncă nu există evaluări
- Tehnologia de Obtinere A ChefiruluiDocument17 paginiTehnologia de Obtinere A ChefiruluiRaluu E. JaQuelline83% (6)
- Grila Analitica Rez Sem 2Document8 paginiGrila Analitica Rez Sem 2Andreea FaurÎncă nu există evaluări
- Curs 6sortimente Branzeturi5Document38 paginiCurs 6sortimente Branzeturi5Andreea FaurÎncă nu există evaluări
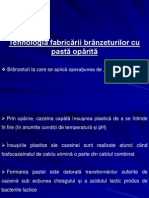
- Tehnologia Fabricării Brânzeturilor Cu Pastă OpărităDocument37 paginiTehnologia Fabricării Brânzeturilor Cu Pastă Opărităcondecuse67% (3)
- Curs 12 Tehnologia Branzeturilor Semitari Si TariDocument18 paginiCurs 12 Tehnologia Branzeturilor Semitari Si TaribbbbralÎncă nu există evaluări
- Tehnologia Fabricării Brânzei TelemeaDocument5 paginiTehnologia Fabricării Brânzei Telemeacondecuse100% (1)
- Tehnologia-Fabricării-Cascavalului Din Lapte de VacaDocument20 paginiTehnologia-Fabricării-Cascavalului Din Lapte de VacaJalbă Parmena Cristina100% (1)
- Tehnologia de Obtinere A CascavaluluiDocument24 paginiTehnologia de Obtinere A CascavaluluiNicolaeÎncă nu există evaluări
- Curs 7 Branzeturi SemitariDocument24 paginiCurs 7 Branzeturi SemitariAndreea FaurÎncă nu există evaluări
- Tehnologia Brânzeturilor Cu Pastă SemitareDocument25 paginiTehnologia Brânzeturilor Cu Pastă SemitarecondecuseÎncă nu există evaluări
- Tehnologia Fabricarii Branzei TelemeaDocument3 paginiTehnologia Fabricarii Branzei TelemeaTudoseVladÎncă nu există evaluări
- Tehnologia de Obtinere A CascavaluluiDocument25 paginiTehnologia de Obtinere A Cascavaluluigiulianmarius12Încă nu există evaluări
- Tehnologia Branzeturilor Semitari Si TariDocument23 paginiTehnologia Branzeturilor Semitari Si TariGherjev CătălinaÎncă nu există evaluări
- Tehnologia Fabricarii Branzei TelemeaDocument5 paginiTehnologia Fabricarii Branzei TelemeaFlorin IonescuÎncă nu există evaluări
- Cascaval Afumat DaliaDocument26 paginiCascaval Afumat DaliaRaluca FloreaÎncă nu există evaluări
- Controlul Calitatii Branzei TelemeaDocument8 paginiControlul Calitatii Branzei Telemeatulba_lecugÎncă nu există evaluări
- SVAITERULDocument16 paginiSVAITERULungureanuÎncă nu există evaluări
- MozzDocument7 paginiMozzIONITA GABRIELÎncă nu există evaluări
- Tehnologia Fabricării CașcavalurilorDocument11 paginiTehnologia Fabricării CașcavalurilorAndreea DamirÎncă nu există evaluări
- Branza de BurdufDocument29 paginiBranza de BurdufMihai AndreiÎncă nu există evaluări
- Branza TelemeaDocument6 paginiBranza Telemeagabone2003100% (1)
- Cionca Stefania-Lucrare ExamenDocument7 paginiCionca Stefania-Lucrare ExamenȘtefania Maria CioncaÎncă nu există evaluări
- Mozzarella CheeseDocument7 paginiMozzarella CheeseVorniciuc RalucaÎncă nu există evaluări
- Proiect CascavalDocument23 paginiProiect CascavalLivia PuscoiuÎncă nu există evaluări
- Produse ZaharoaseDocument17 paginiProduse ZaharoaseArtene IoanaÎncă nu există evaluări
- Schema Procesului Tehnologic de Fabricare A Branzeturilor in SaramuraDocument10 paginiSchema Procesului Tehnologic de Fabricare A Branzeturilor in Saramurageorgescu_iulia2000Încă nu există evaluări
- Tehnologia Fabricarii UntuluiDocument4 paginiTehnologia Fabricarii Untuluianamariais5113100% (1)
- Tema Merceologie 04Document18 paginiTema Merceologie 04Cristian IonutÎncă nu există evaluări
- Branza CheddarDocument11 paginiBranza CheddarOlga Bucatari100% (2)
- Tehnologia de Fabricare A ChefiruluiDocument8 paginiTehnologia de Fabricare A ChefiruluiMihaela ForțuÎncă nu există evaluări
- Tehn BranzeturiDocument7 paginiTehn BranzeturiTincuta CondruzÎncă nu există evaluări
- UrdaDocument3 paginiUrdaCeban SerafimÎncă nu există evaluări
- Rețete Branza CapraDocument7 paginiRețete Branza CapraLuminita StoicaÎncă nu există evaluări
- Fabricarea Covrigilor 1Document15 paginiFabricarea Covrigilor 1draganleia100% (4)
- BranzeturiDocument14 paginiBranzeturiElenaFurunaÎncă nu există evaluări
- Fabrica de PineDocument8 paginiFabrica de PineCezara MitrofanÎncă nu există evaluări
- În Rânduri ÎntrDocument38 paginiÎn Rânduri ÎntrAlexandru Marian MardareÎncă nu există evaluări
- BrinzeturiDocument44 paginiBrinzeturimihentiÎncă nu există evaluări
- Merceologie ReferatDocument11 paginiMerceologie ReferatValeria GîscaÎncă nu există evaluări
- CASCAVAL - Descriere Proces TehnologicDocument3 paginiCASCAVAL - Descriere Proces TehnologicFlavia MihesÎncă nu există evaluări
- Cascavalul de SaveniDocument14 paginiCascavalul de SaveniElena BragaruÎncă nu există evaluări
- Curs 05 - Procesul de PanificatieDocument14 paginiCurs 05 - Procesul de PanificatieRamona IonitaÎncă nu există evaluări
- Buftea Andreea - SIPAE2 - Integrarea Proceselor Fizico-ChimiceDocument28 paginiBuftea Andreea - SIPAE2 - Integrarea Proceselor Fizico-ChimiceAndreea BufteaÎncă nu există evaluări
- Obtinerea CascavaluluiDocument9 paginiObtinerea CascavaluluiCristinaÎncă nu există evaluări
- Bucătăria Naturală. Reţete Simple Şi Rapide Pentru O Alimentaţie CorectăDe la EverandBucătăria Naturală. Reţete Simple Şi Rapide Pentru O Alimentaţie CorectăEvaluare: 3 din 5 stele3/5 (1)
- Acte Trade VilleDocument44 paginiActe Trade VilleAndreea FaurÎncă nu există evaluări
- Gastronomia MolecularaDocument7 paginiGastronomia MolecularaAndreea FaurÎncă nu există evaluări
- Agro Eco Siste MeDocument16 paginiAgro Eco Siste MeAndreea FaurÎncă nu există evaluări
- PATN Sectiunea VI - Legea 190 - 26 Mai 2009Document85 paginiPATN Sectiunea VI - Legea 190 - 26 Mai 2009Andreea FaurÎncă nu există evaluări
- CamembertDocument20 paginiCamembertAndreea Faur100% (1)
- Management in Comert Si Turism (Rezumat)Document14 paginiManagement in Comert Si Turism (Rezumat)Andreea FaurÎncă nu există evaluări
- Atractii Turistice Nepromovate in Romania Faur-Foiciuc-ParaniciDocument55 paginiAtractii Turistice Nepromovate in Romania Faur-Foiciuc-ParaniciAndreea FaurÎncă nu există evaluări