S-ar putea să vă placă și
- Proiect TSFFDocument22 paginiProiect TSFFGhita Domide100% (1)
- Prelucrarea Prin Deformare Plastica La ReceDocument23 paginiPrelucrarea Prin Deformare Plastica La ReceLidia BanciuÎncă nu există evaluări
- Proiect TPDPDocument29 paginiProiect TPDPTrupa Metanoia100% (1)
- Matrite de Indoit PDFDocument4 paginiMatrite de Indoit PDFMarius DorobantuÎncă nu există evaluări
- Ingineria Fabricatiei ProiectDocument52 paginiIngineria Fabricatiei ProiectDărămuș Alexandru100% (1)
- Surub de ReglajDocument30 paginiSurub de ReglajAcili Daniel100% (2)
- Matrita - Desen AnsambluDocument1 paginăMatrita - Desen AnsambluMihaiBuleu100% (1)
- Proiect TCMDocument73 paginiProiect TCMAlexandru Marian Danaila75% (4)
- Proiect ValiDocument22 paginiProiect ValiAlin PetcuÎncă nu există evaluări
- Proiect TCM - PlacaDocument33 paginiProiect TCM - PlacaIulian ManÎncă nu există evaluări
- Curs DispozitiveDocument118 paginiCurs DispozitiveSzekely Norbert86% (7)
- Proiectarea Unui Dispozitiv de Gaurit D25Document12 paginiProiectarea Unui Dispozitiv de Gaurit D25cretul22100% (2)
- Model Proiectare MenghinaDocument90 paginiModel Proiectare MenghinaAnonymous WO9KSfNJ4aÎncă nu există evaluări
- Proiectarea Unei Roti DintateDocument41 paginiProiectarea Unei Roti DintateRoxana Adriana100% (2)
- Proiectarea Sculelor AschietoareDocument16 paginiProiectarea Sculelor AschietoareBettina HajnalkaÎncă nu există evaluări
- Proiect-Ingineria FabricatieiDocument60 paginiProiect-Ingineria FabricatieiAnda Alexandra100% (1)
- Bazele AschieriiDocument21 paginiBazele AschieriiAndrei Paduraru100% (3)
- Indr Lucrari DispozitiveDocument109 paginiIndr Lucrari DispozitiveRares BancÎncă nu există evaluări
- Proiect TCM-Anul 4Document66 paginiProiect TCM-Anul 4Șerban GabrielÎncă nu există evaluări
- 1 Prese MecaniceDocument7 pagini1 Prese MecaniceRaul CiobaÎncă nu există evaluări
- Proiect TDPR 2 AaaaaaDocument28 paginiProiect TDPR 2 AaaaaaAlex StanciuÎncă nu există evaluări
- Exemplu Proiect PDPRDocument34 paginiExemplu Proiect PDPRCristi AntonÎncă nu există evaluări
- Stante Si MatriteDocument3 paginiStante Si MatriteDenisaÎncă nu există evaluări
- TCM ProiectDocument38 paginiTCM ProiectTudosa Petru100% (1)
- Proiect TCMDocument25 paginiProiect TCMAlex ApostolÎncă nu există evaluări
- Proiectarea Stantelor Si MatritelorDocument16 paginiProiectarea Stantelor Si MatritelorIonut TodericÎncă nu există evaluări
- Tehnologia Fabricarii ProduselorDocument77 paginiTehnologia Fabricarii ProduselorMuadDibPaul33100% (1)
- Arbore TMDocument37 paginiArbore TMMarian VladÎncă nu există evaluări
- Proiect de DiplomaDocument88 paginiProiect de DiplomaIonuţIpÎncă nu există evaluări
- TPR 2Document26 paginiTPR 2Iulian Abuzuloaie100% (5)
- TCM ProiectDocument42 paginiTCM ProiectPatrascu Robert-GabrielÎncă nu există evaluări
- Proiect TDPRDocument28 paginiProiect TDPRAndrei PavelÎncă nu există evaluări
- Locul Şi Rolul Dispozitivelor În Construcţia de MaşiniDocument5 paginiLocul Şi Rolul Dispozitivelor În Construcţia de MaşiniTudorLeşan100% (1)
- Proiect Mpi Arbore 1Document11 paginiProiect Mpi Arbore 1Roxana LazarÎncă nu există evaluări
- 1 Stabilirea Şi Analiza Rolului Funcţional Al PieseiDocument30 pagini1 Stabilirea Şi Analiza Rolului Funcţional Al PieseiEliza Codrea100% (3)
- C2 - Matrite de InjectatDocument22 paginiC2 - Matrite de InjectatMuraru MariusÎncă nu există evaluări
- Proiect TCMDocument69 paginiProiect TCMCristi BurlacuÎncă nu există evaluări
- Dispoz 3Document52 paginiDispoz 3AndreiaPaiuÎncă nu există evaluări
- Proiect TCMDocument45 paginiProiect TCMDiana Bugariu100% (2)
- Proiect de SemestruDocument25 paginiProiect de SemestruNorbert Csonka100% (1)
- Arbore - ProiectDocument22 paginiArbore - ProiectAlex GrajdeanuÎncă nu există evaluări
- 1.4.2. Alegerea Semifabricatelor: Cursul 3 Procese Tehnologice de Prelucrare Și Control 1Document3 pagini1.4.2. Alegerea Semifabricatelor: Cursul 3 Procese Tehnologice de Prelucrare Și Control 1Sorin RobertÎncă nu există evaluări
- Manlup Gavril IfDocument16 paginiManlup Gavril IfPop AlecsandruÎncă nu există evaluări
- Adaos de Prelucrare ArboreDocument4 paginiAdaos de Prelucrare ArboreDragoș GlițaÎncă nu există evaluări
- Ciupe Ovidiu Aurelian - PDDocument12 paginiCiupe Ovidiu Aurelian - PDCiupe Ovidiu AurelianÎncă nu există evaluări
- Proiect TPDPDocument26 paginiProiect TPDPAbrudean ClaudiuÎncă nu există evaluări
- Cutite ProfilateDocument9 paginiCutite Profilatemalick_l_c100% (1)
- Deformare PlasticaDocument42 paginiDeformare Plasticadac_valy80Încă nu există evaluări
- Tema de Proiectare StantaDocument43 paginiTema de Proiectare StantaMircea Radu BalaceanÎncă nu există evaluări
- Proiect TPRDocument29 paginiProiect TPRCristi FerikÎncă nu există evaluări
- ProiectDocument33 paginiProiectPatrascu Robert-GabrielÎncă nu există evaluări
- Proiect - Sisteme de Prelucrare Prin Deformari PlasticeDocument13 paginiProiect - Sisteme de Prelucrare Prin Deformari PlasticeMarius- Ciprian BundacÎncă nu există evaluări
- Laborator 5 - AE1 - Bucsa - Matritare - LaminareDocument9 paginiLaborator 5 - AE1 - Bucsa - Matritare - LaminareAlexandra Panaite0% (1)
- TPR Proiect FinalDocument53 paginiTPR Proiect FinalRares-StefanelGângãÎncă nu există evaluări
- Proiect TFP2Document77 paginiProiect TFP2Stroie MihaiÎncă nu există evaluări
- ProiecttDocument29 paginiProiecttZgavarogea MihaelaÎncă nu există evaluări
- Proiect PDPR SanduDocument35 paginiProiect PDPR Sanduandrei33% (3)
- TPR IndrumarDocument206 paginiTPR IndrumarIonut Daniel100% (3)
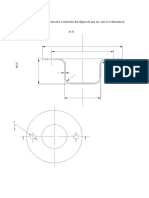
- Se Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-ADocument50 paginiSe Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-AAurelian CostinÎncă nu există evaluări