S-ar putea să vă placă și
- SuncaDocument14 paginiSuncaMiron Ionelia-VastianaÎncă nu există evaluări
- HACCP Salam CrudDocument27 paginiHACCP Salam Crudsorinpop1980100% (5)
- Ghid de IgienaDocument50 paginiGhid de IgienaAlexandra DrgÎncă nu există evaluări
- PasteurizatorDocument4 paginiPasteurizatorȘtefan Sandu100% (1)
- Fluxul TehnologicDocument4 paginiFluxul TehnologicConstantin CarmenÎncă nu există evaluări
- PASTEURIZAREA Şi SterilizareaDocument18 paginiPASTEURIZAREA Şi SterilizareaEMA MafteiÎncă nu există evaluări
- Masini Si Utilaje Pentru PasteurizareDocument7 paginiMasini Si Utilaje Pentru PasteurizareDanielBereznicuÎncă nu există evaluări
- Operatii Cu Schimb de CalduraDocument26 paginiOperatii Cu Schimb de CalduraLaura Stanciu100% (1)
- Proiect CrenvurstiDocument17 paginiProiect CrenvurstiLidiaÎncă nu există evaluări
- Etapele Implementării Sistemului HACCP 2Document28 paginiEtapele Implementării Sistemului HACCP 2Bizau FlorinÎncă nu există evaluări
- Haccp ConserveDocument5 paginiHaccp ConserveBizau RamonaÎncă nu există evaluări
- Curs 7. Cons. AseptDocument5 paginiCurs 7. Cons. AseptMateas Anamaria IoanaÎncă nu există evaluări
- Ambalarea CelularaDocument20 paginiAmbalarea CelularaGeanina Nicoleta ToleaÎncă nu există evaluări
- Utilaje TehnologiceDocument9 paginiUtilaje TehnologiceCristina PaniciÎncă nu există evaluări
- Memoriu - Fabrica de Paine - Click Top ManagementDocument12 paginiMemoriu - Fabrica de Paine - Click Top ManagementfloarededecembrieÎncă nu există evaluări
- Practica Meat House Berladean ModificatDocument33 paginiPractica Meat House Berladean ModificatAna BerladeanÎncă nu există evaluări
- Pasteurizare SterilizareDocument11 paginiPasteurizare SterilizareEma MafteiÎncă nu există evaluări
- Celula de AfumareDocument22 paginiCelula de AfumareAndreeaBlanariu86% (7)
- NikoletaDocument22 paginiNikoletavicaÎncă nu există evaluări
- Darea de Seama PracticaDocument37 paginiDarea de Seama PracticaTrofimRozlovanÎncă nu există evaluări
- Proiect Modul Procese Unitare Si UtilajeDocument12 paginiProiect Modul Procese Unitare Si UtilajeardeleanusimonaÎncă nu există evaluări
- Procesul Tehnologic Al Prelucrarii Cascavalului DaliaDocument10 paginiProcesul Tehnologic Al Prelucrarii Cascavalului DaliaCristina100% (1)
- Procesul Tehnologic de Obtinere A Cascavalului DALIADocument4 paginiProcesul Tehnologic de Obtinere A Cascavalului DALIARotaru Claudia0% (1)
- Metode de StabilizareDocument9 paginiMetode de StabilizareAndrei NanuÎncă nu există evaluări
- Sterea Georgiana. BIADocument37 paginiSterea Georgiana. BIAAnonymous Zameqcl0HnÎncă nu există evaluări
- Clipa DulceDocument49 paginiClipa Dulceidiana77100% (4)
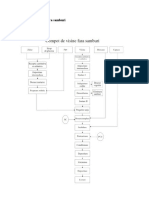
- Compotul de Visine Fara SamburiDocument3 paginiCompotul de Visine Fara SamburiAlexandra Gabriela BuriceaÎncă nu există evaluări
- Sterilizarea La Sterilizator Cu Aer CaldDocument2 paginiSterilizarea La Sterilizator Cu Aer CaldNarcisa Tabarcea100% (1)
- SterilizareaDocument6 paginiSterilizareaTroghiÎncă nu există evaluări
- Vel PitarDocument9 paginiVel PitarMirabela PitulanÎncă nu există evaluări
- Manual de Implementare HaccpDocument41 paginiManual de Implementare HaccpStanci Dansss100% (1)
- ITA 1 - LP 8 Tehnologii ModerneDocument5 paginiITA 1 - LP 8 Tehnologii ModerneDiana LauraÎncă nu există evaluări
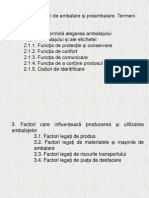
- Ambalarea ProduselorDocument4 paginiAmbalarea Produselorclaudia.vls93Încă nu există evaluări
- Cascaval Dalia - Tehnologie FabricatieDocument46 paginiCascaval Dalia - Tehnologie Fabricatieromeo1966100% (3)
- Cican Diana Raport Experizare CascavalDocument16 paginiCican Diana Raport Experizare CascavalDiane DianaÎncă nu există evaluări
- Procesul Tehnologic de Obtinere A CascavaluluiDocument4 paginiProcesul Tehnologic de Obtinere A CascavaluluiDoina PaduretÎncă nu există evaluări
- Proiect CabanosiDocument29 paginiProiect CabanosiTeofil Sova100% (2)
- Tehnologia Generala PaDocument15 paginiTehnologia Generala PaMaxim-eugen CaldarasanÎncă nu există evaluări
- PASTEURIZAREA Şi Sterilizarea Distrugere TermicaDocument3 paginiPASTEURIZAREA Şi Sterilizarea Distrugere TermicaEMA MafteiÎncă nu există evaluări
- HACCP Salam CrudDocument27 paginiHACCP Salam CrudMarisac MihaiÎncă nu există evaluări
- Proiect HaccpDocument8 paginiProiect HaccpLazar MihaiÎncă nu există evaluări
- 8 Lapte de ConsumDocument11 pagini8 Lapte de ConsumAna Maria GîrleanuÎncă nu există evaluări
- Cuterele Sunt Destinate Mărunţirii Fine A Cărnurilor Şi A Altor Materii Prime În VedereaDocument8 paginiCuterele Sunt Destinate Mărunţirii Fine A Cărnurilor Şi A Altor Materii Prime În VedereaBrînza VladÎncă nu există evaluări
- Celula de AfumareDocument22 paginiCelula de AfumarePetre DragomirÎncă nu există evaluări
- OrganigramaDocument10 paginiOrganigramabotaÎncă nu există evaluări
- Cascaval DaliaDocument47 paginiCascaval DaliaIftode NicoletaÎncă nu există evaluări
- Calcul Pasteurizator BereDocument5 paginiCalcul Pasteurizator BereTudosanÎncă nu există evaluări
- PROCEDURI AutocontrolDocument24 paginiPROCEDURI AutocontrolBianca Adina100% (4)
- Lista Procedurilor Specifice Pentru o Unitate de Alimentatie Publică Programul de Autocontrol Pentru Unităţi de Alimentaţie PublicaDocument14 paginiLista Procedurilor Specifice Pentru o Unitate de Alimentatie Publică Programul de Autocontrol Pentru Unităţi de Alimentaţie PublicaTudor ElenaÎncă nu există evaluări
- Procedura de RecptieDocument5 paginiProcedura de RecptieAntonela ElaÎncă nu există evaluări
- Studiul HACCP Aplicat in PensiuneDocument53 paginiStudiul HACCP Aplicat in PensiuneNeag Adrian100% (1)
- Specialitati Afumate Si FierteDocument58 paginiSpecialitati Afumate Si FierteLarisa Alexuță100% (1)
- 12Document8 pagini12Alexandra ElenaÎncă nu există evaluări
- Control Pe Flux TehnologicDocument8 paginiControl Pe Flux Tehnologicgia2204100% (1)
- Beregoi Diana - PAIA - ProiecââtDocument20 paginiBeregoi Diana - PAIA - ProiecââtvicaÎncă nu există evaluări
- c6 AmbDocument55 paginic6 AmbGheorghiu-Ichimescu Oana-MihaelaÎncă nu există evaluări
- ContabilitateDocument22 paginiContabilitateanailiesÎncă nu există evaluări
- c1 AmbDocument15 paginic1 AmbGheorghiu-Ichimescu Oana-MihaelaÎncă nu există evaluări
- Controlul Temperaturii În DepoziteDocument1 paginăControlul Temperaturii În DepoziteIacob Paula-IzabelaÎncă nu există evaluări
- Curs CinegeticaDocument63 paginiCurs CinegeticaanailiesÎncă nu există evaluări