Documente Academic
Documente Profesional
Documente Cultură
Proiect TNPP
Încărcat de
Meghan WhiteTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiect TNPP
Încărcat de
Meghan WhiteDrepturi de autor:
Formate disponibile
1
UNIVERSITATEA PETROL I GAZE PLOIETI
FACULTATEA: TEHNOLOGIA PETROLULUI I PETROCHIMIEI
SPECIALIZARE: INGINERIA I PROTECIA MEDIULUI N INDUSTRIE
DISCIPLINA : TEHNOLOGII NEPOLUANTE N PRELUCRAREA
PETROLULUI
TEMA: PROIECTAREA TEHNOLOGIC A UNEI INSTALAII DE
HIDROFINARE A UNUI AMESTEC DE BENZINE DE D.A. I C.C.
Coordonator:
ef lucrri. dr. ing. Raluca Elena Dragomir
Student,
Stanciu Dragos
PLOIETI 2013
2
Disciplina:TEHNOLOGII NEPOLUANTE N PRELUCRAREA PETROLULUI
TEMA : PROIECTAREA TEHNOLOGIC A UNEI INSTALAII DE
HIDROFINARE A UNUI AMESTEC DE BENZINE DE D.A. I C.C.
DATE DE PROIECTARE
%benz
DA+CC
S
ppm
N
ppm
Cifra brom
g/100g
DO
%gr
O
%gr
Ar
%gr
P+N=
100-x
Di
t/an
H
2
/mp
Nm
3
/m
3
t
0
0
C
i e i e i e x
51+49 1400 2 36 1.8 29 1.9 2.9 11 13 73.1 850000 260 365
1. Densitatea materiei prime , kg/m
3
=736
2. Compoziia gazelor cu hidrogen n alimentarea reactorului , %mol : H
2
=84; C
1
=10; C
2
=3; C
3
=2;
iC
4
+n C
4
=1;
3. Presiunea, bar = 45;
4. Temperatura n vasul separator,
0
C: Tvs=40;
5. Diferena de temperatur maxim admisibil : T = 20;
6. Cldura de reacie pentru sulf , kcal/Nm
3
hidrogen consumat: H`
s
=576;
7. Cldura de reacie pentru hidrocarburi , kcal/Nm
3
hidrogen consumat: H`
s
=1327;
8. Consumul de hidrogen pentru reaciile sulfului, Nm
3
hidrogen consumat/kg sulf: CCH
s
= 0,82;
9. Consumul de hidrogen pentru reaciile hidrocarburilor .
DO = 0,41Nm
3
hidrogen consumat/kg DO transformat
CCH
H
O = 0,205 Nm
3
hidrogen consumat/kg O transformat
3
Curba PRF a materiei prime
%vol T,
0
C
0 30 D
4
20
M
5 50 0,6664 90
10 63 0,6800
20 82 0,6988
30 95 0,7160
40 106 0,7300 108
50 117 0,7412
60 128 0,7495
70 140 0,7578 123
80 151 0,7670
90 162 0,7758
95 171 0,7828
100 180 0,7875 148
DATE CINETICE
- pentru reacia de desulfurare :
k
s
= 4,1*10
7
e
-10000/1,987*T
, kg/m
3*
h
- pentru reacia de deazotare :
k
N
= 7,6 10
5
e
580/1,987*T
, kg/m
3*
h
- pentru reacia de hidrogenare :
k
H
= 5,0 10
9
e
-17300/1,987*T
, kg/m
3*
h
4
CUPRINS
1.ASPECTE TEORETICE PRIVIND PROCESUL DE HIDROFINARE ................................................... 5
1.1.SCOPUL PROCESULUI .................................................................................................................... 5
1.2 REACII SPECIFICE ......................................................................................................................... 7
1.3 CONSIDERAII TERMODINAMICE............................................................................................. 13
1.4 CONSIDERAII CINETICE ............................................................................................................ 13
1.5 CATALIZATORI...14
2 VARIABILELE PROCESULUI DE HIDROFINARE ........................................................................... 14
2.1 INFLUENA TEMPERATURII ....................................................................................................... 14
2.2 INFLUENA PRESIUNII ................................................................................................................. 16
2.3 INFLUENA VITEZEI VOLUMARE ............................................................................................. 16
2.4 INFLUENA RAPORTULUI HIDROGEN/MATERIE PRIM .................................................... 16
3 REALIZAREA INDUSTRIAL A HIDROFINRII ............................................................................. 17
3.1 HIDROFINAREA BENZINELOR ................................................................................................... 17
3.1.1DETERMINAREA CURBELOR CARACTERISTICE MATERIILOR PRIME .................. 19
4.DIMENSIONAREA TEHNOLOGIC A REACTORULUI DE HIDROFINARE ................................ 24
4.1 ELABORAREA MODELULUI MATEMATIC .............................................................................. 24
4.2 CALCULUL PARAMETRILOR CINETICI .................................................................................... 25
4.2.1 DEBITELE DE BENZIN......................................................................................................... 25
4.2.2 DEBIT MOLAR DE GAZE ....................................................................................................... 26
4.2.3 CALCULE NUMERICE ............................................................................................................ 26
4.3 SOLUIONAREA MODELULUI MATEMATIC ........................................................................... 29
4.3.1.REACIA DE DESULFURARE: .............................................................................................. 29
4.3.2. REACIA DE HIDROGENARE .............................................................................................. 33
5. CALCULUL NLIMII I DIAMETRUL REACTORULUI DE HIDROFINARE ........................... 35
6. ESTIMAREA SARCINILOR TERMICE ALE APARATELOR DE SCHIMB DE CLDUR ......... 36
7. SURSE DE POLUANI I PROTECIA FACTORILOR DE MEDIU ................................................ 46
BIBLIOGRAFIE ...................................................................................................................................... 52
5
1.ASPECTE TEORETICE PRIVIND PROCESUL DE HIDROFINARE
1.1.SCOPUL PROCESULUI
Prin hidrofinare i hidrotratare se neleg procesele de tratare cu hidrogen a fraciunilor petroliere
pe catalizatori monofuncionali , sulfuri sau oxizi metalici , prin care se urmrete eliminarea compuilor
eteroatomici, hidrocarburilor nesaturate i parial a aromaticelor din fraciunile petroliere .
Hidrofinarea a aprut din necesitatea desulfurizrii distilatelor atmosferice pentru a respecta
normele impuse normelor finale sau, n cazul benzinelor pentru a le face apte pentru alimentarea
reformrii catalitice ce folosea catalizatori coninnd platin. Ulterior s-a acordat atenie i eliminrii
azotului , care diminua stabilitatea la oxidare a produselor.
Hidrofinarea urmrete eliminarea heteroatomilor prin reacii de hidrogenoliz, n timp ce prin
hidrotratare , folosind un regim mai sever, sunt simultan hidrogenate i o parte din hidrocarburile
aromatice policiclice i compuii organometalici.
Materii prime utilizate n procesul de hidrorafinare i variante de proces
n procesul de hidrofinare se utilizeaz diverse materii prime , n primul rnd funcie de limitele lor
de distilare : benzine, motorine, petroluri, uleiuri, parafine cerezine, reziduuri i ieiuri .
Un studiu comparativ al desulfurrii produselor cu diferite temperaturi de fierbere arat c cel mai
dificil de desulfurat este fraciunea 330-380
0
C care conine alchil-benzentiofini de reacionabilitate
redus.
Hidrotratarea bazinelor se realizeaz n trei variante de proces :
- hidrotratarea benzinelor utilizate drept componeni pentru benzinele comerciale ; n acest caz,
scopul procesului l constituie reducerea coninutului de compui cu sulf, iar n cazul benzinelor
provenite din procese de cracare i al reducerii coninutului de hidrocarburi nesaturate ;
- hidrotratarea benzinelor utilizate ca materii prime n procesul de reformare catalitic; procesul
trebuie s realizeze o reducere a compuilor cu sulf , azot, oxigen, arsen, plumb i halogeni i a
coninutului de hidrocarburi nesaturate, pn la nivelul admis de catalizatorii de informare catalitic.
Aceste dou variante de proces se realizeaz n instalaii cu o singur treapt de reacie, avnd unul sau
dou reactoare n serie sau n paralel, folosind catalizatori de tip Co-Mo, Ni-Mo, sau W-Ni.
- hidrotratarea benzinelor de piroliz din care urmeaz a fi separate hidrocarburile aromatice
individuale ; acest proces impune hidrogenarea complet a hidrocarburilor aciclice nesaturate i a
compuilor cu sulf. Procesul se realizeaz n dou trepte de reacie , n prima treapt asigurndu-se
6
hidrogenarea dienelor urmat de un proces de separare din care se obine o benzin component i un
concentrat aromatic. Concentratul aromatic se impune treptei a doua de reacie n care se asigura
hidrogenarea alchenelor i hidrogenoliza compuilor cu sulf . n prima treapt de reacie se folosesc
catalizatori de paladiu, iar n a doua treapt se folosesc catalizatori de Co-Mo sau Ni-Mo.
n ceea ce privete produsele rezultate din procesele de piroliz i cracare, s-a constatat c ele sunt
mai greu de hidrofinat i hidrotratat dect produsele primare.
Hidrotratarea motorinelor se aplic n mai multe variante de proces:
- hidrotratarea motorinelor de distilare primar n scopul reducerii coninutului de compui cu
sulf , azot, i oxigen , procesul fiind nsoit de mbuntirea culorii , a stabilitii de oxidare i a cifrei de
cocs.
n cazul unor motorine cu cifr octanic unic, hidrotratarea se poate realiza n condiii mai severe,
astfel nct s se obin i hidrogenarea parial a hidrocarburilor aromatice, mbuntindu-se n acest
mod comportarea n motoarele Diesel .
- hidrotratarea motorinelor provenite din procese de reducere de vscozitate i cocsare n scopul
reducerii coninutului de sulf , azot i oxigen i a mririi cifrei octanice prin hidrogenarea parial a
aromaticelor.
- hidrotratarea motorinelor de cracare catalitic n scopul reducerii coninutului de hidrocarburi
nesaturate i aromatice, a coninutului de sulf , azot, i metale.
Se obin astfel componeni pentru combustibili Diesel sau fracii care se recircul n instalaiile de
cracare catalitic .
Catalizatorii folosii n hidrotratarea motorinelor sunt de tip Co-Mo, Ni-Mo, Ni-W .
Hidrotratarea petrolurilor se realizeaz n scopul reducerii coninutului de compui cu sulf, azot i
a coninutului de hidrocarburi aromatice.
Catalizatorii utilizai la hidrotratarea petrolurilor sunt de tip Co-Mo, Ni-Mo, Ni-W.
Hidrotratarea uleiurilor n scopul producerii uleiurilor cu utilizri variate.
La hidrotratarea uleiurilor au loc reacii de hidrogenoliz a compuilor cu sulf, azot, oxigen i a
metalelor , transformarea rinilor i a hidrocarburilor aromatice policiclice n hidrocarburi cu raport
hidrogen-carbon mai mare, hidrogenarea parial a hidrocarburilor aromatice i izomerizarea
hidrocarburilor alcanice .
Catalizatorii folosii la hidrotratarea uleiurilor nu difer prea mult de ceilali catalizatori din punct
de vedere a compoziiei elementelor active , dect prin introducerea , n unele cazuri , ca agent de
7
promotare a fierului sau/i a siliciului , n suport. Suportul difer de ceilali catalizatori prin textur. S-a
constatat c rezultate deosebit de bune se obin cu catalizatorii al cror suport are porii mari .
Hidrotratarea reziduurilor se realizeaz n scopul obinerii unor combustibili de focar cu coninut
mic de sulf , azot i metale i n scopul rafinrii unor fracii petroliere ce urmeaz a fi prelucrate prin
cocsare sau cracare catalitic .
Catalizatorii folosii n hidrotratarea reziduurilor sunt de tip Co-Mo i Ni-Mo pe suport de alumin.
Hidrotratarea ieiurilor se poate aplica n cazul unor ieiuri foarte sulfuroase i ar fi justificat de
faptul c nltur coroziunile. Procesul nu este extins la scar industrial.
1.2 REACII SPECIFICE
n funcie de natura materiei prime, a catalizatorului i a condiiilor de reacie, n procesele de
hidrotratare pot avea loc o varietate de reacii , dintre care cele specifice sunt :
- Reacii de hidrogenare
- Diolefine :
R-CH=CH-CH=CH
2
+ H
2
R-CH=CH-CH
2
-C H
3
- Olefine :
R-CH=CH- CH
2
-C H
3
+ H
2
R-
CH
2
-CH
2
-CH
2
CH
3
- Hidrocarburi aromatice :
R
1
R
2
R
1
R
2
+7 H
2
8
Reacii de hidrodeciclizare
R
1
R
2
R
3
R
1
R
6
R
7
+ H
2
R
5
R
4
R
9
R
8
Reaciile de hidrodeciclizare reprezint etapa a doua de reacie n transformarea hidrocarburilor
poliaromatice n alchilnaftene .
Reacii de hidroizomerizare
C
10
CH C
10
C
10
CH C
10
C
5
C
C
2
C
2
Reacii de hidrogenoliz
Reaciile de hidrodesulfurare decurg prin ruperea legturii C S cu formare de hidrogen sulfurat i
unele hidrocarburi saturate.
Pentru cteva tipuri reprezentative reaciile sunt :
- Tioli ( mercaptani)
R SH + H
2
R H + H
2
S
- Sulfuri alchilice
9
R CH
2
S - CH
2
- R` + 2H
2
R CH
3
+ R`- CH
3
+ H
2
S
- Disulfuri
R CH
2
S S - CH
2
- R` + 3H
2
R CH
3
+ R`- CH
3
+ 2H
2
S
- Sulfuri ciclice
CH
2
CH
2
H
2
+ H
2
C
4
H
9
- SH C
4
H
10
+H
2
S
CH
2
CH
2
S
- Tiofeni
- Benzotiofeni i alchil benzotiofeni
10
- Dibenztiofeni
Reaciile de denitrificare au loc prin slbirea legturii C-N , formarea NH
3
, i redistribuirea
hidrocarburii formate :
11
- Piridine
- Chinidine
- Indoli
- Carbozoli
12
Reaciile compuilor cu oxigen au loc prin ruperea legturii C-O , cu generare de H
2
O i
hidrocarburi :
- Fenoli
- Acizi naftenici
(Reacii secundare de hidrodezalchilare)
Asfaltene i rini+nH
2
hidrocarburi cu mas molecular mai mic +H
2
O . n acest proces pot
avea loc i reacii secundare de hidrocracare .
13
1.3 CONSIDERAII TERMODINAMICE
Reaciile de hidrogenoliz a compuilor cu sulf , azot, oxigen , precum i reaciile de hidrogenare a
alchenelor sunt reacii puternic exoterme , valoarea efectului termic fiind funcie de structura compuilor
ce se transform , fiind importante att pentru proiectarea reactoarelor ct i pentru realizarea sistemului
de preluare a cldurii de reacie.
Pe catalizatori oxizi metalici, condiii de lucru corespunztoare , reaciile de hidrogenoliz pot fi
considerate complete la temperaturi de 400
0
C. (cldurile de reacie pentru reacii de hidrogenoliz a
compuilor cu sulf : mercaptani, sulfuri, tiofeni, disulfuri, sunt cuprinse ntre 12,5-16,7kcal/mol H
2
).
Efectul exotermic al reaciilor de hidrofinare trebuie privit din punct de vedere al concentraiei
compuilor cu sulf, azot i oxigen existeni n fracia petrolier supus hidrofinrii i al gradului de
transformare al acestora , al condiiilor de reacie.
1.4 CONSIDERAII CINETICE
Considerndu-se reaciile tipice de hidrogenoliz a compuilor cu sulf, pe intervalul de temperatur
260-482
0
C, s-a constatat c logaritmul constantelor de echilibru are valori pozitive n ntregul interval
studiat, reacia de hidrogenoliz decurgnd complet dac hidrogenul este prezent conform
stoechiometriei. Cu creterea temperaturii, constantele de echilibru au valori mai mici fiind totui
suficient de ridicate la temperatura de 400
0
C, la care se realizeaz practic hidrofinarea.
Dac se iau n consideraie tipurile de reacii de hidrogenoliz, distribuia compuilor cu sulf, azot,
i oxigen n fraciile petroliere i structura lor diferit se poate scoate n eviden complexitatea formulrii
cineticii acestui proces. S-a constatat att experimental ct i teoretic c vitezele relative de hidrogenare i
de hidrogenoliz, descresc n ordinea : diolefine olefine compui cu sulf, azot, oxigen
hidrocarburi aromate policiclice . n cadrul fiecrui tip de compus, cu aceeai grupare funcional, viteza
relativ de hidrogenoliz se modific sensibil cu structura acestuia. Astfel : viteza de hidrodesulfurare
scade n ordinea : mercaptani sulfuri, disulfuri, sulfuri ciclice tiofeni condensai (dibenztiofeni).
La o presiune parial a hidrogenului de 34 de bar i o temperatur de 375
0
C vitezele de
hidrogenoliz a dialchil sulfurilor sunt de patru ori mai mari dect ale tiofenilor condensai.
Pentru hidrofinarea produselor petroliere se propune o relaie de forma:
k=w[c/(1-c)]
unde:
- c conversia exprimat n unitatea funcional (sulf iniial-sulf raportat la sulf iniial)
14
- k constanta vitezei de reacie
- w viteza volumar a lichidului n reactor, h
-1
1.5 CATALIZATORI
Dezvoltarea i diversificarea materiilor prime, de la produse uoare pn la reziduuri , creterea
exigenei privind ameliorarea gradului de desulfurare , denitrificare , demetalizare, au condus la mutaii
importante n evoluia catalizatorilor .
Perfecionarea catalizatorilor are n vedere urmtoarele :
- creterea coninutului de metale active ;
- ameliorarea rezistenei mecanice a suportului ;
- introducerea unor elemente promotoare pentru obinerea unor performane bune n
condiii blnde de reacie ;
- creterea razei medii a porilor pentru prelevarea produselor cu vscozitate ridicat ;
- creterea rezistenei la compui ce constituie otrvuri;
- creterea suprafeei de contact prin modificarea formei catalizatoarelor.
n procesul de hidrofinare se folosesc catalizatori monofuncionali de tip sulfuri sau oxizi metalici.
Cnd n cazul hidrorafinrii obiectivul principal este desulfurarea , se folosesc de cele mai multe ori
catalizatori de cobalt-molibden depus pe -alumin. Metalele se depun pe suport sub form de oxid
folosind n acest scop sruri solubile de cobalt i de molibden. n cursul procesului oxizii se transform n
sulfuri sau oxisulfuri , legturile molibden-sulf fiind cele catalitic active . Depus pe o alumin, sulfura
de molibden este mult mai activ n reaciile de eliminare a atomilor de S, N, O dect sulfurile de Ni sau
Co, astfel nct sulfura de molibden se consider catalizatorul de baz, iar Co i Ni sunt promotori care
intensific activitatea catalitic a Mo.
Catalizatorii prezint un maxim de activitate i stabilitate sub form de sulfur a componenilor
activi, fa de de forma oxidic sub care se gsesc iniial sau dup regenerare. Din acest motiv, o mare
importan o are sulfurizarea catalizatorului n proces, nainte de intrarea n proces a instalaiei.
2. VARIABILELE PROCESULUI DE HIDROFINARE
2.1 INFLUENA TEMPERATURII
Reaciile paralele de descompunere termic determin in general limita superioar a
temperaturilor. Cum aceste reacii au energia de activare superioar reaciilor catalitice , ponderea
15
descompunerii termice crete cu temperatura i poate afecta defavorabil calitatea produsului final.
Msura in care o astfel de influen poate fi acceptat depinde de produsul urmrit in proces, cele mai
sensibile fa de o astfel de influen defavorabil fiind uleiurile .
n cazul hidrogenrii hidrocarburilor nesaturate i hidrogenolizei compuilor cu oxigen, sulf, azot
i organo-metalici, temperaturile moderate sunt suficiente pentru realizarea termodinamic a acestor
reacii. Pentru hidrogenarea hidrocarburilor aromatice , creterea temperaturii poate limita din punct de
vedere termodinamic aceast reacie reversibil.
Creterea temperaturii duce la mrirea vitezei reaciilor de hidrogenoliz. Astfel, la 400
0
C
creterea temperaturii cu 20
0
C are ca efect dublarea reaciilor de hidrosulfurare, n timp ce pentru
dublarea vitezei reaciilor de denitrificare este necesar creterea temperaturii la 32
0
C.
Dar , nivelul de temperatur admis n procesele de hidrofinare depinde de limitele de fierbere a
hidrocarburii , materia prim folosit, i bineneles scopul urmrit, nefiind permis depirea
temperaturii de 400
0
C-420
0
C.
Depirea acestei limite maxime determin apariia reaciilor de cracare termic, care au ca efect
diminuarea randamentului reaciei , creterea coninutului de olefine i a consumului de hidrogen. Pe
lng acestea , trebuie menionat faptul c scade durata de via a catalizatorului , i procesul nu este
favorizat termodinamic (este proces exo). Dar un avantaj la creterea temperaturii , este creterea vitezei
de reacie ce duce la scderea timpului de atingere a conversiei, care permite un volum al rectorului mai
mic, micornd investiiile.
Pentru ca ndeprtarea sulfului s fie eficient, temperatura nu trebuie s scad ns sub 350
0
C-
360
0
C . O excepie o poate constitui tratarea cu oxigen a uleiurilor , unde este deosebit de important
conservarea intact a structurii hidrocarburilor prezente.
Trebuie menionat c temperatura afecteaz nu numai viteza reaciilor catalitice de suprafa, ci i
viteza de difuziune, ceea ce are importan n cazul proceselor n faza mixt , vapori-lichid.
Industrial, procesul se realizeaz la temperaturi de 350
0
C-420
0
C, temperatura de lucru fiind
determinat de natura materiei prime i de scopul urmrit. Temperaturi de 250
0
C se folosesc pentru
hidrogenarea selectiv a dienelor , pentru a asigura stabilitatea benzinei fr a afecta cifra sa octanic;
procesele de rafinare a fraciilor de benzin, motorine petroluri se desfoar la temperaturi de ordinul
350
0
C-380
0
C; la temperaturi de 400
0
C se lucreaz pentru hidrotratarea fraciilor petroliere grele .
16
2.2 INFLUENA PRESIUNII
Presiunea influeneaz echilibrul chimic i viteza reaciilor , viteza de difuziune a reactanilor prin
porii catalizatorului i raportul vapori-lichid la hidrotratarea fraciunilor grele. Presiunea influeneaz
timpul de contact cu catalizatorul precum i reaciile secundare care duc la depuneri de cocs pe
catalizator, afectndu-i activitatea i durata de funcionare.
Mrirea presiunii cu meninerea constant a celorlalte variabile determin modificarea conversiei ,
datorit creterii presiunii pariale a hidrogenului, favoriznd att reaciile de hidrogenoliz ct i cele de
hidrogenare , astfel ndeprtndu-se compuii cu oxigen , sulf, azot, organo-metalici, o saturare a
olefinelor i aromaticelor i o hidrogenare a componenilor care genereaz depuneri de cocs , cum ar fi
rinile i asfaltenele.
n alegerea presiunii trebuie s se in seama de faptul c influena presiunii este important n
intervalul 20-80 bar, pentru presiuni mai mari trebuie luate n considerare aspectele economice (investiii
i cheltuieli de exploatare).
La materii prime grele care se gsesc in zona de reacie presiunea favorizeaz infuzia hidrogenului
prin pelicula de lichid pn la suprafaa de contact cu catalizatorul , unde concentraia hidrogenului
trebuie s fie suficient pentru a reduce la un minim formarea de cocs.
2.3 INFLUENA VITEZEI VOLUMARE
Exprimat ca raport ntre debitul volumetric de materie prim i volumul de catalizator , este un
criteriu de apreciere a influenei vitezei de alimentare cu materia prim asupra timpului de reacie. n
condiiile existenei in zona de reacie a unui volum mare de hidrogen, materia prim nu este singurul
factor care determin timpul de contact ntre reactani i catalizatori . industrial hidrofinarea se realizeaz
la viteze de volum de ordinul 0,5-5h
-1
.
2.4 INFLUENA RAPORTULUI HIDROGEN/MATERIE PRIM
Raportul hidrogen/materie prim influeneaz presiunea parial a hidrogenului, echilibrul vapori-
lichid in cazul fraciilor grele i timpul de edere in zona de reacie , prin efectul asupra volumului mediu
de reactani.
In general creterea acestui raport duce la o ndeprtare mai complet a compuilor cu sulf, azot,
oxigen, la saturarea olefinelor i aromaticelor i in acelai timp , la o ncetinire a procesului de depunere a
cocsuli pe catalizator.
La fraciunile grele hidrotratate in faza mixt, rezultatul global al creterii acestui raport poate fi o
mrire sau o scdere a conversiei in funcie de condiiile specifice ale procesului. Creterea raiei de
17
hidrogen determin o mrire a fraciei vaporizate i o cretere a presiunii pariale a hidrogenului, ambele
ducnd la creterea vitezei globale de reacie, determinat de creterea vitezei de difuziune a hidrogenului
prin pelicula de lichid.
Dup favorizarea complet a fraciunii, creterea raiei hidrogen/materie prim are ca efect o
micorare a presiunii pariale a componenilor fraciunii , respectiv a gradului de absorbie a acestora pe
centrii activi ai catalizatorului putnd duce la o scdere a conversiei , care s fie mai important dect
creterea datorat mririi presiunii pariale a hidrogenului .
n condiiile meninerii constante a celorlali parametri, la hidrotratarea fraciunilor grele , creterea
raportului hidrogen/materie prim determin o cretere a conversiei care poate trece ns printr-un maxim
ce va corespunde vaporizrii sale complete .
La determinarea mrimii raiei de circulaie a hidrogenului intervine i puritatea lui . Coninutul de
hidrogen in gazele provenite din procesul de reformare catalitic este de ordinul 60-90% volum. Un
coninut de hidrogen redus trebuie compensat printr-un raport hidrogen/materie prim mai mare, cu
consecine tehnologice i economice defavorabile . Se recomand utilizarea gazelor cu un coninut de
hidrogen mai mare de 70% i coninut de H
2
S in gazele de recirculare situat sub nivelul de 4-5% , ceea ce
poate impune purificarea gazelor de recirculare .
3. REALIZAREA INDUSTRIAL A HIDROFINRII
3.1 HIDROFINAREA BENZINELOR
n cele mai multe cazuri, hidrofinarea benzinelor urmrete utilizarea lor pentru alimentarea
reformrii catalitice . in afara limitelor de distilare impuse , benzinele trebuie s satisfac urmtoarele
condiii de puritate:
Sulf , ppm < 1
Azot, ppm < 0.5
Alchene, % vol <0.5
Oxygen, ppm < 5
n cazul benzinelor primare, atingerea acestor obiective poate fi realizat folosind o singur treapt
de hidrofinare i fr a recurge la fluxuri de oxigen pentru rcirea reactorului.
n cazul cnd se prevede folosirea in reformarea catalitic i a benzinelor rezultate din procesele de
cracare , atingerea performanelor menionate este mult mai dificil, att din cauza unui coninut mare de
18
alchene, ct i a unei stabiliti mult mai ridicate a compuilor cu sulf i azot. Pentru a atinge mai uor
obiectivele puritii , se prefer hidrofinarea acestor benzine in amestec cu benzinele primare.
Dac benzinele cracate urmeaz s alimenteze reformarea catalitic fr a fi in prealabil
amestecate cu benzinele primare, este necesar de a se folosi un reactor prevzut cu injecii de hydrogen
de rcire. Pentru a se atinge puritatea final impus, in cele mai multe cazuri devine necesar un al doilea
reactor pentru perfectarea desulfurrii i denitrificrii .
n cazul in care benzinele nu sunt destinate reformrii catlitice , cele primare se pot hidrofina
folosinf o singur treapt de reacie, fr injecii de hidrogen de rcire . Dac cele cracate urmeaz a fi
utilizate drept componeni ai benzinelor finite , nu se recurge la o hidrogenare selectiv a dienelor i a
alchenelor celor mai reactive.
Tabel nr. 1
Benzine de
distilare
primar
Benzine primare n
amestec cu benzine
de cracare termic
Petroluri de
distilare
primar
Motorine de
distilare primar
Catalizator CoMo/-Al
2
O
3
CoMo/-Al
2
O
3
NiMo/-Al
2
O
3
NiMo/-Al
2
O
3
Temperatura,
0
C
250-315 290-360 340-370 350-380
Presiunea, bar 20-30 25-45 30-50 30-60
Viteza de vloum, h
-1
7-15 3-6 4-6 3-6
Raportul H
2
/alimentare,
Nm
3
/m
3
35-70 70-180 100-200 200-300
Puritatea hidrogenului,
%mol
70-90 70-90
Durata ciclului , luni 6-24 6-18
O astfel de hidrogenare selectiv se realizeaz pe un catalizator de paladiu, sau n procedeul Scell
de nichel, ntr-o singur treapt de reacie. n cazul catalizatorului de nichel, temperatura este de
80-130
0
C, presiunea este 60 bar, viteza de volum n tone/m
3
este 0,8-1,5 cantitatea de H
2
este de 50-100
Nm
3
/t alimentare , iar cea de gaze de recirculare de 200-500 Nm
3
/t alimentare. Pentru catalizatorul de
paladiu presiunile sunt ceva mai reduse.
Pentru catalizatorul de paladiu se ajunge la o scdere a valorii dienice de la 20 la 1 , a gumelor n
mg/100 cm
3
de la 35 la 4, a cifrei de brom de la 75 la 56, cifra octanic i coninutul de sulf rmnnd
neschimbate .
19
Consumurile de utiliti pentru cele dou tipuri de instalaii recalculate pe baza datelor publicate la
o instalaie de aceeai capacitate de prelucrare de 2000 m
3
/z sunt redate n tabelul nr. 2.
Tabel nr. 2
Preparare pentru alimentarea RC Hidrogenare selectiv component
benzin
Combustibil, kJ/h10
6
16,1 6.8
Abur t/h 3,1 -
Abur, prresiune medie , t/h - 30
Apa, m
3
/h 15.0 6.5
Curent electric, kW 630 1030
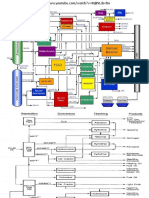
3.1.1.DETERMINAREA CURBELOR CARACTERISTICE MATERIILOR PRIME
- Curba PRF
- Curba VE (Metoda Edmister-Okamoto)
- Curba % medii densitate
- Curba % medii M
Fig. nr. 1 Schema de principiu a unei instalaii de hidrofinare a benzinei primare[1]
20
Pentru trasarea curbei RPF se traseaz pe abscis % volum distilat i pe ordonata temperatur de
firebere.
Pentru trasarea curbei VE se traseaz pe abscis % volum distilat i pe ordonata temperatura de
fierbere.
Trasarea curbei VE si PRF prin metoda Edmister-Okamoto
%vol T,
0
C
0 30 D
4
20
M
5 50 0,6664 90
10 63 0,6800
20 82 0,6988
30 95 0,7160
40 106 0,7300 108
50 117 0,7412
%vol T,
0
C
60 128 0,7495
70 140 0,7578 123
0 30 D
4
20
M
80 151 0,7670
90 162 0,7758
95 171 0,7828
100 180 0,7875 148
%volum
t
PRF
t
VE
t
VE
0 33 6 93
10 32 9 99
30 22 5 108
50 23 3 113
70 22 7 119
90 18 4 126
100 130
t
50%PRF
= 117
0
C
Se determina diferena de temperatur la 50% distilat ntre curba VE i curba de referin (grafic
Tehnologia distilrii petrolului ndrumtor proiecte de an V Tescan)
t
50%(VE-PRF)
=
t
50%VE
-
t
50%PRF
t
50%VE
=
t
50%PRF
+
t
50%(VE-PRF)
Din grafic se citete
t
50%(VE-PRF)
= - 4
0
C
t
50%VE
= 117-4= 113
0
C.
21
Trasarea curbei PRF
%volum distilat Temperatura
0
C
0 30
5 50
10 63
20 82
30 95
40 106
50 117
60 128
70 140
80 151
90 162
95 171
100 180
Trasarea curbei VE
%volum distilat Temperatura
0
C VE
0 93
10 99
30 108
50 113
70 119
90 126
100 130
Trasarea curbei de procente medii densitate
%volum distilat D
4
20
0 0,6664
5 0,6800
10 0,6988
20 0,7160
30 0,7300
40 0,7412
50 0,7495
60 0,7578
70 0,7670
90 0,7758
95 0,7828
100 0,7875
Trasarea curbei n procente medii masa molar
%volum distilat M
10 90
40 108
70 123
100 148
22
23
Fig. nr. 5 Curba VE (Edmister Okamoto)
24
4.DIMENSIONAREA TEHNOLOGIC A REACTORULUI DE HIDROFINARE
4.1. ELABORAREA MODELULUI MATEMATIC
Reactorul folosit n instalaia de hidrofinare este un reactor continuu tubular cu strat fix de
catalizator. Reaciile chimice care au loc sunt reacii de desulfurare , deazotare i de hidrogenare. Pentru
fiecare din aceste reacii se scriu ecuaii de bilan material i material termic .
I = E+C+A
I = fluxul de mas , energie sau impuls intrat in sistemul de reacie
E = fluxul de mas , energie sau impuls ieit din reacie
C = masa de energie consumat ca efect al reaciei chimice
A = acumulrile de mas sau in timp sau temperatura in timp
ntr-un reactor continuu tubular, compoziia, temperatura i presiunea variaz spaial i din acest
motiv exprimarea legilor de conservare se face pe un element infinitesimal de volum.
Reactor continuu tubular:
To,Go,Co Tf,Gf,Cf
Modelul matematic al reactorului continuu tubular
Bilan material
i i i i
G G dG ( r ) dV 0 = + + +
i i i i
G G dG ( r ) dV = + +
i
i
dG
r
dV
= (1)
b i i i i
i b
b
d(G C ) dc dc r
r r G
dV dV dV G
= = (3)
i b i
G G C = (2)
i io i
C C (1 x ) = (4)
Din (3) i (4):
i i
io b
dx r
dV c G
=
Ti,Gi,Ci
T+dTi
Ci+dCi
Gi+dGi
25
Bilan termic
j j
G cp T G cp (T dT) DH ( r ) dV = + +
(6)
s s N N H H
( DH ) ( r ) ( DH' ) ( r ) ( DH' ( r ) dT
dV G cp
+ +
=
(7)
Deoarece efectul termic de deazotare este mic n raport cu cel al reaciilor de desulfurare, respectiv
hidrogenare, se va neglija.
s s H H
( DH' ( r ' ) ( DH' ) ( r ) dT
dV G cp
+
=
(8)
DH
s
cldura reaciei de desulfurare, kcal/kg sulf consumat;
DH
G
cldura reaciei de hidrogenare, kcal/kg H
2
consumat;
Reacia (3) particularizat, devine:
s s
dc r
dV Gb
= (9)
N N
dc r
dV Gb
= (10)
H H
dc r
dV Gb
= (11)
Condiii iniiale : C
s
(o) =Cso
C
N
(o) =C
No
C
H
(o) =C
Ho
T(o) =To
Ecuaiile (7), (9), (10), (11) i condiiile iniiale reprezint modelul matematic al reactorului de
hidrofinare.
4.2 CALCULUL PARAMETRILOR CINETICI
4.2.1 DEBITELE DE BENZIN
b g
G G G = +
b
b
b
G
Q =
H2 b
Q a Q =
2 2
g H H
Q f (C ; Q ) =
26
4.2.2 DEBIT MOLAR DE GAZE
g
Q
F
22.4
=
g
gi
%mol F
F
100
=
g gi
F F =
g
gi
%mol Q
Q
100
gi gi
Q Q =
gi gi i
G F M =
g gi
G G =
g
g
g
G
M
F
=
4.2.3 CALCULE NUMERICE
3
b
850000 10 kg
G 850000t / an 106250kg / h
8000h
= = =
3 b
b b 3
b
G 106250kg / h
Q Q 144.36m / h
736kg / m
= = =
3 3 3
H2 b 3
Nm m Nm
Q a Q 260 144.36 37533.60
m h h
= = =
2
3
H
3
g g g
2
Q
37533.60Nm / h
Q 100 Q 100 Q 44682.85Nm / h
C 84
= = =
3
g
g 3
Q
44682.85Nm / h
F 1994.77kmol / h
Nm 22.4
22.4
kmol
= = =
g
gi
%mol F
F
100
=
gi g
F F =
2
gH
84
F 1994.77 1675.61kmol / h
100
= =
1
gC
10
F 1994.77 199.47kmol / h
100
= =
2
gC
3
F 1994.77 59.84kmol / h
100
= =
3
gC
2
F 1994.77 39.90kmol / h
100
= =
4 4
gC nC
1
F 1994.77 19.95kmol / h
100
+
= =
27
g gi
F F 1994.77 = =
gi gi i
G F M =
2
gH
kmol kg
G 1675.61 2 3351.22kg / h
h kmol
= =
gCl
kmol kg
G 199.47 16 3191.52kg / h
h kmol
= =
2
gC
kmol kg
G 59.84 30 1795.20kg / h
h kmol
= =
3
gC
kmol kg
G 39.90 44 1755.60kg / h
h kmol
= =
4 4
giC nC
kmol kg
G 19.95 58 1157.10kg / h
h kmol
+
= =
g gi
G G 11250.64kg / h = =
g
gi
%mol Q
Q
100
=
2
3 3
gH
84
Q 44682.85Nm / h 37533.59Nm / h
100
= =
3 3
gCl
10
Q 44682.85Nm / h 4468.29Nm / h
100
= =
2
3 3
gC
3
Q 44682.85Nm / h 1340.49Nm / h
100
= =
3
3 3
gC
2
Q 44682.85Nm / h 893.66Nm / h
100
= =
4 4
3 3
gC nC
1
Q 44682.85Nm / h 446.82Nm / h
100
+
= =
3
g gi
Q Q 44682.85Nm / h =
Component %mol
g
kmol
F
h
kg
M
kmol
gi
kg
G
h
3
gi
Nm
Q
h
%gr Fr.gr.
H
2
84 1675.61 2 3351.22 37533.59 29.79 0.298
C
1
10 199.47 16 3191.52 4468.29 28.37 0.284
C
2
3 59.84 30 1795.2 1340.49 15.96 0.160
C
3
2 39.90 44 1755.6 893.66 15.61 0.156
4 4
C nC
i
+
1 19.95 58 1157.1 446.82 10.28 0.103
TOTAL 100 1994.77 11250.64 44682.85 100.00 1.000
28
b g
kg kg kg
G G G 106250 11250.64 117500.64
h h h
= + = + =
g
med.
g
G
11250.64kg / h
M 5.64kg / kmol
F 1994.77kmol / h
= = =
Bilan termic:
3
S
H' 576kcal / Nm A =
3
H
H' 1327kcal / Nm A =
Consumul de hidrogen pentru reaciile sulfului:
3
CHS
(sat)
C 0.82Nm / kgS =
CHS
(sat)
C DO=0.41Nm
3
/kg/DO
O=0.205Nm
3
/kgO
DO%gr=2.9
O%gr=11
3
CHN
2.9 11 Nm
C 0.41 0.205 0.248
11 2.9 2.9 11 kg
= + =
+ +
3 3
S S CH
S
( H' ) H' C 576kcal / Nm 0.82Nm / kgS 472.32kcal / kg S A = A = =
3 3
H H CH
N
( H' ) H' C 1327kcal / Nm 0.248Nm / kgS 329.096kcal / kg H A = A = =
Condiii iniiale:
6
S SO
C (o) C 1400ppm 1400 10 kgS / kgbenzina
= = =
6
N No
C (o) C 36ppm 36 10 kgN / kgbenzina
= = =
H N H No C
C C
2.9 11
C (o) C 0.139kgH N / kgbenzina
100 100
= = + =
T(o)=To=365
0
C
0 0
admisibila
T To 20 C 385 C = + =
0
medie
To Tadm 365 385
T 375 C
2 2
+ +
= = =
29
Calculul cldurii specifice se face din metodologia prezentat in Chimia petrolului i proprietile
specifice, calculndu-se din grafic in funcie de temperatura medie i constanta K.
m
grafic(T ; K)
0
p
K 12(375 C,12) C 0.7034kcal / kg C = =
bz
G 108750
fr.gr.benzina 0.9
G 120265.76
= = =
gaze
G
11515.76
fr.gr.gaze 0.1
G 120265.76
= = =
4.3 SOLUIONAREA MODELULUI MATEMATIC
Soluia modelului matematic implic determinarea profilelor de concentraie i temperatur din
reactor.
4.3.1.REACIA DE DESULFURARE:
S
b
r dcs
dV G
= B.M
M.M
S S
p
( H' ) ( r ) dT
dV G c
A
=
B.T
P
S S
G c dT
dV
( H' ) ( r )
=
A
CS S S S b S S
p b
d ( H' ) ( r ) ( r ) G ( dc ) h ' )
dT
G c dT G
A A
= =
C T
b S
S
p To C
s
so
G ( H' )
dT dc
G c
A
=
} }
b S
0 S
p
SO
G ( H' )
T T (C C )
G c
A
=
b S
0 SO
p
S
G ( H' )
T T (C C )
G c
A
=
C
s
=1400ppm
C
So
=2ppm
T
0
=365
0
C
T>T
0
+20
0
C
30
Viteza de reacie:
(-r
s
)=F(C
s
)
(-r
s
)=K
s
C
s
s s S
b
b S
( dc ) ( r ) ( dc )
DinB.M dV G
dV G ( r
= =
C C V
S s
b R b
S) S 0 C C
sf sf R
so so
dc dc
dV G V G
( r ( r )
= =
} } }
Problema care apare in acest moment este variaia temperaturii de-a lungul reactorului, de aceea se
limiteaz temperatura maxim la T
max
=T
0
+20
0
C. Cnd se atinge valoarea lui T
max
se injecteaz H
2
proaspt
astfel nct rcirea s se fac instantaneu .
(-r
s
)=F(C
s
)
(-r
s
)=K
s
C
s
Reacia de desulfurare :
10000
7 3
1.987 T
K 4.1 10 e , kg / m h
=
0
p
b
C 0.7034kcal / kg C
G 106250kg / h
=
=
Cifra de brom se traduce prin coninutul de hidrocarburi nesaturate.
Fr.mol de H
c
N =
Bri Bre
Bri
C C 29 1.9
0.934
C 29
= =
Fr.mol de HcN =
f
f
f
i
i
C C
0.139 C
0.94 C 0.0092
C 0.139
= = =
S b So Sf H b HNo HNf
S
b So HNf
( H' ) G (C C ) ( H' ) G (C C )
( H )
G (C C )
A + A
A =
6
S 6
472.32 106250 (1400 2) 10 329.096 106250 (0.139 0.0092)
( H )
106250 (1400 2) 10
+
A =
S
( H ) 31027.87 A = kcal total dezvoltate n proces/kg sulf transformat
S b
0 S0 S)
p
( H ) G
T T (C C
G c
A
= +
6
Sf
31027.87 106250
T 365 (1400 C ) 10
117500.64 0.7034
= +
31
Reducerea concentraiei de sulf se face n trepte, de aceea se pleac de la concentraia sulfului
iniial :
6
So
C 1575 10
=
T
=
365
0
C i se are n vedere c temperatura maxim s nu depeasc 385
0
C.
A=39887.64
Reacia de desulfurare
TREPTE
6
S
C 10
T
0
C T(K)
4
S
k 10
s S S
( r ) k C =
S
1
( r )
I
1400 365 638 1.54 21.56 0.046
1300 368.99 641.99 1.62 21.06 0.047
1200 372.98 645.98 1.70 20.40 0.049
1100 376.97 649.97 1.78 19.58 0.051
1000 380.96 653.96 1.86 18.60 0.054
II
1000 365 638 1.54 15.40 0.065
900 368.99 641.99 1.62 14.58 0.069
800 372.98 645.98 1.70 13.60 0.074
700 376.97 649.97 1.78 12.46 0.080
600 380.96 653.96 1.86 11.16 0.090
III
600 365 638 1.54 9.24 0.108
500 368.99 641.99 1.62 8.10 0.123
400 372.98 645.98 1.70 6.80 0.147
300 376.97 649.97 1.78 5.34 0.187
200 380.96 653.96 1.86 3.72 0.269
IV
200 365 638 1.54 3.08 0.325
100 368.99 641.99 1.62 1.62 0.617
50 370.98 643.98 1.65 0.83 1.205
2 372.89 645.89 1.69 0.034 29.41
32
Se reprezint grafic C
S
n funcie de T
0
C:
Fig.nr.6 Concentraia sulfului funcie de temperatur
Se reprezint grafic (-r
s
) n funcie de C
s
:
Fig.nr.7 Viteza de reacie funcie de concentraia sulfului
C
S
T
0
C
Injecie H
2
Injecie H
2
Injecie H
2
0
5
10
15
20
25
0 200 400 600 800 1000 1200 1400 1600
(-r
s
)
C
s
33
4.3.2. REACIA DE HIDROGENARE
S So Sf b H Ho Hf b
H
b Ho Hf
( H' ) (C C ) G ( H' ) (C C ) G
( H
G (C C )
A + A
A =
6
H
472.32 (1400 2) 10 106250 329.096 106250 (0.139 0.0092)
( H )
106250 (0.139 0.0092)
+
A =
H b
0 Ho Hf
p
( H G )
T T (C C )
G C
A
= +
A
H b
( H ) G 329.096 106250
A 423.07
G 0.7034 117500.64 0.7034
A
= = =
REACIA DE HIDROGENARE
TREPTE
Ho
kgH
C ,
kgcomp
T
0
C T(K)
4
H
k 10
H H H
( r ) K C =
SH
1
( r )
I
0.139 365.00 638 0.59 820.1 0.00122
0.1295 369.02 642.02 0.64 828.8 0.00211
0.12 373.04 646.04 0.07 840 0.00119
0.1105 377.06 650.06 0.76 840 0.00119
II
0.1105 365.00 638 0.59 651.95 0.00153
0.101 369.02 642.02 0.64 646.4 0.00155
0.0905 373.04 646.04 0.70 633.5 0.00158
0.081 377.06 650.06 0.76 615.6 0.00162
III
0.081 365.00 638 0.59 477.9 0.00209
0.0715 369.02 642.02 0.64 457.6 0.0219
0.062 373.04 646.04 0.70 434 0.00230
0.0525 377.06 650.06 0.76 399 0.00251
IV
0.0525 365.00 638 0.59 309.75 0.00323
0.043 369.02 642.02 0.64 275.2 0.00363
0.0335 373.04 646.04 0.70 234.5 0.00426
0.024 377.06 650.06 0.76 182.4 0.00548
0.0092 383.32 656.32 0.87 80.04 0.01249
34
Se reprezint grafic
HCN
C n funcie de T
0
(C)
Fig.nr.8 Concentraia hidrocarburilor nesaturate n funcie de temperatur
Se reprezint grafic viteza de reacie n funcie de concentraia n hidrocarburi nesaturate
HCN
C
Fig.nr.9 Variaia vitezei de reacie n funcie de concentraia n hidrocarburi nesaturate
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
360 365 370 375 380 385
C
0
100
200
300
400
500
600
700
800
900
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16
T
0
C
Injecie H
2
Injecie H
2
Injecie H
2
35
5.CALCULUL NLIMII I DIAMETRUL REACTORULUI DE HIDROFINARE
Reacia de desulfurare:
C
s
ZR b b
s C
SF
SO
dc
V G G S
( r )
= =
}
6
6 4
0.046 29.41
0.047 0.049 0.051 0.054 0.065 0.0069 0.074 0.080 0.090
S 100 10 2
0.108 0.123 0.147 0.187 0.0269 0.325 0.617 0.1205
1828.8 10 18.288 10
+
| |
+ + + + + + + + + +
|
= =
|
+ + + + + + + +
\ .
=
4 3
ZR B
V G S 106250 18.288 10 194.31m
= = =
Reacia de hidrogenare
4
0.00122 0.1249
0.00121 0.00119 0.00119 0.00153 0.00155 0.00158 0.00162
S 0.0095 2
0.00209 0.00219 0.00230 0.00251 0.00323 0.00363 0.00426 0.00548
0.042415 0.0095 0.000402942 4.029 10
+
| |
+ + + + + + + +
|
= =
|
+ + + + + + + +
\ .
= == =
4 3
ZR
V 106250 4.029 10 42.81m
= =
Din practica industrial :
H
5 10
D
=
2
3
ZR
H D 5
5 H 5D V 5D D
D 4 4
t t
= = = =
3 ZR
3 3
4V 4 42.81
D 10.91 2.21m
5 5 3.14
= = = =
t
H 5 2.21 H 11.1m = =
36
6. ESTIMAREA SARCINILOR TERMICE ALE APARATELOR DE SCHIMB DE
CLDUR
Temperatura:
Presiune:
Se va considera o presiune medie pentru alimentare i o presiune medie pentru efluent. Se cunoate
cderea de presiune total pe compresor :
pt
13atm A =
Presiunea de la pompa de alimentare cu benzin se calculeaz cu formula :
s pt
p p , = + A unde
s
p - presiunea n vasul separator :
s
p =35atm.
p 35 13 48atm = + =
Se mai consider o cdere de presiune pe reactor :
pr
latm A =
pt pr
13 1 12atm 6atm A A = = cderea de presiune ntre alimentare pomp i intrare reactor
6atm cderea de presiune ntre ieire reactor i intrare separator
La intrare n reactor avem 42 atm
r
I : 48 6 42atm =
48 42
p 45atm
2
+
= =
Determinarea curbei:
- Curba VE la p=1atm
- Panta curbei PRF :
90 10
10 90
t t 162 63
P 1.24
80 80
= = =
Fig. nr. 10
Evoluia
temperaturii n
funcie de
cldur
37
-
10 30 50 70 90
t t t t t 63 95 117 140 162
tmv 115.4
5 5
+ + + + + + + +
= = =
-
3 20
4 20 20 2
4 4
t 20
10 d 1
2290 6240 d 5965 (d )
=
+ +
-
0 20 15 15
4 15 15
t 365 C d 0.736 d 0.736 0.9952 0.00806 d 0.7405 = = = = + =
-
cr cr
t (115.4; 0.7405) t 295 C = = (din grafic figura nr.13)
-
cr cr
p f (115.4; 0.7405) p 17atm = = (din grafic figura nr.14)
-
F F
t , p
-
F cr 10 90
t f (t ; tmv; p )
= (din grafic figura nr.11)
-
F cr 10 90
p f (p tmv; p )
= (din grafic figura nr.12)
0
t F cr F F
t t t 295 72 t 367 C A = = + =
p F cr F F
p p t 29 17 p 46atm A = = + =
VE(p=1atm) VE(p=35atm) VE(p=45atm)
0
t VE 90
=
1.70 1.605
10
t VE 97
=
1.69 1.600
30
t VE 108
=
1.68 1.595
50
t VE 114
=
1.67 1.590
70
t VE 121
=
1.66 1.585
90
t VE 129
=
1.65 1.580
38
Fig. nr.11 Corelare temperatura focal cu datele curbei STAS a fraciunilor petroliere
39
Fig. nr. 12 Corelare presiune focal cu datele curbei STAS a fraciunilor petroliere
Fig. nr. 13 Temperatura critic a fraciunilor petroliere
40
Fig. nr. 14 Presiunea critic a fraciunilor petroliere
Fig. nr. 15 p=35atm
41
Fig. nr. 16 p=35atm
Fig. nr. 17 Temperatura n funcie de %volum (p=35atm)
42
Fig. nr. 18 Temperatura n funcie de %volum (p=45atm)
e
v
e
g
v g b
G e G =
M
v
v
v
v
G
F
M
=
v
v
v g
F
Y
F F
=
+
35
v v
P P Y =
45
v v
P P Y =
35
g v
e P
45
g v
e P
0 0 0 90 0 0 0 0 0 0
0.1 0.095 10093.75 96 105.14 0.05 1.75 2.25 0.17 0.21
0.3 0.298 31875 108 295.14 0.128 4.48 5.76 1.34 1.72
0.5 0.509 54081.25 118 458.32 0.187 6.55 8.42 3.33 4.29
0.7 0.729 77456.25 129 600.44 0.231 8.09 10.4 5.9 7.58
0.9 0.957 101681.25 142 716.07 0.264 9.24 11.88 8.84 11.37
e
v
fracia volumetric de procent vaporizat;
e
g
fracia masic de procent vaporizat;
F
v
debitul molar de vapori;
Y
v
fracia molar de vapori.
vap
g v
b
e e
=
15
b 15
d 0.7405 = =
15 20
vap 15 4
d d 0.9952 0.00806 = = +
15
vap 15
0 : d 0.6664 0.9952 00806 0.6713 = = + =
15
vap 15
10 : d 0.6988 0.9952 0.00806 0.7035 = = + =
15
vap 15
30 : d 0.7300 0.9952 0.00806 0.7346 = = + =
15
vap 15
50 : d 0.7300 0.9952 0.00806 0.7540 = = + =
15
vap 15
70 : d 0.7300 0.9952 0.00806 0.7714 = = + =
15
vap 15
90 : d 0.7300 0.9952 0.00806 0.7871 = = + =
vap
g v
b
e e
=
15
b 15
d 0.7405 = =
g
e 0 =
g
g
g
g
g
0.7035
e 0.1 0.095
0.7405
0.7346
e 0.3 0.298
0.7405
0.7540
e 0.5 0.509
0.7405
0.7714
e 0.7 0.729
0.7405
0.7871
e 0.9 0.957
0.7405
= =
= =
= =
= =
= =
43
%vol
20
4
d
15
15
d
M
v
0 0.6664 0.6713 90
10 0.6988 0.7035 96
30 0.7300 0.7346 108
50 0.7495 0.7540 118
70 0.7670 0.7714 129
90 0.7828 0.7871 142
e
v
T (K) T(
0
C)
35atm 45atm 35atm 45atm
0 588 623 315 350
0.1 592 625 319 352
0.3 595 627 322 354
0.5 599 629 326 356
0.7 602 631 329 358
0.9 606 633 333 360
Fig. nr .19 Temperatura n funcie de fracia volumetric de procent vaporizat (p=35atm i 45atm)
Alimentare reactor:
-
0 15
15 g
t 50 C;d 0.7405; e 0 = = =
g g p
Q G C (t 30) =
p
C 0.7034 =
( )
t t 30
b b g v g L L
Q G e I 1 e I I
(
= +
I
L
, I
V
entalpiile componenilor n faza lichid, vapori.
44
t 15 15 15 2
V 15 15 15
I (532.17 210.61 d ) (1.8213 0.45638 d ) t (0.0023447 0.00059037 d ) t = + +
50 2
V
I (532.17 210.61 0.7405) (1.8213 0.45638 0.7405) 50 (0.0023447 0.00059037 0.7405) 50 = + +
50
V
I 455.15 =
( ) ( )
t 15 15 2
L 15 15
I 2.964 1.332 d t 0.0030704 0.001154 d t
(
= +
( ) ( )
50 2
L
I 2.964 1.332 0.7405 50 0.003074 0.001154 0.7405 50 ( = +
50
L
I 104.43 =
( ) ( )
30 2
L
I 2.964 1.332 0.7405 30 0.003074 0.001154 0.7405 30 ( = +
30
L
I 61.33 =
abs g b
Q Q Q = +
g
Q 11250.64 0.7034 (50 30) =
g
Q 158274kcal / h =
| |
b
Q 106250 0 455.15 (1 0) 104.43 61.33 = +
b
Q 4579375kcal / h =
abs abs
Q 158274 4579375 Q 4737649kcal / h = + =
-
0 15
15 g
t 365 C;d 0.7405; e 0 = = =
g g p
Q G C (t 30) =
p
C 0.7034 =
t t 30
b b g V g L L
Q G e I (1 e ) I I ( = +
365 2
V
I (532.17 210.61 7405) (1.8213 0.45638 0.7405) 365 (0.00059037 0.7405) 365 = + +
365
V
I 1171.78 =
365 2
L
I (2.964 1.332 0.7405) 365 (0.003074 0.001154 0.7405) 365 ( = +
365
L
I 1017.53 =
30 2
L
I (2.964 1.332 0.7405) 30 (0.003074 0.001154 0.7405) 30 ( = +
30
L
I 61.33 =
g
Q 11250.64 0.7034 (365 30) =
g
Q 2651089.56kcal / h =
45
| |
b
Q 106250 0 1171.78 (1 0) 1017.53 61.33 = +
b
Q 101596250kcal / h =
abs g b abs
Q Q Q 2651089.56 101596250 Q 104247339.60kcal / h = + = + =
Efluent:
0 0
er g
t 100 C; t 385 C; e 0 = = =
g g p er p0
Q G C (t t); C 0.725 = =
{ }
ter t t
b b v g v g L
Q G I e I (1 e ) I ( = +
abs g b
Q Q Q = +
385 15 15 15 2
v 15 15 15
I (532.17 210.61 d ) (1.8213 0.45638 d ) t (0.0023447 00059037 d ) t = + + +
385 15 2
v 15
I (532.17 210.61 0.7405) (1.8213 0.45638 0.7405) 385 (0.0023447 00059037 d ) 385 = + + +
385
v
I 1230.05 =
100 15 2
v 15
I (532.17 210.61 0.7405) (1.8213 0.45638 0.7405) 100 (0.0023447 00059037 d ) 100 = + + +
100
v
I 543.62 =
100 15 15 2
L 15 15
I (2.964 1.332 d ) t (0.003074 0.001154 d t ( = +
100 2
L
I (2.964 1.332 0.7405) 100 (0.003074 0.001154 0.7405) 100 ( = +
100
L
I 219.96 =
g g
Q 11250.64 0.725 (385 100) Q 2324663.49kcal / h = =
| | { }
b
Q 106250 1230.05 0 543.62 (1 0) 219.96 = +
b
Q 107322062.50kcal / h =
abs abs
Q 2324663.49 1073220625 Q 109646726kcal / h = + =
46
7. SURSE DE POLUANI I PROTECIA FACTORILOR DE MEDIU
Reglementri generale in domeniu:
- OUG nr. 195/2005 privind protecia mediului, aprobat cu completri i modificri prin Legea nr.
265/2006;
- OUG nr. 152/2005 privind prevenirea i controlul integrat al polurii, aprobat cu completri i
modificri prin Legea nr. 84 / 2006;
- OUG nr. 860/2002 pentru aprobarea procedurii de evaluare a impactului asupra mediului i de emitere
a acordului de mediu, cu modificrile i completrile ulterioare;
- HG nr. 188/2002 pentru aprobarea unor norme privind condiiile de descrcare in mediul acvatic a
apelor uzate NTPA 001, condiiile de evacuare a apelor uzate in reelele de canalizare ale
localitilor i direct in staiile de epurare NTPA- 002 (completat i modificat prin HG nr. 352/2005
i HG 783/2006;
- Legea nr. 458 /2002 privind calitatea apei potabile , modificat i completat proin Legea nr.
311/2004;
- Legea nr. 310/2004 pentru modificarea i completarea Legii apelor nr. 107/1996;
- STAS 10009-88 Acustica in construcii ; Acustica urban;
- Ordin MAPM nr. 756/1997 pentru aprobarea Regulamentului privind avaluarea polurii mediului;
- OUG nr. 243/2000 privind protecia atmosferei aprobat cu completri i modificri prin Legea nr.
655/2001;
- HG nr. 541/2003 privind stabilirea unor msuri pentru limitarea emisiilor in aer ale anumitor poluani
aprobat cu modificri prin HG nr. 322/2005;
- Ordin MAPM nr. 592 din 25.06.2002 privind aprobarea Normativului privind stabilirea valorilor
limit , a valorilor de prag i a criteriilor i metodelor de evaluare a dioxidului de sulf, dioxidului de
azot i oxizilor de azot , pulberilor in suspensie (PM 10 i PM 2,5), plumbului, benzenului,
monoxidului de carbon i ozonului in aerul nconjurtor;
- OUG nr. 78/200 privind regimul deeurilor , aprobat cu modificri prin Legea nr. 426/2001,
modificat de OUG nr. 61/2003, aprobat prin Legea nr. 431/2003;
- HG 349/2005 privind depozitarea deeurilor ;
47
- Ordinul MMGA nr. 757/2004 pentru aprobarea normativului tehnic privind depozitarea deeurilor;
- Ordinul MMGA nr. 95/2005 privind stabilirea criteriilor de acceptare i procedurilor preliminare de
acceptare a deeurilor la depozitare i lista naional de deeuri acceptate;
- HG nr. 856/2002 privind evidena gestiunii deeurilor in conformitate cu Catalogul European al
Deeurilor;
- OUG nr. 21/2004 aprobat prin Legea ne. 15/2005 privind sistemul Naional de Management al
Situaiilor de urgen.
SURSE DE POLUANI:
Surse de emisii fugitive :
Sursa Poluani
Rezervoare pentru depozitarea ieiului i a produselor petroliere:
- pierderi prin aerisire
- pierderi prin curgere (umplere, golire)
- pierderi prin evaporare
- pierderi prin staionare
- pierderi prin respiraie
VOC
Sursa Poluani
Transferarea materialelor dintr-un recipient in altul (transferare i depozitare
produse petroliere ntre / in rezervoarele tehnologice aferente instalaiilor tehnologice)
VOC
Rezervoare deschise (staia de epurare mecano-chimic bazinul de omogenizare VOC
Zone de depozitare (Batal ecologic de depozitare temporar) VOC
ncrcarea i descrcarea containerelor de transoport (ncrcare-descrcare produse
petroliere la rampe AUTO i CF)
VOC
Sisteme de benzi transportoare (benzi transportoare cocs de petrol) VOC
Echipamente de proces : sisteme de conducte i canale, supape, pompe, valve,
flane, drenuri la instalaiile tehnologice din rafinrie.
VOC
Sursa Poluani
48
Posibilitate de ocolire a echipamentului de depoluare :
A. Gazele arse provenite de la cuptoarele tehnologice pot scpa in atmosfer prin
neetaneiti ale cuptoarelor tehnologice ocolind astfel traseul normal de evacuare prin
coul de dispersie
B. Gazele de producie cu H
2
S in situaii de avarie se dirijeaz in facla prin supape de
siguran.
VOC,
H
2
S,
SO
x
,
NO
x
,
CO,
CO
2
,
Pulberi
Pierderi accidentale ale coninutului instalaiilor sau echipamentelor avariate VOC
H
2
S
Facla VOC
H
2
S
SO
2
APA
Apele evacuate de pe amplasament sunt colectate prin sistemele de canalizare interioar,
epurate i evacuate in emisar.
Surse de ape uzate i poluanii emii :
Sursa
generatoare
Natura
apei
Poluani evacuai
in apa uzat
Mod de evacuare
din
instalaie, colectoare
Mod de
tratare
Activitatea de
producie i
activiti auxiliare
Ape uzate-
tehnologice
-Materii in suspensie
-Substane
consumatoare de
oxigen
-Substane
extractibile
-Metale
-Sulfuri i H
S
-Fenoli
-Compui de azot
Apele industriale
uzate, apele pluviale
i apele menajere
sunt colectate in
canalizarea comun
i dirijate la staia de
epurare.
Apele de proces se
preepureaz in
instalaia de stripare
ape.
Preepurare,
epurare,
mecanic,
chimic i
biologic, in
staia de epurare
a operatorului
Sursa Natura Poluani evacuai Mod de evacuare Mod de
49
generatoare apei in apa uzat din
instalaie, colectoare
tratare
Activitatea
administrativ
Ape menajere -materii in suspensie
-substane
consumatoare de
oxigen
-compui cu azot
Canalizat, pe reeaua
de ape menajere,
care se dirijeaz in
canalizarea
industrial de ape
uzate
Epurare in staia
de epurare a
operatorului
Sursa
generatoare
Natura
apei
Poluani evacuai
in apa uzat
Mod de evacuare
din
instalaie, colectoare
Mod de
tratare
Precipitaii Ape pluviale -poluani antrenai de
pe amplasament, in
special materii in
suspensie, produs
petrolier, substane
consumatoare de
oxigen
Canalizare
industrial titular
Evacuare i
epurare
mpreun cu
apele industriale
i menajere
SOL I APA SUBTERAN:
SURSE POTENIALE DE POLUARE :
- scurgeri de la echipamentele instalaiilor , rezervoarelor , separatoarelor, conductelor i/sau canalizrii
industriale, datorate neetaneitilor la mbinri sau spargerii/fisurrii/perforrii etc;
- deversri accidentale de produs in timpul operrii normale/opririlor accidentale a instalaiilor tehnologice ,
ncrcrii rezervoarelor i cisternelor , la rampa de ncrcare-descrcare;
- practici operaionale necorespunztoare in timpul prelevrii probelor, evacurii apei decantate din
rezervoare, curirii echipamentelor, rezervoarelor i altor utilaje, drenrii apelor meteorice din zonele
ndiguite ale rezervoarelor etc.;
Principalele cauze care pot conduce la prezena produselor petroliere in sol i subsol sunt:
50
- ntreinerea necorespunztoare a conductelor de transport iei i produse petroliere din incint, fapt ce
poate fi atestat de prezena unor produse in canalele in care sunt pozate acestea, precum i prezena pe sol
sub estacade a petelor de produse petroliere provenite din fisuri i/sau neetaneiti;
- pierdere de produse din instalaiile tehnologice i rezervoare;
- scurgeri de produse de la reuervoarele de depozitare a produselor petroliere , petrochimice i ieiului.
Scurgerile pot aprea ca urmare a coroziunii sau fisurrii fundului sau virolei rezervoarelor ; a coroziunii ,
fisurrii , neetaneitii anexelor rezervoarelor : pompe, conducte, armturi, fitinguri;
- a unor erori umane in controlul i supravegherea rezervoarelor : deversri, manevre greite ;
- rampe auto sau CF de ncrcare/descrcare produse petroliere. Cauzele care conduc la scurgeri de produse
sunt identice cu cele prezentate anterior, elementele din care se pot scurge fiind : pompe, conducte,
armturi, fitinguri, cisterne AUTO i CF.
- staii de epurare ape uzate: sursele principale de scurgeri de produse petroliere din faza de epurare primar
sunt: separatoarele de produse petroliere, bazinele de egalizare i rezervoarele de depozitare a lopsului
recuperat, cu anexele acestora: pompe, conducte, armturi, fitinguri, etc;
- depozitare peste capacitatea proiectata nmolurilor cu produs petrolier in bataluri;
- exfiltraiile din bataluri i unele tronsoane de canalizare a apelor uzate;
Msuri de protecie :
- elaborarea , actualizarea i asigurarea accesului personalului implicat la procedurile specifice de
funcionare a instalaiilor , instruciuni i planuri de aciune in caz de poluare , precum i instruirea
corespunztoare i periodic a personalului;
- desfurarea in condiii optime a activitii, pentru reducerea la minim a pierderilor tehnologice ;
- respectarea programului de revizii i reparaii a instalaiilor inclusiv a conductelor de transport a
substanelor i materialelor ;
- respectarea prevederilor din Planul de aciune in caz de poluare a solului i apei subterane ;
- valorificarea i/sau eliminarea ritmic a deeurilor generate; respectarea strict a legislaiei in vigoare
privind gestionarea deeurilor;
- respectarea capacitii maxime de stocare a depozitelor, rezervoarelor, bazinelor, recipienilor;
- urmrirea calitii apei subterane;
- emisiile totale anuale de COV rezultate din operaiunile de ncrcare i depozitare a benzinei la fiecare
instalaie de depozitare la terminale nu vor depi valoarea de referin dde 0,01% de greutate din
cantitatea total anual de benzin tranzitat;
51
- emisiile totale anuale de compui organici volatili rezultai la ncrcarea i descrcarea benzinei in
containere mobile la terminale nu vor depi valoarea de referin de 0,005% de greutate din cantitatea
anual de benzin tranzitat;
- instalaiile de depozitare a benzinei la terminale respect cerinele tehnice pentru exploatare prevzute
in anexa nr. 3 a HG nr. 568/2001(R);
- instalaiile de ncrcare i descrcare a benzinei in containere mobile la terminale respect cerinele
tehnice pentru exploatare prevzute in anexa nr. 2 a HG nr. 568/2001(R);
- instalaia de ncrcare in cisterne auto de la terminalul RAFO este echipat cu dou brae articulate si
respect cerinele tehnice pentru exploatare prevzute in anexa nr. 4 a HG nr. 568/2001(R) .
ZGOMOT:
Activitile de pe amplasament nu trebuie s produc zgomote care s depeasc limitele
prevzute , dup cum urmeaz :
- in zona funcional a incintei industriale : max. 85dB, conform Normelor generale de protecia
muncii/2002;
- la limita zonei funcionale a uncintei industriale: max. 65dB , conform STAS 10009/1988;
- toatele utilajele i instalaiile care produc zgomot i/sau vibraii vor fi meninute i ntreinute
corespunztor .
52
BIBLIOGRAFIE
1. Suciu, G.C., Ingineria Prelucrrii Hidrocarburilor , Editura Tehnic Bucureti, 1993, Vol.
4
2. Raseev , S., Conversia Hidrocarburilor , Editura Zecasin Bucureti, 1997, Vol. III
3. Tescan , V., s.a. Tehnologia Distilrii Petrolului, Coloane de fracionare : Indrumtor de
proiect de an, Ploieti, 1996, Partea I.
4. Dobrinescu, D. , Procese detransfer de cldur i utilaje specifice, Editura Didactic i
Pedagocic, Bucureti, 1993
5. omoghi, V., Procese de transfer de cldur, Editura Universal Cartfil, Ploieti.
S-ar putea să vă placă și
- Proiectarea Tehnologica A Unei Instalatii de Hidrofinare A Unui Amestec de Benzine de DA Si CCDocument48 paginiProiectarea Tehnologica A Unei Instalatii de Hidrofinare A Unui Amestec de Benzine de DA Si CCstoiandei100% (4)
- Proiectarea Tehnologica A Blocului Reactor-Regenerator Al Unei Instalatii de Cracare Tip RiserDocument56 paginiProiectarea Tehnologica A Blocului Reactor-Regenerator Al Unei Instalatii de Cracare Tip RiserMarius Ciprian Vasile0% (1)
- Hidrogenarea Fenolului La CiclohexanonaDocument13 paginiHidrogenarea Fenolului La CiclohexanonaAdriana StÎncă nu există evaluări
- Proiect PetrochimieDocument56 paginiProiect PetrochimieMiruna Alexandra100% (3)
- Proiect TNPPDocument31 paginiProiect TNPPCosmin DuceaÎncă nu există evaluări
- Aspecte Teoretice Privind Procesul de HidrofinareDocument39 paginiAspecte Teoretice Privind Procesul de Hidrofinarejoshuaa3000Încă nu există evaluări
- PTC ProiectDocument48 paginiPTC Proiectgeoalx100% (2)
- Proiect CocsareDocument17 paginiProiect CocsareIonescu Dan100% (2)
- Proiectarea Tehnologica A Blocului Reactor-Regenerator Al Unei Instalatii de Cracare Tip RiserDocument57 paginiProiectarea Tehnologica A Blocului Reactor-Regenerator Al Unei Instalatii de Cracare Tip RiserPavel CiorniiÎncă nu există evaluări
- Dimensionarea Tehnologică A Unui Reactor de Dehidrogenare A Etilbenzenului La StirenDocument44 paginiDimensionarea Tehnologică A Unui Reactor de Dehidrogenare A Etilbenzenului La StirenCatalina Mihaela100% (1)
- Proiectarea Tehnologica A Blocului Reactor-Generator Al Unei Instalatiide Cracare Tip RiserDocument40 paginiProiectarea Tehnologica A Blocului Reactor-Generator Al Unei Instalatiide Cracare Tip RiserAlex OusÎncă nu există evaluări
- Ref Metanol Si EtanolDocument2 paginiRef Metanol Si EtanolRadu CătălinÎncă nu există evaluări
- Bazele Procesului ClausDocument9 paginiBazele Procesului ClausAndreea AntohiÎncă nu există evaluări
- Proiect Instalatia Pentru Producerea Acidului SulfuricDocument27 paginiProiect Instalatia Pentru Producerea Acidului SulfuricCatalin-Mihai Dumitrache100% (1)
- Proiect PTMDocument36 paginiProiect PTMAndreia Petre0% (1)
- Hidrodesulfurarea MotorineiDocument23 paginiHidrodesulfurarea MotorineiBogdanAlinÎncă nu există evaluări
- Curs 8Document12 paginiCurs 8Nicolae CameliaÎncă nu există evaluări
- Proiectul Tehnologic Al Unei Instalatii de Eliminare A Hidrogenului Sulfurat Prin Absorbtie in Solutie Apoasa de MeaDocument29 paginiProiectul Tehnologic Al Unei Instalatii de Eliminare A Hidrogenului Sulfurat Prin Absorbtie in Solutie Apoasa de MeaAlexandru Marian100% (3)
- Proiect Reactoare Oxidare BenzenDocument23 paginiProiect Reactoare Oxidare BenzenIoana Crînganu100% (1)
- Schema Unei Rafinarii Si Produsele EiDocument9 paginiSchema Unei Rafinarii Si Produsele EiIoana Andreea RepedeÎncă nu există evaluări
- Distilare DAVDocument17 paginiDistilare DAVMaria Loredana SanduÎncă nu există evaluări
- Proiect PTMDocument20 paginiProiect PTMElenaBarbulescuÎncă nu există evaluări
- PTM ProiectDocument25 paginiPTM ProiectMarinescu Alex GeorgeÎncă nu există evaluări
- Tehnologii Avansate În Petrochimie PDFDocument187 paginiTehnologii Avansate În Petrochimie PDFIsabela FloryÎncă nu există evaluări
- Proiect Oligomerizare WordDocument23 paginiProiect Oligomerizare WordStoica VeronicaÎncă nu există evaluări
- 2013-02-27 PDFDocument41 pagini2013-02-27 PDFAmy LoredanaÎncă nu există evaluări
- Sinteza OXODocument1 paginăSinteza OXORadu CătălinÎncă nu există evaluări
- Pedro 1Document60 paginiPedro 1ayhamÎncă nu există evaluări
- Proiect Purificarea Gazelor IndustrialeDocument22 paginiProiect Purificarea Gazelor IndustrialeThomas GordonÎncă nu există evaluări
- Coloane Cu TalereDocument20 paginiColoane Cu TalereAlex Iosif100% (1)
- Petrochimie ProiectDocument22 paginiPetrochimie ProiectPuriceÎncă nu există evaluări
- Proiect PTC Anul4 2015Document46 paginiProiect PTC Anul4 2015BogdanAlin100% (1)
- Proiect PTMDocument36 paginiProiect PTMMoga GeorgianaÎncă nu există evaluări
- A A A ADocument54 paginiA A A ABaciu Cristian33% (3)
- Curs 1Document18 paginiCurs 1Laura DatcuÎncă nu există evaluări
- Extractia, Tratarea, Transportul Si Distributia Gazelor - Maistri - Def (2000)Document23 paginiExtractia, Tratarea, Transportul Si Distributia Gazelor - Maistri - Def (2000)ionela_ct9923Încă nu există evaluări
- C4 - Indepartarea Compusilor Cu SulfDocument34 paginiC4 - Indepartarea Compusilor Cu SulfclaudiaÎncă nu există evaluări
- Fizico Chimia Petrolului TunescuDocument216 paginiFizico Chimia Petrolului TunescuMihaela Vlej Miki100% (1)
- Proiect - PTM - Fractionare MulticomponentDocument17 paginiProiect - PTM - Fractionare MulticomponentAna-Maria Dobrin100% (1)
- Proiect PTMDocument22 paginiProiect PTMAlex PintoiuÎncă nu există evaluări
- Proiect DistilareDocument51 paginiProiect DistilarePavel CiorniiÎncă nu există evaluări
- Conditionarea Gazelor 2Document12 paginiConditionarea Gazelor 2Andrei HorhoianuÎncă nu există evaluări
- Curs 7Document13 paginiCurs 7Nicolae CameliaÎncă nu există evaluări
- Proiect Pinch Rev03Document17 paginiProiect Pinch Rev03Iulia RalucaÎncă nu există evaluări
- Procese TermocataliticeDocument42 paginiProcese TermocataliticeToma IoneliaÎncă nu există evaluări
- Nanostructuri Catalitice Continand Metale NobileeDocument11 paginiNanostructuri Catalitice Continand Metale NobileeKrina Maria100% (1)
- Proiect PetrochimieDocument37 paginiProiect PetrochimieAlexandra StefanÎncă nu există evaluări
- Tratarea ApeiDocument6 paginiTratarea ApeiIoan TodorÎncă nu există evaluări
- Proiect PTMDocument31 paginiProiect PTMAlex PintoiuÎncă nu există evaluări
- Andrei Niculescu Proiect Fenomene de Transfer - Amestec Binar Benzen - Toluen - EditatDocument59 paginiAndrei Niculescu Proiect Fenomene de Transfer - Amestec Binar Benzen - Toluen - EditatAlexandra StanoiuÎncă nu există evaluări
- Proiect PTMDocument16 paginiProiect PTMRaluRalucsÎncă nu există evaluări
- Proiect Procese Transfer de MasaDocument14 paginiProiect Procese Transfer de MasaVũ Văn ViệtÎncă nu există evaluări
- Proiect Operatii Unitare Cu Transfer de Masa PDFDocument73 paginiProiect Operatii Unitare Cu Transfer de Masa PDFPaul Pop100% (1)
- Proiect Petrochimie GGDocument33 paginiProiect Petrochimie GGIuliana Magdo100% (1)
- Exploatarea Gazelor de SistDocument19 paginiExploatarea Gazelor de SistLupuliasa IonuţÎncă nu există evaluări
- Model DVDocument59 paginiModel DVBogdanAlinÎncă nu există evaluări
- Proiectarea Unei Linii Tehnologice Pentru Purificarea Gazelor Cu Continut deDocument103 paginiProiectarea Unei Linii Tehnologice Pentru Purificarea Gazelor Cu Continut deIolanda Veronica100% (1)
- Reformare CataliticaDocument6 paginiReformare CataliticaMeghan WhiteÎncă nu există evaluări
- Vulcan - Catalog-General Ro PDFDocument28 paginiVulcan - Catalog-General Ro PDFDumitrescuÎncă nu există evaluări
- Aspecte Teoretice Privind Procesul de HidrofinareDocument45 paginiAspecte Teoretice Privind Procesul de HidrofinareAndrei IulianÎncă nu există evaluări
- Alcoolul EtilicDocument167 paginiAlcoolul EtilicMeghan White100% (1)
- Cap 1 PDFDocument77 paginiCap 1 PDFMeghan WhiteÎncă nu există evaluări
- 04 - Proiectarea Tehnologica A Coloanei de Absorbtie Si Coloanei de Desorbtie PDFDocument40 pagini04 - Proiectarea Tehnologica A Coloanei de Absorbtie Si Coloanei de Desorbtie PDFMeghan White100% (2)
- Curs Tehnologii Moderne in Petrochimie Vasile Matei PDFDocument80 paginiCurs Tehnologii Moderne in Petrochimie Vasile Matei PDFMeghan WhiteÎncă nu există evaluări
- Teza Doctorat Ion Zabet PDFDocument199 paginiTeza Doctorat Ion Zabet PDFMeghan WhiteÎncă nu există evaluări
- SSM - Prezentare Power PointDocument34 paginiSSM - Prezentare Power PointVeronka Anca100% (2)
- Reformare CataliticaDocument6 paginiReformare CataliticaMeghan WhiteÎncă nu există evaluări
- SauciucAnca PDFDocument62 paginiSauciucAnca PDFMeghan WhiteÎncă nu există evaluări
- Membrane Si Procese de Membrana NOUDocument88 paginiMembrane Si Procese de Membrana NOUMeghan White100% (2)
- AdsorbtieDocument12 paginiAdsorbtieMeghan White0% (1)