S-ar putea să vă placă și
- Tehnologia Produselor Alim Publice Indr Met DSDocument29 paginiTehnologia Produselor Alim Publice Indr Met DSDianna100% (1)
- Utilaje in IA - IFR - Botez ElisabetaDocument34 paginiUtilaje in IA - IFR - Botez ElisabetaMadalinaIacobÎncă nu există evaluări
- ASPTDocument5 paginiASPTrozmarin1999Încă nu există evaluări
- Managementul Activitatii de BazaDocument23 paginiManagementul Activitatii de BazanataÎncă nu există evaluări
- Proiect La Practica Muz CafeDocument27 paginiProiect La Practica Muz CafeDanielly TressÎncă nu există evaluări
- 4.1.1. Substanţele Toxice: 4.1. Factorii de Risc de Natură ChimicăDocument3 pagini4.1.1. Substanţele Toxice: 4.1. Factorii de Risc de Natură ChimicăFlorin-Gabriel TRUȘESCUÎncă nu există evaluări
- Masina de Curatat CartofiDocument46 paginiMasina de Curatat CartofiPușcă Daniel100% (1)
- Prelucrarea PesteluiDocument29 paginiPrelucrarea Pesteluiandreea0901Încă nu există evaluări
- Ferme Găini Ouă ConsumDocument30 paginiFerme Găini Ouă ConsumNóra TankóÎncă nu există evaluări
- Alterarea MicrobianăDocument3 paginiAlterarea MicrobianăKrisTina MKmÎncă nu există evaluări
- Ganea Grigore, Utilaj Tehnologic in Industria AlimentaraDocument183 paginiGanea Grigore, Utilaj Tehnologic in Industria AlimentaraMorari VladÎncă nu există evaluări
- Calculul EconomicDocument24 paginiCalculul EconomicRoman MioaraÎncă nu există evaluări
- VirusurileDocument24 paginiVirusurileChiril NarteaÎncă nu există evaluări
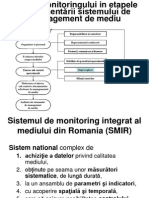
- SmirDocument12 paginiSmirIuliana BogdanÎncă nu există evaluări
- Proiect Masurarea DebituluiDocument19 paginiProiect Masurarea DebituluiAndreea Pascariu100% (1)
- Operații Unitare - AmestecareaDocument28 paginiOperații Unitare - AmestecareaAdelina DohotariuÎncă nu există evaluări
- Analiza Si Sinteza ProceselorDocument10 paginiAnaliza Si Sinteza ProceselorMariiaa MariaaÎncă nu există evaluări
- Tema 2. OUIA. Principii Privind Bilanțul de Materiale Și EnergieDocument62 paginiTema 2. OUIA. Principii Privind Bilanțul de Materiale Și EnergieDaniel ȘarbanÎncă nu există evaluări
- Gontariu Ana MariaDocument16 paginiGontariu Ana MariaBiSii OanaaÎncă nu există evaluări
- Uscarea Prin AtomizareDocument9 paginiUscarea Prin AtomizareIonut VelescuÎncă nu există evaluări
- Proiect MSADocument764 paginiProiect MSApopaÎncă nu există evaluări
- DINU IONUT Proprietati ReologiceDocument28 paginiDINU IONUT Proprietati ReologiceAndreea AlinaÎncă nu există evaluări
- ATESTAT Metode de Prelucare TermicăDocument16 paginiATESTAT Metode de Prelucare Termicămari100% (1)
- FrigotehnicaDocument163 paginiFrigotehnicaMatache Gabriela100% (1)
- Proiect ChifleDocument17 paginiProiect ChifleLucrare Licenta CiciÎncă nu există evaluări
- L5 Determinarea Umiditatii Materialelor AgricoleDocument8 paginiL5 Determinarea Umiditatii Materialelor Agricolesaintjimmy91Încă nu există evaluări
- Cerinţe Igienice Privind Construirea Întreprinderilor de Alimentaţie PublicăDocument6 paginiCerinţe Igienice Privind Construirea Întreprinderilor de Alimentaţie PublicăcondecuseÎncă nu există evaluări
- MalaxareaDocument9 paginiMalaxareaSaioc MarianÎncă nu există evaluări
- Proiect CuptoareDocument3 paginiProiect CuptoareAndreea BatrinuÎncă nu există evaluări
- Deseuri Organice Din AgriculturaDocument15 paginiDeseuri Organice Din AgriculturaStelutza Brunetica100% (1)
- Drojdie Si PanificatieDocument8 paginiDrojdie Si PanificatieStefÎncă nu există evaluări
- Exemplu Fisa de Post Ing Chimist TehnologDocument2 paginiExemplu Fisa de Post Ing Chimist TehnologMunteanu Cornel100% (1)
- Proiect FinisatDocument30 paginiProiect Finisatmartin_ana7153100% (2)
- Mijloace Pentru Măsurarea Debitelor in Industria AlimentaraDocument10 paginiMijloace Pentru Măsurarea Debitelor in Industria AlimentaraAurora BlaiddÎncă nu există evaluări
- Tematica Masterat TPPDocument2 paginiTematica Masterat TPPCristian BarbuceanuÎncă nu există evaluări
- UtilajDocument29 paginiUtilajVlad AntocicaÎncă nu există evaluări
- Subievte Examen Utilaje Sem 1Document17 paginiSubievte Examen Utilaje Sem 1Andreea TrandafirÎncă nu există evaluări
- Masurarea Densitatea PpsDocument21 paginiMasurarea Densitatea Ppslynne37Încă nu există evaluări
- Trasabiltate Bere DozaDocument7 paginiTrasabiltate Bere DozaAlex FrumuseanuÎncă nu există evaluări
- Implement Area Planului HACCP La Fabric Area Salamului de SibiuDocument29 paginiImplement Area Planului HACCP La Fabric Area Salamului de SibiuSoldan AdrianÎncă nu există evaluări
- Curs 7 Aprilie 2020 - Cronograme UtilajeDocument6 paginiCurs 7 Aprilie 2020 - Cronograme UtilajeDob Gabriela0% (1)
- Vinificație Efectuat Clima AlinaDocument56 paginiVinificație Efectuat Clima AlinaAlina VetriceanÎncă nu există evaluări
- Curs1 - Utilaje in Industria Alimentara 2Document49 paginiCurs1 - Utilaje in Industria Alimentara 2DaramatulÎncă nu există evaluări
- Penicilina Flux Tehnologic 2Document7 paginiPenicilina Flux Tehnologic 2samestoriesÎncă nu există evaluări
- Fisa Lucru TemperaturaDocument6 paginiFisa Lucru TemperaturaChris AndrewÎncă nu există evaluări
- REFERAT 2015 Epurarea Microbiologica A Apelor Reziduale Din Industria AlimentaraDocument29 paginiREFERAT 2015 Epurarea Microbiologica A Apelor Reziduale Din Industria AlimentaraAlex Andrei TuborgÎncă nu există evaluări
- Sanitaria Si Igiena - Curicula - 2018 PDFDocument20 paginiSanitaria Si Igiena - Curicula - 2018 PDFDoina Panfil-TimusÎncă nu există evaluări
- C1a PPPMDocument3 paginiC1a PPPMAndrian NicoletaÎncă nu există evaluări
- Separator Centrifugal de LapteDocument92 paginiSeparator Centrifugal de LapteBalog EndreÎncă nu există evaluări
- Proiect UtilajDocument44 paginiProiect UtilajUTM TlÎncă nu există evaluări
- Poluarea Cu Pesticide Si Efectele SaleDocument11 paginiPoluarea Cu Pesticide Si Efectele SaleMihaelaStefanÎncă nu există evaluări
- Art39 VinificatieDocument8 paginiArt39 VinificatieEugen GÎncă nu există evaluări
- Masina de Infoiat CarneDocument24 paginiMasina de Infoiat CarneDaniela GontaÎncă nu există evaluări
- Instalaţie de Concentrare Prin VaporizareDocument92 paginiInstalaţie de Concentrare Prin VaporizareCatalin VintilaÎncă nu există evaluări
- 60 Locuri CafeneaDocument31 pagini60 Locuri CafeneaDaniela GontaÎncă nu există evaluări
- Proiect 3Document3 paginiProiect 3Daniela GontaÎncă nu există evaluări
- COCSULDocument10 paginiCOCSULGina Ionela100% (2)
- Bazele Tehnologiei IndustrialeDocument2 paginiBazele Tehnologiei IndustrialeNeculseanu AndreiÎncă nu există evaluări
- 01 Schema Generala A Unui Proces TehnologicDocument11 pagini01 Schema Generala A Unui Proces Tehnologiczoleegester100% (1)
- Referat 1Document4 paginiReferat 1Petru-Valentin GheorgheÎncă nu există evaluări
- CV NecompletatDocument2 paginiCV NecompletatLoredana Hadarau100% (1)
- Ordin Nr. 644 Din 11 08 2016 PDFDocument10 paginiOrdin Nr. 644 Din 11 08 2016 PDFBianca-Denisa VrînceanuÎncă nu există evaluări
- Verificarea Deplasarii Relative Pe Directia XDocument3 paginiVerificarea Deplasarii Relative Pe Directia XBianca-Denisa VrînceanuÎncă nu există evaluări
- Ordin Nr. 644 Din 11 08 2016Document10 paginiOrdin Nr. 644 Din 11 08 2016Bianca-Denisa VrînceanuÎncă nu există evaluări
- Calcul TasariDocument3 paginiCalcul TasariBianca-Denisa VrînceanuÎncă nu există evaluări
- CV NecompletatDocument2 paginiCV NecompletatLoredana Hadarau100% (1)
- CVTemplate (1) 2Document2 paginiCVTemplate (1) 2Andrei AlexÎncă nu există evaluări
- Info MF 20130206Document2 paginiInfo MF 20130206Bianca-Denisa VrînceanuÎncă nu există evaluări
- SubiecteDocument25 paginiSubiecteBianca-Denisa VrînceanuÎncă nu există evaluări
- C 56-85 - Normativ Pentru Verificarea Calitatii Si Receptia Lucrarilor de Constructii Si Instalatii AferenteDocument160 paginiC 56-85 - Normativ Pentru Verificarea Calitatii Si Receptia Lucrarilor de Constructii Si Instalatii Aferentevladsambotin83% (6)
- Farmacologie Anul IDocument20 paginiFarmacologie Anul IJesse Clayton94% (16)
- Valori Medicamente LicDocument4 paginiValori Medicamente LicBianca-Denisa VrînceanuÎncă nu există evaluări
- Verificarea Deplasarii Relative Pe Directia XDocument3 paginiVerificarea Deplasarii Relative Pe Directia XBianca-Denisa VrînceanuÎncă nu există evaluări
- Diagrama Venn PDFDocument4 paginiDiagrama Venn PDFBianca-Denisa VrînceanuÎncă nu există evaluări
- 8546878678697sub IndustrieDocument1 pagină8546878678697sub IndustrieBianca-Denisa VrînceanuÎncă nu există evaluări
- DiagramDocument2 paginiDiagramBianca-Denisa VrînceanuÎncă nu există evaluări
- Sub IndustrieDocument1 paginăSub IndustrieBianca-Denisa VrînceanuÎncă nu există evaluări
- Biotehnologii Farmaceutice PDFDocument20 paginiBiotehnologii Farmaceutice PDFBianca-Denisa Vrînceanu0% (1)
- HG 183 Pe 2013Document4 paginiHG 183 Pe 2013Marius RazvanÎncă nu există evaluări
- Management FinanciarDocument79 paginiManagement FinanciarMihaela AlexandraÎncă nu există evaluări
- Toxicomanii ReferatDocument12 paginiToxicomanii ReferatBianca-Denisa VrînceanuÎncă nu există evaluări
- C 56-85 - Normativ Pentru Verificarea Calitatii Si Receptia Lucrarilor de Constructii Si Instalatii AferenteDocument160 paginiC 56-85 - Normativ Pentru Verificarea Calitatii Si Receptia Lucrarilor de Constructii Si Instalatii Aferentevladsambotin83% (6)
- C1 Elemente IntroductiveDocument15 paginiC1 Elemente IntroductiveBianca-Denisa VrînceanuÎncă nu există evaluări
- LP Farmaco. 1, 2, 3Document32 paginiLP Farmaco. 1, 2, 3Eugenia CebanÎncă nu există evaluări
- Sub Yahoo IgienaDocument3 paginiSub Yahoo IgienaBianca-Denisa VrînceanuÎncă nu există evaluări
- Toxi SubDocument12 paginiToxi SubBianca-Denisa VrînceanuÎncă nu există evaluări
- Sub IndustrieDocument1 paginăSub IndustrieBianca-Denisa VrînceanuÎncă nu există evaluări
- C1 Elemente IntroductiveDocument15 paginiC1 Elemente IntroductiveBianca-Denisa VrînceanuÎncă nu există evaluări
- Sub IgienaDocument2 paginiSub IgienaBianca-Denisa VrînceanuÎncă nu există evaluări