S-ar putea să vă placă și
- Masini de Frezat Plan - Intretinere Si ReparareDocument34 paginiMasini de Frezat Plan - Intretinere Si Repararetanase_v91% (11)
- Intretinerea Si Repararea Instalatiilor HidrauliceDocument19 paginiIntretinerea Si Repararea Instalatiilor Hidraulicetanase_v100% (3)
- Intretinerea Si Repararea Instalatiilor HidrauliceDocument19 paginiIntretinerea Si Repararea Instalatiilor Hidraulicetanase_v100% (3)
- Tehnologia de Prelucrare A AlezajelorDocument24 paginiTehnologia de Prelucrare A Alezajelortanase_v100% (2)
- Masini de Gaurit Radiale - Intretinere Si ReparareDocument32 paginiMasini de Gaurit Radiale - Intretinere Si Repararetanase_v80% (5)
- Intretinerea Si Repararea Transmisiei Prin Cabluri Si LanturiDocument33 paginiIntretinerea Si Repararea Transmisiei Prin Cabluri Si Lanturitanase_v100% (4)
- Masini de Rabotat - Reparare Si IntretinereDocument29 paginiMasini de Rabotat - Reparare Si Intretineretanase_v100% (6)
- Masini de Gaurit Vertical Cu Coloana - Intretinere Si ReparareDocument30 paginiMasini de Gaurit Vertical Cu Coloana - Intretinere Si Repararetanase_v67% (6)
- Intretinerea Si Repararea Mecanismului Biela-ManivelaDocument26 paginiIntretinerea Si Repararea Mecanismului Biela-Manivelatanase_v100% (2)
- Atestat PompeDocument26 paginiAtestat Pompedanna_skumpy100% (4)
- Tehnician Mecanic Intretinere Si Reparatii - AtestateDocument442 paginiTehnician Mecanic Intretinere Si Reparatii - Atestatetanase_v86% (21)
- Masini de Mortezat - Reparare Si IntretinereDocument32 paginiMasini de Mortezat - Reparare Si Intretineretanase_v50% (2)
- Intretinerea Si Repararea Instalatiilor PneumaticeDocument28 paginiIntretinerea Si Repararea Instalatiilor Pneumaticetanase_v100% (7)
- Tehnologia de Fabricatie Pentru Supapa de AdmisieDocument14 paginiTehnologia de Fabricatie Pentru Supapa de AdmisieSergiu Iosip100% (1)
- Intretinerea Si Repararea CuplajelorDocument31 paginiIntretinerea Si Repararea Cuplajelortanase_v67% (3)
- Masini Unelte I - CursDocument182 paginiMasini Unelte I - CursAlin Alin100% (1)
- Intretinerea Si Repararea CuplajelorDocument31 paginiIntretinerea Si Repararea Cuplajelortanase_v67% (3)
- Tratat de Tehnologia Materialelor-CursDocument1.396 paginiTratat de Tehnologia Materialelor-Curstanase_v100% (4)
- Intretinerea Si Repararea Instalatiilor PneumaticeDocument28 paginiIntretinerea Si Repararea Instalatiilor Pneumaticetanase_v100% (7)
- Intretinerea Si Repararea GhidajelorDocument29 paginiIntretinerea Si Repararea Ghidajelortanase_v100% (3)
- Asamblari Prin SudareDocument19 paginiAsamblari Prin SudareJan Catalin GrigorieÎncă nu există evaluări
- Asamblari Cu ArcuriDocument14 paginiAsamblari Cu ArcuriIoan Ciprian Sotan50% (2)
- Intretinerea Si Repararea AutomobiluluiDocument37 paginiIntretinerea Si Repararea AutomobiluluiCarmen CiurteÎncă nu există evaluări
- Detectarea DefectelorDocument19 paginiDetectarea DefectelorMunteanu Anca100% (1)
- Structura Generala A Utilajelor Si InstalatiilorDocument19 paginiStructura Generala A Utilajelor Si InstalatiilorGeorgica88% (8)
- Intretinerea Si Repararea AngrenajelorDocument28 paginiIntretinerea Si Repararea Angrenajelortanase_v100% (4)
- Intretinerea Si Repararea AngrenajelorDocument28 paginiIntretinerea Si Repararea Angrenajelortanase_v100% (4)
- Masini, Utilaje Si Instalatii Din Constructia de MasiniDocument347 paginiMasini, Utilaje Si Instalatii Din Constructia de Masinitanase_v100% (2)
- Intretinerea Si Repararea Utilajelor Pentru Prelucrarea TablelorDocument37 paginiIntretinerea Si Repararea Utilajelor Pentru Prelucrarea Tablelortanase_v100% (2)
- Intretinerea - Defectiunile.repararea AmbreiajuluiDocument24 paginiIntretinerea - Defectiunile.repararea Ambreiajuluitanase_v78% (9)
- Intretinerea Si Repararea Cutiei de VitezeDocument33 paginiIntretinerea Si Repararea Cutiei de Vitezetanase_v100% (2)
- Asamblari ElasticeDocument7 paginiAsamblari ElasticeGabriela Bucur100% (1)
- Masini de Frezat Plan Intretinere Si ReparareDocument51 paginiMasini de Frezat Plan Intretinere Si ReparareAlina Oprea100% (3)
- Construcţia Şi Funcţionarea Unui Variator Cu CureleDocument5 paginiConstrucţia Şi Funcţionarea Unui Variator Cu CurelegabrielaÎncă nu există evaluări
- Strungul NormalDocument31 paginiStrungul NormalȘtefan Căucean100% (2)
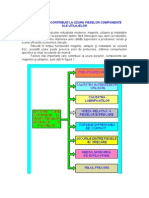
- Factorii Care Contribuie La Uzura Pieselor ComponenteDocument11 paginiFactorii Care Contribuie La Uzura Pieselor ComponenteTeliceanu Virginia75% (4)
- Aparate PneumaticeDocument31 paginiAparate PneumaticeSilviu Stoian50% (2)
- 04 - Defectiuni - DefectareDocument16 pagini04 - Defectiuni - DefectareCristina Ionita100% (2)
- Arcuri CaracteristiciDocument16 paginiArcuri CaracteristiciTupan MariusÎncă nu există evaluări
- Inspectie Proiect POLIZAREDocument7 paginiInspectie Proiect POLIZAREMariana Riclea PascuÎncă nu există evaluări
- Lagare Cu RostogolireDocument31 paginiLagare Cu Rostogolireandreibercea75% (4)
- Masini de Brosat - Reparare Si IntretinereDocument36 paginiMasini de Brosat - Reparare Si Intretineretanase_v100% (2)
- Intretinerea Si Repararea M.R.scripeti Si PalaneDocument29 paginiIntretinerea Si Repararea M.R.scripeti Si Palanetanase_v100% (4)
- Proiect 12 A Vatamanu CristianDocument54 paginiProiect 12 A Vatamanu CristianCristian VatamanuÎncă nu există evaluări
- Intretinerea Si Repararea MacaralelorDocument29 paginiIntretinerea Si Repararea MacaralelorAlexandru Vasiliu100% (1)
- Strungul Revolver - Intretinere Si ReparareDocument29 paginiStrungul Revolver - Intretinere Si Repararetanase_v71% (7)
- Strungul Vertical (Carusel) .Reparare Si IntretinereDocument28 paginiStrungul Vertical (Carusel) .Reparare Si Intretineretanase_v100% (3)
- Ungerea Organelor de MasiniDocument19 paginiUngerea Organelor de Masinitanase_v67% (3)
- Tipuri de Uzuri Ale Masinilor Si UtilajelorDocument18 paginiTipuri de Uzuri Ale Masinilor Si Utilajelortanase_v50% (2)
- Elaborarea Otelurilor in ConvertizoareDocument27 paginiElaborarea Otelurilor in Convertizoaretanase_v40% (5)
- Intretinerea Si Repararea Utilajelor Pentru Presarea La ReceDocument22 paginiIntretinerea Si Repararea Utilajelor Pentru Presarea La Recetanase_v100% (6)
- Tehnologia de Intretinere Si Reparare A Asamblarilor SudateDocument38 paginiTehnologia de Intretinere Si Reparare A Asamblarilor Sudatetanase_v100% (3)
- Intretinerea - Defectiunile.repararea Schimbatorului de VitezeDocument36 paginiIntretinerea - Defectiunile.repararea Schimbatorului de Vitezetanase_v100% (1)
- Intretinere - Defectiuni.reparare-Instalatia de Racire AutovehiculeDocument36 paginiIntretinere - Defectiuni.reparare-Instalatia de Racire Autovehiculetanase_vÎncă nu există evaluări
- CRR CL XI Inv Prof Mecanic Auto PDFDocument38 paginiCRR CL XI Inv Prof Mecanic Auto PDFFlorea IleanaÎncă nu există evaluări
- FISE DE LUCRU Masini Utilaje Si InstalatiiDocument14 paginiFISE DE LUCRU Masini Utilaje Si InstalatiiSuflea Amalia Georgiana0% (1)
- Aux Lucrari de Intretinere Si ReparatiiDocument138 paginiAux Lucrari de Intretinere Si ReparatiiMihaela Dana MarinescuÎncă nu există evaluări
- Asamblari Cu Elemente ElasticeDocument6 paginiAsamblari Cu Elemente ElasticeCatalin Spk TudoracheÎncă nu există evaluări
- Asamblari Cu Pene Si CaneluriDocument25 paginiAsamblari Cu Pene Si Canelurialy_ing3rash200771% (7)
- Precizia Prelucrarii Asamblarea PieselorDocument36 paginiPrecizia Prelucrarii Asamblarea Pieselortanase_v100% (1)
- Tipuri de CuplajeDocument15 paginiTipuri de CuplajeGeorgicaÎncă nu există evaluări
- Executarea FiletelorDocument20 paginiExecutarea Filetelorpatricia_rovinari100% (1)
- Reconditionarea ArborilorDocument116 paginiReconditionarea ArborilorDany087100% (5)
- 2018 - Planificare - m6 - Transmisii - Mecanice - Si - Mecanisme - Teh. - Mecatronist GUGUILADocument4 pagini2018 - Planificare - m6 - Transmisii - Mecanice - Si - Mecanisme - Teh. - Mecatronist GUGUILARozaliaÎncă nu există evaluări
- Repararea Si Asamblarea Mecanismul Roata Dintata - CremalieraDocument24 paginiRepararea Si Asamblarea Mecanismul Roata Dintata - CremalieraFlorin TruicaÎncă nu există evaluări
- Mecanicx Organe de MasiniDocument34 paginiMecanicx Organe de Masinimyhaela_iacob100% (2)
- Cap7 - Asamblari Filetate - PREZDocument20 paginiCap7 - Asamblari Filetate - PREZcringaruÎncă nu există evaluări
- Test de EvaluareDocument2 paginiTest de EvaluareDan Dumbravescu100% (1)
- Modulul Detectarea Defectelor - Clasa XIDocument2 paginiModulul Detectarea Defectelor - Clasa XIStefan IoluÎncă nu există evaluări
- Asamblari MecaniceDocument62 paginiAsamblari MecaniceDora Flavia100% (1)
- Acţionarea Pneumatică A DispozitivelorDocument23 paginiAcţionarea Pneumatică A DispozitivelorPodaru DanaÎncă nu există evaluări
- Arcuri 2014Document8 paginiArcuri 2014Turtea TurteaaÎncă nu există evaluări
- Tehnician Mecanic Intretinere Si Reparatii - 2015Document749 paginiTehnician Mecanic Intretinere Si Reparatii - 2015tanase_v100% (3)
- Intretinerea Si Repararea Masinilor de Debitat TablaDocument29 paginiIntretinerea Si Repararea Masinilor de Debitat Tablatanase_v80% (5)
- Masini de Gaurit Radiale Intretinere Si ReparareDocument29 paginiMasini de Gaurit Radiale Intretinere Si ReparareStroe ZorinaÎncă nu există evaluări
- Intretinerea Si Repararea M.R.trolii Si VinciuriDocument24 paginiIntretinerea Si Repararea M.R.trolii Si Vinciuritanase_v67% (3)
- Intretinerea Si Repararea M R Trolii Si VinciuriDocument25 paginiIntretinerea Si Repararea M R Trolii Si VinciuriClaudiu VisoiuÎncă nu există evaluări
- Tehnician Mecanic Intretinere Si Reparatii - 2018Document1.056 paginiTehnician Mecanic Intretinere Si Reparatii - 2018tanase_vÎncă nu există evaluări
- TehnicianDocument1.101 paginiTehniciantanase_v100% (1)
- Particularitatile Sistemului ESPDocument22 paginiParticularitatile Sistemului ESPtanase_vÎncă nu există evaluări
- Intretinerea Si Repararea Angrenajului Melc-Roata MelcataDocument23 paginiIntretinerea Si Repararea Angrenajului Melc-Roata Melcatatanase_v0% (1)
- Utilajul Si Tehnologia SudariiDocument234 paginiUtilajul Si Tehnologia Sudariitanase_v100% (7)
- Pile de CombustieDocument32 paginiPile de Combustietanase_vÎncă nu există evaluări
- Tehnician Mecanic Intretinere Si Reparatii - 2015Document749 paginiTehnician Mecanic Intretinere Si Reparatii - 2015tanase_v100% (3)
- Tehnician Prelucrari La Cald - 2015Document517 paginiTehnician Prelucrari La Cald - 2015tanase_v50% (2)
- C.10.Tehnologia de Asamblare A Pieselor Cu Suprafete de Contact Plane Si A GhidajelorDocument14 paginiC.10.Tehnologia de Asamblare A Pieselor Cu Suprafete de Contact Plane Si A Ghidajelortanase_vÎncă nu există evaluări
- Sudarea Cu Arc Electric A OtelurilorDocument35 paginiSudarea Cu Arc Electric A Otelurilortanase_v100% (2)
- 23.sudarea Cu Arc Electric A FontelorDocument23 pagini23.sudarea Cu Arc Electric A Fontelortanase_v100% (1)