Documente Academic
Documente Profesional
Documente Cultură
Salam Banatean BUN
Încărcat de
Iulian IliescuTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Salam Banatean BUN
Încărcat de
Iulian IliescuDrepturi de autor:
Formate disponibile
CAP. I.
GENERALITATI
CAP. III. PROCESUL TEHNOLOGIC DE FABRICARE A SALAMULUI BANATEAN
Tabel 3.1. Variatia produsilor de oxidare a grasimii In cursul maturrii, coninutul de acizi grai liberi ai grsimii crete de 1011 ori n zona exterioara, de circa 8 ori n cea interioar; de la un coninut de acizi grai liberi, n pasta de salam iniial, de 0,90% (acid oleic), se ajunge dup 101 zile de maturare la valori de 9,75% n grsimea din zona exterioara si 7,5% n cea din zona interioar, variaie care arat o hidroliz continu i destul de intens a grsimii. In prima perioad pn la a 40-a zi, n care se include si afumarea, aciditatea liber a grsimii creste continuu si la fel n ambele zone. Lipoliza -la fel ca i proleoliza - nu pare s fie influenat de afumare. Diferenierea celor dou zone se produce dup a 40 - 45a zi, cnd aciditatea liber a grsimii n zona exterioar devine mult mai mare dect la cea din zona interioar. Curbele de variaie urmeaz apoi un curs paralei i
ascendent pn la sfritul maturrii i mai departe n cursul pstrrii de nc 100 zile. Prin urmare lipoliza este mult mai intens n zona exterioar dect n cea interioar, dei prima zon are o umiditate mai sczut i prezint deci o uscare mai avansat. Aceast diferen se datoreaz micrococilor precum i influenei mucegaiului (Penicilium expansum) de pe membran, care acioneaz mai accentuat n zona exterioar. De altfel diferenierea aciditii libere a grsimii din cele dou zone, coincide aproximativ cu dezvoltarea accentuat a mucegaiului de pe membran. Aceasta denot c mucegaiurile exercit o aciune hidrolitic, care depinde de gradul de dezvoltare a lor.
Modificri fizice. n tot cursul procesului de maturare-uscare are loc o scdere continu a coninutului de ap, scderea fiind corelat cu condiiile de climatizare, nct pasta se contract si diametrul bucilor scade. De asemenea pe tot parcursul maturrii-uscrii are loc o cretere a coninutului de NaCl, a coninutului de grsime i o cretere mai mult sau mai puin uniform a pH-ului. Modificarea coninutului de NaCl are un rol nsemnat n alctuirea structurii salamului, capacitatea de legare a umpluturii fiind n funcie de concentraia de NaCl i pH. Legarea optim a pastei se realizeaz la 6 % NaCl i pH 5,5 sau la 9-10 % NaCl i pH 5.8-6. Sub influena NaCl actomiozina esutului muscular se umfla i favorizeaz legarea granulelor de carne ntre ele. In cazul salamului Banatean nu este permis formarea emulsiilor de came, deoarece s-ar ngreuna uscarea. De aceea carnea este mrunit n stare aproape congelat. Proteinele sarcoplasmatice care au mai rmas n came dup scurgerea acesteia asigur n suficient msur legarea granulelor de came i a celor de slnina.
Creterea concentraiei de NaCl n cursul uscrii asigur consistena produsului i prin aceea c contribuie la procesul de denaturare al proteinelor fibrilare, denaturare accentuat, cel puin n primele faze i de aciditatea ridicat a umpluturii. Umiditatea salamului scade normal si treptat in cursul procesului de maturare, mai repede in zona exterioara si mai lent in cea de mijloc. De fapt scaderea umiditatii in straturile mai profunde ale batonului de salam se produce prin migrarea excesului de apa, prin absorbtie din zona cea mai umed - de mijloc, ctre zona cea mai uscata - de margine, evaporarea producndu-se la suprafaa membranei. Viteza de uscare este mai mare n prima perioad i scade treptat pe msura avansrii procesului de maturare-uscare. Astfel, umiditatea scade de la 55,3% n pasta iniial la 38,3 34,7% n zona exterioar i 18,7 47,7% n cea interioara la mijlocul perioadei de maturare (40-50 zile), pentru ca n final la 101 zile sa ajung la 24,8%, respectiv 39,1 %. Curbele umiditilor medii ale celor dou zone se distaneaz treptat astfel c la mijlocul perioadei de maturare diferena de umiditate este de circa 10%. Aceast diferen de umiditate explic i diferena de consisten dintre cele dou zone. pH-ul salamului oscileaz ntre 5,46,9 n timpul maturriiuscrii, fr a prezenta o variaie sistematic propriu-zis. Pasta iniial pentru salam are pH-ul 6,15, n timp ce la salamul maturat pH-ul este de 6,8 n exterior si 6,35 n interior la 101 zile de maturare. S-a observat c exista ntr-adevr o diferen ntre cele dou zone, pH-ul zonei exterioare fiind n general cu cteva zecimi de uniti de pH mai ridicat dect cel al zonei interioare, i deci mai deplasat spre neutru, datorit dezaminrilor cu formare de amoniac i amine mai accentuate n zona exterioar. Dei coninutul de acizi grai liberi rezultai prin hidroliza grsimii creste continuu, pH-ul nu prezint o variaie sistematic. Prin urmare nu exist o concordan ntre acestea. Acizii grai superiori nefiind disociai nu
contribuie la pH. In cazul salamului, pH-ul reprezint o rezultant dintre substanele acide disociabile (acizi inferiori si sruri acide) i substanele bazice (amoniac, amine). Moleculele de clorur de sodiu au tendina de a migra treptat n cursul maturrii-uscrii din zona cea mai uscat n zona de mijloc cea mai umed, datorit afinitii deosebite a ionului de sodiu pentru ap. De aceea, coninutul de clorur de sodiu apare mai mare n zona de mijloc a batonului dect n zona exterioar. De la un coninut iniial de 2,9% n past se ajunge la 3,8% n zona exterioara i 5,6% n cea interioar, dup 101 zile. 3.1.3. Bradtul - semifabricat pentru salamuri Bradtul este o pasta de legtura care asigur adezivitatea diverselor componente ale umpluturii preparatelor din carne. Proprietile biochimice i structurale mecanice ale bradtului prezint o deosebita importan ntruct acestea influeneaz hotrtor asupra calitii produselor finite. Bradtul se obine prin tocarea fin, mecanic, a crnii n stare cald, cu ajutorul mainilor de tocat fin, dup o prealabil mrunire a crnii la instalaia de Wolf. Pentru asigurarea unei anumite consistene a pastei, la prelucrarea la cuter se adaug ap rcit i clorur de sodiu. In urma prelucrrii mecanice pasta rezultat are o anumit structur, cuprinznd particulele mici de carne cu dimensiuni de 120160 microni, precum i fragmente fine de esut conjunctiv, vase sangvine i limfatice, esuturi nervoase. In past se observ de asemenea particule de grsime ovale cu nveli proteic i bule de aer n funcie de utilajul cu care s-a lucrat carnea pentru bradt. Dimensiunile particulelor fragmentate prin tierea fina a crnii depind i de calitatea iniial a crnii. In cazul crnurilor de
calitate inferioar (cu esut conjunctiv mai mult) unele particule fragmentate au dimensiuni mai mari (3-7mm). Particulele de esut muscular, conjunctiv, gras, nervi i vase de snge precum i globule de grsime cu nveli proteic constituie faza dispersat sau discontinu a bradtului. Faza continu este reprezentata de o soluie electrolitic n care sunt dizolvate i alte substane organice i neorganice cu greutate molecular mic precum i substane proteice solubile n soluia respectiv, a crei trie ionic este de aproximativ 0.6 ceea ce echivaleaz cu o soluie de 0.6 M NaCl. Particulele dispersate sunt legate n aceast pasta ntre ele prin anumite fore de legtura care formeaz o adevrata reea. Pe de alta parte particulele dispersate se leag i de mediul de dispersie. Pentru o anumit valoare a mediului de dispersie, pasta prezint n ansamblul ei un caracter de alunecare. Calitatea pastei (bradtului) este influenat de o serie de factori printre care cei mai importani sunt: calitatea crnii, pH-ul, coninutul de esut conjunctiv, modul de prelucrare i temperatura de prelucrare, adaosul de NaCl i polifosfai, adaosul de liani etc. Particularitile specifice ale bradtului si anume: vscozitatea, adezivitatea, modul de alunecare i coninutul n ap depind de urmtorii factori: - calitatea crnii; - gradul de mrunire; - capacitatea de hidratare; - capacitatea de emulsionare. Calitatea carnii pentru bradt Carnea cea mai buna pentru prepararea bradtului este cea de la animale tinere ntruct conine mai puina grsime i are o
cantitate mai mare de microfibrile deci o cantitate mai mare de proteine structurale (miozin i actin). Starea termic influeneaz calitatea pastei datorita pH-ului ridicat, n care caz ncrcarea electric negativa a proteinelor este maxim i deci capacitatea de hidratare a crnii este maxim. Bradtul are o calitate cu att mai buna cu ct calitatea crnii este mai bun. Faza dispersat este alctuit din proteine i lipide iar cantitatea acestora este dependent de specia din care provine carnea i calitatea acesteia. O parte din proteine se solubilizeaz n faza continu (apa proprie i adugat). Avnd n vedere c principiile grsimii din carne sunt trigliceridele care nu sunt solubile n ap i deci, nu formeaz cu apa sisteme disperse stabile, capacitatea acestor grsimi de a fi emulsionate crete prin prezena la suprafaa de delimitare a fazelor a unor ageni de emulsionare care n acest caz sunt proteinele. In cazul fabricrii bradtului din carnea de vit slab, care conine cantiti mici de grsime i la care n apa coninuta de came i cea adugata se solubilizeaz o cantitate suficienta de proteine, mai ales n prezena NaCl adugate, nu se pun probleme privind emulsionarea acestor grsimi. Pentru a avea cantiti mai mari de proteine solubilizate, n practic se utilizeaz polifosfai, n special la formarea emulsiilor de carne pentru prospturi sau se adaug plasm sanguin. In cazul cnd cantitatea de proteine solubile este mare, plasticitatea se micoreaz, n schimb proprietile de adezivitate se mresc. Dup prelucrarea termica, produsele vor avea o structura mai densa datorita denaturrii i coagulrii unor cantiti mai mari de protein solubil. Aceasta are ca urmare reinerea unei cantiti mai mari de ap n produsul finit. Dac materia prim folosit la prepararea bradtului are coninut ridicat de esut conjunctiv, pasta va fi mai puin
fina, vscozitatea i modul de alunecare vor fi cu att mai mari cu ct coninutul de esut conjunctiv va fi mai mare, n schimb adezivitatea pastei se va reduce, iar capacitatea de legare a apei va scdea, produsul finit fiind n general mai puin legat. Influenarea gradului de mruntire Mai jos se arat influena gradului de mruntire asupra calitii bradtului la un bradt de umiditate de 76%. Intensitatea mrunirii determin dimensiunile particulelor de carne rezultat n urma distragerii fibrelor musculare, precum i cantitatea de elemente intracelulare eliberate n mediu. Tabel 3.2. Influena gradului de mrunire asupra calitii bradtului Mrunirea crnii are o mare influen i asupra capacitii de reinere a apei i asupra hidratrii, prin eliberarea unui numr mai mare de grupe polare din proteine capabile s acioneze moleculele de ap. Apa se adaug dup ce cuva cuterului a fcut 2-3 rotaii. Daca se adaug ap de la nceput, dezintegrarea fin a crnii se face mai greu i ca atare capacitatea de reinere a apei este mai mic. In consecina, carnea trebuie mrunita n primele minute tar adaos de ap, n care timp are loc procesul de tiere mecanic a crnii dup care se adaug apa. In primele 1-2 minute de funcionare a cuterului, carnea este tiat n dimensiuni care s asigure o suprafaa de 10 mm/particul, dup care n urmtoarele minute particulele sunt aduse la dimensiuni care s asigure o arie a particulei sferice mai mic de 5mm/particul. Cantitatea de ap adugat influeneaz de asemenea capacitatea de reinere a apei. Daca apa se adaug la o carne cald, creterea capacitii de reinere a apei pe msura mririi adaosului de ap este similar celei obinute
atunci cnd se lucreaz cu carne maturat n prezena de NaCl sau polifosfai.
Capacitatea de emulsionare a bradtului In procesul tehnologic, bradtul preparat este dus la maturare i apoi este omogenizat mpreuna cu o cantitate oarecare de slnina i cu ap rcit sau cu fulgii de ghea n vederea obinerii unei emulsii de carne. Aceasta operaie de preparare a emulsiei poate fi fcut i ntr-o singur etap unde dup mrunirea fin se adaug imediat i grsimea prevzut. Emulsia de came va fi cu att mai stabil cu ct particulele fazei disperse vor fi mai mici i cu ct emulgatorul folosit va mri vscozitatea amestecului prin capacitatea sa de a lega moleculele fazei continue. In emulsia de carne particulele de grsime sunt incorporate ntr-o membrana de protein structural hidratat la formarea creia contribuie proteinele solubile ale crnii i n deosebi proteinele fraciunii actomiozinice. Aceast structur reticular a proteinelor mrete vscozitatea emulsiei i deci stabilitatea acesteia. n cazul cnd concentraia proteinelor este prea mare rezult o mare vscozitate a emulsiei, nct efectul stabilizam este urmat de o scdere a capacitii emulgatoare. Formarea suprafeelor de separare necesit un consuni de lucru mecanic cu att mai mare cu ct tensiunea interfascial dintre aceste suprafee este mai mare. n cazul emulsiilor de grsime n ap, aceast tensiune are o valoare foarte mare care nu poate fi redus dect prin folosirea unui agent activ de suprafata.
Influenta materiei prime Materia prim, carnea, folosit la prepararea emulsiilor de carne, influeneaz calitatea acestora n primul rnd prin compoziia chimic, aceasta variind n funcie de specie, starea de ngrare i n al doilea rnd, prin proprietile ei: gradul de hidratare i reinere a apei, gradul de maturare, pH-ul, starea termic, condiiile de pstrare. Compoziia chimic a crnii influeneaz asupra calitii emulsiilor de came, prin coninutul n proteine al acesteia i prin gradul de solubilitate al acestor proteine n soluii saline. Capacitatea de emulsionare i stabilitatea emulsiilor sunt direct proporionale cu capacitatea de reinere a apei de ctre proteinele crnii. Materia prim pentru salamul Banatean este carnea de porc cu un coninut mai redus de ap; raportul grsime/proteine n produsul finit are valoarea de 2,41 ceea ce reprezint un minim de proteine de 19.5% si un maxim de grsime de 47%. Carnea acestor porci are culoare rocata, iar esutul conjunctiv interfascicular mpnat cu grsime. Din astfel de porci se prepar salamul Banatean fr s se adauge slnin separat. Carcasele selecionate imediat dup taiere s fie refrigerate prin metode rapide, n aa fel nct n 12 ore temperatura la os s fie de 2-4C. De asemenea, slnina pentru salamul Banatean trebuie aleas cu atenie i anume s aib consistenta tare, cu grosimea de 4cm, la coaste 6-7, culoare alb-roz, fr urme de snge. Dup fasonare n tblii se refrigereaz pe linie, prin metod rapid ca s ating 2-4C n 12 ore. Aceast prescripie trebuie respectat cu rigurozitate, pentru a se evita modificrile hidrolitice i oxidative. Srarea prealabil a crnii cu 2-2,5% NaCl pe lng faptul c asigur un gust plcut produselor finite i exercit o uoar aciune bacteriostatic, formeaz cu apa coninut de carne i cu
apa adugat la prepararea emulsiei, o soluie salin de 0,50,6 N apt s solubilizeze proteinele actomiozinei. In acest fel NaCl, un agent de cretere a tensiunii interfasciale, este elementul de baz necesar pentru extragerea emulgatorului destinat scaderii tensiunii interfasciale in emulsiile de carne.
Influenta adaosurilor Obinerea unor emulsii de carne cu proprieti superioare se poate realiza prin mbuntirea caracteristicilor materiilor prime cu ajutorul unor adaosuri naturale sau sintetice. Adaosurile care se folosesc la prepararea emulsiilor de carne au ca scop mbuntirea aromei (condimente), sau culoiii (azotai sau azotii) i mrirea capacitii de emulsionare i stabilitii acestora. Dup modul de aciune asupra emulsiilor, adaosurile pot fi de dou tipuri: - cu aciune direct asupra capacitii de reinere a apei de ctre emulsie i asupra capacitii de emulsionare i stabilitii putnd lega apa i posednd proteine extractibile n soluii saline (lapte praf. cazeinai, plasm sanguin, proteine de soia); - cu aciune asupra proteinelor crnii, mrindu-le capacitatea de reinere a apei (polifosfai). Stabilitatea emulsiilor preparate cu adaosuri proteice difer, ns, n funcie de produsul folosit. Emulsiile folosite cu cazeinai sau plasm sanguin au o bun stabilitate, dar valorile acestora nu depesc stabilitatea emulsiilor preparate numai din esut muscular. Folosirea polifosfailor ca adaosuri la prepararea emulsiilor de carne are ca urmare creterea capacitii de reinere a apei de ctre proteine, mrirea cantitii de ap legal chimic i creterea solubilitii complexului actomiozinic. Prin aceasta se mbuntete structura emulsiilor, se mrete capacitatea de emulsionare i stabilitatea acestora i se
scurteaz durata procesului de emulsionare cu 15-20%. Cantitatea maxim de polifosfai utilizat ca adaos la prepararea emulsiilor de carne variaz ntre 0,3-0,5% n funcie de puritatea produsului i de coninutul acestuia n substana activ. Oricare ar fi ns proprietile adaosurilor folosite, calitatea emulsiilor de carne depinde n primul rnd de calitatea crnii utilizate la prepararea crnurilor, adaosurile mbuntind ntr-o oarecare msur caracteristicile acesteia. Influenta temperaturii emulsiei Aciunea mecanic intens a utilajului destinat emulsionrii crnii, este urmat de o degajare de cldur, ceea ce face ca n timp temperatura emulsiei s creasc. Aceast cretere de temperatura este urmat de o intensificare a mobilitii termice a moleculelor de ap din compoziia membranei proteice hidratate, ceea ce poate duce la scderea vscozitii, reducerea cantitii de ap legat, iar prin aceasta la mbuntirea stabilitii emulsiei. M. Stancu i G. Danicel, prin cercetri efectuate, au stabilit ca limit maxim de temperatur pentru obinerea emulsiilor din came, temperatura de 15 grade Celsius, considernd c la urmtoarele operaii tehnologice de prelucrare a emulsiilor pentru obinerea salamurilor (malaxare, umplere in membrane, staionare), temperatura emulsiei mai poate crete cu 3-5 grade Celsius. Instabilitatea emulsiilor de carne, a cror temperatur este mai mare de 18 grade Celsius, se datoreaz unei denaturri pariale a proteinelor folosite ca emulgator, denaturare ce le face inapte stabilizrii dispersiei de grsime. Emulsiile cu un coninut de grsime de 12% au prezentat stabilitate indiferent de calitatea grsimii folosit; peste 20% coninutul de grsime, stabilitatea emulsiilor a depins de punctul de topire al grsimilor, fiind cu att mai stabile cu ct acest
punct de topire a fost mai sczut. Prin folosirea unor utilaje de emulsionare cu viteze mari, timpul de emulsionare se reduce, mrindu-se totodat gradul de dispersare al grsimilor, ceea ce face ca limita maxim de temperatur care s asigure stabilitatea emulsiilor s poat crete cu 4-6 grade Celsius. Influenta gradului de emulsionare O emulsie de carne care sa nglobeze o cantitate ct mai mare de grsime i care s aib n acelai timp o bun stabilitate, se obine dac att carnea ct i grsimea sunt foarte fin mrunite, iar grsimea este omogen divizat n masa proteinelor extrase din carne. Fineea mrunirii i gradul de emulsionare depind n primul rnd de calitatea crnii i grsimii, de raportul proteine - grsime - ap adugat i de metoda de emulsionare i utilajul folosit n acest scop. In industria preparatelor de carne, pentru obinerea emulsiilor de carne se folosesc diferite tipuri de cutere i microcutere, dezintegratoare, mori coloidale. Gradul de emulsionare prin prelucrarea la cutere depinde de viteza de lucru a cuitelor i de viteza de rotire a talerului. Cu ct vitezele sunt mai mari, cu att timpul de emulsionare este mai scurt, temperatura emulsiei este mai mica, vscozitatea acesteia este mai mare, deci i stabilitatea mai mare. Prin folosirea unor utilaje cu viteze mari de emulsionare (dezintegratoare , mori coloidale) se realizeaz reducerea dimensiunilor particulelor, ceea ce asigura stabilitatea emulsiei. Vitezele mari reduc durata necesar desfurrii procesului de emulsionare n aa msur nct aceste utilaje, nlturnd fazele prelucrrii la cuter, pot fi utilizate intr-un flux continuu. 3.1.4. Fabricarea bradtului
Fabricarea bradtului din carne cald Carnea dezosat i aleas se toac la Wolf, prin sita cu ochiuri de 2-3 mm. Carnea tocata se introduce imediat n cuva cuterlui; se las cuva s fac 1-2 rotaii i se adaug amestecul de srare A" sau B" n cantitatea ce este prevzut la procedeul de srare uscat. Se las cuva s mai fac 2-3 rotaii, dup care se adaug n mod progresiv apa sau fulgii de ghea. In continuare, pasta se amesteca n permanen, dirijnd-o ctre axul cuvei, pn ce capt un aspect lucios i devine adeziva la mn (lipicioasa). Dup preparare, bradtul se scoate n tvi de aluminiu aezndu-se n straturi de circa 15cm. i se depoziteaz n frigorifer pentru maturare. n cazul folosirii amestecului de srare A" maturarea bradtului se face minimum 16 ore i maximum 72 ore la o temperatur de 0-4 grade Celsius. In cazul folosirii amestecului de srare B" durata maturrii bradtului se reduce Ia 8-10 ore cu condiia meninerii la temperatuia de 6-8 grade Celsius. Fabricarea bradtului din carne rece Se utilizeaz carne zvntat, refrigerat, decongelat sau maturat n carcasa timp de 4-5 zile, precum i carnea maturata ca rot. n acest caz bradtul se prepar dup unul din urmtoarele procedee: din came zvntat, refrigerat sau congelat cu amestec de srare. n acest caz se folosete aceeai tehnica ca i la prepararea bradtului din carne calda, cu condiia adugrii a 0,5% polifosfat sau 0,4% fosfolinat faa de cantitatea de came. Daca polifosfatii utilizai au n amestec i NaCl, atunci se scade din amestecul de srare cantitatea de sare echivalenta. Fabricarea bradtului din carne zvntat, refrigerat sau decongelat cu saramura Carnea respectiv se toaca la Wolf prin sita cu ochiuri de 23 mm. Dup tocare se amestec la malaxor cu saramura timp de 5 minute socotind 10 l saramura la 100 kg carne
tocata. Saramura se prepara cu o zi nainte din 100 1 ap fiart i rcit, 25 Kg. Sare, 0,150 Kg. Azotit si 2 Kg. Polifosfai. Dup malaxare, carnea tocat se pune n tvi de aluminiu i se depoziteaz la frigorifer pentru maturare la 5 grade Celsius timp de 24 ore. Dup maturare, carnea tocata se introduce la cuter i se prelucreaz sub forma de bradt adugndu-se cantitatea de ap, astfel ca procentul de ap din saramur plus apa adugat trebuie s fie la nivelul stabilit prin normele uzinale. Bradtul, astfel obinut se poate folosi direct n compoziia diferitelor preparate din carne. Fabricarea bradtului din carne maturat n carcase In acest caz se obine un bradt care se utilizeaz direct n producie, iar o depozitare n frigorifer pentru maturare. Se utilizeaz carnea maturat n carcas timp de 96 ore la 4 grade Celsius. n aceast categorie intr i carnea congelat. Dup dezosare i alegere, carnea se mrunete la Wolf prin sita de 3 mm. i se amesteca la malaxor cu ap n urmtoarele proporii: - pentru carnea calitatea 1-a se adaug 40-42% ap; - pentru carnea calitatea 2-a se adaug 30-32% ap; - pentru carnea calitatea 3-a se adaug 25% apa. Apa folosit trebuie s aib temperatura de +5 grade Celsius; se adaug apoi polifosfat 0,5-2,6% amestec de srare B". Din malaxor, amestecul se trece n cuter unde se mrunete pn se obine o past cu proprieti adezive. Temperatura pastei dup omogenizare nu trebuie s depeasc 15 grade Celsius. Fabricarea bradtului din carne maturat ca srot Carnea refrigerat sau decongelat, aleas pe caliti i conservat n prealabil prin srare uscat i matuiat (rot) se toaca la Wolf prin sit de 2-3mm. Dup care se trece la cuter. n timpul prelucrrii la cuter se adaug 0,5% polifosfat
sau 0,4% fosfoliant i ap rece n cantitatea stabilit conform normelor uzinale. Prelucrarea la cuter se face pn se obine o past fin, omogen, lipicioas. Bradtul, astfel obinut se utilizeaz direct n producie. Fabricarea bradtului din carne de pe cptni Carnea de pe cpni aleasa se taie n buci de 200300g, se sreaz cu unul din amestecurile de srare i se depoziteaz la 40 grade Celsius. n momentul utilizrii se toac la Wolf prin sita de 2-3mm dup care se prelucreaz la cuter adugndu-se 0,5% polifosfai sau 0,4% fosfoliant i ap rece pn se obine o past omogen i bine legat. Se folosete n producie. 3.1.5. Prepararea rotului rotul se prepar din came de vit i porc aleas, care se taie buci de 200-300 g, se cntrete i se introduce n cuva malaxorului, unde se adaug amestecul de srare. Amestecarea se face pn la omogenizarea corect a crnii cu amestecul de srare. Dup omogenizare, rotul se aeaz pe tvi cu capacitate de 25-30 Kg sau recipiente pe roi, carcase menin n frigorifer la +4 grade Celsius timp de 3-4 zile n cazul folosirii amestecului de srare A" sau 24-36 ore n cazul folosirii amestecului de srare B". Pentru micorarea timpului de maturare, carnea se toac la Wolf utiliznd sita de 20 mm sau Vorschneider. In acest caz, timpul de maturare este de minim 16 ore. In acelai mod se pregtete i rotul din carne de pe cptni de vit, depozitarea fcndu-se numai pe o perioad de 16 ore n tvi. 3.1.6. Tranarea, dezosarea i alesul crnii Tranarea, dezosarea i alesul crnii pentru salamul Banatean vor fi astfel fcute nct cotletul, ceafa i muchiuleul s fie destinate pentru alte prelucrri,
utilizndu-se n acest scop numai cotletul i ceafa. Pentru a se putea realiza o producie ct mai uniforma de salam Banatean sub raportul de grsime al pastei i al produsului finit, alegerea crnii se face n doua categorii: pieptul cu fleica i separat celelalte pri. Pieptul cu fleica se vor degresa cu mult atenie astfel nct grsimea moale, inclusiv cea dintre fasciile musculare s se ndeprteze total, pentru a evita exprimarea de grsime topit n produsul finit. Carnea de la piept i fleica aleas se va pune n tvi separat de restul crnii i se va evidenia separat. Coninutul de grsime nu trebuie s depeasc 25% din aceast carne. La restul crnii rezultate din alegerea celorlalte poriuni anatomice, coninutul de grsime nu trebuie s depeasc 10%. Slnina tare pentru salamul Banatean, se va folosi tiat n cuburi 4x4 cm, congelate la-10....-12 grade Celsius. In compoziie, dac alegerea s-a fcut cum s-a indicat mai sus, se va folosi 65% carne, 20% piept i fleic, 15% slnin. n aceste condiii, pasta de salam la cuter trebuie s aib 24-26% grsime i 53-55 % umiditate. 3.1.7. Scurgerea si zvntarea Aceasta operaie se realizeaz n flux discontinuu; umiditatea relativ a aerului n aceast faz este de circa 90% neexistnd posibilitatea de a regla acest parametru. Faza de zvntare dureaz circa 16 ore, carnea fiind aezat n strat subire pe platforme metalice. Pornirea fazei de zvntare se face la temperaturi pozitive, dup care temperatura se scade treptat astfel ca n final sa ajung la -5, iar temperatura crnii la -3 grade Celsius. In toat aceast perioad, carnea se introduce cu ajutorul lopeilor, iar ventilaia aerului este continu, obinndu-se nghearea crnii, fr cristale de ghea, suprafaa fiind bine zvntat. Sczmntul la scurgere i zvntare n aceste condiii
este de circa 10%. In practic, s-a renunat la faza de scurgere, trecndu-se carnea tranata i aleasa direct la zvntare. Zvntarea are drept scop principal pregtirea membranei n vederea afumm. Ea trebuie astfel condusa nct membrana s nu rmn umectat, dar sa rmn nc hidratat. Pe timpul zvntrii crucioarele cu produse se vor schimba o dat din fa n spate i de la dreapta la stnga (n tunelurile care permit acest lucru). Pierderile n greutate la zvntare pot ajunge la 3%. Zvntarea se face la temperatura aerului ntre 10... 12 grade Celsius, cu o circulaie moderat a aerului i o umiditate de 80-85% timp de 48 ore. In continuare, n aceeai ncpere are loc ntrirea crnii, la temperaturi sub punctul de congelare al crnii, prin circulaia permanent a aerului i scderea ritmica a temperaturii, n felul urmtor: - de la orele 20 la 22 temperatura este de 0-1 C - de la orele 22 la 24 temperatura variaz ntre 1 i-4 C - de la orele 24 la 2 temperatura variaz ntre -4 i-6 C - de la orele 2 la 6 temperatura se menine ntre -4 i - 6 C cu ntoarcerea crnii in tvi. In aceste condiii carnea este ntrit avnd temperatura de -2 grd Celsius, fr cristale de ghea, sczmntul fiind 7-8%. Carnea de la piept i fleic se congeleaz la temperatura de -7 grade Celsius, iar slnina tiat cuburi de 4x4 cm se congeleaz la -12...-14 grade Celsius. 3.1.8. Marunirea compoziiei materiei prime i pregtirea
Carnea i slnina pentru a forma o mas omogen este necesar s fie mrunita. Pentru tocare se folosete cuterul cu vid. Tocarea trebuie s se fac perfect, cuitele cuterului trebuie s aib o suprafaa neteda, s fie bine ascuite. Viteza i turaia trebuii s fie astfel coordonate nct la presiune sau curent s nu se ajung la nclzirea tocturii.
Pentru eliminarea oxigenului duntor care se introduce n past la tocare este absolut necesar utilizarea cuterului cu vid. In cazul cnd zvntarea s-a fcut la instalaia continu feliile de rot vin congelate, ceea ce asigur tierea corespunztoare. Trebuie reinut c rotul congelat uzeaz mai mult cuitele cuterului care necesit o ascuire frecvent. Ordinea n care se vor introduce componentele la cuter este urmtoarea: slnin congelat, pieptul congelat, carnea. Fiecare din componente se toaca astfel nct n pasta rezultat mrimea predominant a bobului de slnin sa fie de 2 mm. Cnd s-a ajuns la fineea dorit se adaug amestecul de ingrediente. Amestecul de srare i condimentare utilizat la salamul Banatean este format din sare, azotat de potasiu, zahr, piper alb, ienibahar i usturoi. 3.1.9. Mrunirea compoziiei Din cuter, pasta fin mrunit i condimentat trece n dispozitivul de presare n care pasta este ndesat prin intermediul unui melc, cu folosirea concomitent a dezaerrii. Pasta dezaerat i comprimat este apoi mpins n cilindrii de umplere. Umplerea se face n membrane legate la un capt si nmuiate 30 de minute n ap cald la 40...50 grade Celsius. La umplere trebuie s se aib n vedere urmtoarele: - pentru a se asigura o umplere compact a batoanelor se impune ca membrana s fie inut tot timpul presat pe capul de umplere, asigurndu-se astfel o adeziune perfect ntre membrana i compoziie; - nu este permisa umplerea unui baton cu pasta provenit de la doi cilindri, deoarece n zona de contact ntre cele doua paste rmne o zon moale care se menine i n urmtoarele faze ale procesului tehnologic.
Sfoara pentru legarea batoanelor este n prealabil nmuiat n ap la 35 grade Celsius. La fiecare baton se formeaz i aa-zisa sfoar de agare a crei lungime este egal cu 2 x lungimea batonului . Batoanele mai mari de 2 Kg se leaga perechi i se aga pe beele rastelului-crucior, astfel nct ntre batoane s rmn o distan de minimum 5cm. Pe un rastel-crucior se aeaz minimum 50 perechi batoane care se cntresc. Batoanele ntre 0,5-1 Kg se leag la captul deschis, apoi se formeaz sfoara de agare. Acestea se pot i elipsa att la captul inferior ct i la cel deschis unde se ataeaz i sfoara de agare. Pregtirea maelor pentru umplere se face ntr-o camera special, n care maele artificiale se taie n lungime n funcie de calibru, dup aceasta se nmoaie n ap cldua, timp de 30 de minute apoi se scurg de ap, se zvnt i se leag la unul din capete. Maele naturale se desreaz cu 12 ore nainte de umplere, apoi se spal n soluie de permanganat de potasiu 0,02% timp de 15 minute, se sorteaz i se taie n lungime n funcie de calibru, se leag la un capt, se scurg, se zvnt i se trec la umplut. De asemenea se pregtete sfoara i clipsurile, precum i etichetele care se leag la fiecare baton. 3.1.10. Maturarea, afumarea i uscarea Procesul de maturare cuprinde fenomenele de nroire, legare, i aromatizare. n cele ce urmeaz vom da cteva amnunte pe scurt cu privire la aceste fenomene, deoarece n literatura de specialitate este tratat mai des acest subiect. Inroirea sau formarea culorii, are la baz fixarea la mioglobina a oxidului de azot, care ia natere din azotat, respectiv amestecul de srare cu azotit, rezultnd azoximioglobina care d culoarea roie salamului, ca si la celelalte produse srate. La prelucrarea cu azotat, acesta trebuie redus mai nti n azotit, cu ajutorul
bacteriilor denitrificante, care descompun azotatul. Intre acestea sunt n principal micrococii, dar i alte microorganisme, care la nceputul maturrii sunt viabile i apte de a elabora enzime care reduc nitratul. n mod normal, salamul se nroete cnd cca. jumtate din mioglobina se transform n azoximioglobina. Un salam astfel nroit nu are ns culoarea stabil. Pentru aceasta este necesar ca cel puin 3/4 din colorantul din muchi s se transforme n culoarea roie de saramurare. Restul care nu s-a nroit, ca i colorantul nroit, pot fi atacate de microorganismele care distrag culoarea, sau agenii de oxidare (oxigen, peroxizi .a.). Abia dup un anumit timp de la umplere culoarea devine mai stabil, datorit transformrii n miocromogen cu oxid de azot (culoare roie durabil), dar nu este nici aceasta absolut stabil . Ea poate fi descompus datorit peroxizilor care iau natere la rncezire sau datorit microorganismelor. La fabricarea salamului crud cu azotat, este important ca scderea pH-ului la 5,5 s aib loc treptat i nu prea repede, pentru ca s se poat forma suficient azotit din azotat. La o scdere prea rapid a pH-ului pot apare defecte de nroire ca urmare a inhibiiei microflorei reductoare de azotat sau a enzimelor care reduc azotatul i azotitul (formare defectuoas a culorii, miez cenuiu). De aceea, la saramurarea cu azotat trebuie evitate pe ct posibil adaosurile mari de zahr i temperaturile ridicate de maturare. In opoziie cu aceasta, la utilizarea amestecului de srare cu azotit este avantajoas o acidulate rapid cu scderea pH-ului sub 5,5, deoarece aici lipsete faza de reducere de la azotat la azotit. Mai mult nc, trebuie accelerat formarea oxidului de azot din azotit , pentru ca colorantul din muchi sa fie proteja t ele reaciile de oxidare duntoare . Prin adugarea acidului ascorbic sau a ascorbatului de sodiu se poate accelera formarea oxidului de azot si favorizeaza fixarea culorii . Atat la inrosirea cu azotat cat i cu amestec de srare cu azotit este necesar pentru desfurarea procesului de nroire, o anumit acidulam (scderea pH-ului) a salamului. De
aceea se adaug n amestecul de srare substane zaharoase. Aceste substane se descompun n decursul maturrii cu ajutorul microorganismelor de maturare, care formeaz acizi, n acizi i n parte i n produi neacizi de fermentaie (alcooli, aldehide). La acest proces de fermentaie contribuie n primul rnd bacteriile acidolactice, dar i alte microorganisme. Acestea descompun substanele zaharoase adugate pastei, precum i hidiaii de carbon existeni n carne, din care iau natere n primul rnd acid lactic i n mai mic msur ali acizi (acid acetic, acid formic, acid pirotartric, acid carbonic, acid butiric, acid propionic etc). Felul i cantitatea de acid, desfurarea pH-ului i valoarea final a pH-ului depind de felul zahrului i cantitatea acestuia, apoi de condiiile de maturare (de exemplu temperatura)i n special de microorganismele existente. Deci capacitatea de formare a acizilor este foarte diferit la diferitele specii de germeni. Dar i calibrul salamului pare s joace un anumit rol. S-a stabilit c salamurile crude groase se aciduleaz n general mai uor i mai puternic dect cele subiri. Conform experienei, acestea iau mai uor un gust acru, mai ales cnd s-a adugat prea mult zahr i cnd maturarea s-a fcut n condiii nefavorabile (de exemplu la temperatur mare de maturare). La utilizarea substanelor zaharoase, macromoleculare (sirop de amidon uscat), salamul atinge mai trziu nivelul de acidulare din cauza unei acidulari mai lente dect la adugarea zaharurilor cu molecula mica (de exemplu dextroza) care de obicei aciduleaza mai repede. Legarea este un proces fizico-chimic la care rolul hotrtor l joac albumina din came, existent la suprafaa de separaie dintre particulele de came i de slnin, n spaiile intermediare. La tocare, din fibrele musculare distinse se pune n libertate albumina i chiar prin srare se dizolv ntro cantitate corespunztoare coninutul de sare. Cu scderea valorii pH-ului sub aproximativ 5,3, albumina obine trecerea de la starea de sol la cea de gel, proprieti de legare i se solidific. Concomitent se umfl particulele de came datorit crora salamul devine mai consistent.
Prin cedarea continu a umiditii, crete mereu rezistena. Prin aceasta, particulele de salam primesc n cele din urm consistenta i salamul se leag i devine compact. Salamurile care n timpul maturrii nu ating valori ale pH-ului de 5,3 se usuc mult mai ncet, ntrindu-se mai trziu sau dac valoarea pH-ului i valoarea a w este relativ ridicat, se pot degrada. Fenomenele care deranjeaz acidularea normal sau care modific albumina hotrtoare pentru legare (descompunerea bacterian a albuminei) acioneaz dezavantajos asupra legrii i dezvoltrii consistenei. O acidulare suficient apr de regul albumina din carne de atacul microorganismelor proteolitice, care sunt sensibile la valorile pH sczute i la concentraiile crescnde de sare de buctrie, prin uscare; aceasta nseamn valori aw sczute. Aromatizarea este condiionat de acidulare care este una din importantele componente ale aromei salamului. Acest lucru este valabil n special pentru salamurile crude maturate rapid, care dup o scurt perioad de maturare se pun n consum i de care aparin salamurile cu gust uor acrior i cu o arom tipic. Gustul acrior este dat mai ales de aridul lactic care a luat natere din descompunerea zahrului, deoarece acesta predomin cantitativ. Dar si ali acizi care apar n cantiti mai mici, menionai mai nainte, contribuie n msur corespunztoare Ia formarea de gust acru. La salamurile crude cu durat mare de fabricaie , cum este salamul Banatean, gustul acrior scade tot mai mult n favoarea unei arome specifice de maturat a salamului crud . Acest lucru se observ de cele mai multe ori i la creterea treptat a valorii pH, a crei cauz este apariia produilor de descompunere alcalini. Prin urmare, la salamurile crude suficient maturate gustul acrior nu mai este - de regul - perceptibil i nu este considerat, un gust normal. Pe lng acizi, la maturarea salamului crud, se
formeaz din descompunerea albuminei, a grsimii i a hidrailor de carbon i numeroi compui chimici volatili si nevolatili ca de ex. peptide, aminoacizi, acizi grai, aldehide, amine i n special compui carboxilici cu molecul mare, dintre care un procent, sunt considerai substane de arom. Este valabil mai ales pentru anumii compui carboxilici care sunt cunoscui ca substane de arom intens i care sunt tcui responsabili pentru gustul i mirosul salamului crud. Din pcate, cu toate cercetrile intense, se cunoate nc prea puin care substane, singure sau n amestec, dau aroma tipic de salam crud. Cunoaterea exact a substanelor chimice la dezvoltarea aromei, ar putea da noi posibiliti la influenarea artificial a aromei n salamul crud, urmrindu-se s se selecioneze acele substane care sunt identice substanelor chimice naturale. Afumarea ncepe atunci cnd culoarea coninutului a ajuns i la marginea salamului, i s-a stabilizat astfel nct s nu fie posibile decolorri ale marginii datorita unei eventuale afumri prea intense. Exist ns productori de salam crud care chiar din prima zi pun salamurile la un fum slab, pentru a mpiedica nainte de toate ca suprafaa salamului s devin lipicioas. Din aceast cauzei batoanele umplute se in 12 ore la linitire, apoi se zvnt 75150 ore. Salamul crud se afum la rece, la temperatura care s nu depeasc pe ct posibil 12C. Meninerea temperaturii specificate n instalaii de afumare de construcie mai veche (camere de afumare, tunele de afumare) cu izolare insuficient i fr o reglare a temperaturii, a umiditii relative i a circulaiei aerului i care este influenat de condiiile climatice exterioare , provoac ns greuti considerabile. De aceea, s-a introdus afumarea climatizat. In instalaiile moderne de afumare cu climatizare, se efectueaz o afumare independent de condiiile climatice exterioare. Instalaiile de afumare la rece au avantajul c fac posibil zvntaiea i afumarea salamului ntr-o singur
instalaie, unde nu mai este necesar mutarea produsului dup zvntare. Instalaiile sunt echipate cu dispozitivele tehnice necesare pentru producerea i reglarea temperaturii i umiditii relative a aerului, pentru aducerea aerului proaspt, micarea aerului, evacuarea aerului uzat si pentru producerea fumului. Cu unele excepii, salamul crud se afum n aceste instalaii cteva zile, ntr-un fum de la moderat pn la dens (afumarea de scurt durat). Durata total zvntare-afumare rece este de 610 zile. Prin afumare, salamul crud trebuie deci s obin o culoare corespunztoare de fum, s aib un gust plcut de fum i o mai bun durabilitate. Culoarea de fum variaz dup calitatea fumului utilizat la afumare (felul lemnului), temperatura de ardere, metode de afumare, temperatura fumului i umiditatea acestuia, durata de afumare, densitatea fumului i calitatea membranei salamului, de la galben-auriu slab, pn la negru maroniu intens. Astfel, fagul, teiul i ararul produc culoarea galben deschis, stejarul i aninul galben nchis pn la brun, lemnul de ienupr brun nchis i lemnul coniferelor culoarea brun spre negru. Culoarea de afumat este dat att de substanele colorate existente n fum (fenoli i alte substane), ct i de combinarea chimic a componentelor fumului (carbonili) cu componentele albuminei (aminoacizi) din carne, la care se formeaz compui de culoare nchis denumii melanoide. La dezvoltarea aromei de fum, a crui chimism nu este nc bine cunoscut, iau parte ntre altele, fenolii, compuii dicarbonilici, diacetilul, acizii organici i alte categorii de substane. Durabilitatea salamurilor crude afumate se bazeaz pe prezena substanelor germicide din fum, care se depun la afumare pe suprafaa salamului i care n parte ptrund prin membran n compoziia salamului. In funcie de calitatea fumului, de temperatura acestuia i de umiditate, de densitatea fumului, durata de afumare,
calitatea membranei salamului, tocarea coninutului salamului i de gradul de uscare a marginii salamului depinde durabilitatea produsului. Aciunea conservant a fumului este n parte pusa n legtur cu prezena acizilor organici (acid formic, acid benzoic), aldehide, n special formaldehida i o serie de compui fenolici. Trebuie s se in seama c efectul de conservare este de multe ori doar cu o durat limitat, deoarece substanele active se inactiveaz n parte sau se volatilizeaz, n afar de aceasta, n fum sunt coninute substane antioxidante care fac ca salamurile afumate s fie mai rezistente la rncezire. Pe de alt parte pot apare n anumite condiii (de exemplu la temperatul! de ardere ridicate) evident i substane prooxidative, care duc la culoarea oxidativ n cenuiu a marginii salamului. Calitatea fumului depinde n mare msur de temperatur. Cu ct temperatura de ardere este mai sczut cu att fumul este mai aromat. Cele mai favorabile s-au dovedit pn acum temperaturile de ardere de 300C pn la 500C . La aceste temperaturi se pun n libertate substane aromatizante i conservante n suficient msur n timp ce la temperaturi mai ridicate, apar mai mult gudroane i substane cancerigene (3,4 benzpiren). Coninutul n 3,4-benzpiren nu trebuie s depeasc 1 ppb, ceea ce nu este cazul n mod normal la afumarea rece a salamului crud. Pierderile n greutate n perioada de afumare sunt de 1014%. Maturarea i uscarea este veriga final a procesului tehnologic. Dup terminarea afumrii, salamurile crude trec la maturarea i la uscare n ncperi amenajate n mod special. Acolo rmn pn la terminarea maturrii, n timpul acestei faze de maturare, procesele de maturare microbiene i enzimatice se desfoar n continuare i salamul pierde n greutate prin uscare. Corespunztor cu aceasta scade i valoarea a a salamului. La salamurile durabile, bine uscate, aceast valoare poate fi n anumite condiiuni chiar sub 0,80. Totui, de cele mai multe ori, salamurile nu se usuc att de mult i ajung n comer cu valori a w relativ mari.
Viteza de uscare depinde de factori diferii. Dup cum s-a menionat, un rol important joac n acest caz, compoziia salamului, gradul de mruntire, calitatea membranei salamului, calibrul i n special condiiile de uscare (temperatura, umiditatea relativ i micarea aerului). Salamurile crude cu procent mai mare de carne, se usuc mai repede i mai mult dect salamurile cu mai mult slnin. Salamurile crude cu toctur grosier i cele mai subtili, pierd mai uor apa dect cele cu toctur fin sau cele cu diametru mare. La salamurile crude n mae naturale cedarea apei este n general mai lent dect la salamurile n membrane artificiale. Cu ct este mai sczut umiditatea aerului sau cu ct este mai ridicat temperatura i mai intens micarea aerului, cu att este mai rapid i mai intens uscarea salamului. Salamurile crude semitari au nevoie de aproximativ 23 sptmni pentru a dezvolta aroma optim. Pentru salamurile durabile, sunt necesare perioade mai lungi de maturare, pentru a cpta aroma tipic de maturat i pentru a prezenta o bun durabilitate. Pentru uscarea salamurilor crude, se consider utile temperaturile de maturare de 1214C la umiditatea relativ a aerului de 8083%. Un curent slab de aer de max. 0,1 (0,2) m/sec, trebuie s existe n aceast faz de finisare, circa 14 ore i 8 ore repaus. Salamurile nu trebuie s stea atrnate prea dens (cel puin o lime de salam - spaiu intermediar) sau s se mite pentru ca aerul proaspt s poat ajunge uor la acesta. In primul rnd trebuie evitate stagnrile de umiditate ntre salamuri. Dup faza de uscare, urmeaz faza de finisare, care dureaz 2025 zile, la temperatura de 1214C i umiditate relativ de 7075% cu circulaia intermitent a aerului, respectiv ventilaie mic i 5 ore repaos. In timpul maturrii ulterioare, prin uscarea continua a salamului (scderea valorii a w ) scade numrul de germeni dup
un anumit timp, dar procesele biochimice i cele produse de microorganisme, respectiv fermenii acestora, se continu nentrerupt, ns mult mai lent. n faza maturrii ulterioare, un salam durabil dezvolta nti aroma tipic de maturat, prin care se deosebete considerabil de sortimentele de salam crud semitari, mai proaspete. n prim plan par s stea aici modificrile grsimii produse de fermenii lipaz i lipoxidaza. n cazuri de salamuri foarte vechi, aceste modificri pot progresa att de puternic, nct iau natere substane olfactive i gustative nedorite. Salamurile crude se protejeaz de lumin cel mai bine atrnate n ncperi ntunecoase, lipsite de mirosuri strine, de insecte si ali duntori. 3.2. Caracterizarea materiilor prime, auxiliare i a materialelor 3.2.1. Caracterizarea materiilor prime Materia prim pentru salamul Banatean este carnea de porc cu un coninut mai redus de ap. In trecut cnd salamul Banatean se producea n climat natural, se folosea n exclusivitate carne de porc Mangalita , n vrst de 2 ani, cu o greutate vie n jur de 200 kg , selecionai din cresctorii sau din gospodrii rneti. Carnea de porc Mangalita cu greutatea de 156,4 kg (jumti de porc, fr slnin) are umiditatea de 54,4%, proteine 14,5 i grsime 30,2. Raportul ap/proteine este 3,5, iar raportul grsimeproteine 2,06. In standardele din alte ri raportul grsime/proteine n produsul finit are valoarea de 2,41, ceea ce reprezint un minim de proteine de 19,5% i un maxim de grsime de 47%. Carnea acestor porci are culoare rocat, iar esutul conjunctiv interfascicular mpnat cu grsime. Din astfel de porci se prepar salamul Banatean fr s se adauge slnin separat.
In lipsa crnii de porc de Mangalita, materia prima pentru Salamul Banatean " o constituie carnea de porc lucru integral, piept i fleic i slnin taie (congelat). Condiiile tehnice de calitate a crnurilor tranate pentru industrializare sunt reglementate de S.P.- C. 302-96. Fleica i pieptul - se degreseaz grsimea moale, cea dintre fasciile musculare, se ndeprteaz flaxurile, ligamentele, formaiunile vasculare de pe suprafeele prelucrate Slnina tare - este slnina de pe gue, precum i slnina de acoperire a musculaturii dorsale rezultat din dezosarea carcaselor. Slnina trebuie s se prezinte n cuburi de 4x4 cm Carne lucru integrala - provine din tranarea si dezosarea unor poriuni anatomice cum sunt: gtul, spata, sternul, pulpa, rasoalele precum i din fasonarea antricotului, vrbioarei i muchiului. Carnea se prezint fr: aglomerri de seu, cheaguri de snge, resturi de oase .Conine maxim 20% esut conjunctiv. In compoziia pastei se va folosi 65% carne, 20% piept i fleica i 15% slnin. In aceste condiii, pasta de salam la cuter trebuie s aib 24 - 26% grsime i 53-55% umiditate.
3.2.2. Caracterizarea materiilor auxiliare Amestecul de srare i condimentare la salamul Banatean este format din: sare comestibil, azotatul de sodiu sau azotitul de sodiu, zahr, piper alb, ienibahar, usturoi, membrane artificiale, fulgi de ghea, sfoar sau clipsuri. Sare comestibil Sarea se folosete la fabricarea preparatelor de came ca materie auxiliar de baz, datorit proprietilor ei gustative
i conservante. Rolul principal l are proprietatea de a fi un bun conservant, deoarece srarea, combinat cu pstrarea la temperaturi joase (ntre 0 ...+4'C), mpiedic dezvoltarea microorganismelor care produc alterarea crnii. Sarea mai are, pe lng aciunea conservant, i proprietatea de a condimenta, dnd un gust plcut alimentelor, ceea ce are ca urmare stimularea poftei de mancare, imbunatatirea digestiei si asimilarii. Sarea utilizat la preparatele de carne trebuie s corespund prevederilor din STAS 1465-72. Azotatul i azotitul de sodiu Azotatul de sodiu, denumit n practic i litr, se folosete la fabricarea preparatelor de carne cu scopul de a stabiliza culoarea crnii i, n acelai timp, pentru nsuirile lui antiseptice. La recepia azotatului trebuie s se fac un atent examen de laborator, att organoleptic ct i chimic, pentru a stabili dac acesta corespunde condiiilor prevzute n normele interne i stasurile n vigoare. Azotitul de sodiu denumit n practic i nitrit, are acelai rol la fabricarea preparatelor de carne ca i azotatul, cu deosebirea c se comport mai activ, de unde i numele de silir rapid". Azotitul de sodiu este un produs care rezult n urma procesului de reducere a azotatului. Datorit faptului c azotitul are o aciune mai puternic se folosete la conservarea crnii n cantiti mult mai mici dect azotatul. Azotitul trebuie s corespund proprietilor fizico-chimice, prevzute n STAS 1089-80, i se verific atent la recepia calitativ, efectuat cu strictee de ctre organele CTC prin analiz de laborator.
Sfoara Sfoara se ntrebuineaz la legarea membranelor umplute cu compoziie i la legarea celorlalte preparate de carne nainte de a fi afumate, n scopul de a da sau menine o anumit form batoanelor, de a mri rezistena acestora, de a lega batoanele care se aga pe bee etc. Sfoara are dimensiuni i ntrebuinri diferite. In cazul salamului Banatean de se va folosi sfoar 3F (din trei fire). La recepie, se verific dac sfoara este bine lustruit, dac nu se desfac firele, dac ntre firele rsucite nu sunt spaii libere i dac umiditatea nu este depit (maximum 14%). Prin introducerea clipsrii consumul de sfoar se reduce mult.
3.2.5. Defecte constatate la salamul Banatean La salamul Banatean pot aprea unele defecte, din care mai frecvente sunt urmtoarele: decolorarea i nmuierea centrului batonului, scurgeri de grsime, goluri de aer, desprinderea membranei, cruste, deformri etc. Din observaiile fcute cu ocazia cercetrilor tehnologice, a expertizelor tehnice fcute de noi i a controlului de calitate, precum i a datelor din literatur, cauzele i remedierea acestor defecte sunt. Urmtoarele: Decolorarea i nmuierea centrului batonului, nsoit de creterea aciditii este datorit adaosului unei cantiti excesive de zahr. Acest defect n fabricile noastre nu a fost observat dect n mod cu totul accidental. Creterea aciditii poate fi datorat i folosirii crnii exudative. Carnea
exudativ pe plan mondial este foarte frecvent i duce la probleme financiare dezastruoase, ntruct d un randament sczut i d produse fr gust. Din datele citate in literatur, aceast came apare datorit sindromului Stress. Acest sindrom este mai frecvent la unele rase ca de exemplu rasa Lan drace. Sindromul Stress" este determinat de o dereglare a sistemului endocrin hipofizo - corticoid, fiind influenat de transport , cldur , frig i irascibilitate. Acest sindrom intervenit la scurt timp naintea sacrificrii va influena negativ asupra calitii crnii, producnd anumite defecte de aspect exudativ. In special cnd rezistena naturala a animalelor cu predispoziii natuiale este diminuata de factorii de stress. Ca urmare a influenei sindromului stress se constata o diminuare a coninutului crnii n proteine; culoare palid i structura cu aspect exudativ. Pe animalul viu receptivitatea fa de fenomenul stress poate fi constatat determinnd formula sanguina (numrul leucocitelor eozinofile) i activitatea enzimei LDH (lactat dehidrogenaza) sau a corticosteroizilor. Ca atare , se impune ca n programul de selecie care vizeaz mbuntirea calitii crnii de porcine s se includ cercetarea factomlui de receptivitate la stresare, n asociaie cu controlul calitativ al crnii. Pentru nlturarea apariiei sindromului stress este necesar s se mbunteasc furajarea porcilor , s se evite solicitrile la transport, evitarea variaiilor de temperatur i asigurarea odihnei nainte de tiere i asomare, care s asigure minimum de spasm muscular. Scurgerile de grsime. Acest defect se manifest prin transudaia grsimii, cu punct de topire diferit, fie prin membran producnd zone uleioase pe salam, fie prin exprimarea grsimii pe seciunea salamului, la cea mai mica presiune, dnd seciunii o strlucire superficial. Cauza acestui defect o constituie grsimea de adaos
necorespunztoare. Transudaia este datorat faptului c n timpul uscrii, prin contractarea crnii ca urmare a reducerii volumului prin eliminarea umiditii, particulele de grsime presate exprim ulei prin separarea fraciunilor cu punct de topire diferit. In cazuri izolate, s-a constatat apariia acestui defect, chiar i la batoanele inute la temperatura de 10-12 grade Celsius. Pentru evitarea acestui defect, este necesar s se aleag grsime de adaos numai de la porci aduli, provenit din depozitul adipos hipodermic din zona spinrii, de consistent tare. Slnina poate fi congelat, ns numai pentru scurta durata i manipulat n condiii optime. Goluri de aer n coninut. La salamurile cu goluri de aer n coninut se observa pete negre la extremitatea salamului i n lungul salamului, repartizate neregulat. Cauza defectului este n primul rnd materia prima necorespunztoare (carne exudativ, carne rcit insuficient, came decongelat), iar n al doilea rnd uscarea prea accelerat, Mecanismul formrii golurilor de aer este urmtorul: din cauza pierderii capacitii de reinere a apei, legtura pastei este insuficient nct apar zone libere prin migrarea rapid a apei i legarea neunifomia a compoziiei, ca urmare a denaturrii sarcoproteinei plasmatice, care precipit pe filamentele de actomiozina care se observa la microscopul electronic. Din cauza retraciei neuniforme a bucilor de came, se formeaz un strat superficial, rigid, iar n interior zone cu fisuri care permit circulaia aerului, care prin oxigenul care-1 conine, provoac formarea de metmioglobina brun, care schimba culoarea compoziiei: grsimea oxidndu-se se nglbenete. Ca remediu pentru evitarea acestui accident, se impune alegerea cu atenie a grsimii moi i n general a crnii sngerate, exudative i utilizarea unor mae corespunztoare cu permeabiliti i retractabiliti normale. De asemenea se
recomand dirijarea uniforma a curentului de aer n timpul maturrii salamului. Desprinderea membranei. Acest defect este datorat folosirii crnii de la animale prea tinere, care au un coninut prea mare de umiditate. Din aceast cauz atunci cnd uscarea se face rapid, n cazul umplerii n mae artificiale, membrana nu se retracta n acelai timp, nct se desprinde de coninut. Defectul se poate observa atunci cnd uscarea nu este bine condus. Pentru evitarea acestui defect se recomand folosirea crnii de la animale adulte i uscarea lent cu higroscopicitate adecvat. Intre defectele care pot aprea la fabricaia salamului se citeaz i altele care depind numai de defecte de uscare i depozitare, ca: deformarea batoanelor din cauza vitezei i direciei necorespunztoare a curenilor de aer, apariia de mucegaiuri nedorite, apariia de insecte (Tribolium ferugineum), etc. Menionam c n fabricile de producie, defectele menionate mai sus sunt cazuri izolate i c prin dirijarea corespunztoare a procesului tehnologic pot fi mult reduse. Din cele artate anterior se desprind urmtoarele concluzii: 1. Pentru asigurarea salamului Banatean de calitate corespunztoare i cu un consum specific ct mai redus, este necesar ca aprovizionarea fabricilor s se fac cu materie prima uniforma, provenit din ferme la care n ultima perioada a ngrrii s se administreze n hrana orz care mbuntete consistena slninii. 2. Se recomanda folosirea crnii provenit de la porci aduli care s aib consistena ferm, iar slnina de adaos s fie proaspta i numai din regiunea spinrii, de culoare alb-roz, fr urme de traumatisme. 3. Pentru evitarea defectelor: goluri de aer, decolorarea i nmuierea coninutului, scurgeri de grsime i dezlipirea membranei este necesar o atent alegere a crnii, eliminndu-se grsimea moale,carnea exudativa, carnea de la
animale prea tinere i carnea care nu este rcit suficient dup tiere. 4. Dirijarea curentului de aer n timpul uscrii trebuie s fie astfel orientat, nct s ating uniform toat suprafaa batonului. Parametrii de microclimat trebuie s fie corelai cu caracteristicile materiei prime folosite, pentru a se evita uscarea prea rapida care s duca la defecte.
7.1. Schema tehnologic de fabricare a salamului Banatean
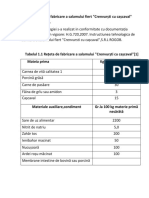
7.3. Descrierea procesului tehnologic Reeta : Materii prime Carne porc + piept porc la rou............................................70 Kg Slnin tare (cuburi)...................................................30 Kg
Materii auxiliare Sare(NaCl)..............................................................................2,650 Kg Ienibahar.................................................................................0,030 Kg Piper........................................................................................0,260 Kg Usturoi....................................................................................0,035 Kg Zahr......................................................................................0,180 Kg Amestec de srare..........................................................0,150 Kg Azotit......................................................................................0,015 Kg In fabricarea salamului Banatean se aplica urmatoarea tehnologie: Alegerea porcilor Ca materie prima pentru salamul Banatean se admit porci de orice rasa, cu greutate in viu de 140-160 kg.
Refrigerarea. Trebuie s se fac imediat, nct dup 12 ore de 24C. temperatura la os s fie
Depozitarea. Se face n fabric 4872 ore la 24C. Tranarea. Se face ntr-o sal condiionat la 810C, prevzut cu band de tranare din inox si hiaturi din material plastic. Dup ales carnea se taie n buci de 100150 g dup care se aeaz pe band amestecndu-se pentru a se face omogenizarea lotului. Carnea omogenizat se aeaz n tvi perforate acoperite cu pnz alb de sedil, iar tvile se aeaz pe rastele cu roi. cu care se duc n camerele de
scurgere. Slnina se alege i apoi se taie n cuburi de 3 cm cu maina de tiat slnin n cuburi, apoi se duce la congelat. Produsele rezultate din tranare, care nu se folosesc la salamul Banatean, se duc la fabrica de preparate de carne. Scurgerea i zvntarea. Scurgerea i zvntarea se pot face n aceeai camer, sau n camere diferite. Scurgerea este prevzut a se face n tvi perforate n strat de 10 cm, sucul rmnnd n tava fixat rigid. Parametrii prevzui sunt urmtorii: temperatura 24C; umiditatea relativa a aerului 8590%; viteza aerului 0,5 m/sec; durata fazei 48 ore. In timpul duratei de scurgere se recomand ntoarcerea crnii n tav. Zvntarea i ntrirea. Dup 48 ele ore crucioarele cu tvi perforate se trec din sala de scurgere n sala de zvntare. Parametrii prevzui sunt urmtorii: Temperatura aerului -1... 1C la zvntare i - 8 ... - 7C la ntrire Umiditatea aerului 85% la zvntare i 8085% la ntrire Viteza aerului m/sec. 0,8 la zvntare i 1,0 la ntrire Durata fazei n ore 24 la zvntare si 12 la ntrire In timpul zvantarii carnea se intoarce cu lopatele din inox. Congelarea slninii. Se face la -7 ...- 10C.
Mrunirea i amestecarea materiilor prime i auxiliare.
Dup ce proporiile sunt stabilite, carnea ntrit i slnina congelat se cntresc i se introduc n cuva cuterului. La viteza mic cele dou componente se amestec, iar
la viteza mare se mrunesc. Durata unei mruniri se va stabili cu ajutorul unui tahometru. Bobul optim trebuie s fie de circa 2 mm. Condimentele pregtite n sala de condimente, potrivit reetei de fabricaie se introduc cntrite, spre sfritul tocrii. Pasta rezultata se analizeaza pentru a se putea urmari fazele urmatoare. Umplerea. In vederea umplerii pastei se pregtesc membranele i se trimit n sala de umplere cu tvi din material plastic. Sfoara pentru legat se nmoaie n ap cldu (35C) dup aceea se bobineaz i se trimite la sala de umplere n tvi de plastic. Etichetele pentru urmrirea pe faze se pregtesc tot n sala de preparat membranele. Pentru umplere se folosete instalaia Kramer-Grebe. Baloanele umplute sunt legate nti la captul liber apoi dup o prealabil masare se leag orizontal i transversal. Dup legare baloanele se stufuiesc, se eticheteaz i se aeaz pe bee, iar beele pe crucior. Pe fiecare crucior se aeaz cea. 200 kg i se transporta dup cntrire n tunelele de afumare. Zvntarea. In tunelele de afumare se face mai nti zvntarea Ia temperatura de 4 6C cu o circulaie moderat a aerului i Ia umiditatea relativ de 8085% timp de 48 ore, fr fum. Afumarea. Se face la urmtorii parametrii: temperatura 912C; umiditatea relativ 8590%; durata 510 zile; circulaii moderate a amestecului de aer-fum. n timpul afumrii se produce o pierdere n greutate de 1012% i o scdere a umiditii produsului de 78%; Maturare uscare.
Se realizeaz n depozitele de maturare, unde aerul este climatizat i circulaia reglat automat i care au capacitatea produciei pe 4 zile. Depozitarea se face pe rastele fixe, cu ncrcare manual. Parametrii procesului de maturare sunt urmtorii: Faza I primele 20 zile; temperatura de la 10 la 12C; umiditate relativ 8592%; viteza lent a aerului; Pentru meninerea parametrilor este necesar ca instalaiile de condiionare s funcioneze 16 ore, iar 8 ore st la repaos. Pentru mprosptarea aerului, odat pe zi, instalaia va funciona cu aer proaspt 2530 ori volumul camerei. La sfritul fazei membrana produselor trebuie s fie acoperit cu mucegai. Faza a II- a - 20 zile. Este faza n care produsul este adus treptat pn la umiditatea cerut pentru livrare. Parametrii care trebuie realizai sunt: temperatura 14C; umiditatea relativ a aerului 7580%; circulaia aerului intermitent. Instalaia funcioneaz 10 ore i este n repaos 14 ore. La sfritul fazei pierderile n greutate ajung la 42% iar umiditatea produsului 35%. Durata ntregului proces este 20 + 50 + 20 = 90 zile pentru batoane cu diametrul 75 mm, 110 zile pentru batoane de 90 mm i 75 zile pentru batoane de 60 mm.
S-ar putea să vă placă și
- Crenvusti Cu CascavalDocument4 paginiCrenvusti Cu CascavalVeronica OlteanuÎncă nu există evaluări
- Analiza Senzoriala Si Fizico-Chimica A Branzei de BurdufDocument26 paginiAnaliza Senzoriala Si Fizico-Chimica A Branzei de Burdufneculavali3314Încă nu există evaluări
- Modernizarea Tehnologiei de Fabricare A Salamului "Pâine Din Carne"Document71 paginiModernizarea Tehnologiei de Fabricare A Salamului "Pâine Din Carne"Lidia LunguÎncă nu există evaluări
- Gestionarea Deseurilor Rezultate de La Prelucrarea Carnii de CarneDocument20 paginiGestionarea Deseurilor Rezultate de La Prelucrarea Carnii de CarneAndrei CiuciudauÎncă nu există evaluări
- Dokumen - Tips Tehnologia de Fabricare A CrenvurstilorDocument14 paginiDokumen - Tips Tehnologia de Fabricare A CrenvurstilorFlorentina HelmÎncă nu există evaluări
- Caracteristica ProdusuluiDocument13 paginiCaracteristica ProdusuluiVladimir STARÎncă nu există evaluări
- IstoricDocument2 paginiIstoricRaluca Steau100% (1)
- Carne Proiect CarnatiDocument24 paginiCarne Proiect Carnatibordon17Încă nu există evaluări
- Materiile Prime Utilizate La Obţinerea Mezelurilor Sunt Carnea, Slănina Şi Subprodusele.Document3 paginiMateriile Prime Utilizate La Obţinerea Mezelurilor Sunt Carnea, Slănina Şi Subprodusele.Younha LynÎncă nu există evaluări
- Muschi AzugaDocument18 paginiMuschi AzugaAnaMariaStrÎncă nu există evaluări
- Tehnologia de Obtinere A ConservelorDocument48 paginiTehnologia de Obtinere A ConservelorDaniela BădescuÎncă nu există evaluări
- Atestat. Tehnologia de Procesare A Laptelui BătutDocument31 paginiAtestat. Tehnologia de Procesare A Laptelui BătutŞtefan David100% (1)
- Exi VladimDocument47 paginiExi Vladimverkinuta100% (1)
- Document Unic Carnati Plescoi PDFDocument9 paginiDocument Unic Carnati Plescoi PDFvioraceÎncă nu există evaluări
- Rețeta de Fabricare A Salamului FiertDocument16 paginiRețeta de Fabricare A Salamului FiertLena Furtuna DobindaÎncă nu există evaluări
- Salam de SibiuDocument32 paginiSalam de SibiuMihaela Braila100% (1)
- Pastrama de PorcDocument21 paginiPastrama de PorcOvidiu CorocaescuÎncă nu există evaluări
- CarneDocument16 paginiCarneIspas GeorgianaÎncă nu există evaluări
- Proiect Teh - CarniiDocument21 paginiProiect Teh - Carniiitla_soleÎncă nu există evaluări
- Schema Tehnologica A Brănzei DieteticeDocument1 paginăSchema Tehnologica A Brănzei DieteticeAlexandra GreavuÎncă nu există evaluări
- Novac Afumat Din Tara BarseiDocument13 paginiNovac Afumat Din Tara BarseiAndreea-Beatrice MecaÎncă nu există evaluări
- Sterilizatoare Pentru ConserveDocument26 paginiSterilizatoare Pentru ConserveRaluca ZegreanuÎncă nu există evaluări
- Salam de SibiuDocument53 paginiSalam de SibiuBlidea PetraÎncă nu există evaluări
- Managementul Calitatii TotDocument41 paginiManagementul Calitatii TotTinikuVilenkaÎncă nu există evaluări
- Sortimentul de SalamuriDocument9 paginiSortimentul de SalamuriPetruÎncă nu există evaluări
- Sărarea BrânzeturilorDocument2 paginiSărarea BrânzeturilorBogdyRaluÎncă nu există evaluări
- Fermentarea AluatuluiDocument14 paginiFermentarea AluatuluiSorin Catalin Cocolino100% (1)
- Fise de DocumentareDocument4 paginiFise de DocumentareGeorge IonutÎncă nu există evaluări
- Tehnologie GeneralaDocument23 paginiTehnologie Generalaanghelo4ikÎncă nu există evaluări
- Descriere Fabrica - Salam de SibiuDocument3 paginiDescriere Fabrica - Salam de SibiuSincu AlexandraÎncă nu există evaluări
- Proiect CarneDocument19 paginiProiect CarneMaria Mmaa100% (1)
- SurimiDocument13 paginiSurimiBarbu Cretu FlorentinaÎncă nu există evaluări
- CongelateDocument6 paginiCongelateStefanel1990Încă nu există evaluări
- Brinzeturile TariDocument6 paginiBrinzeturile TariPetru MamoncicÎncă nu există evaluări
- Conservarea CarniiDocument44 paginiConservarea Carniisandu_inaÎncă nu există evaluări
- Salam de Casă FinalDocument75 paginiSalam de Casă FinalGrecu AgripineiÎncă nu există evaluări
- Calitate Si Siguranta AlimentaraDocument128 paginiCalitate Si Siguranta AlimentaraManolescu Florin100% (2)
- Cârnați Proaspeți - Aspecte TehnologiceDocument37 paginiCârnați Proaspeți - Aspecte TehnologicenicoÎncă nu există evaluări
- TG Salam VaraDocument48 paginiTG Salam VaraNicoleta RotaruÎncă nu există evaluări
- Afumarea Cursul 4Document16 paginiAfumarea Cursul 4Gheorghiu-Ichimescu Oana-Mihaela100% (1)
- Fabricarea Carnatilor CabanosDocument11 paginiFabricarea Carnatilor CabanosBarosan CorinaÎncă nu există evaluări
- Despre Muschi TiganescDocument3 paginiDespre Muschi Tiganesczuzikaoty3720Încă nu există evaluări
- Schema Tehnologica Salam de Vara BucurestiDocument1 paginăSchema Tehnologica Salam de Vara BucurestiBianca TanasaÎncă nu există evaluări
- Iaurt NaturalDocument15 paginiIaurt NaturalGradea TheoÎncă nu există evaluări
- CARAMELE CARAMELAJ PdfToWordDocument47 paginiCARAMELE CARAMELAJ PdfToWordGenoveva Tecaru-CroitoruÎncă nu există evaluări
- Fabricarea Covrigilor VanilatiDocument20 paginiFabricarea Covrigilor VanilatiMarkoSaiianÎncă nu există evaluări
- Proiect Faina de SecaraDocument10 paginiProiect Faina de SecaraJenica NicoletaÎncă nu există evaluări
- Decojirea Semintelor OleaginoaseDocument1 paginăDecojirea Semintelor OleaginoaseEve EveÎncă nu există evaluări
- Principii de ConservareDocument7 paginiPrincipii de ConservareFlory FloryÎncă nu există evaluări
- Utilizarea Culturilor Starter În Industria Cărnii Și A Produselor Din CarneDocument14 paginiUtilizarea Culturilor Starter În Industria Cărnii Și A Produselor Din CarneStavilaCristinaÎncă nu există evaluări
- Prin Produse Zaharoase Se Înţeleg Produsele DulciDocument8 paginiPrin Produse Zaharoase Se Înţeleg Produsele DulciAna MariaÎncă nu există evaluări
- Final TobaDocument4 paginiFinal TobaAndra AndreeaÎncă nu există evaluări
- Tehnologia de Preparare A CarniiDocument10 paginiTehnologia de Preparare A CarniiStefan MarioÎncă nu există evaluări
- Fermentarea AluatuluiDocument4 paginiFermentarea Aluatuluirbn000Încă nu există evaluări
- Controlul Proceselor FermentativeDocument10 paginiControlul Proceselor FermentativeCatalinÎncă nu există evaluări
- Prepararea BranzeturilorDocument14 paginiPrepararea BranzeturilorclauspiÎncă nu există evaluări
- Conservarea Cărnii Prin Sărare Și Afumare - Docx ProiectDocument18 paginiConservarea Cărnii Prin Sărare Și Afumare - Docx ProiectElena DamianÎncă nu există evaluări
- Caracteristici Organoleptice - Salam de SibiuDocument10 paginiCaracteristici Organoleptice - Salam de SibiuAle AlexaÎncă nu există evaluări
- Framantarea AluatuluiDocument18 paginiFramantarea AluatuluiFlaviu Buta100% (1)
- BranzeturiDocument14 paginiBranzeturiSavin MihaiÎncă nu există evaluări
- Aparate de MasuraDocument76 paginiAparate de MasuraCristian MacoveiÎncă nu există evaluări
- Tehnica Incubatiei Artificiale A Oualor de GainaDocument6 paginiTehnica Incubatiei Artificiale A Oualor de GainaCristian MacoveiÎncă nu există evaluări
- Tehnologia ConservelorDocument41 paginiTehnologia ConservelorionelianosÎncă nu există evaluări
- Tehnologia RahatuluiDocument18 paginiTehnologia RahatuluiCristian Macovei100% (1)
- Semiconserve de SuncaDocument23 paginiSemiconserve de SuncaCristian MacoveiÎncă nu există evaluări
- Salam de Porc Reteta de Stat 1985Document8 paginiSalam de Porc Reteta de Stat 1985Cristian Macovei100% (2)
- Ghiudemul (Reteta Oficiala)Document10 paginiGhiudemul (Reteta Oficiala)Cristian Macovei33% (3)