S-ar putea să vă placă și
- Curs 5 Adaosuri de Prelucrare Si Dimensiuni Intermediare PT ST - 2021Document8 paginiCurs 5 Adaosuri de Prelucrare Si Dimensiuni Intermediare PT ST - 2021Razvan IliescuÎncă nu există evaluări
- Proiect TFDocument13 paginiProiect TFOnofrei LiviuÎncă nu există evaluări
- Tema TFPDocument8 paginiTema TFPanon_686192686Încă nu există evaluări
- TCM ProiectDocument42 paginiTCM ProiectPatrascu Robert-GabrielÎncă nu există evaluări
- E.T.F. ProiectDocument45 paginiE.T.F. ProiectAndreea GalanÎncă nu există evaluări
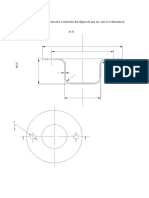
- Se Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-ADocument50 paginiSe Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-AAurelian CostinÎncă nu există evaluări
- Proiect Final-TCM2 PDFDocument89 paginiProiect Final-TCM2 PDFLeo Crisu100% (1)
- Proiect TCMDocument40 paginiProiect TCMdorindorin2100% (1)
- Proiect TFP 2-EuDocument12 paginiProiect TFP 2-Eubambucha90Încă nu există evaluări
- Proiect de An Tehnologia Constructiilor de MasiniDocument40 paginiProiect de An Tehnologia Constructiilor de MasiniCheloba100% (3)
- Proiect TDPRDocument28 paginiProiect TDPRAndrei PavelÎncă nu există evaluări
- Proiect TFPDocument20 paginiProiect TFPAdina ZaharagiuÎncă nu există evaluări
- Proiect TCMDocument69 paginiProiect TCMCristi BurlacuÎncă nu există evaluări
- PPS1Document13 paginiPPS1Alina Udrea100% (1)
- Proiect Pinion ConicDocument130 paginiProiect Pinion ConicTomescu Madalin0% (1)
- Fabricarea Şi Recondiţionarea FuzetelorDocument24 paginiFabricarea Şi Recondiţionarea FuzetelorAlexandruCatalinIonutÎncă nu există evaluări
- Lucrare Licenta Inginerie Economica Industrial ADocument98 paginiLucrare Licenta Inginerie Economica Industrial Abambucha90Încă nu există evaluări
- Lucrare Licenta - Inginerie Economica Industrial ADocument98 paginiLucrare Licenta - Inginerie Economica Industrial AIonita Irina100% (1)
- Surub M30Document15 paginiSurub M30stan mihaela lacramioaraÎncă nu există evaluări
- TFRI Proiect CompletDocument41 paginiTFRI Proiect CompletMalaciucaTGV100% (1)
- Proiect TF Morariu AlexDocument23 paginiProiect TF Morariu AlexGheorghe Cojocari100% (1)
- Tehnologii de FabricatieDocument16 paginiTehnologii de FabricatieVili SzabyÎncă nu există evaluări
- Proiect Flansa Intermediara PDFDocument111 paginiProiect Flansa Intermediara PDFTomescu Madalin100% (1)
- Exemplu Proiect PDPRDocument34 paginiExemplu Proiect PDPRCristi AntonÎncă nu există evaluări
- Proiect PPSDocument34 paginiProiect PPSAlexis Enache100% (3)
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuÎncă nu există evaluări
- Model TFP 2Document45 paginiModel TFP 2Butan Florin BogdanÎncă nu există evaluări
- Tehnologitatea Formei ConstructiveDocument4 paginiTehnologitatea Formei ConstructiveAlexandru EduardÎncă nu există evaluări
- TCMDocument38 paginiTCMhoinaru85Încă nu există evaluări
- Grozea AndreiDocument25 paginiGrozea AndreiAndrei GrozeaÎncă nu există evaluări
- CMTF ProiectDocument86 paginiCMTF ProiectUnCubDeSticlaExcavatorRoz100% (1)
- PROIECT LA Tehnologia Fabricarii Produselor.1docDocument77 paginiPROIECT LA Tehnologia Fabricarii Produselor.1docionpopa8990100% (1)
- Proiect TFP3Document60 paginiProiect TFP3Stefan RaduÎncă nu există evaluări
- Proiectare Tehnologica Asistata de CalculatorDocument29 paginiProiectare Tehnologica Asistata de CalculatorVlad HaritonÎncă nu există evaluări
- Proiectarea Proceselor TehnologiceDocument14 paginiProiectarea Proceselor TehnologiceIrinaÎncă nu există evaluări
- Proiect Pps 2 DanaDocument73 paginiProiect Pps 2 DanaAle XaÎncă nu există evaluări
- Proiect TFPDocument26 paginiProiect TFPNaty MărieşÎncă nu există evaluări
- PpsDocument39 paginiPpsUrsea MarianÎncă nu există evaluări
- Tema FRADocument20 paginiTema FRATomseanu LaurianÎncă nu există evaluări
- Disc de FranareDocument18 paginiDisc de FranareTz Cosmin75% (4)
- Tehnologia Fabricarii ProduselorDocument77 paginiTehnologia Fabricarii ProduselorMuadDibPaul33100% (1)
- Proiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaDocument140 paginiProiectarea Unui Proces Tehnologic Pentru Produsul Cep Cu FlansaAndrei MunteanuÎncă nu există evaluări
- Proces Tehnologic de Prelucrare Al Unui ReperDocument64 paginiProces Tehnologic de Prelucrare Al Unui ReperPurece Eugen100% (1)
- FLANSA Cristina Model .OdtDocument36 paginiFLANSA Cristina Model .OdtMIÎncă nu există evaluări
- Proiect-Ingineria FabricatieiDocument60 paginiProiect-Ingineria FabricatieiAnda Alexandra100% (1)
- Proiectarea Tehnologiei de Fabricaţie A Reperului "Placă Suport"Document4 paginiProiectarea Tehnologiei de Fabricaţie A Reperului "Placă Suport"gothasgardÎncă nu există evaluări
- Proiect T.C.MDocument89 paginiProiect T.C.Mnicudu100% (3)
- Global Supplier Quality Manual - Fifth EditionDocument35 paginiGlobal Supplier Quality Manual - Fifth EditionMada ManeaÎncă nu există evaluări
- L1 PDFDocument6 paginiL1 PDFtomyclauÎncă nu există evaluări
- Ghid Disertatie IMFP 2018Document15 paginiGhid Disertatie IMFP 2018tomyclauÎncă nu există evaluări
- Determinarea Caracteristicilor Metrologice Ale Unui TraductorDocument2 paginiDeterminarea Caracteristicilor Metrologice Ale Unui TraductortomyclauÎncă nu există evaluări
- Indrumar de Laborator Partea IIIDocument37 paginiIndrumar de Laborator Partea IIIAndrei IonÎncă nu există evaluări
- Lucrarea Nr. 2: Prelucrarea Unui Şir de Date de o Singură DimensiuneDocument5 paginiLucrarea Nr. 2: Prelucrarea Unui Şir de Date de o Singură DimensiunetomyclauÎncă nu există evaluări
- Componentele Normei de TimpDocument7 paginiComponentele Normei de TimpDaniel-Liviu UrsÎncă nu există evaluări
- Curs1 CPEDocument20 paginiCurs1 CPEtomyclauÎncă nu există evaluări
- Curs2 CPEDocument28 paginiCurs2 CPEtomyclauÎncă nu există evaluări
- AMDEC A&rDocument17 paginiAMDEC A&rRusu AndreeaÎncă nu există evaluări
- Audit ProdusDocument18 paginiAudit Produstomyclau100% (1)
- Strategii FundamentaleDocument63 paginiStrategii FundamentaleCristian Alexandru ToaxenÎncă nu există evaluări
- Curs1 CPEDocument20 paginiCurs1 CPEtomyclauÎncă nu există evaluări
- Anexa 1 Model Plan de Afaceri 3Document16 paginiAnexa 1 Model Plan de Afaceri 3Moldovan Vlad100% (1)
- Curs CATIA PDFDocument29 paginiCurs CATIA PDFGeorgeÎncă nu există evaluări
- Marin Preda - Morometii Vol 1 PDFDocument243 paginiMarin Preda - Morometii Vol 1 PDFBiancaÎncă nu există evaluări
- MSSMCurs Cap 5Document20 paginiMSSMCurs Cap 5ionutcorldeÎncă nu există evaluări
- Masa de Calcat ProiectDocument36 paginiMasa de Calcat ProiecttomyclauÎncă nu există evaluări
- Prodan - Ristea - Av 2015Document21 paginiProdan - Ristea - Av 2015tomyclauÎncă nu există evaluări
- Tematica Drept Civil 2013Document3 paginiTematica Drept Civil 2013Monica NițescuÎncă nu există evaluări
- Prezentare Curs 9 10Document46 paginiPrezentare Curs 9 10tomyclau100% (1)
- Cotarea TehnologicaDocument9 paginiCotarea TehnologicaDaniel-Liviu UrsÎncă nu există evaluări
- BMG Subiecte Evaluare Finala 2015Document1 paginăBMG Subiecte Evaluare Finala 2015tomyclauÎncă nu există evaluări
- Plan Deaf Acer IDocument18 paginiPlan Deaf Acer IOxfordVNÎncă nu există evaluări
- Anexa 1 Model Plan de Afaceri 3Document16 paginiAnexa 1 Model Plan de Afaceri 3Moldovan Vlad100% (1)
- SamsungDocument16 paginiSamsungOnny EllyÎncă nu există evaluări
- MArketingul IMM Laurentiu Dan Anghel - Biblioteca Digitala AseDocument17 paginiMArketingul IMM Laurentiu Dan Anghel - Biblioteca Digitala AseSabin-Tudor RaduÎncă nu există evaluări
- Anunț AngajareDocument1 paginăAnunț AngajaretomyclauÎncă nu există evaluări
- AspiratorDocument27 paginiAspiratorStefan Ciprian100% (1)
- 3 3Document8 pagini3 3tomyclauÎncă nu există evaluări